
Při návrhu linky na recyklaci plastů je hlavním úzkým hrdlem často mechanismus podávání. Systémy Cutter-Compactor (integrované) a systémy s drtičem (modulární) to řeší odlišně. Tato příručka rozebírá provozní pracovní postupy, požadavky na údržbu a protokoly pro řešení problémů pro každý z nich a pomáhá manažerům závodu vybrat správnou architekturu pro jejich provoz.
Související vybavení: Drtič PE/PP fólie, extruder hrudek drtič.
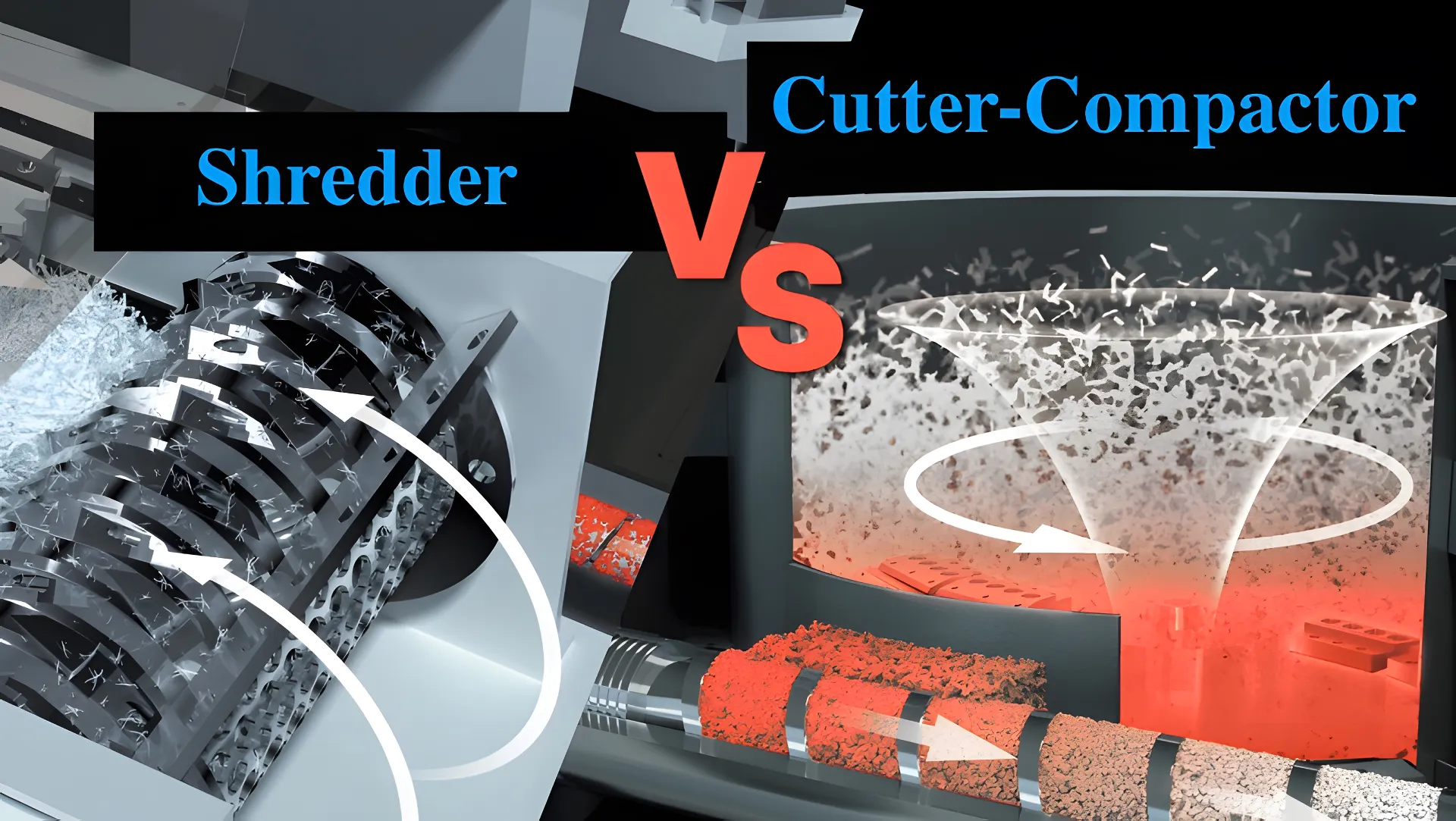
Pracovní postup 1: Řezačka-zhutňovač (integrovaná)
Ideální pro: Postindustriální fólie (LDPE/LLDPE), BOPP, CPP, tkané tašky
Jak to funguje
- Přímé krmeníLehký, nadýchaný šrot je dopravován přímo do lisovací nádoby.
- ZhušťováníVysokorychlostní rotující nože řežou a třením zahřívají materiál, čímž zvyšují objemovou hmotnost z ~50 kg/m³ na ~300 kg/m³.
- Tangenciální dávkováníZhutněný, horký materiál je odstředivou silou přiváděn do šneku extrudéru.
- ExtruzeŠnek taví předehřátý polymer s minimálním smykem, čímž zachovává vlastnosti materiálu (pokles indukčního napětí je minimalizován).
Provozní výhody
- Jednokrokový procesEliminuje potřebu samostatného drtiče, dopravníku a silového podavače.
- SamoregulačníPokud tlak v extruderu stoupne, zhutňovač se automaticky zpomalí (u pokročilých PLC), čímž se zabrání přeplnění.
- Odvětrání od vlhkostiTřecím teplem se odpařuje povrchová vlhkost (až do 51 TP7T) a působí jako účinný předsušovač.
Odstraňování problémů
- “Materiální přemostění”Pokud se lis příliš zahřeje (>110 °C pro LDPE), plast se roztaví na “kládu” místo na drobky. Řešení: Zvyšte průtok chladicí vody do hrnce nebo snižte rychlost nože.
- Opotřebení čepeleTupé čepele generují méně tepla, ale špatně řežou. Pro optimální výkon je nutné ostření každých 40–80 hodin.
Pracovní postup 2: Linka s přívodem do drtiče (modulární)
Ideální pro: Pevné plasty (HDPE/PP), odstraňování hrudek, kontaminovaná fólie
Jak to funguje
- Zmenšení velikostiMateriál se vkládá do velkého jednohřídelového drtiče, který jej rozmělní na štěpky o velikosti 40 mm.
- Vyrovnávací pam읊těpky se dopravují do sila nebo vyrovnávací násypky.
- Nucené krmeníBoční podavač nebo podavač s tlakovým zásobníkem vtlačuje studené třísky do extruderu.
- Smykové taveníŠnek extruderu obvykle vykonává většinu práce při roztavení studeného plastu, což vyžaduje delší poměr L/D (obvykle 32:1 nebo vyšší).
Provozní výhody
- Tolerance kontaminaceDrtiče si s kovem, pískem a papírem poradí lépe než vysokorychlostní zhutňovače.
- VšestrannostMožnost přepínání mezi pevnými rozměry (trubky, kusy) a fólií (se správným sítem) bez většího přestavování.
- Studený startNení třeba “zahřívat” hutnící nádobu; systém je okamžitě připraven k provozu.
Odstraňování problémů
- “Zasekávání podavače”: U tenké fólie je běžné tvoření můstků v podavači crammeru. Řešení: Použijte míchadlo v zásobníku.
- Zaslepení obrazovkySíta drtiče se snadno zakryjí mokrou fólií. Řešení: Použijte větší síto (50 mm+) a pro konečné míchání se spolehněte na extruder.
Srovnávací tabulka: Provozní metriky
| Metrický | Řada řezaček a zhutňovačů | Linka s přívodem do drtiče |
|---|---|---|
| Doba spuštění | 15–30 minut (fáze zahřívání) | Okamžité (studené krmení) |
| Dovednost operátora | Vysoká (Vyžaduje vyvážení tepla/rychlosti) | Střední (mechanické ostření) |
| Údržba | Broušení čepele (časté) | Rotace nože (periodická) |
| Energetická účinnost | ~0,30 kWh/kg | ~0,38 kWh/kg (v důsledku studeného krmení) |
| Podlahová plocha | Kompaktní (integrovaný) | Velké (modulární komponenty) |
Doporučení inženýra
Pokud vaše zařízení zpracovává 80% fólie/vlákno, ten Řezačka-zhutňovač je nejlepší volbou z hlediska energetické účinnosti a stability propustnosti.
Pokud vaše zařízení zpracovává smíšené tuhé/flexibilní proudy nebo vysoké úrovně kontaminace, S drtičem krmený architektura poskytuje potřebnou robustnost a flexibilitu.
Často kladené otázky (FAQ)
Může řezací a lisovací stroj zpracovávat tuhé plasty?
Ano, ale je to neefektivní. Pevné součásti jsou hlučné a rychle opotřebovávají nože. Je to určené pro tenkostěnné materiály.
Jak často mám měnit nože drtiče?
U čistého plastu mohou hranaté nože vydržet 500–1000 hodin na ostří (celkem 4 ostří). U kontaminovaného odpadu po spotřebě se tato životnost výrazně snižuje.
Který systém produkuje lepší pelety?
Ten/Ta/To Řezačka-zhutňovač obecně poskytuje lepší pelety pro film, protože “šetrné tavení” zachovává polymerní řetězce, což má za následek vyšší pevnost v tahu recyklovaného produktu.
Reference
[1] “Energetická účinnost při recyklaci plastů”,” Recyklace plastů v Evropě. Energetická účinnost při recyklaci plastů
[2] “Systémy pro podávání extruzí”,” Příručka pro plastikářský inženýrství. Extruzní podávací systémy