


Acest ghid este scris pentru inginerii de proces, managerii de fabrică și echipele de achiziții care evaluează o Linie de spălat sticle PET pentru o construcție nouă sau o extindere a capacității. Deciziile pe care le luați în avans — tipul procesului de spălare, capacitatea tampon, obiectivul de calitate a producției și infrastructura utilităților — determină costul de operare și piețele pe care le puteți aproviziona. Parcurgeți fiecare secțiune de mai jos, apoi solicitați o evaluare a materiei prime și a capacității înainte de a emite cererea de ofertă.
Ce face o linie de spălat sticle PET
O linie de spălare a sticlelor PET transformă sticlele PET balotate, post-consum, în fulgi PET curați și uscați, gata pentru peletizare, filare a fibrelor sau utilizare directă sticlă-sticlă. Linia nu este o singură mașină - este un set secvențiat de etape de proces, fiecare vizând un anumit tip de contaminant sau o fracțiune de material.
O linie standard deplasează materialul prin aceste etape în ordinea:
- Debalator / spargător de baloțiDeschide baloții compactați și dozează sticlele pe transportor cu o viteză controlată.
- Bandă transportoare de pre-sortareÎndepărtarea manuală sau optică a PVC-ului, HDPE-ului, metalului și hârtiei înainte de reducerea dimensiunii.
- Îndepărtător de etichete / pre-spălător cu frecareDezlipește manșoanele termocontractabile și etichetele de hârtie din amonte de concasor, reducând transferul de contaminare.
- Granulator / concasor umedReduce sticlele la fulgi folosind o sită cu găuri de 12–18 mm; materialul recirculează în camera de tăiere până când trece prin ele.
- Rezervor de separare chiuvetă/flotorSepară PET-ul (densitate ~1,33–1,38 g/cm³) de capacele de poliolefină și fragmentele de etichete (densitate sub 1,0 g/cm³) folosind apă.
- Etapa de spălare la rece sau la caldÎndepărtează adezivii, murdăria organică și băuturile reziduale. Aceasta este alegerea de proces cu cele mai mari consecințe (consultați secțiunea următoare).
- Etapa de clătireÎndepărtează detergentul și reziduurile desprinse de pe suprafața fulgilor.
- Uscător centrifugalÎndepărtează mecanic umezeala de la suprafață înainte de etapa termică.
- Uscător termicReduce conținutul final de umiditate sub 1%.
- Siloz de depozitare / stație de ambalareReține fulgii curați pentru transfer în aval.
Fiecare etapă reprezintă un potențial blocaj. O duză de pulverizare înfundată, o lamă de concasare uzată sau un rezervor/rezervor de plutire inundat scad calitatea în fiecare punct din aval - motiv pentru care dimensionarea echipamentelor și planificarea întreținerii au aceeași importanță în orice achiziție serioasă.
Spălare la rece vs. spălare la cald: Decizia fundamentală privind procesul
Alegerea între o linie de spălare a sticlelor PET la rece și la cald influențează costul capitalului, puterea instalată, chimia apei și gradele de producție pe care le vor accepta cumpărătorii dvs. Dacă greșiți această decizie, nicio optimizare ulterioară nu o va recupera.
Spălare la rece folosește apă la aproximativ 10–20°C. Îndepărtează eficient murdăria liberă, etichetele și reziduurile ușoare de la suprafață. Deoarece nu este necesar un sistem de încălzire, consumul de energie este mai mic, iar stresul termic asupra polimerului PET este minim. Spălarea la rece este potrivită pentru fulgii destinați fibrelor, benzilor sau ambalajelor rigide nealimentare, unde pragurile de contaminare sunt mai puțin stricte.
Spălare la cald Ridică temperatura apei de spălare la 50–60°C, de obicei cu sodă caustică (NaOH) sau un detergent alimentar dozat la concentrații controlate. Temperatura ridicată dizolvă reziduurile de adeziv, grăsimile și uleiurile pe care apa rece nu le poate îndepărta în mod fiabil. De asemenea, reduce încărcătura microbiană - o condiție prealabilă pentru certificarea de contact cu alimentele. Liniile de spălare la cald au o putere instalată mai mare și necesită infrastructură de încălzire cu abur sau electrică, dar acestea reprezintă configurația standard pentru rPET-ul sticlă-sticlă (B2B).
| Parametru | Sârmă de spălat rece | Sârmă de spălat fierbinte |
|---|---|---|
| Temperatura apei de spălare | 10–20°C | 50–60°C |
| Dozare detergent / caustic | Nu este necesar | Necesită NaOH sau detergent alimentar |
| Îndepărtarea adezivului și a grăsimii | Limitat | Eficient |
| Reducerea microbiană | Parţial | Semnificativ |
| Grad de producție tipic | Fibră, bandaj, ambalaje nealimentare | rPET de calitate alimentară, sticlă-sticlă |
| Putere instalată (relativă) | Inferior | Mai mare (sistemul de încălzire crește sarcina) |
| Costul capitalului (relativ) | Inferior | Mai mare (primă aprox. 15–25%; variază în funcție de furnizor) |
Dacă cumpărătorul dumneavoastră din aval necesită rPET de calitate alimentară conform EFSA, o linie de spălare la cald este configurația minimă. Regulamentul UE (UE) 2022/1616 [1], în vigoare din septembrie 2022, a înăsprit considerabil pragurile de decontaminare - nivelurile reziduale admise pentru toluen, clorbenzen și salicilat de metil au fost reduse cu până la 50% față de limitele anterioare. Spălarea la rece singură nu poate îndeplini aceste praguri în mod fiabil.
Planificarea capacității: Adaptarea liniei la volumul de materie primă
Erorile de dimensionare în ambele direcții implică costuri. O linie supradimensionată funcționează la sarcină parțială, umflând consumul specific de energie per tonă procesată. O linie subdimensionată devine un plafon permanent pentru volumul de colectare și venituri.
Folosește această formulă ca punct de plecare:
Capacitate necesară (kg/h) = Total materie primă zilnică (kg) ÷ Ore de funcționare pe zi
O instalație care procesează 10.000 kg/zi pe parcursul a 20 de ore de funcționare are nevoie de o linie nominală de 500 kg/h. Înainte de a specifica unui furnizor, adăugați o rezervă 20–25% pentru ferestrele de mentenanță planificată, volumele de vârf sezoniere și opririle neplanificate.
Configurațiile industriale se împart în general în trei categorii:
- Linii mici (500–1.000 kg/h)Potrivit pentru rețele regionale de colectare sau operațiuni aflate în stadiu incipient.
- Linii medii (1.000–2.000 kg/h)Standard pentru reciclatorii de dimensiuni medii cu contracte de preluare stabilite.
- Linii mari (peste 2.000 kg/h)Utilizat de operatorii la scară industrială sau de cei cu programe naționale de colectare.
Amprenta se modifică proporțional. O linie de spălare a sticlelor PET de referință de 1.000 kg/h ocupă aproximativ 90 m × 8 m × 6 m și consumă aproximativ 215 kW de putere instalată. Dacă este posibilă extinderea în următorii cinci ani, instalația trebuie construită pentru a găzdui un concasor mai mare și o capacitate suplimentară de uscare - modernizarea ulterioară a structurii clădirii costă semnificativ mai mult decât instalarea circuitelor electrice și a benzilor transportoare pre-evaluate în timpul construcției inițiale.
Calitatea rezultatului, gradul fulgilor și cerințele de reglementare
Calitatea fulgilor pe care o vizați determină piața vizată și configurația liniei de care aveți nevoie. Trecerea la o calitate cu valoare mai mare în mijlocul proiectului este costisitoare; definiți piața finală înainte de lansarea cererii de ofertă.
Calități non-alimentare
Pentru termoforme din fibre, benzi sau materiale nealimentare, o linie de spălare la rece furnizează de obicei fulgi cu umiditate sub 1% și contaminare cu PVC sub 100 ppm. Aceste specificații satisfac majoritatea contractelor europene și americane de preluare pentru rPET de calitate fibroasă și de calitate tablă. Retenția vâscozității intrinseci (IV) depinde de cât de agresiv este uscat materialul și dacă materia primă conține PET degradat.
Clase de contact cu alimentele și sticlă-sticlă
Spălarea la cald este necesară, dar nu suficientă pentru rezultate de calitate alimentară. În conformitate cu Regulamentul UE (UE) 2022/1616 [1], dezvoltatorii de tehnologii trebuie să prezinte un test de provocare care să demonstreze că procesul lor îndeplinește criteriile de referință ale EFSA privind eficiența curățării înainte de a-l licenția către reciclatori. În calitate de operator de instalație, utilizați un proces autorizat de EFSA și păstrați evidențe care arată că materialul dumneavoastră de intrare corespunde specificațiilor validate ale materiei prime. EFSA a emis avize științifice pozitive pentru procese specifice care îndeplinesc standardele actualizate de decontaminare [2].
Pentru rPET-ul destinat contactului cu alimentele de pe piața americană, pragul FDA pentru fiecare contaminant surogat este sub 220 µg/kg în rășină [3]. Ambele căi necesită controale de proces documentate, nu doar echipamente.
Sortarea culorilor și valoarea fulgilor
Adăugarea unui sortator optic de culoare îmbunătățește venitul pe tonă prin separarea fracțiilor transparente, albastru deschis și colorate. Fulgii transparenți au cel mai mare preț spot; materialul de culoare mixtă este de obicei absorbit de producătorii de fibre la un preț redus. Justificarea costului de capital al unui sortator optic depinde de termenii contractului de achiziție și de prețurile de pe piața regională - faceți calculele înainte de a finaliza specificațiile liniei.
Cerințe privind utilitățile și infrastructura
O linie de spălare a sticlelor PET este o instalație de procesare, nu doar o mașinărie. Subevaluarea utilităților înainte de începerea lucrărilor civile este una dintre cele mai frecvente cauze ale întârzierilor la punerea în funcțiune și ale depășirilor de costuri.
Date cheie despre utilități de confirmat înainte de proiectarea amplasamentului:
- Alimentare cu energie electricăO linie de spălare la cald de 1.000 kg/h consumă aproximativ 215 kW instalați; liniile mai mari se scalează proporțional. Verificați capacitatea disponibilă a transformatorului și echilibrul fazelor cu furnizorul de utilități înainte de a semna contractul de închiriere a amplasamentului.
- Apă proaspătă și recirculareRecircularea în buclă închisă reduce necesarul de apă dulce la aproximativ 1-2 m³ per tonă de PET procesat. Fără recirculare, necesarul de apă crește substanțial, iar volumul de apă uzată crește proporțional.
- Deversare de efluențiApa de spălare conține adezivi dizolvați, reziduuri de detergent și particule fine. Pretratarea pentru a respecta limitele locale de evacuare pentru COD, pH și solide în suspensie este obligatorie în toate statele membre ale UE. Confirmați condițiile de aprobare înainte de a finaliza proiectarea circuitului de apă.
- Aer comprimatSortatoarele optice, transportoarele pneumatice și actuatoarele de supape necesită o alimentare stabilă cu aer comprimat, de obicei la 6–8 bari. Debitul depinde de numărul de ejectoare ale sortatoarelor.
- Încălzire cu abur sau electrică (doar linii fierbinți)Rezervorul de spălare cu apă caldă necesită un circuit de încălzire dedicat. Dacă se utilizează abur, conductele sub presiune și un sistem de returnare a condensului se adaugă la domeniul de aplicare civil.
Distanța liberă față de tavan este adesea trecută cu vederea. Uscătoarele termice și silozurile de depozitare necesită adesea o înălțime interioară liberă de 6-8 m. Verificați această dimensiune înainte de a semna un contract de închiriere sau de a începe lucrările civile.
Piese de uzură, program de întreținere și risc de funcționare
O linie de spălare a sticlelor PET procesează continuu materii prime abrazive și contaminate timp de 6.000–8.000 de ore pe an, într-o operațiune bine condusă. Uzura este previzibilă. Neplanificarea acesteia este cea care face ca timpul de nefuncționare să fie costisitor.
Articole de uzură principale și semnalele lor de diagnosticare:
- Lame de concasareLamele tocite cresc consumul de curent al motorului, produc o distribuție neregulată a dimensiunii fulgilor și generează mai multe particule fine. Injectarea apei de clătire în camera de tăiere în timpul funcționării reduce frecarea și prelungește durata de viață a lamei. Urmăriți curentul motorului la o viteză de avans constantă — o tendință ascendentă susținută semnalează că este necesară înlocuirea lamei.
- Site de concasareGăurile se deformează în timp și modifică distribuția dimensiunilor așchiilor. Verificați la fiecare oprire de întreținere planificată și înlocuiți atunci când geometria găurii depășește toleranța.
- Palete de șaibă cu frecareUzura reduce în mod direct intensitatea frecării, crescând contaminarea reziduală pe fulgii de ieșire. Verificați grosimea paletei la fiecare 500 de ore de service.
- Benzi transportoareVerificați dacă există uzură la margini și urmă neuniformă; o bandă defectă oprește întreaga linie.
- Duze de pulverizareDuzele blocate creează zone de spălare neuniforme. Clătiți la fiecare schimbare de tură sau după orice lot cu grad ridicat de contaminare.
- Rulmenți și acționăriLubrifiați conform intervalelor producătorului. Ungerea excesivă deteriorează garniturile la fel de ușor ca și ungerea insuficientă.
Stocați consumabilele critice — lame, site, curele și duze — la fața locului. Timpii de livrare pentru componentele prelucrate de la furnizori care nu au stocuri pot varia între patru și douăsprezece săptămâni, în funcție de origine. O singură oprire neplanificată de mai multe zile costă de obicei mai mult decât un an întreg de stoc preventiv de piese. Programați o fereastră de mentenanță completă la fiecare 500-1.000 de ore de funcționare, programată să coincidă cu lipsurile planificate de materie primă, acolo unde este posibil.
Listă de verificare pentru selecție înainte de a solicita o ofertă
Folosește această listă pentru a structura cererea de ofertă și a califica furnizorii înainte de a intra în discuții comerciale.
Specificațiile procesului și ale rezultatului
- Gradul de producție țintă confirmat cu cumpărătorul din aval (contact alimentar vs. nealimentar)
- Intervalul de dimensiuni necesare ale fulgilor (de obicei 12–14 mm; ajustați pentru utilizarea finală)
- Conținut de umiditate la ieșirea din linie (țintă sub 1%)
- Toleranță PVC în producție (de obicei sub 100 ppm pentru clasele de calitate)
- Cerința de sortare a culorilor a fost confirmată (da / nu și gradul țintă)
Capacitate și utilități
- Capacitate nominală (kg/h) cu tampon ascendent de 20–25% menționată în cererea de ofertă
- Puterea instalată disponibilă (kW) și înălțimea la transformator confirmate
- Rata de alimentare cu apă proaspătă și acordul de deversare verificate
- Restricții de amprentă (L × l × Î, inclusiv înălțimea tavanului) comunicate furnizorului
Risc mecanic și risc în lanțul de aprovizionare
- Piese de uzură cheie (lame, site, curele) disponibile la distribuitorii din UE sau SUA
- Timpul de livrare cotat de producător pentru lamele și sitele de schimb
- Compatibilitatea PLC/sistemului de control cu SCADA existent al instalației confirmată
- Procedura FAT și criteriile de acceptare convenite în scris înainte de începerea fabricației
Reglementare și comercială
- Durata, domeniul de aplicare și excluderile garanției revizuite
- Suport pentru punerea în funcțiune la fața locului (zile incluse, costurile de deplasare, calea de escalare)
- Pentru liniile de calitate alimentară: numărul de referință al autorizației de procesare EFSA sau scrisoarea de neobiecție FDA aplicabilă tehnologiei, confirmată înainte de achiziție
Întrebări frecvente
Ce conținut de umiditate ar trebui să atingă fulgii de PET curățați înainte de peletizare?
O secțiune de uscare specificată corespunzător — uscător centrifugal urmat de un uscător termic — ar trebui să furnizeze fulgi cu o umiditate în greutate sub 1%. Umiditatea peste acest nivel accelerează scăderea vâscozității intrinseci (IV) în timpul procesării topiturii, crește variația presiunii în matriță și poate introduce defecte de suprafață în peletele sau fibrele finite. Dacă procesul dumneavoastră se termină în stadiul de fulgi, același prag 1% se aplică pentru stabilitatea la depozitare și conformitatea cu contractul standard de preluare.
Cât timp rezistă lamele concasorului într-o linie de spălare a sticlelor PET?
Durata de viață depinde de abrazivitatea materiei prime, de duritatea materialului lamei și de injectarea apei de clătire în camera de tăiere în timpul funcționării - apa injectată reduce frecarea și prelungește considerabil durata de viață a lamei. Intervalele tipice variază de la câteva sute la câteva mii de ore de funcționare, în funcție de aceste variabile. Cel mai fiabil indicator de teren este o creștere susținută a curentului motorului la o viteză de avans constantă; aceasta semnalează că lamele sunt suprasolicitate și se apropie de sfârșitul duratei lor de viață efective.
O linie de spălare a sticlelor PET necesită autorizații de mediu în UE?
Majoritatea operațiunilor de spălare PET se încadrează în licențele naționale de gestionare a deșeurilor, nu în pragurile prevăzute în Capitolul II al Directivei UE privind emisiile industriale (IED). Cu toate acestea, evacuarea apelor uzate din circuitul de spălare necesită un acord de evacuare din partea autorității competente în domeniul apei din fiecare stat membru al UE. Utilizarea aerului comprimat, nivelurile de zgomot și mirosul de detergent pot declanșa, de asemenea, condiții specifice în autorizația locală. Colaborați cu un consultant de mediu înainte de a selecta un amplasament sau de a finaliza proiectarea circuitului de apă.
Ce necesită o linie de spălat PET de calitate alimentară, pe lângă echipamente?
Echipamentul este necesar, dar nu suficient. Conform Regulamentului UE (UE) 2022/1616 [1], reciclatorul trebuie să opereze o tehnologie care a primit un aviz științific pozitiv de către EFSA și un număr de autorizare a procesului de reciclare (RAN) emis oficial. De asemenea, operatorul trebuie să mențină controale ale materialelor de intrare, jurnale de proces și înregistrări ale testelor de verificare aliniate cu procesul autorizat. Pentru piețele din SUA, cerința echivalentă este o scrisoare de neobiecție din partea FDA, legată de procesul specific de reciclare utilizat.
Alegerea liniei de spălare a sticlelor PET potrivite pentru operațiunea dumneavoastră
Alegerea unei linii de spălare a sticlelor PET se reduce la alinierea a trei variabile: profilul de contaminare a materiei prime, angajamentul dumneavoastră privind calitatea producției și infrastructura amplasamentului. O linie de spălare la rece de 500–1.000 kg/h se potrivește operațiunilor care aprovizionează piețele de fibre nealimentare sau benzi de legare și menține atât costurile de capital, cât și cele de operare mai scăzute. O linie de spălare la cald - cu infrastructura, controalele de proces și documentația de reglementare necesare - este alegerea corectă atunci când piața din aval necesită rPET de calitate alimentară conform EFSA sau FDA.
Arborele decizional trece mai întâi prin clasa de producție, apoi prin capacitate cu rezervă, apoi prin disponibilitatea utilităților, apoi prin logistica pieselor de schimb și istoricul asistenței pentru furnizori. Parcurgeți lista de verificare de mai sus înainte de a emite cererea de ofertă și contactați echipa de ingineri Energycle pentru a solicita o cerere. Linie de spălat sticle PET Evaluarea materialelor. Furnizați compoziția materiei prime, nivelul de contaminare și gradul de producție țintă, iar inginerii noștri vă vor recomanda configurația adecvată a procesului, împreună cu o schemă detaliată a instalației și o analiză energetică.


Măcinarea vs. concasare a PVC-ului determină eficiența și calitatea producției liniilor de reciclare și compoundare a plasticului. Deși operatorii folosesc adesea acești termeni interschimbabil, ei reprezintă două procese mecanice distincte aplicate secvențial. Concasarea asigură o reducere inițială a volumului pentru deșeurile voluminoase, în timp ce măcinarea oferă o reducere precisă, secundară a dimensiunii pentru a produce o pulbere reutilizabilă, de mare valoare. Energycle proiectează sisteme industriale de reducere a dimensiunii care integrează ambele etape pentru a menține integritatea materialului și un randament continuu.
Selectarea procesului corect se bazează pe dimensiunile materiei prime primite, dimensiunea necesară a particulelor de ieșire și limitele termice ale clorurii de polivinil. Acest ghid detaliază diferențele mecanice, parametrii de funcționare și criteriile de selecție a echipamentelor pentru procesarea PVC-ului rigid.
Reducerea dimensiunii primare: Concasare PVC
Operatorii implementează o Concasor PVC pentru a descompune obiectele mari și rigide din plastic în fulgi grosieri sau bucăți neregulate. Această etapă primară gestionează direct deșeurile voluminoase, inclusiv țevi lungi, profile groase de ferestre, foi rigide și resturi de fabricație.
Mașinile de concasare se bazează pe compresie puternică, forțe de impact sau cuțite rotative de tăiere de mare viteză. Aceste mecanisme fracturează rapid plasticul până când bucățile pot trece printr-o sită de calibrare. Intervalul standard de producție pentru PVC-ul concasat se situează între 5 mm și 20 mm.
Deoarece concasarea prioritizează reducerea volumului și utilizează tăierea intermitentă în locul frecării susținute, aceasta generează căldură moderată și consumă mai puțină energie pe tonă. Instalațiile folosesc concasoare pentru a pregăti materialele vrac pentru transport, a compacta deșeurile din fabrici sau a preprocesa deșeurile înainte de a intra într-un sistem de măcinare fină.
Reducerea dimensiunii secundare: Măcinarea (pulverizarea) PVC-ului
Măcinarea sau pulverizarea PVC-ului preia fulgii grosieri de 5-20 mm generați de un concasor și îi reduce într-o pulbere fină și uniformă. O metodă industrială Mașină de râșnit PVC se bazează pe abraziunea și frecarea continuă generate de discurile, ciocanele sau morile rotative de mare viteză pentru a executa această reducere secundară a dimensiunii.
Mașinile de măcinat produc particule cu dimensiuni între 0,1 mm și 0,5 mm, echivalentul unei mesh-uri de 30–80. Obținerea acestei consistențe fine și uniforme este o condiție prealabilă strictă pentru fabricația ulterioară. Producătorii de compounding și producătorii necesită pulbere cu mesh-uri de 30–80 pentru a asigura topirea rapidă și amestecarea corectă cu PVC-ul virgin în timpul reextrudării sau turnării prin injecție.
Spre deosebire de concasare, măcinarea generează sarcini termice extreme din cauza frecării de mare viteză. PVC-ul este foarte sensibil la căldură; supraîncălzirea face ca polimerul să se topească, să se degradeze sau să elibereze acid clorhidric (HCl) gazos coroziv. Mâncărătorile industriale de PVC necesită sisteme active de răcire cu apă care circulă prin carcasa morii și discurile staționare pentru a extrage căldura și a proteja structura moleculară a polimerului.
Matricea de comparație tehnică
| Parametru | Concasare PVC | Măcinarea (pulverizarea) PVC-ului |
|---|---|---|
| Material de intrare țintă | Obiecte mari, rigide (țevi, rame de ferestre, foi) | Fulgi grosieri pre-zdrobiți (5–20 mm) |
| Principiul de funcționare | Cuțite rotative de compresie, impact sau de mare viteză | Abraziune și frecare prin discuri/freze rotative |
| Dimensiune de ieșire | 5 mm – 20 mm (fulgi/bucăți grosiere) | 0,1 mm – 0,5 mm (pulbere cu ochiuri de 30–80) |
| Generarea de căldură | Moderat (răcire de bază cu aer ambiental sau apă) | Ridicat (Necesită circuite active de răcire cu apă) |
| Consum de energie | Mai mic pe tonă (Reducere rapidă a volumului) | Mai mare pe tonă (reducere mai lentă și precisă) |
| Aplicație principală | Reducerea inițială a volumului, pregătirea transportului | Pregătire pentru reextrudare, compoundare |
Integrare secvențială în liniile de procesare
Operațiunile industriale de reciclare aleg rareori între aceste metode; le utilizează secvențial. Facilitățile alimentează resturi de PVC brute și voluminoase în concasoare de mare putere pentru a genera o măcinare consistentă de 5-20 mm. Acest material grosier uniform acționează apoi ca o materie primă controlată și previzibilă pentru pulverizator, prevenind blocajele mecanice și supraîncărcările motorului.
Controlul umidității între aceste etape este esențial, în special atunci când se reciclează deșeurile post-consum care necesită spălare. Prelucrarea materialului umed sau cu umezeală printr-o mașină de măcinat de mare viteză provoacă o aglomerare severă a pulberii și obstrucționează instantaneu sitele de calibrare. Dacă procesul dumneavoastră include granulare umedă, trecerea materialului printr-o... mașină centrifugă de deshidratare elimină umezeala de la suprafața fulgilor. Aceasta asigură o alimentare uscată și continuă în camera pulverizatorului.
Selectarea echipamentelor și verificări de întreținere
PVC-ul rigid conține aditivi abrazivi precum carbonatul de calciu, care accelerează uzura suprafețelor de tăiere. Inginerii de instalații trebuie să evalueze intervalele specifice de întreținere și mecanismele de siguranță atunci când specifică echipamentele.
Prioritizați următoarele criterii operaționale:
- Înlocuirea pieselor de uzură: Cuțitele rotative ale concasorului necesită calibrare și ascuțire frecventă a spațiului dintre discuri pentru a menține eficiența forfecării. Discurile sau ciocanele de șlefuit necesită înlocuire completă sau reprocesare odată ce debitul scade sau curentul motorului crește brusc.
- Monitorizare termică: Sistemele de măcinare trebuie să fie prevăzute cu senzori de temperatură automatizați, conectați la sistemul de alimentare. Sistemul trebuie să reducă automat viteza melcului de alimentare dacă temperaturile din cameră se apropie de pragurile de degradare a PVC-ului.
- Controlul prafului: Generarea de pulbere cu o grosime de 30–80 mesh creează pericole pentru particulele transportate în aer. Liniile de pulverizare necesită transport pneumatic închis, extracție ciclonică de mare viteză și filtre cu saci cu jet pulsat pentru a preveni acumularea de praf combustibil.
Întrebări frecvente
Pot introduce țevi voluminoase din PVC direct într-o mașină de șlefuit?
Nu. Mașinile de șlefuit (pulverizatoarele) necesită materie primă uniformă, predimensionată, cu grosimea de 5–20 mm. Alimentarea directă a articolelor voluminoase într-o mașină de șlefuit va bloca instantaneu discurile de măcinare, va declanșa defecțiuni la suprasarcina motorului și va sparge componentele interne. Mai întâi, trebuie să procesați articole rigide mari printr-un concasor principal.
De ce măcinarea PVC-ului necesită un consum de energie mai mare decât concasarea?
Măcinarea forțează plasticul grosier printr-un micro-spațiu dintre discurile zimțate, bazându-se pe o frecare susținută de mare viteză pentru a obține o pulbere cu o grosime de 30-80 mesh. Turația continuă necesară pentru a genera această frecare, combinată cu puterea consumată de pompele active de răcire cu apă și de suflantele pneumatice de transport, necesită un amperaj al motorului semnificativ mai mare per tonă procesată în comparație cu concasarea.
Cum pot preveni degradarea sau topirea PVC-ului în timpul procesului de șlefuire?
Preveniți degradarea termică asigurându-vă că circuitele active de răcire cu apă ale măcinătorului funcționează la debite și temperaturi specificate. Pulverizatoarele industriale circulă apa răcită prin carcasa discului staționar și prin ansamblurile de rulmenți pentru a extrage căldura de frecare. În plus, sistemele automate de alimentare trebuie să monitorizeze temperaturile camerei și să încetinească viteza de alimentare dacă căldura se apropie de punctul de topire al polimerului.

Echipamentele de deshidratare a foliei de plastic determină sarcina termică și eficiența volumetrică a liniilor de extrudare din aval. Foliile umede de polietilenă (PE) și polipropilenă (PP) cresc consumul de energie la uscare și cauzează frecvent blocaje în pâlniile extruderului. Modernizarea instalațiilor de deshidratare mecanică poate reduce timpii de uscare termică cu până la 30Energycle. Energycle proiectează aceste sisteme pentru a viza proprietățile fizice specifice ale ambalajelor flexibile și ale foliilor agricole.
Fluxul procesului și principiile mecanice
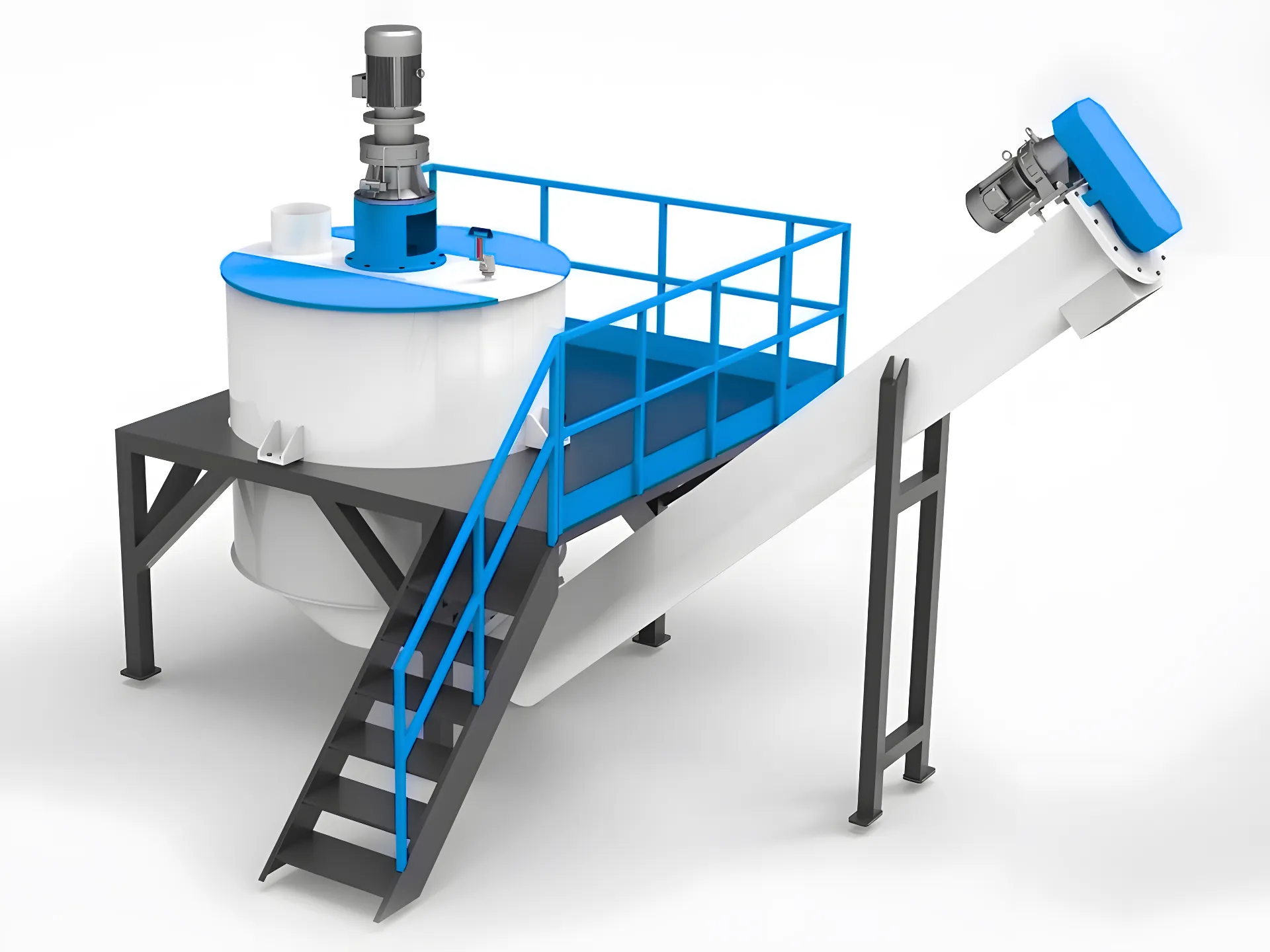
Îndepărtarea umidității superficiale și capilare din materialele plastice flexibile necesită echipamente adaptate limitelor structurale ale materialului. Facilitățile instalează în principal două categorii de utilaje: sisteme centrifuge și mașini de stoarcere.
Mecanica deshidratării centrifuge
O mașină centrifugă de deshidratare aplică forțe G de rotație ridicate pentru a separa apa de suprafață de fulgii de plastic în suspensie. Cercetările privind centrifugarea peliculelor de polietilenă de înaltă densitate (HDPE) demonstrează că materialele flexibile tind să formeze o "turtă de plastic" densă pe sita exterioară [1]. Acțiunea capilară captează apa reziduală în straturile răsucite și porii microscopici ai acestei turte.
Pentru a elimina această capilaritate, sistemele necesită configurații specifice ale rotorului și o dimensionare precisă a materialului. Menținerea dimensiunilor fulgilor de materie primă între 1 și 2 cm previne suprapunerea excesivă și minimizează retenția de apă. Aceste sisteme realizează de obicei o reducere de până la 90% a umidității de suprafață în câteva minute.
Principii de comprimare mecanică
Mașinile de comprimare a foliei procesează pungi spălate din PP, PE și țesute prin compresie mecanică. Un șurub conic cu cuplu ridicat forțează materialul umed împotriva unei matrițe restrictive sau a unui set de role. Această compactare fizică împinge lichidul afară prin site perforate.
Frecarea mecanică intensă generată în timpul compactării produce căldură, care inițiază evaporarea umidității rămase. Acest proces cu acțiune dublă reduce conținutul final de umiditate sub 5%. Instalațiile care alimentează extruderele cu acest material densificat și preîncălzit observă în mod regulat o creștere de 20% a producției de peletizare [2].
Specificațiile echipamentului și parametrii de performanță
Alegerea între eliminarea umidității bazată pe rotație și cea bazată pe compresie dictează cerințele utilităților și amplasarea instalației.
| Parametru | Deshidratare centrifugă | Mașini de stoarcere |
|---|---|---|
| Mecanismul principal | Rotație de mare viteză (forța G) | Compactare mecanică (șurub conic) |
| Umiditate țintă de ieșire | Reducere de apă de până la 90% | Umiditate finală sub 5% |
| Materie primă ideală | Fulgi HDPE/LDPE de 1–2 cm | PP spălat, folii PE, pungi țesute |
| Avantaj operațional | Reduce consumul de energie al uscătorului termic de către 15% | Crește randamentul extruderului cu 20% |
| Necesar de spațiu | Amprentă verticală sau orizontală | Integrare inline extrem de compactă |
Restricții privind materia primă și compatibilitatea materialelor
Selecția mașinii depinde în mare măsură de geometria și grosimea materialului de intrare. Peliculele subțiri și foarte flexibile se usucă rapid sub forța centrifugă, dar necesită o dimensionare corectă a sitei pentru a preveni pierderea de material. Peliculele agricole mai groase de mulcire și țesăturile nețesute necesită o forță mecanică mai mare furnizată de echipamentele de stoarcere.
Inginerii trebuie să dimensioneze capacitatea motorului cu precizie în funcție de debitul așteptat. Funcționarea continuă la volum mare va bloca un rotor subputert, provocând blocaje imediate pe linie. De asemenea, operatorii trebuie să potrivească dimensiunile perforațiilor sitei cu polimerul țintă pentru a preveni orbirea sitei.
Piese de uzură, întreținere și riscuri legate de timpul de funcționare
Deshidratarea mecanică funcționează în condiții de frecare severă și umiditate ridicată, accelerând uzura componentelor. Întreținerea preventivă dictează durata de viață operațională a sistemului.
- Pale de rotor și șuruburi: Supuse abraziunii constante din cauza contaminanților microscopici; necesită o suprafață de întărire sau înlocuire regulată pentru a menține rapoartele de compresie.
- Ecrane din oțel inoxidabil: Vulnerabil la orbire din cauza materialelor plastice topite sau a fulgilor neregulați; necesită spălare cu presiune programată și inspecții ale grosimii.
- Rulmenți și etanșări: Funcționarea la viteză mare și proximitatea apei necesită programe stricte de lubrifiere pentru a preveni defectarea catastrofală a rulmenților.
- Motoare de acționare: Tensiunea curelei și alinierea motorului trebuie verificate lunar pentru a preveni pierderile de transmisie a puterii.
Lista de verificare pentru punerea în funcțiune și acceptarea la fața locului
Verificați performanța echipamentelor în timpul testelor de acceptare în fabrică (FAT) sau al testelor de acceptare la fața locului (SAT) utilizând indicatori cuantificabili.
- Verificarea conținutului de umiditate: Colectați probe de ieșire la fiecare 30 de minute pentru a verifica dacă umiditatea finală rămâne sub 5% (storcătoare) sau respectă nivelul de referință de reducere 90% (centrifuge).
- Testarea debitului și a încărcării: Lăsați sistemul să funcționeze la capacitatea nominală 100% timp de 4 ore continue pentru a monitoriza vârfurile de amperaj ale motorului sau limitele de suprasarcină termică.
- Analiza vibrațiilor: Înregistrați deplasarea de bază a carcaselor rulmenților centrifugei pentru a detecta semnele timpurii de dezechilibru al rotorului.
- Consistența deversării: Confirmați că mecanismele automate de descărcare evacuează materialul procesat fără a se bloca sau a se încurca în jgheaburile de tranziție.
Întrebări frecvente
Ce cauzează retenția ridicată de umiditate în sistemele de deshidratare centrifugă?
Retenția de umiditate într-un sistem centrifugal rezultă de obicei din cauza geometriei incorecte a fulgilor sau a unei viteze insuficiente a rotorului. Filmele HDPE și LDPE tind să se plieze și să capteze apa în spațiile capilare, formând o turtă densă de material. Operatorii trebuie să mențină dimensiunile materiei prime între 1 și 2 cm pentru a preveni această captare capilară. În plus, orbirea sitei cauzată de ștergătoarele degradate restricționează ejecția apei. Inspecția de rutină a sitei și menținerea vitezelor specificate ale motorului asigură că mașina atinge marja de reducere a umidității necesară pentru 90%.
Cum influențează mașinile de stoarcere a foliei costurile energetice din aval ale extrudării?
Mașinile de comprimare a foliei comprimă materiale ușoare, cum ar fi pungile țesute și foliile de polietilenă, în aglomerate mai dense, semi-uscate. Această compactare fizică forțează apa să treacă printr-o sită tip butoi, generând în același timp căldură internă prin frecare, care evaporă umiditatea reziduală sub 5%. Alimentarea acestui material dens, preîncălzit, într-un extruder previne blocarea pâlniei și stabilizează presiunea topiturii. Facilitățile care înlocuiesc uscătoarele termice convenționale cu echipamente de comprimare înregistrează frecvent o scădere de 15% a costurilor totale de încălzire și o creștere de 20% a producției continue a extruderului.
Care sunt principalele moduri de defecțiune ale șuruburilor de comprimare a foliei?
Cel mai frecvent mod de defectare a șuruburilor de comprimare a peliculei este uzura abrazivă a segmentelor șuruburilor, care reduce direct raportul de compresie și lasă exces de umiditate în plastic. Defecțiunile secundare apar la rulmenții axiali, care absorb sarcini axiale imense în timpul procesului de compactare. Lubrifierea insuficientă sau supraîncărcarea mașinii cu materiale plastice rigide supradimensionate accelerează degradarea rulmenților. Operatorii trebuie să specifice muchii șuruburilor cu suprafață dură și să monitorizeze temperaturile uleiului cutiei de viteze pentru a maximiza durata de viață a componentelor și a preveni întreruperile neașteptate ale liniei de rulare.

Având în vedere creșterea costurilor energiei și a cerințelor mai stricte privind conținutul reciclat, așteptate în 2026, nu mai este fezabilă să ne bazăm pe tehnologii de măcinare învechite. Alegerea pulverizatorului de plastic potrivit pentru linia de producție de reciclare afectează în mod direct calitatea pulberii, producția zilnică, facturile la energie și buna funcționare a restului operațiunilor.
Introduceți fulgi sau granule curate din granulator sau tocător, iar pulverizatorul le transformă într-o pulbere fină uniformă, care intră direct în rototurnare, producția de masterbatch sau compounding de înaltă calitate. Dacă alegeți varianta potrivită, vă veți confrunta cu dimensiuni inconsistente ale particulelor, supraîncălzire, schimbări frecvente ale lamelor sau un blocaj care încetinește întreaga linie.
Acest ghid vă prezintă fiecare punct de decizie cu pași clari, exemple reale și liste de verificare practice pe care le puteți folosi astăzi. Până la final, veți ști exact la ce să fiți atenți și cum să confirmați că alegerea dvs. se potrivește obiectivelor de reciclare pentru 2026.
Ce face un pulverizator de plastic într-o linie modernă de reciclare
Un pulverizator de plastic preia material plastic măcinat rigid sau semirigid și îl reduce în pulbere, de obicei cu o grosime de 20–120 mesh (aproximativ 840–125 microni). Spre deosebire de granulatoarele care produc așchii sau fulgi pentru reextrudare, pulverizatoarele creează pulberea fină și fluidă necesară pentru rezervoarele și recipientele de turnare rotațională, pentru compoundarea țevilor și profilelor din PVC sau pentru masterbatch-ul colorat.
Într-o linie modernă tipică, secvența se desfășoară astfel:
[ Tocător / Granulator ] ➔ [ Mașină de spălat și uscător centrifugal ] ➔ [ Pulverizator de plastic ] ➔ [ Depozitare siloz / Peletizator ]
Pulverizatorul este lăsat pe loc după curățare și uscare, deoarece materialul curat și uscat previne aglomerarea și prelungește durata de viață a discului sau a lamei.
Principalele tipuri de pulverizatoare de plastic pe care le veți întâlni în 2026
Majoritatea liniilor de reciclare utilizează modele standard cu disc sau turbo. Unitățile criogenice apar atunci când manipulați rășini speciale sau aveți nevoie de pulbere ultrafină sub 100 mesh fără pierderi de calitate. Iată o scurtă comparație:
| Tipul pulverizatorului | Cel mai bun pentru | Avantaje cheie | Considerații |
|---|---|---|---|
| Pulverizator cu disc | PVC rigid, PE | Finețe constantă; răcire cu aer/apă încorporată; durată lungă de viață a discului. | Cel mai comun și rentabil. |
| Turbo / Lamă | Materiale plastice mai moi, de calitate filmică | Folosește forța de impact; randament mai mare pentru materiale specifice. | Poate necesita o întreținere mai frecventă a lamei. |
| Criogenic | HDPE rezistent, sensibil la căldură | Folosește azot lichid pentru a preveni topirea și oxidarea; rezultat ultrafin. | Costuri inițiale și operaționale mai mari. |
Proces pas cu pas pentru a selecta pulverizatorul de plastic
Urmați acești pași în ordine. Fiecare se bazează pe precedentul și previne modificările costisitoare ulterioare.
Pasul 1: Definiți materialul de intrare și volumul zilnic
Enumerați principalii polimeri pe care îi procesați: PVC rigid, folie sau țeavă LLDPE/HDPE, rafie PP sau material recirculat postindustrial mixt. Măsurați dimensiunea medie a fulgilor după granulator (de obicei 5-10 mm) și vizați tonajul orar sau zilnic. Adăugați un tampon 10-20%, astfel încât pulverizatorul să nu priveze niciodată echipamentul din aval.
Exemplu: O instalație medie care produce 8 tone pe zi de țevi din PVC recirculate are nevoie de un model cu o capacitate nominală de 400–500 kg/h pentru funcționare continuă.
Pasul 2: Setați finețea necesară a pulberii
Rototurnarea necesită de obicei o grosime a ochiurilor de plasă de 35–60. Masterbatch-ul de înaltă calitate sau compoundarea cu pereți subțiri necesită adesea o grosime a ochiurilor de plasă de 80–120. Pulberea mai fină îmbunătățește curgerea și finisajul suprafeței, dar crește consumul de energie și uzura. Alegeți o mașină cu clasificator reglabil sau site interschimbabile, astfel încât să puteți seta intervalul exact fără a cumpăra o a doua unitate.
Pasul 3: Capacitatea de potrivire și integrarea liniei
Pulverizatorul dumneavoastră de plastic trebuie să țină pasul cu producția granulatorului și să alimenteze etapa următoare fără rezervoare de supratensiune sau timpi de nefuncționare. Căutați modele cu acționări cu frecvență variabilă (VFD) pe motorul principal. Acestea vă permit să încetiniți rotorul atunci când rulați sarcini mai ușoare și economisiți 15–25% la energie electrică în comparație cu unitățile cu viteză fixă.
Pasul 4: Evaluarea performanței de răcire și energie
Căldura este inamicul. PVC-ul se degradează peste 160 °C; PE și PP se înmoaie și se întind. Modelele răcite cu aer sunt potrivite pentru sarcini mai ușoare, în timp ce discurile cu manta de apă sau sistemele vortex cu aer forțat fac față sarcinilor mai grele. În 2026, modelele de top folosesc motoare IE4 de înaltă eficiență și rulmenți etanși care reduc consumul de energie cu până la 30% față de modelele mai vechi.
Pasul 5: Examinați funcțiile de automatizare, siguranță și întreținere
- Alimentarea și descărcarea automată reduc munca la un singur operator.
- Sistemele de colectare a prafului și cele cu circuit închis mențin instalația curată și respectă reguli stricte privind calitatea aerului.
- Ușile ușor accesibile contează - unele modele vă permit să schimbați un set complet de discuri în mai puțin de 30 de minute.
- Sfat: Discurile de calitate din carbură de tungsten sau aliaj călit ar trebui să reziste 800–1.500 de ore pe PVC curat.
Pasul 6: Calculați costul total de proprietate (TCO)
Prețul de achiziție este doar începutul. Adăugați energie, întreținere, piese de schimb și timpul de nefuncționare prevăzut. O mașină $5.000 mai ieftină, care necesită discuri noi la fiecare 400 de ore, vă va costa mult mai mult în primul an decât un model premium cu intervale mai lungi și un consum redus de energie.
📋 Listă de verificare pentru decizii rapide
- [ ] Tipuri de polimeri confirmate?
- [ ] Intervalul țintă al ochiurilor de plasă este setat?
- [ ] Capacitatea orară cu bufferul 15% calculată?
- [ ] Sistemul de răcire se potrivește cu sensibilitatea la căldură a materialului?
- [ ] VFD și automatizare incluse?
- [ ] Producătorul oferă o măcinare de probă pe fulgii dumneavoastră reali?
- [ ] Piese de schimb și service local disponibile în termen de 48 de ore?
Dacă răspundeți da la toate Șapte, aveți un candidat puternic.
Cum să integrați pulverizatorul în linia dvs. completă de producție
- Plasați unitatea după uscătorul centrifugal, astfel încât semnalul să rămână sub 0,5% umiditate.
- Folosiți un încărcător cu vid sau un transportor cu șnec cu senzori de nivel pentru a menține buncărul plin la 60–70% și a evita supratensiunile.
- Instalați un detector de metale chiar înainte de gâtul de alimentare - metalul vagabond distruge rapid discurile.
- Pentru funcționarea în buclă închisă, particulele supradimensionate sunt direcționate înapoi la intrare printr-un clasificator de aer. Acest lucru crește randamentul la 95%+ și reduce risipa.
Capcane comune și cum să le eviți
- Cumpărând doar pe baza prețului: Descoperirea unor facturi mari la energie sau a uzurii constante a lamelor șase luni mai târziu.
- Ignorarea testării materialelor: Trimiteți întotdeauna furnizorului mostre de 50–100 kg pentru o măcinare de probă.
- Supradimensionarea mașinii: Funcționarea la o sarcină de 30% risipește energie electrică și provoacă uzură neuniformă.
- Omiterea controlului prafului: Se confruntă cu amenzi de reglementare sau cu o calitate slabă a aerului la locul de muncă.
Program de întreținere care menține randamentul ridicat
- Zilnic: Verificați admisia și evacuarea pentru depuneri; inspectați filtrele de praf.
- Săptămânal: Curățați sitele clasificatorului; ungeți rulmenții conform manualului.
- Lunar: Măsurați distanța dintre disc și reglați-o; înregistrați puterea consumată.
- La fiecare 800–1.200 de ore: Rotiți sau înlocuiți elementele de șlefuire; efectuați o verificare completă a alinierii.
Urmați această rutină și vă puteți aștepta la 4-6 ani de funcționare fiabilă înainte de o revizie majoră.
Ce se schimbă în tehnologia pulverizatoarelor de plastic în 2026
VFD-urile și senzorii inteligenți sunt acum standard la modelele din gama medie, permițându-vă să monitorizați vibrațiile, temperatura și puterea în timp real prin intermediul unei aplicații pentru telefon. Noile acoperiri compozite pentru discuri prelungesc durata de viață a fluxurilor abrazive reciclate. În plus, producătorii se concentrează pe un zgomot redus (sub 85 dB) și pe designuri modulare, astfel încât să puteți actualiza răcirea sau clasificarea ulterior, fără a înlocui întreaga mașină.
Întrebări frecvente (FAQ)
Î: Care este diferența dintre un granulator și un pulverizator de plastic?
R: Un granulator taie bucăți mari de plastic în așchii sau fulgi de 5-10 mm, potrivite pentru turnare prin injecție sau reextrudare. Un pulverizator preia acești fulgi și îi macină într-o pulbere fină (20-120 mesh) necesară pentru rototurnare sau compoundare.
Î: Poate un pulverizator de plastic să proceseze materiale umede?
R: Nu. Umiditatea trebuie menținută sub 0,5%. Materialele umede provoacă aglomerări, înfundă sitele clasificatorului, reduc randamentul și pot deteriora grav discurile de măcinare. Folosiți întotdeauna un uscător înainte de pulverizare.
Î: Pulverizatoarele consumă multă energie electrică?
R: Sunt mari consumatoare de energie, dar sistemele moderne 2026, dotate cu motoare IE4 de înaltă eficiență, designuri optimizate ale discurilor și acționări cu frecvență variabilă (VFD), pot reduce consumul de energie cu până la 30% în comparație cu modelele mai vechi.
Gata să mergi mai departe?
Prezentați specificațiile materialelor, capacitatea țintă și nevoile de finețe la câțiva furnizori de renume și solicitați teste pe materia primă reală. Comparați rapoartele unul lângă altul folosind lista de verificare de mai sus.
Dacă dețineți o linie de reciclare a PVC, PE sau PP și doriți să vedeți utilaje de înaltă eficiență construite pentru funcționare continuă, explorați opțiunile avansate Mașini de șlefuit PVC și plastic la Energycle. Echipa noastră poate analiza mostrele dumneavoastră și vă poate afișa date exacte despre performanță, adaptate liniei dumneavoastră specifice.
Acum aveți un cadru complet și utilizabil. Folosiți-l, testați-l temeinic și veți instala un pulverizator de plastic care crește producția, reduce costurile și livrează pulbere constantă zi de zi.


La Energycle, procesăm mii de tone de sticle PET în fiecare an. Am testat atât metode de concasare umedă, cât și uscată în instalații reale. De nenumărate ori, concasarea umedă își dovedește valoarea pentru operatorii care vizează fulgi de înaltă calitate și operațiuni fără probleme.
Concasorarea umedă adaugă apă direct în camera de concasare pe măsură ce sticlele se alimentează. Acest pas simplu schimbă întregul proces. Apa răcește materialul, clătește murdăria și ajută la separarea rapidă a etichetelor. Concasorarea uscată elimină apa, ceea ce menține configurarea simplă, dar aduce provocări precum praful și căldura.
Operatorii ne întreabă adesea de ce recomandăm concasarea umedă pentru majoritatea liniilor PET. Motivele se rezumă la rezultate mai bune, costuri pe termen lung mai mici și întreținere mai ușoară. Să analizăm principalele avantaje pe care le vedem în fiecare zi.
Îndepărtare superioară a contaminanților de la început
Apa acționează ca un agent de clătire în timpul zdrobirii. Pe măsură ce lamele sfărâmă sticlele, apa spală imediat nisipul, pietrișul, pulpa de hârtie și adezivii slăbiți. Acest lucru previne încorporarea contaminanților în fulgii de PET.
În sistemele uscate, etichetele și adezivul se pot întinde pe suprafețe atunci când se acumulează căldură. Acest lucru obligă la efectuarea unor etape suplimentare de curățare ulterioare. Prin concasare umedă, fulgii ajung mai curați în etapa de spălare. Facilitățile cu care colaborăm raportează cu până la 30% mai puține reziduuri după concasarea inițială.
Această curățare timpurie se traduce printr-un rezultat mai pur, care îndeplinește standardele stricte pentru rPET de calitate alimentară.
Protecția calității materialelor și a vâscozității intrinseci
PET-ul se degradează atunci când se încălzește prea tare. Fricțiunea din concasoarele uscate crește rapid temperaturile, ceea ce scade vâscozitatea intrinsecă (IV). O vâscozitate intrinsecă mai mică înseamnă peleți mai slabi și pierdere de valoare.
Apa menține totul rece. Absoarbe căldura și previne deteriorarea termică. Testele efectuate pe liniile noastre arată că fulgii zdrobiți umezi mențin valori IV mai mari, adesea cu 0,05–0,1 puncte, comparativ cu metodele uscate.
Cumpărătorii plătesc mai mult pentru un material consistent, cu IV ridicat. Concasarea umedă vă ajută să obțineți fulgi care oferă prețuri mai bune, fără tratamente suplimentare.
Durată de viață extinsă a echipamentelor și întreținere redusă
Concasarea uscată creează o uzură puternică a lamelor și sitelor. Particulele abrazive precum nisipul freacă metalul fără lubrifiere.
Apa amortizează acțiunea și îndepărtează abrazivii. Lamele rămân mai ascuțite mai mult timp, iar sitele se înfundă mai rar. Operatorii ne spun că înlocuiesc lamele 40–50% mai rar în cazul sistemelor umede.
Mai puține defecțiuni înseamnă un timp de funcționare mai lung și costuri de reparații mai mici în timp.
Operațiuni mai sigure, mai curate și mai silențioase
Concasarea uscată produce nori de praf și particule de plastic. Acest lucru ridică riscuri pentru siguranță și necesită o ventilație puternică.
Metodele umede controlează aproape complet praful. Apa leagă particulele, astfel încât spațiul de lucru rămâne mai curat, iar lucrătorii se confruntă cu mai puține pericole.
Zgomotul scade și el vizibil. Apa amortizează impactul palelor, creând o instalație mai silențioasă, care menține confortul echipelor în timpul turelor lungi.
Eficiență energetică și performanță constantă
Apa creează o sarcină mai lină asupra motoarelor. Consumul de putere rămâne constant în loc să crească brusc în timpul alimentărilor dificile.
Multe linii pe care le instalăm consumă în general mai puțină energie electrică prin concasare umedă, chiar și după luarea în considerare a pompelor. Câștigurile provin din tăierea eficientă și reducerea frecării.
Sfaturi practice pentru maximizarea beneficiilor concasării umede
Alegeți debitul de apă potrivit. Începeți cu o greutate a materialului de 5–10% și ajustați în funcție de nivelurile de contaminare. concasoare umede pentru sticle PET sunt proiectate cu sisteme reglabile de injecție a apei pentru a facilita această optimizare.
Adăugați o etapă de pre-sortare. Îndepărtați capacele și murdăria persistentă înainte de concasare pentru a ușura încărcătura.
Mențineți pH-ul adecvat al apei. Nivelurile neutre sau ușor alcaline ajută la desprinderea etichetelor fără a deteriora PET-ul.
Reciclați apa de proces. Folosiți rezervoare de filtrare și decantare pentru a o reutiliza și reduceți necesarul de apă proaspătă cu până la 70%.
Se combină cu o spălare puternică în aval. Concasarea umedă se ocupă de prima curățare; urmată de spălare la cald și separatoare prin frecare pentru o puritate maximă.
Îi ghidăm pe fiecare client Energycle prin aceste ajustări în timpul configurării. Micile modificări îmbunătățesc adesea rapid calitatea rezultatelor.
Vă interesează linii complete de reciclare PET? Consultați pagina noastră Sisteme de spălare a sticlelor PET sau comparați opțiunile pe site-ul nostru Ghid pentru echipamente de reciclare PET.
Informații din surse din industrie
Experții susțin aceste avantaje. O analiză detaliată a măcinării umede în reciclarea materialelor plastice evidențiază un consum redus de energie, funcționare mai silențioasă și un control mai bun al materialului recuperat. Studiile privind metodele de concasare arată, de asemenea, că procesele umede îmbogățesc componentele pure mai eficient.
Pentru un context mai larg al reciclării PET-urilor, EPA observă un potențial ridicat de recuperare atunci când procesele minimizează degradarea.
Concasarea umedă este remarcabilă pentru reciclatorii serioși de PET. Oferă fulgi mai curați, protejează valoarea materialului, reduce întreținerea și creează un mediu de lucru mai bun. Instalarea inițială costă mai mult decât sistemele uscate, dar beneficiile în materie de calitate și eficiență se adună rapid.
Contactați Energycle Dacă doriți să explorați concasarea umedă pentru operațiunea dumneavoastră, vă împărtășim date reale de la instalații care corespund dimensiunii dumneavoastră.