

La scelta tra macinazione e frantumazione del PVC determina l'efficienza e la qualità del prodotto finale delle linee di riciclaggio e compounding della plastica. Sebbene gli operatori utilizzino spesso questi termini in modo intercambiabile, si tratta di due processi meccanici distinti applicati in sequenza. La frantumazione fornisce una riduzione iniziale del volume per i rifiuti ingombranti, mentre la macinazione garantisce una riduzione dimensionale secondaria e precisa per produrre una polvere riutilizzabile di alto valore. Energycle progetta sistemi industriali di riduzione dimensionale che integrano entrambe le fasi per preservare l'integrità del materiale e garantire una produzione continua.
La scelta del processo corretto dipende dalle dimensioni della materia prima in ingresso, dalla granulometria richiesta in uscita e dai limiti termici del cloruro di polivinile. Questa guida descrive in dettaglio le differenze meccaniche, i parametri operativi e i criteri di selezione delle attrezzature per la lavorazione del PVC rigido.
Riduzione primaria delle dimensioni: frantumazione del PVC
Gli operatori distribuiscono un Frantoio per PVC Per scomporre oggetti di plastica rigidi e di grandi dimensioni in scaglie grossolane o pezzi irregolari. Questa fase primaria gestisce direttamente i rifiuti ingombranti, tra cui tubi lunghi, profili di finestre spessi, fogli rigidi e scarti di produzione.
Le macchine per la frantumazione si basano su forti compressioni, forze d'impatto o lame rotanti ad alta velocità. Questi meccanismi frantumano rapidamente la plastica fino a quando i pezzi non possono passare attraverso un vaglio di vagliatura. La granulometria standard del PVC frantumato è compresa tra 5 mm e 20 mm.
Poiché la frantumazione privilegia la riduzione del volume e utilizza un taglio intermittente anziché un attrito continuo, genera calore moderato e consuma meno energia per tonnellata. Gli impianti utilizzano i frantoi per preparare materiali sfusi per il trasporto, compattare gli scarti di fabbrica o pretrattare gli scarti prima che entrino in un sistema di macinazione fine.
Riduzione dimensionale secondaria: macinazione del PVC (polverizzazione)
La macinazione o polverizzazione del PVC prende i fiocchi grossolani da 5-20 mm generati da un frantoio e li riduce in polvere fine e uniforme. Un processo industriale Smerigliatrice in PVC Si basa sull'abrasione e sull'attrito continui generati da dischi rotanti ad alta velocità, martelli o mulini per eseguire questa riduzione dimensionale secondaria.
I macinatori producono particelle di dimensioni comprese tra 0,1 mm e 0,5 mm, equivalenti a una granulometria da 30 a 80 mesh. Ottenere questa consistenza fine e uniforme è un prerequisito rigoroso per la produzione a valle. I compoundatori e i produttori richiedono una polvere con granulometria da 30 a 80 mesh per garantire una rapida fusione e una corretta miscelazione con il PVC vergine durante la ri-estrusione o lo stampaggio a iniezione.
A differenza della frantumazione, la macinazione genera carichi termici estremi a causa dell'attrito ad alta velocità. Il PVC è altamente sensibile al calore; il surriscaldamento provoca la fusione, la degradazione o il rilascio di acido cloridrico (HCl) corrosivo da parte del polimero. I macinatori industriali per PVC richiedono sistemi di raffreddamento ad acqua attivi, con circolazione di acqua attraverso l'alloggiamento del mulino e i dischi fissi, per dissipare il calore e proteggere la struttura molecolare del polimero.
Matrice di confronto tecnico
| Parametro | Frantumazione del PVC | Macinazione (polverizzazione) del PVC |
|---|---|---|
| Materiale di input di destinazione | Oggetti grandi e rigidi (tubi, telai di finestre, lamiere) | Fiocchi grossolani pre-frantumati (5–20 mm) |
| Principio di funzionamento | Coltelli rotanti a compressione, a impatto o ad alta velocità | Abrasione e attrito tramite dischi/mulini rotanti |
| Dimensioni di uscita | 5 mm – 20 mm (scaglie/pezzi grossolani) | 0,1 mm – 0,5 mm (polvere da 30–80 mesh) |
| Generazione di calore | Moderato (raffreddamento di base ad aria ambiente o ad acqua) | Alto (richiede circuiti di raffreddamento ad acqua attivi) |
| Consumo energetico | Minore per tonnellata (rapida riduzione del volume) | Maggiore per tonnellata (riduzione più lenta e precisa) |
| Applicazione primaria | Riduzione del volume iniziale, preparazione al trasporto | Preparazione per la ri-estrusione, compoundazione |
Integrazione sequenziale nelle linee di lavorazione
Le aziende di riciclaggio industriale raramente scelgono tra questi metodi; li utilizzano in sequenza. Gli impianti alimentano rottami di PVC grezzo e voluminoso in frantoi ad alta resistenza per generare un macinato uniforme di 5-20 mm. Questo materiale grossolano e uniforme funge quindi da materia prima controllata e prevedibile per il polverizzatore, prevenendo inceppamenti meccanici e sovraccarichi del motore.
Il controllo dell'umidità tra queste fasi è fondamentale, soprattutto quando si riciclano rifiuti post-consumo che richiedono il lavaggio. La lavorazione di materiale bagnato o umido attraverso un mulino ad alta velocità provoca una grave agglomerazione della polvere e intasa immediatamente i vagli di vagliatura. Se il processo include la granulazione a umido, il passaggio del materiale attraverso un macchina centrifuga per la disidratazione Rimuove l'umidità superficiale dai fiocchi. Ciò garantisce un'alimentazione continua e asciutta nella camera di polverizzazione.
Selezione delle attrezzature e controlli di manutenzione
Il PVC rigido contiene additivi abrasivi come il carbonato di calcio, che accelera l'usura delle superfici di taglio. I progettisti degli impianti devono valutare intervalli di manutenzione specifici e meccanismi di sicurezza al momento della scelta delle apparecchiature.
Dare priorità ai seguenti criteri operativi:
- Sostituzione delle parti soggette a usura: Le lame rotanti dei frantumatori richiedono frequenti calibrazioni e affilature per mantenere l'efficienza di taglio. I dischi o i martelli delle smerigliatrici necessitano di essere completamente sostituiti o rielaborati quando la produttività diminuisce o l'assorbimento di corrente del motore aumenta.
- Monitoraggio termico: I sistemi di macinazione devono essere dotati di sensori di temperatura automatici collegati al sistema di alimentazione. Il sistema deve ridurre automaticamente la velocità della coclea di alimentazione se le temperature della camera si avvicinano alle soglie di degradazione del PVC.
- Controllo della polvere: La produzione di polveri con granulometria compresa tra 30 e 80 mesh crea rischi legati alla dispersione di particolato nell'aria. Le linee di polverizzazione richiedono un trasporto pneumatico chiuso, un'aspirazione ciclonica ad alta velocità e filtri a maniche a getto pulsato per prevenire l'accumulo di polveri combustibili.
Domande frequenti
Posso alimentare tubi in PVC ingombranti direttamente in una rettificatrice?
No. Le macchine per la macinazione (polverizzatori) richiedono materiale di alimentazione uniforme e pre-calibrato, con granulometria compresa tra 5 e 20 mm. L'inserimento di oggetti voluminosi direttamente in un macinatore incepperà immediatamente i dischi di macinazione, causerà sovraccarichi del motore e potrebbe danneggiare gravemente i componenti interni. Gli oggetti rigidi di grandi dimensioni devono essere prima frantumati in un frantumatore primario.
Perché la macinazione del PVC richiede un consumo energetico maggiore rispetto alla frantumazione?
La macinazione forza la plastica grossolana attraverso una microfessura tra dischi dentati, sfruttando un attrito costante ad alta velocità per ottenere una polvere con maglie da 30 a 80 mesh. Il numero di giri continuo necessario per generare questo attrito, combinato con la potenza assorbita dalle pompe di raffreddamento ad acqua e dai ventilatori di trasporto pneumatico, richiede un amperaggio del motore significativamente più elevato per tonnellata lavorata rispetto alla frantumazione.
Come posso evitare che il PVC si degradi o si sciolga durante il processo di macinazione?
Si previene la degradazione termica assicurandosi che i circuiti di raffreddamento ad acqua attivi del macinatore funzionino a portate e temperature specificate. I polverizzatori industriali fanno circolare acqua refrigerata attraverso l'alloggiamento del disco fisso e i gruppi di cuscinetti per dissipare il calore generato dall'attrito. Inoltre, i sistemi di alimentazione automatizzati devono monitorare le temperature della camera e ridurre la velocità di alimentazione se il calore si avvicina al punto di fusione del polimero.
Risorse Correlate

Le apparecchiature per la disidratazione delle pellicole di plastica determinano il carico termico e l'efficienza volumetrica delle linee di estrusione a valle. Le pellicole di polietilene (PE) e polipropilene (PP) umide aumentano il consumo energetico per l'essiccazione e spesso causano intasamenti nelle tramogge degli estrusori. L'aggiornamento degli impianti di disidratazione meccanica può ridurre i tempi di essiccazione termica fino a 30%. Gli ingegneri di Energycle progettano questi sistemi per soddisfare le specifiche proprietà fisiche delle pellicole per imballaggi flessibili e per l'agricoltura.
Flusso di processo e principi meccanici
La rimozione dell'umidità superficiale e capillare dalle materie plastiche flessibili richiede attrezzature adeguate ai limiti strutturali del materiale. Gli impianti installano principalmente due categorie di macchinari: sistemi centrifughi e presse.
Meccanica della disidratazione centrifuga
UN macchina centrifuga per la disidratazione applica elevate forze G rotazionali per separare l'acqua superficiale dai fiocchi di plastica sospesi. La ricerca sulla centrifugazione di film di polietilene ad alta densità (HDPE) dimostra che i materiali flessibili tendono a formare una "torta di plastica" densa contro lo schermo esterno [1]. L'azione capillare intrappola l'acqua residua all'interno degli strati attorcigliati e dei pori microscopici di questa torta.
Per rompere questa adesione capillare, i sistemi richiedono configurazioni specifiche del rotore e un dimensionamento preciso del materiale. Mantenere le dimensioni delle scaglie del materiale di alimentazione tra 1 e 2 cm previene un'eccessiva sovrapposizione e riduce al minimo la ritenzione idrica. Questi sistemi raggiungono in genere una riduzione dell'umidità superficiale fino a 90% in pochi minuti.
Principi di spremitura meccanica
Le macchine per la spremitura di film processano sacchi lavati in PP, PE e tessuto tramite compressione meccanica. Una vite conica ad alta coppia spinge il materiale umido contro una matrice o un set di rulli. Questa compattazione fisica spinge il liquido fuori attraverso filtri a tamburo perforati.
L'intenso attrito meccanico generato durante la compattazione produce calore, che innesca l'evaporazione dell'umidità residua. Questo processo a doppia azione riduce il contenuto di umidità finale a meno di 5%. Gli impianti che alimentano gli estrusori con questo materiale densificato e preriscaldato osservano regolarmente un aumento di 20% nella produzione di pellettizzazione [2].
Specifiche delle apparecchiature e parametri di prestazione
La scelta tra la rimozione dell'umidità tramite rotazione e quella tramite compressione determina i requisiti di fornitura e la configurazione dell'impianto.
| Parametro | Disidratazione centrifuga | Macchine per la spremitura |
|---|---|---|
| Meccanismo primario | Rotazione ad alta velocità (forza G) | Compattazione meccanica (coclea conica) |
| Uscita di umidità target | Riduzione del consumo idrico fino a 90% | Umidità finale inferiore a 5% |
| Materia prima ideale | 1–2 cm di fiocchi di HDPE/LDPE | Pellicole in PP e PE lavate, sacchetti tessuti |
| Vantaggio operativo | Riduce il consumo energetico dell'essiccatore termico di 15% | Aumenta la produttività dell'estrusore di 20% |
| Requisiti di spazio | Impronta verticale o orizzontale | Integrazione in linea altamente compatta |
Vincoli delle materie prime e compatibilità dei materiali
La scelta della macchina dipende in larga misura dalla geometria e dallo spessore del materiale in ingresso. I film sottili e altamente flessibili si asciugano rapidamente per effetto della forza centrifuga, ma richiedono una corretta vagliatura per evitare la perdita di materiale. I film per pacciamatura agricola più spessi e i tessuti non tessuti richiedono la maggiore forza meccanica fornita dalle macchine per la spremitura.
Gli ingegneri devono dimensionare con precisione la potenza del motore in base alla portata prevista. Un funzionamento continuo ad alto volume può causare il blocco di un rotore sottodimensionato, con conseguenti colli di bottiglia immediati nella linea di produzione. Gli operatori devono inoltre adattare le dimensioni delle perforazioni del setaccio al polimero di destinazione per evitare l'intasamento del setaccio stesso.
Parti soggette a usura, manutenzione e rischi di operatività
Il drenaggio meccanico opera in condizioni di forte attrito e alta umidità, accelerando l'usura dei componenti. La manutenzione preventiva determina la durata operativa del sistema.
- Pale del rotore e eliche: Soggetto a costante abrasione da parte di contaminanti microscopici; richiede rivestimento duro o sostituzione regolare per mantenere i rapporti di compressione.
- Schermi in acciaio inossidabile: Soggetto a opacizzazione dovuta a plastica fusa o scaglie irregolari; richiede lavaggi a pressione programmati e controlli dello spessore.
- Cuscinetti e guarnizioni: Il funzionamento ad alta velocità e la vicinanza all'acqua rendono necessari programmi di lubrificazione rigorosi per prevenire guasti catastrofici dei cuscinetti.
- Motori di azionamento: La tensione della cinghia e l'allineamento del motore devono essere controllati mensilmente per prevenire perdite di trasmissione di potenza.
Lista di controllo per la messa in servizio e l'accettazione del sito
Verificare le prestazioni delle apparecchiature durante il Factory Acceptance Testing (FAT) o il Site Acceptance Testing (SAT) utilizzando parametri quantificabili.
- Verifica del contenuto di umidità: Prelevare campioni di prodotto ogni 30 minuti per verificare che l'umidità finale rimanga inferiore a 5% (presse) o che soddisfi la linea di base di riduzione 90% (centrifughe).
- Test di throughput e carico: Far funzionare il sistema alla capacità nominale di 100% per 4 ore consecutive per monitorare i picchi di corrente del motore o i limiti di sovraccarico termico.
- Analisi delle vibrazioni: Registrare lo spostamento di base sugli alloggiamenti dei cuscinetti della centrifuga per rilevare precocemente i segnali di squilibrio del rotore.
- Consistenza della scarica: Verificare che i meccanismi di scarico automatizzati espellano il materiale lavorato senza creare ponti o inceppamenti negli scivoli di transizione.
Domande frequenti
Quali sono le cause dell'elevata ritenzione di umidità nei sistemi di disidratazione centrifuga?
La ritenzione di umidità in un sistema centrifugo è in genere dovuta a una geometria errata dei fiocchi o a una velocità del rotore insufficiente. I film in HDPE e LDPE tendono a piegarsi e a intrappolare l'acqua negli spazi capillari, formando una massa densa. Gli operatori devono mantenere le dimensioni del materiale in ingresso tra 1 e 2 cm per evitare questo intrappolamento capillare. Inoltre, l'intasamento del setaccio causato da raschiatori deteriorati limita l'espulsione dell'acqua. L'ispezione periodica del setaccio e il mantenimento delle velocità del motore specificate garantiscono che la macchina raggiunga il margine di riduzione dell'umidità richiesto dalla norma 90%.
In che modo le macchine per la compressione del film influiscono sui costi energetici del processo di estrusione a valle?
Le macchine per la compressione di film comprimono materiali leggeri come sacchi in tessuto e film di polietilene in agglomerati più densi e semiasciutti. Questa compattazione fisica spinge l'acqua attraverso un setaccio a cilindro generando calore da attrito interno, che fa evaporare l'umidità residua fino a un valore inferiore a 5%. L'alimentazione di questo materiale denso e preriscaldato in un estrusore previene la formazione di ponti nella tramoggia e stabilizza la pressione del fuso. Gli impianti che sostituiscono gli essiccatori termici convenzionali con apparecchiature di compressione registrano spesso una riduzione del 15% nei costi totali di riscaldamento e un aumento del 20% nella produzione continua dell'estrusore.
Quali sono le principali modalità di guasto delle viti di compressione delle pellicole?
La modalità di guasto più comune per le viti di compressione del film plastico è l'usura abrasiva delle spire, che riduce direttamente il rapporto di compressione e lascia un eccesso di umidità nella plastica. Guasti secondari si verificano nei cuscinetti reggispinta, che assorbono enormi carichi assiali durante il processo di compattazione. Una lubrificazione insufficiente o il sovraccarico della macchina con plastiche rigide di dimensioni eccessive accelerano il degrado dei cuscinetti. Gli operatori devono specificare l'utilizzo di viti con bordi rinforzati e monitorare le temperature dell'olio del riduttore per massimizzare la durata dei componenti e prevenire fermi linea imprevisti.
Scegliere tra Centrifugazione e Squeeze Dewatering per la Tua Linea di Film
La decisione tra un macchina centrifuga per la disidratazione e un spremitore di pellicola dipende da diversi fattori specifici della tua operazione di riciclaggio. Ecco un framework di confronto pratico:
Spessore e tipo di film: Le pellicole sottili (inferiori ai 30 microni) come la pellicola di imballaggio a strappo e la pellicola agricola rispondono meglio alle macchine di squeeze, che comprimono l'umidità senza il rischio di avvolgimento del film intorno al rotore. Le pellicole più spesse (30-80 microni) come i sacchi tessuti possono essere trattati nelle macchine di centrifugazione dewatering ad alta velocità progettate per materiali flessibili.
Livello di umidità target: I squeeze raggiungono generalmente un contenuto di umidità di 3-8%, mentre le macchine centrifughe ad alta velocità per il film raggiungono 5-10%. Per l'agglomerazione o il pelletaggio, l'output del squeeze è solitamente sufficiente. Per l'estrusione diretta di pellicola sottile, potrebbe essere necessario un squeeze seguita da una breve fase di essicazione termica.
Richieste di throughput: Le macchine di squeeze per il film gestiscono 300-2,000 kg/hr a seconda della dimensione del modello. Le macchine di centrifugazione dewatering per il film trattano generalmente 500-3,000 kg/hr. Per linee a alto volume, le macchine centrifughe offrono un throughput più alto per unità di spazio sul pavimento.
Consumo energetico: Entrambi i metodi sono significativamente più efficienti dal punto di vista energetico rispetto all'essicazione termica. I squeeze consumano 15-30 kWh/ton, mentre le macchine centrifughe utilizzano 10-20 kWh/ton. Le risparmi energetici rispetto all'essicazione termica (80-150 kWh/ton) rendono entrambi i metodi essenziali per il riciclaggio economico del film di plastica.
Considerazioni di Manutenzione per l'Equipaggiamento di Dewatering del Film
Entrambi i sistemi di centrifugazione e squeezer dewatering richiedono una manutenzione regolare, ma i modelli di usura differiscono:
- Macchine di squeeze: I principali componenti di usura sono le pale del cilindro, il rivestimento del cilindro e il die di scarico. I contaminanti abrasivi (sabbia, vetro) in pellicole male lavate accelerano l'usura. L'intervallo tipico di sostituzione delle pale è 2,000-4,000 ore di funzionamento.
- Macchine centrifughe: Le perforazioni della griglia, le guaine e il bilanciamento del rotore sono le principali preoccupazioni di manutenzione. L'avvolgimento del film intorno all'asse del rotore è un problema comune che richiede una preparazione del cibo adeguata. Vedi la nostra guida alla manutenzione del secco centrifugale per programmi dettagliati.
Indipendentemente dal metodo di dewatering scelto, una lavatura upstream e la rimozione dei contaminanti estendono significativamente la vita dell'equipaggiamento e riducono il tempo di fermo. Un progetto ben progettato filo per stendere la plastica con una separazione efficace di galleggiamento e flottazione e lavaggio di attrito rimuove le particelle abrasive che causano l'usura prematura negli impianti di dewatering.
Attrezzature e Guide Correlate
- Macchina centrifuga per la disidratazione di scaglie di plastica
- Macchina Centrifugale a Film ad Alta Velocità per Dewatering
- Seccatore a Film per Pellicole PP/PE
- Guida Completa per Deseccamento e Secaggio
- Centrifugal Dryers vs Air Drying: Energy Comparison

Con l'aumento dei costi energetici e le normative più severe in materia di contenuto riciclato previste per il 2026, affidarsi a tecnologie di macinazione obsolete non è più una soluzione praticabile. La scelta del polverizzatore di plastica più adatto alla propria linea di produzione per il riciclo influisce direttamente sulla qualità della polvere, sulla produzione giornaliera, sui costi energetici e sulla fluidità di funzionamento dell'intero impianto.
Si introducono fiocchi o granuli puliti provenienti dal granulatore o dal trituratore, e il polverizzatore li trasforma in una polvere fine e uniforme, pronta per lo stampaggio rotazionale, la produzione di masterbatch o la compounding di alta gamma. Un'errata combinazione dei componenti può causare granulometrie non uniformi, surriscaldamento, frequenti cambi di lame o un collo di bottiglia che rallenta l'intera linea di produzione.
Questa guida ti guida attraverso ogni fase decisionale con passaggi chiari, esempi concreti e checklist pratiche che puoi utilizzare fin da subito. Alla fine, saprai esattamente cosa cercare e come verificare che la tua scelta sia in linea con i tuoi obiettivi di riciclo per il 2026.
Cosa fa un polverizzatore di plastica in una moderna linea di riciclaggio
Un polverizzatore di plastica prende la plastica rigida o semirigida rimacinata e la riduce in polvere, in genere con una granulometria di 20-120 mesh (circa 840-125 micron). A differenza dei granulatori che producono scaglie o scaglie per la riestrusione, i polverizzatori creano la polvere fine e scorrevole necessaria per lo stampaggio rotazionale di serbatoi e contenitori, per la produzione di compound di tubi e profili in PVC o per la produzione di masterbatch colorati.
In una tipica linea moderna, la sequenza è la seguente:
[ Trituratore / Granulatore ] ➔ [ Lavatrice e asciugatrice centrifuga ] ➔ [ Polverizzatore di plastica ] ➔ [ Silos di stoccaggio / Pelletizzatore ]
Il polverizzatore rimane inattivo dopo la pulizia e l'asciugatura perché il materiale in ingresso pulito e asciutto previene la formazione di grumi e prolunga la durata dei dischi o delle lame.
Principali tipi di polverizzatori di plastica che incontrerai nel 2026
La maggior parte delle linee di riciclaggio utilizza modelli standard a disco o turbo. Le unità criogeniche vengono impiegate quando si trattano resine speciali o si necessita di polveri ultrafini inferiori a 100 mesh senza perdite di qualità. Ecco un rapido confronto:
| Tipo di polverizzatore | Il migliore per | Vantaggi principali | Considerazioni |
|---|---|---|---|
| Polverizzatore a disco | PVC rigido, PE | Finezza costante; raffreddamento ad aria/acqua integrato; lunga durata del disco. | Il più comune e conveniente. |
| Turbo / Lama | Plastica più morbida, qualità film | Sfrutta la forza d'impatto; maggiore produttività per materiali specifici. | Potrebbe essere necessaria una manutenzione più frequente della lama. |
| Criogenico | HDPE resistente e sensibile al calore | Utilizza azoto liquido per prevenire fusione e ossidazione; resa ultrafine. | Costi iniziali e operativi più elevati. |
Procedura passo passo per selezionare il tuo polverizzatore di plastica
Segui questi passaggi in ordine. Ognuno di essi si basa sul precedente ed evita costose modifiche future.
Fase 1: definire il materiale di input e il volume giornaliero
Elenca i principali polimeri che lavori: PVC rigido, film o tubi in LLDPE/HDPE, rafia in PP o macinato misto post-industriale. Misura la dimensione media delle scaglie dopo il granulatore (solitamente 5-10 mm) e imposta il tonnellaggio orario o giornaliero. Aggiungi un buffer 10-20% in modo che il polverizzatore non affatichi mai le apparecchiature a valle.
Esempio: un impianto di medie dimensioni che produce 8 tonnellate al giorno di rimacinato di tubi in PVC necessita di un modello con capacità di funzionamento continuo di 400–500 kg/h.
Fase 2: Impostare la finezza della polvere desiderata
Lo stampaggio rotazionale richiede in genere una granulometria di 35-60 mesh. La produzione di masterbatch di alta gamma o compound per pareti sottili spesso richiede una granulometria di 80-120 mesh. Una polvere più fine migliora la fluidità e la finitura superficiale, ma aumenta il consumo energetico e l'usura. Scegliete una macchina con un classificatore regolabile o con vagli intercambiabili in modo da poter impostare con precisione l'intervallo di granulometria senza dover acquistare una seconda unità.
Fase 3: Abbinare capacità e integrazione della linea
Il polverizzatore di plastica deve tenere il passo con la produzione del granulatore e alimentare la fase successiva senza necessità di serbatoi di raccolta o tempi di fermo. Cercate modelli con azionamenti a frequenza variabile (VFD) sul motore principale. Consentono di rallentare il rotore quando si utilizzano carichi più leggeri e di risparmiare 15-251 TP7T di elettricità rispetto alle unità a velocità fissa.
Fase 4: Valutare le prestazioni di raffreddamento ed energetiche
Il calore è il nemico. Il PVC si degrada al di sopra dei 160 °C; il PE e il PP si ammorbidiscono e si macchiano. I modelli raffreddati ad aria sono adatti per impieghi più leggeri, mentre i dischi con camicia d'acqua o i sistemi a vortice ad aria forzata gestiscono carichi di lavoro più gravosi. Nel 2026, i modelli di punta utilizzano motori IE4 ad alta efficienza e cuscinetti sigillati che riducono il consumo energetico fino a 30% rispetto ai modelli precedenti.
Fase 5: rivedere le funzionalità di automazione, sicurezza e manutenzione
- L'alimentazione e lo scarico automatizzati riducono il lavoro a un solo operatore.
- I sistemi di aspirazione delle polveri e a circuito chiuso mantengono pulito l'impianto e rispettano le rigide normative sulla qualità dell'aria.
- È importante che le porte siano facilmente accessibili: alcuni modelli consentono di sostituire un set completo di dischi in meno di 30 minuti.
- Mancia: I dischi di qualità in carburo di tungsteno o in lega temprata dovrebbero durare dalle 800 alle 1.500 ore su PVC pulito.
Fase 6: Calcolare il costo totale di proprietà (TCO)
Il prezzo d'acquisto è solo l'inizio. Bisogna aggiungere energia, manutenzione, pezzi di ricambio e tempi di inattività previsti. Una macchina più economica, come ad esempio un modello $5.000, che necessita di nuovi dischi ogni 400 ore, costerà molto di più nel primo anno rispetto a un modello di fascia alta con intervalli di manutenzione più lunghi e un minore consumo energetico.
📋 Lista di controllo per decisioni rapide
- [ ] Tipi di polimeri confermati?
- [ ] Intervallo di mesh target impostato?
- [ ] Capacità oraria con buffer 15% calcolata?
- [ ] Il sistema di raffreddamento corrisponde alla sensibilità al calore del materiale?
- [ ] VFD e automazione inclusi?
- [ ] Il produttore fornisce una macinatura di prova sui tuoi fiocchi effettivi?
- [ ] Ricambi e assistenza locale disponibili entro 48 ore?
Se rispondi sì a tutte le domande Sette, hai un candidato forte.
Come integrare il polverizzatore nella tua linea di produzione completa
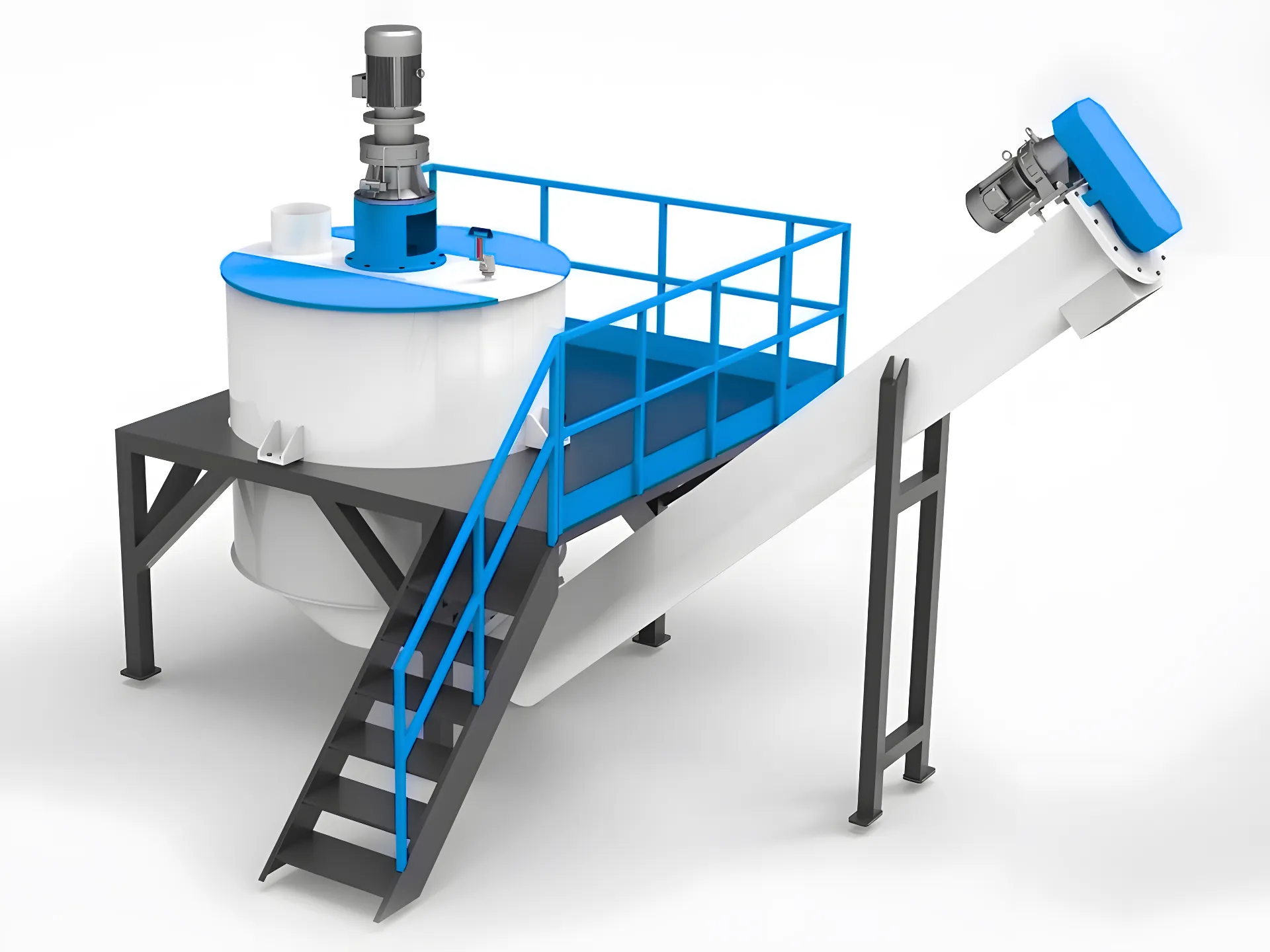
- Posiziona l'unità dopo il tuo essiccatore centrifugo quindi l'input rimane umidità inferiore a 0,5%.
- Utilizzare un caricatore a vuoto o un trasportatore a coclea con sensori di livello per mantenere la tramoggia piena a 60–70% ed evitare sovratensioni.
- Installare un metal detector appena prima della gola di alimentazione: il metallo vagante distrugge rapidamente i dischi.
- Per il funzionamento a circuito chiuso, reindirizzare le particelle di dimensioni eccessive all'ingresso tramite un classificatore ad aria. Ciò aumenta la resa a 95%+ e riduce gli sprechi.
Errori comuni e come evitarli
- Acquistare solo in base al prezzo: Scoprire bollette energetiche elevate o la costante usura delle lame sei mesi dopo.
- Ignorando i test sui materiali: Inviare sempre campioni da 50-100 kg al fornitore per una macinazione di prova.
- Sovradimensionamento della macchina: Farla funzionare a un carico di 30% spreca energia elettrica e provoca un'usura irregolare.
- Saltare il controllo della polvere: Rischiate multe per violazioni delle normative o scarsa qualità dell'aria sul posto di lavoro.
Programma di manutenzione che mantiene elevata la produzione
- Quotidiano: Verificare la presenza di accumuli in ingresso e in uscita; ispezionare i filtri antipolvere.
- Settimanale: Pulire i filtri del classificatore; ingrassare i cuscinetti come da manuale.
- Mensile: Misurare lo spazio tra i dischi e regolarlo; registrare il consumo di potenza.
- Ogni 800–1.200 ore: Ruotare o sostituire gli elementi abrasivi; eseguire un controllo completo dell'allineamento.
Seguendo questa routine, potrai contare su un servizio affidabile per 4-6 anni prima di una revisione importante.
Cosa cambierà nella tecnologia dei polverizzatori di plastica nel 2026
I variatori di frequenza (VFD) e i sensori intelligenti sono ormai standard sui modelli di fascia media, consentendo di monitorare vibrazioni, temperatura e consumo energetico in tempo reale tramite un'app per smartphone. I nuovi rivestimenti compositi dei dischi prolungano la durata utile dei flussi di materiale riciclato abrasivo. Inoltre, i produttori si stanno concentrando su una minore rumorosità (inferiore a 85 dB) e su design modulari, in modo da poter aggiornare il sistema di raffreddamento o la classificazione in un secondo momento senza dover sostituire l'intera macchina.
Domande frequenti (FAQ)
D: Qual è la differenza tra un granulatore e un polverizzatore di plastica?
R: Un granulatore taglia grandi pezzi di plastica in scaglie o scaglie di 5-10 mm, adatte allo stampaggio a iniezione o alla riestrusione. Un polverizzatore prende queste scaglie e le macina fino a ottenere una polvere fine (20-120 mesh), necessaria per lo stampaggio rotazionale o il compounding.
D: Un polverizzatore di plastica può processare materiali umidi?
A: No. L'umidità deve essere mantenuta al di sotto di 0,5%. I materiali umidi causano agglomerazione, ostruiscono i setacci del classificatore, riducono la produttività e possono danneggiare gravemente i dischi di macinazione. Utilizzare sempre un essiccatore prima della polverizzazione.
D: I polverizzatori consumano molta elettricità?
R: Sono ad alto consumo energetico, ma i moderni sistemi 2026 dotati di motori ad alta efficienza IE4, design dei dischi ottimizzati e azionamenti a frequenza variabile (VFD) possono ridurre il consumo energetico fino a 30% rispetto ai modelli precedenti.
Pronti ad andare avanti?
Fornite le specifiche del materiale, la capacità produttiva desiderata e le esigenze di finezza a diversi fornitori affidabili e richiedete delle prove sul materiale effettivamente utilizzato. Confrontate i risultati affiancandoli e utilizzando la checklist riportata sopra.
Se gestisci una linea di riciclaggio di PVC, PE o PP e desideri vedere macchinari ad alta efficienza costruiti per un funzionamento continuo, esplora le soluzioni avanzate Macchine per la macinazione di PVC e plastica A Energia. Il nostro team può analizzare i tuoi campioni e mostrarti dati esatti sulle prestazioni, personalizzati per la tua linea specifica.
Ora hai un framework completo e pratico. Usalo, testalo attentamente e installerai un polverizzatore di plastica che aumenta la produzione, riduce i costi e fornisce polvere uniforme giorno dopo giorno.
Risorse Correlate
- Macchine frantumatrici industriali per PVC
- Sistema di macinazione micronizzata
- Granulatori di plastica
- Granulatore verticale per PVC
- Sistema di macinazione PVC completamente automatico


Presso Energycle, lavoriamo migliaia di tonnellate di bottiglie in PET ogni anno. Abbiamo testato metodi di frantumazione sia a umido che a secco in impianti reali. La frantumazione a umido dimostra ripetutamente il suo valore per gli operatori che puntano a scaglie di alta qualità e a un funzionamento fluido.
Nella frantumazione a umido, l'acqua viene aggiunta direttamente nella camera di frantumazione man mano che le bottiglie vengono inserite. Questo semplice passaggio cambia completamente il processo. L'acqua raffredda il materiale, rimuove lo sporco e aiuta a separare le etichette fin dalle prime fasi. La frantumazione a secco, invece, non prevede l'utilizzo dell'acqua, il che semplifica l'impianto ma comporta problematiche come la polvere e il calore.
Gli operatori ci chiedono spesso perché consigliamo la frantumazione a umido per la maggior parte delle linee PET. Le ragioni sono riconducibili a risultati migliori, costi inferiori a lungo termine e manutenzione più semplice. Analizziamo i principali vantaggi che riscontriamo quotidianamente.
Rimozione superiore dei contaminanti fin dall'inizio
L'acqua funge da risciacquo naturale durante il processo di frantumazione. Mentre le lame triturano le bottiglie, l'acqua lava via immediatamente sabbia, detriti, polpa di carta e residui di adesivo. Ciò impedisce che i contaminanti si incorporino nei fiocchi di PET.
Nei sistemi a secco, etichette e colla possono sbavare sulle superfici quando si accumula calore. Ciò rende necessarie fasi di pulizia aggiuntive in seguito. Con la frantumazione a umido, i fiocchi arrivano più puliti alla fase di lavaggio. Gli impianti con cui collaboriamo segnalano fino a 30% di residui in meno dopo la frantumazione iniziale.
Questa pulizia preliminare si traduce in un prodotto finale più puro, che soddisfa i severi standard per il rPET destinato all'uso alimentare.
Protezione della qualità del materiale e della viscosità intrinseca
Il PET si degrada quando si surriscalda. L'attrito nei frantumatori a secco aumenta rapidamente la temperatura, riducendo la viscosità intrinseca (IV). Una viscosità intrinseca inferiore si traduce in pellet più deboli e perdita di valore.
L'acqua mantiene tutto fresco. Assorbe il calore e previene i danni termici. I test effettuati nelle nostre linee dimostrano che i fiocchi macinati a umido mantengono valori di iodio più elevati, spesso di 0,05-0,1 punti rispetto ai metodi a secco.
Gli acquirenti pagano di più per un materiale omogeneo e ad alto valore intrinseco. La frantumazione a umido consente di ottenere scaglie a prezzi migliori senza trattamenti aggiuntivi.
Maggiore durata delle apparecchiature e manutenzione ridotta
La frantumazione a secco provoca una forte usura di lame e vagli. Le particelle abrasive, come la sabbia, si scontrano con il metallo senza lubrificazione.
L'acqua ammortizza l'azione e rimuove gli abrasivi. Le lame rimangono affilate più a lungo e i filtri si intasano meno frequentemente. Gli operatori ci confermano di sostituire le lame 40–50% con minore frequenza grazie ai sistemi a umido.
Meno guasti significano più tempi di attività e minori costi di riparazione nel tempo.
Operazioni più sicure, più pulite e più silenziose
La frantumazione a secco produce nuvole di polvere e particelle di plastica, aumentando i rischi per la sicurezza e richiedendo una ventilazione adeguata.
I metodi a umido eliminano la polvere in modo quasi totale. L'acqua lega le particelle, mantenendo l'ambiente di lavoro più pulito e riducendo i rischi per i lavoratori.
Anche la rumorosità diminuisce sensibilmente. L'acqua attutisce l'impatto delle pale, creando un impianto più silenzioso che garantisce il comfort dei team durante i lunghi turni.
Efficienza energetica e prestazioni costanti
L'acqua crea un carico più uniforme sui motori. L'assorbimento di potenza rimane costante invece di subire picchi durante le alimentazioni più difficili.
Molte delle linee che installiamo consumano complessivamente meno elettricità grazie alla frantumazione a umido, anche tenendo conto delle pompe. I vantaggi derivano da un taglio efficiente e da un attrito ridotto.
Consigli pratici per massimizzare i benefici della frantumazione a umido
Scegli il flusso d'acqua corretto. Inizia con 5–10% di peso del materiale e regola in base ai livelli di contaminazione. Il nostro frantoi per bottiglie in PET bagnate sono progettati con sistemi di iniezione d'acqua regolabili per semplificare questa ottimizzazione.
Aggiungere una fase di pre-smistamento. Rimuovere i tappi e lo sporco più ostinato prima di frantumare per alleggerire il carico.
Mantenere un pH adeguato nell'acqua. Livelli neutri o leggermente alcalini aiutano a staccare le etichette senza danneggiare il PET.
Ricicla l'acqua di processo. Utilizza filtri e serbatoi di decantazione per riutilizzarla e ridurre il fabbisogno di acqua dolce fino a 70%.
Da abbinare a un lavaggio intensivo a valle. La frantumazione a umido gestisce la prima pulizia; a seguire, lavaggio a caldo e separatori a frizione per la massima purezza.
Durante la fase di configurazione, guidiamo ogni cliente di Energycle attraverso queste regolazioni. Anche piccole modifiche spesso migliorano rapidamente la qualità dell'output.
Interessato alle linee complete di riciclaggio del PET? Consulta il nostro Impianti di lavaggio bottiglie PET o confronta le opzioni sul nostro Guida alle attrezzature per il riciclaggio del PET.
Approfondimenti da fonti del settore
Gli esperti confermano questi vantaggi. Un'analisi dettagliata della macinazione a umido nel riciclo delle materie plastiche evidenzia un minore consumo energetico, una maggiore silenziosità di funzionamento e un migliore controllo del materiale di scarto. Gli studi sui metodi di frantumazione dimostrano inoltre che i processi a umido arricchiscono i componenti puri in modo più efficace.
Nel contesto più ampio del riciclo del PET, l'EPA rileva un elevato potenziale di recupero quando i processi riducono al minimo la degradazione.
La frantumazione a umido rappresenta una soluzione ideale per i riciclatori di PET più esigenti. Produce scaglie più pulite, preserva il valore del materiale, riduce i costi di manutenzione e crea un ambiente di lavoro migliore. I costi iniziali di installazione sono superiori rispetto ai sistemi a secco, ma i vantaggi in termini di qualità ed efficienza si ripagano rapidamente.
Contatta Energycle Se desideri valutare la frantumazione a umido per la tua attività, condividiamo dati reali provenienti da impianti adatti alle tue esigenze.
Risorse Correlate
- Granulatore di plastica bagnato
- Sistema di riciclaggio delle bottiglie in PET
- Come Scegliere un Granulatore per PET
- Macchina frantumatrice di bottiglie di plastica
Il Texas è leader nazionale nella produzione di energia e questa attività genera enormi quantità di film in LDPE post-consumo. Gli operatori utilizzano questi film flessibili in polietilene per imballaggi, rivestimenti per fusti, coperture per piattaforme petrolifere e involucri protettivi in giacimenti petroliferi e impianti di gas. Una volta utilizzati, questi film finiscono spesso per essere contaminati da sabbia, residui di petrolio e sporcizia, complicando così le attività di riciclaggio.
Le aziende energetiche del Texas si trovano di fronte a una scelta chiara: smaltire questo materiale in discarica oppure trasformarlo in preziosi pellet da riutilizzare. La lavorazione meccanica ad alta capacità offre una soluzione affidabile. Noi di Energycle aiutiamo gli impianti di tutto lo stato a gestire migliaia di chilogrammi all'ora di pellicole di LDPE sporche con attrezzature progettate per le reali condizioni industriali.
Perché gli scarti di film LDPE si accumulano nelle attività energetiche del Texas
L'industria petrolifera e del gas si affida alle pellicole in LDPE per la loro resistenza e flessibilità. Gli operai le utilizzano per proteggere le attrezzature, rivestire i contenitori e imballare i materiali in loco. Dopo l'uso, queste pellicole accumulano i contaminanti comuni nei giacimenti del Texas:
- Sabbia e terreno provenienti da siti di perforazione
- Residui di petrolio e sostanze chimiche
- Etichette o nastri misti
These issues make standard recycling lines struggle. Films wrap around shafts, clog filters, or produce low-quality output. Many Texas facilities bale and store this waste, waiting for viable options. Recent market shifts, including facility closures like WM's Natura PCR plant, highlight the need for on-site or regional mechanical solutions that deliver consistent results.
Sfide principali nella lavorazione di pellicole LDPE post-consumo sporche
Chi lavora quotidianamente con questo materiale conosce i problemi in prima persona. I film in LDPE sporchi richiedono attrezzature in grado di gestire la contaminazione senza tempi di fermo macchina costanti. Tra gli ostacoli più comuni figurano:
- Elevati livelli di contaminazione — La sabbia abrade le lame standard e riduce la qualità dei pellet.
- Bassa densità apparente — Le pellicole sfuse occupano enormi volumi durante lo stoccaggio e il trasporto.
- Umidità variabile — Le pellicole esposte al campo trattengono acqua, il che influisce sull'estrusione.
Gli impianti che superano queste difficoltà producono pellet puliti e uniformi, pronti per la produzione di nuove pellicole o per lo stampaggio a iniezione. La chiave sta in sistemi di pre-processamento ed estrusione robusti, progettati specificamente per mangimi contaminati.
Attrezzature ad alta capacità che gestiscono le difficili condizioni del Texas
Gli operatori del settore energetico necessitano di sistemi in grado di processare da 2.000 a 5.000 libbre all'ora o più. Raccomandiamo linee integrate che combinano triturazione, densificazione ed estrusione per carichi pesanti.
Trituratori specializzati per pellicole sporche
I granulatori standard non sono adatti al trattamento di pellicole contaminate perché il materiale si avvolge o galleggia. I trituratori monoalbero con motori ad alta coppia triturano in modo netto il LDPE sabbioso e oleoso. Queste macchine sono dotate di lame e setacci rinforzati che resistono all'usura causata dagli abrasivi. Per saperne di più sui trituratori specializzati per il riciclo delle pellicole, consulta la nostra guida.
Densificatori e spremitori per la riduzione del volume
Dopo la triturazione, i densificatori o le presse comprimono i fiocchi soffici in granuli densi. Questa fase rimuove l'aria e l'umidità residua, raggiungendo rapporti di compressione fino a 50:1. Il risultato: un'alimentazione più agevole negli estrusori e costi di trasporto inferiori. Vedi i dettagli su spremitrici di film plastici e guadagni di densità.
Estrusori e pellettizzatori ad alta produttività
Twin-screw or single-screw extruders with strong filtration systems melt and clean the material. Multiple cambia schermos catch sand and contaminants before pelletizing. Water-ring or filamento pelletizzatoers then produce uniform pellets suitable for resale or reuse.
Tutti i sistemi Energycle funzionano con la normale alimentazione elettrica industriale statunitense: 480 V, 60 Hz, trifase. Questa compatibilità significa che non sono necessari costosi trasformatori o ricablaggi quando si installa in strutture del Texas.
Guida passo passo per configurare la linea di lavorazione della pellicola LDPE
Per trattare in modo efficace le pellicole LDPE post-consumo sporche, segui questi passaggi pratici:
- Raccogli e ordina → Imballare le pellicole in loco e separare gli elementi non plastici evidenti, come le reggette metalliche.
- Brandello → Inserire le balle in un trituratore ad alta coppia per ottenere pezzi uniformi.
- Densificare → Far passare il materiale sminuzzato attraverso una pressa o un agglomeratore per aumentarne la densità e rimuovere l'umidità.
- Estrusione e filtro → Sciogliere il materiale densificato e spingerlo attraverso setacci sottili per rimuovere i contaminanti.
- Pellettizzare e raffreddare → Tagliare i fili caldi o i pellet con la faccia della filiera e raffreddarli per il confezionamento.
Questo metodo meccanico produce pellet con indici di fusione adatti al soffiaggio o allo stampaggio di film. Molti operatori in Texas recuperano l'investimento in 12-24 mesi grazie alle spese di smaltimento evitate e alla vendita dei pellet.
Vantaggi reali per le aziende energetiche del Texas
Gli impianti che investono in linee ad alta capacità ottengono un maggiore controllo sui flussi di rifiuti. In questo modo si riducono i costi di smaltimento in discarica, si raggiungono gli obiettivi di sostenibilità e si crea una nuova fonte di reddito dai pellet. L'Agenzia per la Protezione Ambientale degli Stati Uniti (EPA) sottolinea che il riciclo meccanico consente di risparmiare energia e ridurre le emissioni rispetto alla produzione di resina vergine.
L'American Chemistry Council segnala una crescente domanda di resine riciclate post-consumo per applicazioni nel settore degli imballaggi.
Gli operatori energetici del Texas beneficiano inoltre del supporto locale e di attrezzature progettate per gli standard energetici americani. I sistemi Energycle resistono alle condizioni sabbiose e oleose tipiche delle operazioni nel Bacino del Permiano e a Eagle Ford.
Pronti a elaborare su larga scala i vostri film LDPE post-consumo? Contatta Energycle per una consulenza personalizzata sulla linea energetica in base alle esigenze del Texas. Esplora il nostro Soluzioni di densificazione del film LDPE o guida completa alla pellettizzazione per iniziare.
Risorse esterne:
- Nozioni di base sul riciclaggio EPA
- Consiglio americano di chimica, divisione materie plastiche
- Associazione dei riciclatori di plastica
Risorse Correlate
- Macchina per la pellettizzazione di pellicole PP/PE
- Linea di lavaggio per film PP PE
- Agglomeratore di film plastico
- Asciugatrice per spremitura di pellicole
- Che cos'è un densificante per film plastico?

A "Jack of all trades" shredder is a master of downtime. While it is tempting to buy one machine to process "everything" (Purging, Film, Pipe, Pallets), the physics of material reduction dictate that you will lose 30-40% efficiency on every ton. This guide explains why specialization is the only path to profitability.
Attrezzatura correlata: Trituratore di film PE/PP, trituratore di plastica rigida.
1. La mancata corrispondenza dei giri al minuto
- Film/Fibra (morbida): Richiede Coppia elevata + alta velocità (80-100 giri/min). È necessario uno slancio per tagliare il materiale prima che si allunghi.
- Plastica dura (grumi): Richiede Coppia elevata + bassa velocità (40-60 giri/min). L'alta velocità fa sì che il rotore rimbalzi sul blocco, creando carichi d'urto.
- The "Universal" Compromise: Una macchina che gira a 70 giri al minuto è troppo veloce per i grumi (urti) e troppo lenta per la pellicola (inceppamenti).
2. Geometria del rotore: spline vs. liscio
- Film/Fibra: Spesso usa un Rotore scanalato anti-avvolgimento. Le superfici rialzate impediscono al materiale di stendersi e avvolgersi.
- Plastica rigida: Utilizza un Rotore liscio. Le scanalature creerebbero punti di concentrazione delle sollecitazioni che potrebbero rompersi se colpissero un blocco solido di PP.
- RisultatoL'utilizzo di pellicola su un rotore liscio spesso porta all'avvolgimento. L'utilizzo di pellicole dense su un rotore scanalato può aumentare le concentrazioni di stress e il rischio di danni meccanici, a seconda del design del rotore e delle impostazioni di controllo.
3. Ram Logic (idraulica)
- Film: Leggero e soffice. Richiede un Turbo Ram (avvicinamento rapido, bassa pressione) per forzare costantemente il materiale nelle lame.
- Tubo/Spurgo: Denso e solido. Richiede un Rame di rilevamento del carico (slow approach, high pressure) that "nibbles" the material to prevent stalling.
- Conflitto: Una logica RAM universale può sovraalimentare i blocchi (stallo) o sottoalimentare la pellicola (calo della produttività).
4. Progettazione dello schermo
- Film: schermo da 40 mm con 50% Area aperta.
- Rigido: schermo da 40 mm con 35% Area aperta (spessore del nastro più forte).
- Fallimento: I grumi che sporgono su uno schermo cinematografico possono piegarlo o romperlo a causa della mancanza di rigidità strutturale.
Conclusione
Buying two specialized machines (one for film, one for rigid) often has a lower Total Cost of Ownership (TCO) than buying one "Universal" machine that runs at 60% efficiency and requires constant maintenance.
Riferimenti
[1] "Efficiency in Plastic Recycling," Gestione dei rifiuti nel mondo. Efficienza nel riciclaggio della plastica
[2] "Design Principles of Industrial Shredders," Rivista di Ingegneria. Principi di progettazione dei trituratori industriali
Risorse Correlate
- Trituratore di film PE/PP
- Esplora gli shredder in plastica
- Trinciatrice vs granulatore vs estrusore
- Fiber & textile shredder