


تُحدد عملية طحن وسحق مادة PVC كفاءة وجودة منتجات خطوط إعادة تدوير وتصنيع البلاستيك. ورغم أن المشغلين غالبًا ما يستخدمون هذين المصطلحين بشكل متبادل، إلا أنهما يمثلان عمليتين ميكانيكيتين مختلفتين تُطبقان بالتتابع. يوفر السحق تقليلًا أوليًا لحجم النفايات الضخمة، بينما يوفر الطحن تقليلًا دقيقًا لحجمها لإنتاج مسحوق عالي القيمة وقابل لإعادة الاستخدام. تُصمم شركة Energycle أنظمة صناعية لتقليل الحجم تجمع بين المرحلتين للحفاظ على سلامة المواد واستمرارية الإنتاج.
يعتمد اختيار العملية المناسبة على أبعاد المواد الخام الداخلة، وحجم الجسيمات المطلوبة للمنتج النهائي، والقيود الحرارية لمادة البولي فينيل كلوريد. يوضح هذا الدليل بالتفصيل الاختلافات الميكانيكية، ومعايير التشغيل، ومعايير اختيار المعدات اللازمة لمعالجة البولي فينيل كلوريد الصلب.
تقليل الحجم الأساسي: سحق مادة PVC
يقوم المشغلون بنشر كسارة البولي فينيل كلوريد لتفتيت القطع البلاستيكية الكبيرة والصلبة إلى رقائق خشنة أو قطع غير منتظمة. تعالج هذه المرحلة الأولية النفايات الضخمة مباشرة، بما في ذلك الأنابيب الطويلة، وقطاعات النوافذ السميكة، والصفائح الصلبة، ومخلفات التصنيع.
تعتمد آلات التكسير على الضغط العالي، أو قوى الصدم، أو شفرات القطع الدوارة عالية السرعة. تعمل هذه الآليات على تكسير البلاستيك بسرعة حتى تصبح القطع قابلة للمرور عبر غربال الفرز. يتراوح حجم القطع القياسية الناتجة من مادة PVC المكسرة بين 5 مم و20 مم.
نظراً لأن عملية التكسير تُعطي الأولوية لتقليل الحجم وتستخدم القطع المتقطع بدلاً من الاحتكاك المستمر، فإنها تُولّد حرارة معتدلة وتستهلك طاقة أقل لكل طن. تستخدم المنشآت الكسارات لتحضير المواد السائبة للنقل، أو لضغط نفايات المصانع، أو لمعالجة الخردة قبل دخولها نظام الطحن الدقيق.
تقليل الحجم الثانوي: طحن البولي فينيل كلوريد (التفتيت)
تقوم عملية طحن أو تفتيت مادة البولي فينيل كلوريد (PVC) بتحويل الرقائق الخشنة التي يتراوح حجمها بين 5 و20 ملم، والناتجة عن الكسارة، إلى مسحوق ناعم ومتجانس. مطحنة PVC يعتمد على الاحتكاك والتآكل المستمر الناتج عن الأقراص الدوارة عالية السرعة أو المطارق أو المطاحن لتنفيذ عملية تقليل الحجم الثانوية هذه.
تُنتج المطاحن جزيئات يتراوح حجمها بين 0.1 مم و0.5 مم، أي ما يعادل حجم حبيبات يتراوح بين 30 و80 مش. ويُعدّ تحقيق هذا التجانس الدقيق والمتجانس شرطًا أساسيًا لعمليات التصنيع اللاحقة. إذ يتطلب مُصنّعو المواد المركبة والمُصنّعون مسحوقًا بحجم حبيبات يتراوح بين 30 و80 مش لضمان سرعة ذوبانه ومزجه بشكل صحيح مع مادة PVC الخام أثناء إعادة البثق أو التشكيل بالحقن.
على عكس التكسير، يُولّد الطحن أحمالًا حرارية شديدة نتيجة الاحتكاك عالي السرعة. مادة PVC حساسة جدًا للحرارة؛ إذ يؤدي ارتفاع درجة حرارتها إلى انصهارها أو تحللها أو إطلاق غاز حمض الهيدروكلوريك (HCl) المُسبّب للتآكل. تتطلب مطاحن PVC الصناعية أنظمة تبريد مائي فعّالة تدور عبر غلاف المطحنة والأقراص الثابتة لاستخلاص الحرارة وحماية البنية الجزيئية للبوليمر.
مصفوفة المقارنة الفنية
| المعلمة | تكسير مادة PVC | طحن (سحق) مادة PVC |
|---|---|---|
| المواد المدخلة المستهدفة | العناصر الكبيرة والصلبة (الأنابيب، إطارات النوافذ، الألواح) | رقائق خشنة مطحونة مسبقًا (5-20 مم) |
| مبدأ العمل | سكاكين الضغط، أو الصدم، أو السكاكين الدوارة عالية السرعة | التآكل والاحتكاك عبر الأقراص/المطاحن الدوارة |
| حجم الإخراج | 5 مم - 20 مم (رقائق/قطع خشنة) | 0.1 مم - 0.5 مم (مسحوق 30-80 مش) |
| توليد الحرارة | متوسط (تبريد أساسي بالهواء المحيط أو الماء) | عالي (يتطلب دوائر تبريد مائي نشطة) |
| استهلاك الطاقة | أقل تكلفة للطن (تخفيض سريع في الحجم) | أعلى لكل طن (تخفيض أبطأ وأكثر دقة) |
| التطبيق الأساسي | تقليل الحجم الأولي، تجهيز النقل | التحضير لإعادة البثق، والخلط |
التكامل التسلسلي في خطوط المعالجة
نادراً ما تختار عمليات إعادة التدوير الصناعية بين هذه الطرق؛ بل تستخدمها بالتتابع. تقوم المنشآت بتغذية خردة PVC الخام والضخمة إلى كسارات ثقيلة لإنتاج مسحوق معاد تدويره متجانس بحجم يتراوح بين 5 و20 مم. تعمل هذه المادة الخشنة المتجانسة بعد ذلك كمادة خام مضبوطة ويمكن التنبؤ بها للمطحنة، مما يمنع حدوث أعطال ميكانيكية وأحمال زائدة على المحرك.
يُعدّ التحكم في الرطوبة بين هذه المراحل أمرًا بالغ الأهمية، لا سيما عند إعادة تدوير النفايات الاستهلاكية التي تتطلب غسلًا. فمعالجة المواد الرطبة أو المبللة عبر مطحنة عالية السرعة تُسبب تكتلًا شديدًا للمسحوق وتُسد مناخل الفرز فورًا. إذا كانت عمليتك تتضمن تحبيبًا رطبًا، فإن تمرير المادة عبر آلة تجفيف المياه بالطرد المركزي يزيل الرطوبة السطحية من الرقائق. وهذا يضمن تغذية جافة ومستمرة إلى حجرة الطحن.
اختيار المعدات وفحوصات الصيانة
يحتوي البولي فينيل كلوريد الصلب على إضافات كاشطة مثل كربونات الكالسيوم، مما يُسرّع تآكل أسطح القطع. يجب على مهندسي المصانع تقييم فترات الصيانة المحددة وآليات السلامة عند تحديد مواصفات المعدات.
أعطِ الأولوية للمعايير التشغيلية التالية:
- استبدال الأجزاء المستهلكة: تتطلب سكاكين التكسير الدوارة معايرة الفجوة وشحذها بشكل متكرر للحفاظ على كفاءة القص. أما أقراص أو مطارق الطحن فتتطلب استبدالاً كاملاً أو إعادة تشكيل عند انخفاض الإنتاجية أو ارتفاع شدة التيار الكهربائي للمحرك.
- المراقبة الحرارية: يجب أن تتضمن أنظمة الطحن مستشعرات حرارة آلية مرتبطة بنظام التغذية. ويجب أن يقوم النظام تلقائيًا بتقليل سرعة لولب التغذية إذا اقتربت درجة حرارة الحجرة من عتبات تحلل مادة PVC.
- التحكم في الغبار: يُؤدي إنتاج مسحوق بحجم 30-80 مش إلى مخاطر الجسيمات المحمولة جواً. تتطلب خطوط الطحن نقلًا هوائيًا مغلقًا، واستخلاصًا إعصاريًا عالي السرعة، وفلاتر أكياس نبضية لمنع تراكم الغبار القابل للاشتعال.
الأسئلة الشائعة
هل يمكنني إدخال أنابيب PVC الضخمة مباشرة في آلة الطحن؟
لا. تتطلب آلات الطحن (المطاحن) مواد خام متجانسة الحجم مسبقًا يتراوح قياسها بين 5 و20 مم. إن إدخال مواد ضخمة مباشرةً في المطحنة سيؤدي فورًا إلى تعطل أقراص الطحن، وتسبب أعطالًا في المحرك نتيجة زيادة الحمل، وقد يؤدي إلى تحطيم المكونات الداخلية. يجب معالجة المواد الصلبة الكبيرة أولًا باستخدام كسارة أولية.
لماذا يتطلب طحن مادة PVC استهلاكاً أعلى للطاقة مقارنة بسحقها؟
تعمل قوى الطحن على تفتيت البلاستيك الخشن عبر فجوة دقيقة بين أقراص مسننة، معتمدةً على الاحتكاك المستمر عالي السرعة للحصول على مسحوق بحجم يتراوح بين 30 و80 مش. تتطلب سرعة الدوران المستمرة اللازمة لتوليد هذا الاحتكاك، بالإضافة إلى الطاقة التي تستهلكها مضخات التبريد المائي النشطة ومنافخ النقل الهوائية، تيارًا كهربائيًا أعلى بكثير لكل طن معالج مقارنةً بالتكسير.
كيف يمكنني منع مادة PVC من التحلل أو الانصهار أثناء عملية الطحن؟
يمكنك منع التدهور الحراري من خلال ضمان تشغيل دوائر التبريد المائي النشطة في المطحنة بمعدلات تدفق ودرجات حرارة محددة. تقوم المطاحن الصناعية بتدوير الماء المبرد عبر غلاف القرص الثابت ومجموعات المحامل لاستخلاص حرارة الاحتكاك. بالإضافة إلى ذلك، يجب على أنظمة التغذية الآلية مراقبة درجات حرارة الحجرة وإبطاء معدل التغذية إذا اقتربت الحرارة من نقطة انصهار البوليمر.

تُحدد معدات تجفيف الأغشية البلاستيكية الحمل الحراري والكفاءة الحجمية لخطوط البثق اللاحقة. تزيد أغشية البولي إيثيلين (PE) والبولي بروبيلين (PP) الرطبة من استهلاك طاقة التجفيف، وغالبًا ما تُسبب انسدادًا في قواديس البثق. يُمكن لتحديث أنظمة التجفيف الميكانيكية أن يُقلل أوقات التجفيف الحراري بنسبة تصل إلى 30%. تُصمم شركة Energycle هذه الأنظمة خصيصًا لتناسب الخصائص الفيزيائية للأغشية المرنة المستخدمة في التغليف والأغشية الزراعية.
تدفق العمليات والمبادئ الميكانيكية
تتطلب إزالة الرطوبة السطحية والشعرية من المواد البلاستيكية المرنة معدات تتناسب مع حدودها الهيكلية. وتُركّب المنشآت بشكل أساسي نوعين من الآلات: أنظمة الطرد المركزي وآلات الضغط.
آليات نزح المياه بالطرد المركزي
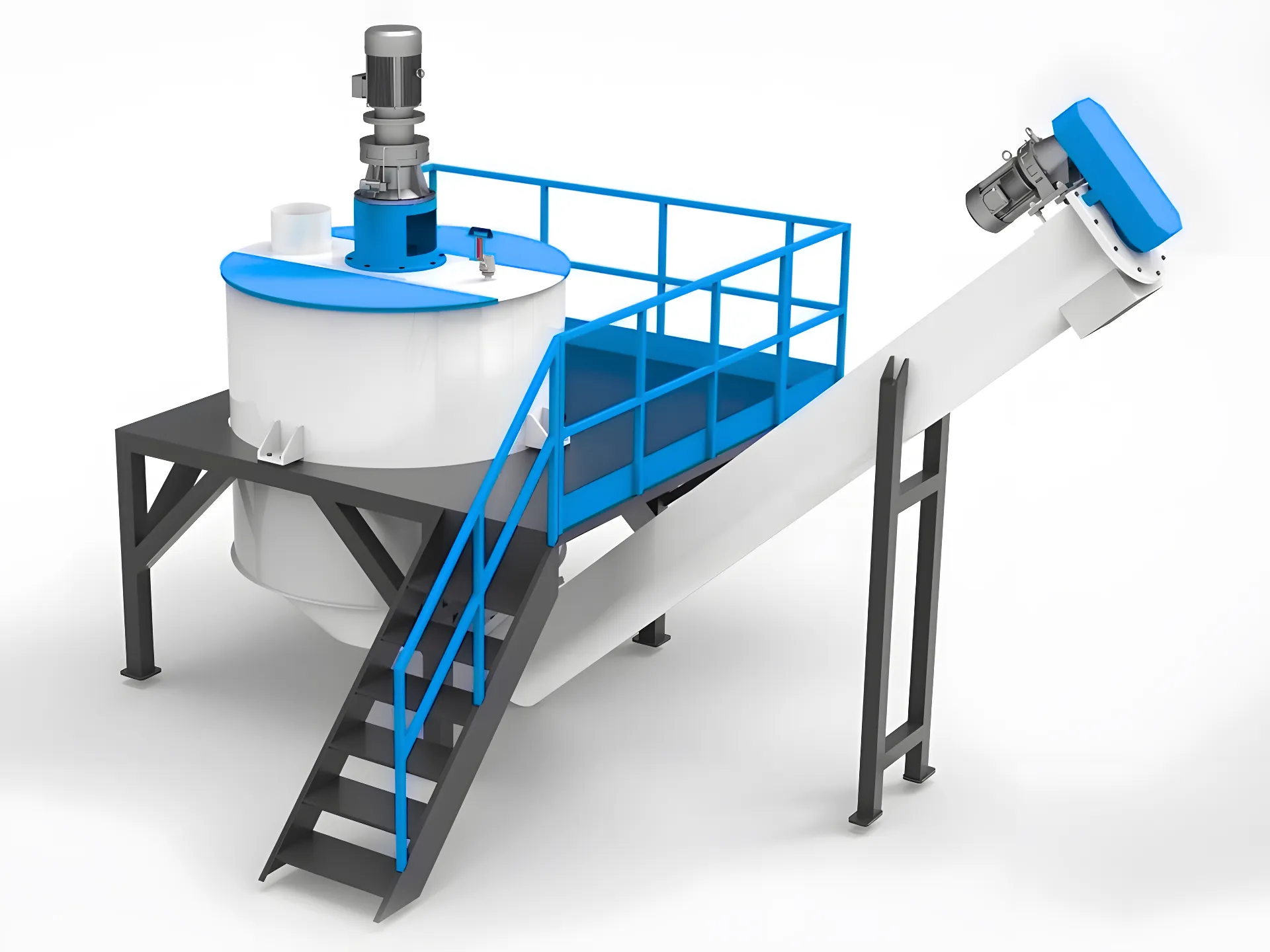
أ آلة تجفيف المياه بالطرد المركزي تُطبَّق قوى دوران عالية لفصل المياه السطحية عن رقائق البلاستيك العالقة. تُظهر الأبحاث التي أُجريت على الطرد المركزي باستخدام أغشية البولي إيثيلين عالي الكثافة (HDPE) أن المواد المرنة تميل إلى تكوين "طبقة بلاستيكية" كثيفة على الشاشة الخارجية [1]. تعمل الخاصية الشعرية على احتجاز الماء المتبقي داخل الطبقات الملتوية والمسام المجهرية لهذه الطبقة.
للتغلب على هذه الخاصية الشعرية، تتطلب الأنظمة تكوينات دوارة محددة وأحجام مواد دقيقة. ويمنع الحفاظ على أبعاد رقائق المادة الخام بين 1 و2 سم التداخل المفرط ويقلل من احتباس الماء. وعادةً ما تحقق هذه الأنظمة انخفاضًا في رطوبة السطح يصل إلى 90% في غضون دقائق.
مبادئ الضغط الميكانيكي
تقوم آلات ضغط الأغشية بمعالجة أكياس البولي بروبيلين والبولي إيثيلين المغسولة والمنسوجة عن طريق الضغط الميكانيكي. يقوم برغي مخروطي عالي العزم بدفع المادة الرطبة باتجاه قالب ضيق أو مجموعة من البكرات. يدفع هذا الضغط الميكانيكي السائل للخارج عبر شاشات أسطوانية مثقبة.
يُنتج الاحتكاك الميكانيكي الشديد المتولد أثناء عملية الضغط حرارةً تُحفز تبخر الرطوبة المتبقية. تُخفض هذه العملية المزدوجة محتوى الرطوبة النهائي إلى أقل من 5%. وتلاحظ المنشآت التي تُغذي هذه المادة المضغوطة والمُسخنة مسبقًا في آلات البثق زيادةً منتظمةً في إنتاجية التكوير بمقدار 20% [2].
مواصفات المعدات ومعايير الأداء
إن الاختيار بين إزالة الرطوبة القائمة على الدوران وإزالة الرطوبة القائمة على الضغط يحدد متطلبات المرافق وتصميم المصنع.
| المعلمة | تجفيف المياه بالطرد المركزي | آلات العصر |
|---|---|---|
| الآلية الأساسية | دوران عالي السرعة (قوة الجاذبية) | الضغط الميكانيكي (اللولب المخروطي) |
| إنتاج الرطوبة المستهدف | تقليل استهلاك المياه حتى 90% | أقل من 5% رطوبة نهائية |
| مواد التغذية المثالية | رقائق البولي إيثيلين عالي الكثافة/منخفض الكثافة بحجم 1-2 سم | أغشية البولي بروبيلين المغسولة، وأغشية البولي إيثيلين، والأكياس المنسوجة |
| الميزة التشغيلية | يخفض استهلاك الطاقة في المجفف الحراري بمقدار 15% | يزيد من إنتاجية الطارد بمقدار 20% |
| متطلبات المساحة | بصمة رأسية أو أفقية | تكامل مدمج للغاية |
قيود المواد الخام وتوافق المواد
يعتمد اختيار الآلة بشكل كبير على شكل المادة الداخلة وسماكتها. تجف الأغشية الرقيقة والمرنة للغاية بسرعة تحت تأثير قوى الطرد المركزي، ولكنها تتطلب مقاسات غربال مناسبة لمنع فقدان المادة. أما أغشية التغطية الزراعية السميكة والأقمشة غير المنسوجة فتتطلب قوة ميكانيكية أعلى توفرها معدات الضغط.
يجب على المهندسين تحديد سعة المحرك بدقة بما يتناسب مع الإنتاجية المتوقعة. فالتشغيل المستمر بكميات كبيرة سيؤدي إلى توقف الدوار ذي القدرة المنخفضة، مما يتسبب في اختناقات فورية في خط الإنتاج. كما يجب على المشغلين مطابقة أحجام ثقوب الغربال مع البوليمر المستهدف لمنع انسداد الغربال.
مخاطر قطع الغيار المستهلكة والصيانة ووقت التشغيل
تعمل أنظمة التجفيف الميكانيكية في ظل ظروف احتكاك شديدة ورطوبة عالية، مما يُسرّع من تآكل المكونات. وتُحدد الصيانة الوقائية العمر التشغيلي للنظام.
- شفرات الدوار وريش المروحة: معرضة للتآكل المستمر من الملوثات المجهرية؛ تتطلب تغطية سطحية صلبة أو استبدالًا منتظمًا للحفاظ على نسب الضغط.
- شاشات من الفولاذ المقاوم للصدأ: معرضة للانسداد بسبب البلاستيك المنصهر أو الرقائق غير المنتظمة؛ تتطلب غسيلًا دوريًا بالضغط العالي وفحوصات للسمك.
- المحامل والأختام: يتطلب التشغيل عالي السرعة وقرب الماء جداول تشحيم صارمة لمنع حدوث فشل كارثي في المحامل.
- محركات الدفع: يجب فحص شد الحزام ومحاذاة المحرك شهريًا لمنع فقدان الطاقة أثناء نقلها.
قائمة التحقق من التشغيل وقبول الموقع
التحقق من أداء المعدات أثناء اختبار القبول في المصنع (FAT) أو اختبار القبول في الموقع (SAT) باستخدام مقاييس قابلة للقياس الكمي.
- التحقق من نسبة الرطوبة: قم بجمع عينات الإخراج كل 30 دقيقة للتحقق من أن الرطوبة النهائية لا تزال أقل من 5% (العصارات) أو أنها تفي بخط الأساس لخفض 90% (أجهزة الطرد المركزي).
- اختبار الإنتاجية والحمل: قم بتشغيل النظام عند السعة المقدرة 100% لمدة 4 ساعات متواصلة لمراقبة ارتفاعات أمبير المحرك أو حدود الحمل الحراري الزائد.
- تحليل الاهتزازات: قم بتسجيل الإزاحة الأساسية على أغلفة محامل جهاز الطرد المركزي للكشف عن العلامات المبكرة لعدم توازن الدوار.
- اتساق الإفرازات: تأكد من أن آليات التفريغ الآلية تقوم بإخراج المواد المعالجة دون حدوث جسور أو انحشار في قنوات الانتقال.
الأسئلة الشائعة
ما الذي يسبب ارتفاع نسبة احتباس الرطوبة في أنظمة التجفيف بالطرد المركزي؟
ينتج احتباس الرطوبة في نظام الطرد المركزي عادةً عن عدم دقة شكل رقائق البولي إيثيلين أو عدم كفاية سرعة الدوران. تميل أغشية البولي إيثيلين عالي الكثافة (HDPE) ومنخفض الكثافة (LDPE) إلى الانطواء واحتجاز الماء داخل المسامات الشعرية، مما يُشكّل طبقة كثيفة من المادة. يجب على المشغلين الحفاظ على أبعاد المادة الخام بين 1 و2 سم لمنع هذا الاحتجاز الشعري. بالإضافة إلى ذلك، يُعيق انسداد الشاشة الناتج عن تآكل الماسحات طرد الماء. يضمن الفحص الدوري للشاشة والحفاظ على سرعات المحرك المحددة تحقيق الجهاز لهامش خفض الرطوبة المطلوب وفقًا لمعيار 90%.
كيف تؤثر آلات ضغط الأغشية على تكاليف الطاقة اللازمة لعملية البثق اللاحقة؟
تقوم آلات ضغط الأغشية بضغط المواد خفيفة الوزن، مثل الأكياس المنسوجة وأغشية البولي إيثيلين، وتحويلها إلى تكتلات أكثر كثافة وشبه جافة. يدفع هذا الضغط الفيزيائي الماء عبر مصفاة أسطوانية، مُولِّدًا حرارة احتكاك داخلية تُبخر الرطوبة المتبقية إلى أقل من 5%. يمنع تغذية هذه المادة الكثيفة والمُسخَّنة مسبقًا إلى جهاز البثق انسداد القادوس، ويُثبِّت ضغط الانصهار. غالبًا ما تُسجِّل المنشآت التي تستبدل المجففات الحرارية التقليدية بمعدات الضغط انخفاضًا في إجمالي تكاليف التسخين بمقدار 15%، وزيادة في إنتاجية جهاز البثق المستمر بمقدار 20%.
ما هي أنماط الفشل الرئيسية لمسامير ضغط الأفلام؟
يُعدّ التآكل الاحتكاكي لشفرات براغي ضغط الأغشية أكثر أسباب الأعطال شيوعًا، إذ يُقلّل مباشرةً من نسبة الضغط ويُخلّف رطوبة زائدة في البلاستيك. وتحدث أعطال ثانوية في محامل الدفع، التي تتحمّل أحمالًا محورية هائلة أثناء عملية الضغط. ويُسرّع عدم كفاية التشحيم أو تحميل الآلة بكميات زائدة من البلاستيك الصلب ذي الأحجام الكبيرة من تدهور المحامل. لذا، يجب على المشغلين تحديد حواف براغي مُقسّاة السطح ومراقبة درجات حرارة زيت علبة التروس لزيادة عمر المكونات إلى أقصى حد ومنع توقف خط الإنتاج بشكل غير متوقع.

مع ارتفاع تكاليف الطاقة وتوقعات بتطبيق معايير أكثر صرامة بشأن المحتوى المعاد تدويره في عام 2026، لم يعد الاعتماد على تقنيات الطحن القديمة مجديًا. يؤثر اختيار مطحنة البلاستيك المناسبة لخط إنتاج إعادة التدوير بشكل مباشر على جودة المسحوق، والإنتاج اليومي، وفواتير الطاقة، وسلاسة سير العمليات الأخرى.
تقوم بتغذية الرقائق أو الحبيبات النظيفة من جهاز التحبيب أو التقطيع، ليقوم جهاز الطحن بتحويلها إلى مسحوق ناعم متجانس يُستخدم مباشرةً في عمليات التشكيل الدوراني، أو إنتاج الخلطات الرئيسية، أو الخلطات عالية الجودة. في حال عدم التوافق، ستواجه مشاكل مثل عدم تناسق أحجام الجزيئات، وارتفاع درجة الحرارة، وتغيير الشفرات بشكل متكرر، أو اختناق في خط الإنتاج يُبطئ العملية برمتها.
يُرشدك هذا الدليل خلال كل خطوة من خطوات اتخاذ القرار، بخطوات واضحة وأمثلة واقعية وقوائم مرجعية عملية يمكنك استخدامها اليوم. في نهاية الدليل، ستعرف بالضبط ما الذي تبحث عنه وكيفية التأكد من أن اختيارك يُناسب أهداف إعادة التدوير لعام 2026.
ما الذي تقوم به آلة طحن البلاستيك في خط إعادة التدوير الحديث؟
تقوم مطحنة البلاستيك بتحويل البلاستيك المعاد تدويره، سواء كان صلبًا أو شبه صلب، إلى مسحوق ناعم، عادةً ما يكون حجم حبيباته بين 20 و120 مش (حوالي 840-125 ميكرون). وعلى عكس المحببات التي تنتج رقائق أو شظايا لإعادة التشكيل بالبثق، تُنتج المطاحن المسحوق الناعم سهل التدفق اللازم لتشكيل الخزانات والحاويات بالقولبة الدورانية، وأنابيب PVC، وتركيبات البروفايل، أو الخلطات اللونية الرئيسية.
في سطر حديث نموذجي، يكون التسلسل كالتالي:
[مفرمة / محببة] ➔ [غسالة ومجفف طرد مركزي] ➔ [مطحنة بلاستيك] ➔ [صومعة تخزين / كريات]
تبقى المطحنة في مكانها بعد التنظيف والتجفيف لأن المدخلات النظيفة والجافة تمنع التكتل وتطيل عمر القرص أو الشفرة.
أهم أنواع مطاحن البلاستيك التي ستصادفها في عام 2026
تستخدم معظم خطوط إعادة التدوير نماذج الأقراص أو التوربو القياسية. أما وحدات التبريد العميق فتُستخدم عند التعامل مع أنواع الراتنجات الخاصة أو عند الحاجة إلى مسحوق فائق النعومة بحجم أقل من 100 مش دون فقدان الجودة. إليك مقارنة سريعة:
| نوع المطحنة | الأفضل لـ | المزايا الرئيسية | اعتبارات |
|---|---|---|---|
| مطحنة قرصية | PVC صلب، بولي إيثيلين | دقة متسقة؛ تبريد مدمج بالهواء/الماء؛ عمر قرص طويل. | الأكثر شيوعاً والأكثر فعالية من حيث التكلفة. |
| توربو / شفرة | بلاستيك أكثر ليونة، من الدرجة المستخدمة في صناعة الأفلام | يستخدم قوة الصدم؛ إنتاجية أعلى لمواد محددة. | قد يتطلب الأمر صيانة أكثر تكراراً للشفرة. |
| التبريد الشديد | مادة البولي إيثيلين عالي الكثافة (HDPE) المتينة والحساسة للحرارة | يستخدم النيتروجين السائل لمنع الانصهار والأكسدة؛ إنتاج فائق الدقة. | ارتفاع التكاليف الأولية والتشغيلية. |
خطوات اختيار مطحنة البلاستيك
اتبع هذه الخطوات بالترتيب. كل خطوة تبني على سابقتها وتمنع التغييرات المكلفة لاحقاً.
الخطوة 1: حدد المواد المدخلة والحجم اليومي
اذكر البوليمرات الرئيسية التي تعالجها: البولي فينيل كلوريد الصلب، أو أغشية أو أنابيب البولي إيثيلين الخطي منخفض الكثافة/البولي إيثيلين عالي الكثافة، أو ألياف الرافيا المصنوعة من البولي بروبيلين، أو المواد المعاد تدويرها بعد التصنيع. قِس متوسط حجم الرقائق بعد عملية التحبيب (عادةً 5-10 مم) وحدد الكمية المستهدفة بالساعة أو باليوم. أضف مُخزنًا مؤقتًا (10-20%) لضمان عدم نقص المواد في المطحنة، وبالتالي ضمان عدم توقف المعدات اللاحقة عن العمل.
مثال: يحتاج مصنع متوسط الحجم يقوم بتشغيل 8 أطنان يوميًا من إعادة طحن أنابيب PVC إلى نموذج مصنف للعمل المستمر بمعدل 400-500 كجم/ساعة.
الخطوة الثانية: حدد درجة نعومة المسحوق المطلوبة
تتطلب عملية التشكيل الدوراني عادةً مسحوقًا بحجم 35-60 مش. أما الخلطات المركزة عالية الجودة أو الخلطات ذات الجدران الرقيقة، فتتطلب غالبًا مسحوقًا بحجم 80-120 مش. يُحسّن المسحوق الأنعم انسيابية المسحوق ونعومة سطحه، ولكنه يزيد من استهلاك الطاقة والتآكل. اختر آلة مزودة بمصنف قابل للتعديل أو شاشات قابلة للتبديل لتتمكن من ضبط النطاق بدقة دون الحاجة إلى شراء وحدة ثانية.
الخطوة 3: مواءمة السعة وتكامل خط الإنتاج
يجب أن يواكب جهاز طحن البلاستيك إنتاجية جهاز التحبيب وأن يغذي المرحلة التالية دون توقف أو انقطاع في العمل. ابحث عن طرازات مزودة بمحركات تردد متغيرة (VFD) على المحرك الرئيسي. فهي تتيح لك إبطاء سرعة الدوار عند تشغيل أحمال أخف، مما يوفر ما بين 15 و251 طنًا من الكهرباء مقارنةً بالوحدات ذات السرعة الثابتة.
الخطوة الرابعة: تقييم أداء التبريد والطاقة
الحرارة عدوٌّ لدود. يتحلل البولي فينيل كلوريد (PVC) عند درجة حرارة أعلى من 160 درجة مئوية؛ بينما يلين البولي إيثيلين (PE) والبولي بروبيلين (PP) ويتشوهان. تُناسب الموديلات المُبرَّدة بالهواء الاستخدامات الخفيفة، في حين أن الأقراص المُغلَّفة بالماء أو أنظمة دوامات الهواء القسري تُناسب الاستخدامات الشاقة. في عام 2026، تستخدم أفضل الموديلات محركات IE4 عالية الكفاءة ومحامل مُغلقة تُقلل استهلاك الطاقة بنسبة تصل إلى 30% مقارنةً بالتصاميم القديمة.
الخطوة 5: مراجعة ميزات التشغيل الآلي والسلامة والصيانة
- يؤدي نظام التغذية والتفريغ الآلي إلى تقليل عدد العمالة إلى عامل واحد.
- تساهم أنظمة جمع الغبار والأنظمة ذات الدائرة المغلقة في الحفاظ على نظافة المصنع وتلبية قواعد جودة الهواء الصارمة.
- تُعد الأبواب سهلة الوصول مهمة - فبعض الطرازات تسمح لك باستبدال مجموعة كاملة من الأقراص في أقل من 30 دقيقة.
- نصيحة: ينبغي أن تدوم أقراص كربيد التنجستن عالية الجودة أو الأقراص المصنوعة من سبائك صلبة من 800 إلى 1500 ساعة على مادة PVC نظيفة.
الخطوة 6: حساب التكلفة الإجمالية للملكية (TCO)
سعر الشراء ليس سوى البداية. أضف إلى ذلك تكاليف الطاقة والصيانة وقطع الغيار ووقت التوقف المتوقع. ستكلفك آلة أرخص من طراز $5,000، والتي تحتاج إلى أقراص جديدة كل 400 ساعة، أكثر بكثير في السنة الأولى من آلة ممتازة ذات فترات أطول واستهلاك أقل للطاقة.
📋 قائمة التحقق من القرار السريع
- [ ] هل تم تأكيد أنواع البوليمرات؟
- [ ] تم تحديد نطاق الشبكة المستهدفة؟
- [ ] تم حساب السعة بالساعة مع وجود مخزن مؤقت 15%؟
- هل يتوافق نظام التبريد مع حساسية المادة للحرارة؟
- [ ] هل يشمل ذلك محرك التردد المتغير والتشغيل الآلي؟
- [ ] هل يوفر المصنّع اختبار طحن على رقائقك الفعلية؟
- [ ] هل تتوفر قطع الغيار والخدمة المحلية خلال 48 ساعة؟
إذا أجبت بنعم على كل شيء سبعة, لديك مرشح قوي.
كيفية دمج المطحنة في خط الإنتاج الكامل الخاص بك
- Place the unit after your مجفف الطرد المركزي so input stays أقل من 0.5% رطوبة.
- استخدم جهاز تحميل بالشفط أو ناقل لولبي مزود بمستشعرات مستوى للحفاظ على القادوس ممتلئًا عند 60-70% وتجنب الارتفاعات المفاجئة.
- قم بتثبيت كاشف المعادن قبل مدخل التغذية مباشرة - تتسبب المعادن الغريبة في تدمير الأقراص بسرعة.
- لضمان التشغيل في حلقة مغلقة، يتم توجيه الجسيمات كبيرة الحجم مرة أخرى إلى المدخل عبر مصنف هوائي. هذا يرفع الإنتاجية إلى 95%+ ويقلل من الهدر.
الأخطاء الشائعة وكيفية تجنبها
- الشراء بناءً على السعر فقط: اكتشاف فواتير طاقة مرتفعة أو تآكل مستمر للشفرات بعد ستة أشهر.
- مع تجاهل اختبار المواد: أرسل دائمًا عينات تتراوح بين 50 و 100 كيلوغرام إلى المورد لإجراء عملية طحن تجريبية.
- تضخيم حجم الآلة: تشغيله عند حمل 30% يهدر الكهرباء ويسبب تآكلاً غير متساوٍ.
- تجاوز إجراءات مكافحة الغبار: مواجهة غرامات تنظيمية أو سوء جودة الهواء في مكان العمل.
جدول صيانة يحافظ على مستوى إنتاج عالٍ
- يوميًا: تحقق من وجود تراكمات في المدخل والمخرج؛ وافحص مرشحات الغبار.
- أسبوعي: نظف شاشات التصنيف؛ قم بتشحيم المحامل وفقًا للدليل.
- شهريا: قم بقياس فجوة القرص واضبطها؛ وسجل استهلاك الطاقة.
- كل 800-1200 ساعة: قم بتدوير أو استبدال عناصر الطحن؛ وقم بإجراء فحص كامل للمحاذاة.
اتبع هذا الروتين، ويمكنك أن تتوقع 4-6 سنوات من الخدمة الموثوقة قبل إجراء عملية إصلاح شاملة.
ما الذي سيتغير في تكنولوجيا سحق البلاستيك في عام 2026؟
أصبحت محركات التردد المتغيرة والمستشعرات الذكية من الميزات القياسية في الطرازات متوسطة المدى، مما يتيح لك مراقبة الاهتزاز ودرجة الحرارة والطاقة في الوقت الفعلي عبر تطبيق الهاتف. كما تعمل طبقات الطلاء المركبة الجديدة للأقراص على إطالة عمر التآكل في تيارات المواد المعاد تدويرها الكاشطة. علاوة على ذلك، يركز المصنعون على خفض مستوى الضوضاء (أقل من 85 ديسيبل) والتصاميم المعيارية، مما يتيح لك ترقية نظام التبريد أو التصنيف لاحقًا دون الحاجة إلى استبدال الجهاز بالكامل.
الأسئلة الشائعة
س: ما الفرق بين آلة التحبيب وآلة طحن البلاستيك؟
أ: تقوم آلة التقطيع بتقطيع قطع البلاستيك الكبيرة إلى رقائق أو شظايا بحجم 5-10 مم، وهي مناسبة للقولبة بالحقن أو إعادة البثق. أما آلة الطحن فتأخذ هذه الشظايا وتطحنها إلى مسحوق ناعم (20-120 مش) وهو المطلوب للقولبة الدورانية أو الخلط.
س: هل يمكن لآلة طحن البلاستيك معالجة المواد الرطبة؟
ج: لا. يجب الحفاظ على نسبة الرطوبة أقل من 0.5%. تتسبب المواد الرطبة في التكتل، وانسداد شاشات المصنف، وتقليل الإنتاجية، وقد تُلحق ضرراً بالغاً بأقراص الطحن. استخدم مجففاً دائماً قبل الطحن.
س: هل تستهلك المطاحن الكثير من الكهرباء؟
ج: إنها تستهلك الكثير من الطاقة، ولكن أنظمة 2026 الحديثة التي تتميز بمحركات IE4 عالية الكفاءة، وتصميمات الأقراص المحسّنة، ومحركات التردد المتغير (VFD) يمكنها تقليل استهلاك الطاقة بما يصل إلى 30% مقارنة بالنماذج القديمة.
هل أنت مستعد للمضي قدماً؟
قدّم مواصفات المواد، والطاقة الإنتاجية المستهدفة، ومستوى النعومة المطلوب إلى عدد من الموردين الموثوقين، واطلب إجراء اختبارات تجريبية على المواد الخام الفعلية. قارن التقارير جنبًا إلى جنب باستخدام قائمة التحقق أعلاه.
إذا كنت تدير خط إعادة تدوير PVC أو PE أو PP وترغب في رؤية آلات عالية الكفاءة مصممة للعمل المتواصل، فاستكشف الآلات المتقدمة آلات طحن البولي فينيل كلوريد والبلاستيك في Energycle. يمكن لفريقنا تشغيل عيناتك وعرض بيانات الأداء الدقيقة المصممة خصيصًا لخط إنتاجك المحدد.
أصبح لديك الآن إطار عمل كامل وقابل للتنفيذ. استخدمه، واختبره بدقة، وستقوم بتركيب مطحنة بلاستيكية تزيد من الإنتاج، وتقلل التكاليف، وتوفر مسحوقًا متجانسًا يومًا بعد يوم.