


Ez az útmutató folyamatmérnökök, üzemvezetők és beszerzési csapatok számára készült, akik értékelik a következőket: PET palackmosó sor új épület építéséhez vagy kapacitásbővítéshez. Az előzetesen meghozott döntések – a mosási folyamat típusa, a kapacitáspuffer, a kimeneti minőségcél és a közműinfrastruktúra – meghatározzák az üzemeltetési költségeket és az ellátható piacokat. Dolgozzon át az alábbi szakaszokon, majd kérjen alapanyag- és kapacitásfelmérést az árajánlatkérés kiadása előtt.
Mit csinál egy PET palackmosó sor?
A PET-palackmosó sor a bálázott, fogyasztás utáni PET-palackokat tiszta, száraz PET-pelyhekké alakítja, amelyek pelletizálásra, szálképzésre vagy közvetlen palackozásra alkalmasak. A sor nem egyetlen gép, hanem egymás utáni folyamatszakaszok halmaza, amelyek mindegyike egy adott szennyezőanyag-típust vagy anyagfrakciót céloz meg.
Egy szabványos gyártósor az alábbi szakaszokon keresztül mozgatja az anyagot:
- Bálázó / bálatörő: Szabályozott sebességgel nyitja ki a tömörített bálákat és adagolja a palackokat a szállítószalagra.
- Előválogató szállítószalagPVC, HDPE, fém és papír kézi vagy optikai eltávolítása a méretcsökkentés előtt.
- Címkeeltávolító / súrlódásos előmosóLecsupaszítja a zsugorfóliákat és a papírcímkéket a zúzóberendezés előtt, csökkentve a szennyeződések átvitelét.
- Nedves granulátor / zúzó: A palackokat pelyhekké aprítja egy 12–18 mm-es lyukméretű szita segítségével; az anyag a vágókamrában kering, amíg át nem halad rajta.
- Mosogató/úszó elválasztó tartályVíz segítségével elválasztja a PET-et (sűrűség ~1,33–1,38 g/cm³) a poliolefin kupakoktól és a címketöredékektől (sűrűség 1,0 g/cm³ alatt).
- Hideg vagy meleg mosási szakaszEltávolítja a ragasztókat, a szerves szennyeződéseket és a maradék italokat. Ez a legfontosabb eljárás (lásd a következő szakaszt).
- Öblítési szakaszLemossa a mosószert és a fellazított maradványokat a felületről.
- Centrifugális szárítóMechanikusan eltávolítja a felületi nedvességet a termikus szakasz előtt.
- Termikus szárítógépA végső nedvességtartalmat 1% alá csökkenti.
- Tároló siló / zsákoló állomásTiszta pelyheket tárol a további átvitelhez.
Minden egyes szakasz potenciális szűk keresztmetszetet jelent. Egy eltömődött szórófej, egy elkopott zúzólapát vagy egy elárasztott mosogató/úszótartály minden egyes további ponton rontja a minőséget – ezért a berendezések méretezése és karbantartásának megtervezése egyenlő súllyal esik latba minden komoly beszerzés során.
Hideg kontra meleg mosás: A legfontosabb döntési folyamat
A hideg és meleg PET palackmosó sor közötti választás befolyásolja a tőkeköltségeket, a beépített energiát, a víz kémiai összetételét és a vásárlók által elfogadható kimeneti minőséget. Ha ezt a döntést rosszul döntjük el, semmilyen optimalizálás nem fogja azt helyrehozni.
Hideg mosás Körülbelül 10–20 °C-os vizet használ. Hatékonyan eltávolítja a laza szennyeződéseket, címkéket és a könnyű felületi maradványokat. Mivel nincs szükség fűtőrendszerre, az energiafelhasználás alacsonyabb, és a PET polimer hőterhelése minimális. A hideg mosás megfelelő a rostokhoz, pántolásokhoz vagy nem élelmiszeripari merev csomagolásokhoz szánt pelyhekhez, ahol a szennyeződési küszöbértékek kevésbé szigorúak.
Forró mosás A mosóvíz hőmérsékletét 50–60 °C-ra emeli, jellemzően marónátronnal (NaOH) vagy szabályozott koncentrációban adagolt, élelmiszeripari minőségű mosószerrel. A magas hőmérséklet feloldja a ragasztómaradványokat, zsírokat és olajokat, amelyeket a hideg víz nem tud megbízhatóan eltávolítani. Csökkenti a mikrobiális terhelést is – ami az élelmiszerrel való érintkezésre vonatkozó tanúsítvány előfeltétele. A forró mosósorok nagyobb beépített teljesítményt nyújtanak, és gőz- vagy elektromos fűtőinfrastruktúrát igényelnek, de ezek a szabványos konfigurációk a palackról palackra (B2B) rPET esetében.
| Paraméter | Hideg mosókötél | Forró mosóvonal |
|---|---|---|
| Mosóvíz hőmérséklete | 10–20°C | 50–60°C |
| Mosószer/lúg adagolás | Nem kötelező | NaOH vagy élelmiszeripari minőségű mosószer szükséges |
| Ragasztó és zsír eltávolítása | Korlátozott | Hatékony |
| Mikrobiális redukció | Részleges | Jelentős |
| Tipikus kimeneti minőség | Rost, pántolás, nem élelmiszeripari csomagolóanyagok | Élelmiszeripari minőségű rPET, palackról palackra |
| Telepített teljesítmény (relatív) | Alacsonyabb | Magasabb (a fűtési rendszer növeli a terhelést) |
| Tőkeköltség (relatív) | Alacsonyabb | Magasabb (kb. 15–25% prémium; szállítónként változó) |
Ha a downstream vásárló EFSA-kompatibilis, élelmiszeripari minőségű rPET-et igényel, akkor a minimális konfiguráció egy meleg mosóvezeték. Az EU 2022/1616/EU rendelete [1], amely 2022 szeptembere óta van hatályban, jelentősen szigorította a fertőtlenítési küszöbértékeket – a toluol, a klórbenzol és a metil-szalicilát megengedett maradékanyag-szintjei akár 50%-vel is csökkentek a korábbi határértékekhez képest. A hideg mosás önmagában nem tudja megbízhatóan teljesíteni ezeket a küszöbértékeket.
Kapacitástervezés: A gyártósor és az alapanyag mennyiségének összehangolása
A méretezési hibák mindkét irányban költségekkel járnak. Egy túlméretezett gyártósor részleges terheléssel működik, ami megnöveli a feldolgozott tonnánkénti fajlagos energiafogyasztást. Egy alulméretezett gyártósor állandó korlátot jelent a begyűjtési mennyiség és a bevétel szempontjából.
Használd ezt a képletet kiindulópontként:
Szükséges kapacitás (kg/h) = Teljes napi alapanyag (kg) ÷ Üzemórák száma naponta
Egy 10 000 kg/nap feldolgozást végző üzemnek 20 üzemórán keresztül egy 500 kg/h névleges teljesítményű gyártósorra van szüksége. Mielőtt a beszállítónak megadná a szükséges adatokat, adjon hozzá egy 20–25% puffert a tervezett karbantartási időszakokra, a szezonális csúcsforgalomra és a nem tervezett leállásokra.
Az iparági konfigurációk általában három sávba sorolhatók:
- Kis vezetékek (500–1000 kg/h)Regionális gyűjtőhálózatok vagy korai fázisú műveletek számára alkalmas.
- Közepes vezetékek (1000–2000 kg/h)Standard a közepes méretű újrahasznosítók számára, akik már meglévő átvételi szerződésekkel rendelkeznek.
- Nagy vezetékek (2000 kg/h felett)Ipari méretű üzemeltetők vagy országos gyűjtési programokkal rendelkezők használják.
A helyigény arányosan skálázódik. Egy referenciaként szolgáló 1000 kg/h teljesítményű PET-palack mosósor körülbelül 90 m × 8 m × 6 m területet foglal el, és körülbelül 215 kW beépített teljesítményt fogyaszt. Ha a bővítés öt éven belül valószínűsíthető, a létesítményt úgy kell megépíteni, hogy nagyobb zúzót és további szárítókapacitást lehessen elhelyezni – az épületszerkezet utólagos utólagos felújítása lényegesen többe kerül, mint az elektromos áramkörök és a szállítószalagok előzetes méretezése a kezdeti építés során.
Kimeneti minőség, pelyhek minősége és szabályozási követelmények
A megcélzott pehelyminőség határozza meg a célpiacot és a szükséges gyártósor-konfigurációt. A magasabb értékű minőségre való áttérés a projekt közben költséges; határozza meg a végső piacot, mielőtt az árajánlatkérést elküldené.
Nem élelmiszeripari minőségű
Szál-, pánt- vagy nem élelmiszeripari hőformázás esetén a hideg mosósor jellemzően 1% alatti nedvességtartalmú és 100 ppm alatti PVC-szennyezettségű pelyheket szállít. Ezek a specifikációk megfelelnek a legtöbb európai és amerikai átvételi szerződésnek a szálas és lemezes rPET esetében. A belső viszkozitás (IV) megtartása attól függ, hogy milyen agresszíven szárítják az anyagot, és hogy az alapanyag tartalmaz-e lebomlott PET-et.
Élelmiszerrel érintkező és palackról palackra gyártott típusok
A forró mosás szükséges, de nem elégséges az élelmiszeripari minőségű termékek előállításához. Az EU (EU) 2022/1616 rendelet [1] értelmében a technológiafejlesztőknek próbavizsgálatot kell benyújtaniuk, amely igazolja, hogy folyamatuk megfelel az EFSA tisztítási hatékonysági referenciaértékeinek, mielőtt engedélyeztetnék azt az újrahasznosítóknak. Üzemüzemeltetőként Ön egy EFSA által engedélyezett folyamatot használ, és nyilvántartást vezet arról, hogy a bemeneti anyaga megfelel a validált alapanyag-specifikációnak. Az EFSA pozitív tudományos véleményeket adott ki azokra az egyes folyamatokra, amelyek megfelelnek a frissített fertőtlenítési szabványoknak [2].
Az amerikai piacon forgalmazott, élelmiszerrel érintkezésbe kerülő rPET esetében az FDA küszöbértéke minden egyes helyettesítő szennyezőanyagra 220 µg/kg alatt van a gyantában [3]. Mindkét eljárás dokumentált folyamatszabályozást igényel, nem csak berendezéseket.
Színrendezés és pehelyérték
Egy optikai színválogató hozzáadása növeli a tonnánkénti bevételt azáltal, hogy szétválasztja az átlátszó, világoskék és színes frakciókat. Az átlátszó pehely a legmagasabb azonnali árat kínálja; a kevert színű anyagot a rostgyártók jellemzően kedvezményesen veszik fel. Az optikai válogató tőkeköltségének indokoltsága a vételi szerződéses feltételektől és a regionális piaci áraktól függ – végezzen számításokat a gyártósor specifikációjának véglegesítése előtt.
Közművek és infrastruktúra-követelmények
A PET palackmosó sor egy folyamatlétesítmény, nem csak gép. A közművek alulspecifikálása a munkálatok megkezdése előtt az üzembe helyezési késedelmek és a költségtúllépések egyik leggyakoribb oka.
A helyszíntervezés előtt megerősítendő legfontosabb közműadatok:
- Elektromos ellátásEgy 1000 kg/h teljesítményű meleg mosóvezeték körülbelül 215 kW beépített teljesítményt vesz fel; a nagyobb vezetékek arányosan méretezhetők. A telephely bérleti szerződésének aláírása előtt ellenőrizze a rendelkezésre álló transzformátorkapacitást és a fázisegyensúlyt a közműszolgáltatójával.
- Frissvíz és recirkulációA zárt hurkú recirkuláció a feldolgozott PET tonnájánként körülbelül 1–2 m³-re csökkenti a friss vízigényt. Recirkuláció nélkül a vízigény jelentősen megnő, és a szennyvíz mennyisége is arányosan növekszik.
- SzennyvízkibocsátásA mosóvíz oldott ragasztókat, mosószermaradványokat és finom részecskéket tartalmaz. Minden EU-tagállamban előkezelést kell végezni a KOI, pH és szuszpendált szilárd anyagok helyi kibocsátási engedélyezési határértékeinek betartása érdekében. A vízkör tervének véglegesítése előtt erősítse meg az engedélyezési feltételeket.
- Sűrített levegőAz optikai válogatók, pneumatikus szállítószalagok és szelepmozgatók stabil sűrített levegőellátást igényelnek, jellemzően 6–8 bar nyomáson. Az áramlási sebesség a válogatógép kidobóinak számától függ.
- Gőz- vagy elektromos fűtés (csak forróvezetékek)A melegvíz-tartályhoz külön fűtőkör szükséges. Gőz használata esetén a nyomásálló csővezeték és a kondenzvíz-visszavezető rendszer is hozzájárul a polgári jogi előírásokhoz.
A mennyezet magasságát gyakran figyelmen kívül hagyják. A termikus szárítók és tárolósilók gyakran 6-8 m szabad belső belmagasságot igényelnek. Ellenőrizze ezt a méretet a bérleti szerződés aláírása vagy az építési munkálatok megkezdése előtt.
Kopóalkatrészek, karbantartási ütemterv és üzemidő kockázata
Egy PET palackmosó sor jól működő üzemben évente 6000–8000 órán keresztül folyamatosan dolgoz fel abrazív, szennyezett alapanyagot. A kopás előre látható. A tervezés elmulasztása teszi a leállásokat költségessé.
Elsődleges kopóelemek és diagnosztikai jeleik:
- ZúzópengékA tompa pengék növelik a motor áramfelvételét, egyenetlen pehelyméret-eloszlást eredményeznek, és több finomszemcsét termelnek. Az öblítővíz vágókamrába fecskendezése működés közben csökkenti a súrlódást és meghosszabbítja a penge élettartamát. A motoráram nyomon követése állandó előtolási sebesség mellett – a tartósan növekvő trend a pengecsere esedékességét jelzi.
- Zúzó szitákA furatok idővel deformálódnak és megváltoztatják a lemezkék méreteloszlását. Minden tervezett karbantartási leálláskor ellenőrizni kell, és cserélni kell, ha a furat geometriája meghaladja a tűréshatárt.
- Súrlódó alátét lapátokA kopás közvetlenül csökkenti a súrolás intenzitását, növelve a kimeneti pelyheken maradó szennyeződést. Ellenőrizze a lapát vastagságát minden 500 órás szervizeléskor.
- Szállítószalagok: Ellenőrizze a szélek rojtosodását és az egyenetlen futást; egy meghibásodott szalag leállítja a teljes gyártósort.
- Permetező fúvókákAz eltömődött fúvókák egyenetlen mosási zónákat hoznak létre. Öblítse át minden műszakváltáskor, vagy minden erősen szennyezett adag után.
- Csapágyak és hajtásokA gyártó által előírt időközönként kenje. A túlzott zsírzás ugyanolyan könnyen károsítja a tömítéseket, mint a nem megfelelő zsírzás.
A kritikus fontosságú fogyóeszközöket – pengéket, szitákat, szíjakat és fúvókákat – raktáron kell tartani. A nem raktáron lévő beszállítóktól származó megmunkált alkatrészek szállítási ideje a származási helytől függően négy-tizenkét hét is lehet. Egyetlen, nem tervezett, többnapos leállás jellemzően többe kerül, mint egy teljes évnyi megelőző alkatrész-készlet. Ütemezz be átfogó karbantartási időszakot 500–1000 üzemóránként, lehetőség szerint a tervezett alapanyag-hiányokhoz igazítva.
Kiválasztási ellenőrzőlista árajánlatkérés előtt
Használja ezt a listát az árajánlatkérések strukturálásához és a beszállítók minősítéséhez, mielőtt kereskedelmi tárgyalásokat kezdene.
Folyamat- és kimeneti specifikáció
- A célzott kimeneti minőség megerősítése a downstream vevővel (élelmiszerrel érintkező vs. nem élelmiszerrel érintkező)
- Szükséges pelyhek mérettartománya (jellemzően 12–14 mm; a végfelhasználáshoz igazítsa)
- Nedvességtartalom a gyártósor kijáratánál (célérték 1% alatt)
- PVC tolerancia a kimenetben (jellemzően 100 ppm alatt a minőségi osztályok esetében)
- Szín szerinti szortírozási követelmény megerősítve (igen/nem, és célminőség)
Kapacitás és közművek
- Névleges kapacitás (kg/h) 20–25% felfelé irányuló pufferrel, amely az árajánlatkérésben szerepel
- Elérhető beépített teljesítmény (kW) és transzformátor belmagassága megerősítve
- Édesvízellátási arány és kibocsátási engedély ellenőrizve
- A beszállítónak közölt alapterületi korlátozások (H × Sz × M, beleértve a belmagasságot is)
Mechanikai és ellátási lánc kockázat
- A legfontosabb kopóalkatrészek (pengék, szűrők, szíjak) EU-s vagy amerikai raktárkészlet-forgalmazóktól kaphatók.
- A gyártó által megadott csere pengék és sziták átfutási ideje
- A PLC/vezérlőrendszer kompatibilitása a meglévő üzemi SCADA rendszerrel igazolva
- A gyártás megkezdése előtt írásban egyeztetett FAT eljárás és elfogadási kritériumok
Szabályozási és kereskedelmi
- A jótállás időtartama, hatóköre és kizárásai áttekintése
- Helyszíni üzembe helyezési támogatás (napok, utazási költségek, eszkalációs folyamat)
- Élelmiszeripari minőségű gyártósorok esetében: az EFSA folyamatengedélyezési referenciaszáma vagy az FDA kifogás nélküli nyilatkozata a vásárlás előtt megerősített technológiára vonatkozóan
Gyakran ismételt kérdések
Milyen nedvességtartalmat kell elérnie a tiszta PET-pelyheknek a pelletizálás előtt?
Egy megfelelően specifikált szárítószakasznak – centrifugális szárítónak, amelyet egy termikus szárító követ – 1% tömegszázalék alatti nedvességtartalmú pelyheket kell előállítania. Az ezen szint feletti nedvességtartalom felgyorsítja a belső viszkozitás (IV) csökkenését az olvadékfeldolgozás során, növeli a szerszámnyomás ingadozását, és felületi hibákat okozhat a kész pelletben vagy rostban. Ha a folyamat a pelyhesítési szakaszban ér véget, ugyanaz a 1% küszöbérték vonatkozik a tárolási stabilitásra és a szabványos átvételi szerződések betartására.
Meddig bírják a zúzópengék a PET-palackok mosósorában?
Az élettartam függ az alapanyag koptató hatásától, a penge anyagának keménységétől, és attól, hogy működés közben befecskendeznek-e öblítővizet a vágókamrába – a befecskendezett víz csökkenti a súrlódást és mérhetően meghosszabbítja a penge élettartamát. A tipikus intervallumok néhány száztól több ezer üzemóráig terjednek, ezen változóktól függően. A legmegbízhatóbb terepi jelző a motoráram tartós növekedése állandó előtolási sebesség mellett; ez azt jelzi, hogy a pengék túlterhelődnek és közelednek tényleges élettartamuk végéhez.
Szükséges-e környezetvédelmi engedély az EU-ban a PET palackok mosásához?
A legtöbb PET-mosási művelet a nemzeti hulladékgazdálkodási engedélyek hatálya alá tartozik, nem pedig az EU ipari kibocsátásokról szóló irányelvének (IED) II. fejezetében foglalt küszöbértékek alá. A mosókörből származó szennyvíz kibocsátásához azonban minden EU-tagállamban kibocsátási engedély szükséges az illetékes vízügyi hatóságtól. A sűrített levegő használata, a zajszint és a mosószer szaga szintén előidézhet különleges feltételeket a helyi engedélyben. A telephely kiválasztása vagy a vízkör tervének véglegesítése előtt vonjon be környezetvédelmi tanácsadót.
Mit igényel egy élelmiszeripari minőségű PET mosósor a felszerelésen túl?
A felszerelés szükséges, de nem elégséges. Az EU (EU) 2022/1616 rendelet [1] értelmében az újrahasznosítónak olyan technológiát kell üzemeltetnie, amely pozitív EFSA tudományos véleményt és hivatalosan kiadott újrahasznosítási folyamat engedélyezési számot (RAN) kapott. Az üzemeltetőnek a jóváhagyott folyamattal összhangban kell vezetnie a bemeneti anyagok ellenőrzését, a folyamatnaplókat és a próbatesztek nyilvántartását. Az amerikai piacokon az ezzel egyenértékű követelmény egy FDA által kiadott, az alkalmazott konkrét újrahasznosítási folyamathoz kapcsolódó kifogás nélküli nyilatkozat.
A megfelelő PET palackmosó sor kiválasztása az Ön üzeméhez
A PET-palackok mosósorának kiválasztása három változó összehangolásán múlik: az alapanyag szennyezettségi profilján, a kibocsátott minőségre vonatkozó kötelezettségén és a telephely infrastruktúráján. Egy 500–1000 kg/h sebességű hideg mosósor alkalmas a nem élelmiszeripari rostokat vagy pántolóanyagokat szállító üzemek számára, és alacsonyan tartja mind a tőke-, mind az üzemeltetési költségeket. Egy meleg mosósor – a szükséges infrastruktúrával, folyamatirányítással és szabályozási dokumentációval – a megfelelő választás, ha a downstream piac EFSA- vagy FDA-kompatibilis élelmiszeripari minőségű rPET-et igényel.
A döntési fa először a kimeneti minőségen, majd a pufferrel rendelkező kapacitáson, végül a közművek elérhetőségén, végül az alkatrész-logisztikán és a beszállítói támogatási múlton halad végig. Az árajánlatkérés kiadása előtt tekintse át a fenti ellenőrzőlistát, és vegye fel a kapcsolatot az Energycle mérnöki csapatával, hogy kérjen egy... PET palackmosó sor anyagfelmérés. Adja meg az alapanyag összetételét, a szennyezettségi szintet és a célzott kimeneti minőséget, és mérnökeink javaslatot tesznek a megfelelő folyamatkonfigurációra, valamint egy részletes létesítményelrendezést és teljesítményelemzést is készítenek.


A PVC őrlése és zúzása közötti különbség meghatározza a műanyag-újrahasznosító és -keverő sorok hatékonyságát és kimeneti minőségét. Bár a kezelők gyakran felcserélhetően használják ezeket a kifejezéseket, két különálló mechanikai folyamatot jelölnek, amelyeket egymást követően alkalmaznak. A zúzás a nagyméretű hulladék kezdeti térfogatcsökkentését biztosítja, míg az őrlés precíz, másodlagos méretcsökkentést eredményez, így nagy értékű, újrafelhasználható port állít elő. Az Energycle olyan ipari méretcsökkentő rendszereket tervez, amelyek mindkét szakaszt integrálják az anyag integritásának és a folyamatos áteresztőképességnek a megőrzése érdekében.
A megfelelő folyamat kiválasztása a bejövő alapanyag méretein, a kívánt kimeneti részecskeméreten és a polivinil-klorid termikus korlátain múlik. Ez az útmutató részletezi a merev PVC feldolgozásának mechanikai különbségeit, működési paramétereit és berendezéskiválasztási kritériumait.
Elsődleges méretcsökkentés: PVC zúzás
Az üzemeltetők egy PVC zúzó nagy, merev műanyag tárgyak durva pelyhekre vagy szabálytalan darabokra bontására. Ez az elsődleges szakasz közvetlenül kezeli a terjedelmes hulladékot, beleértve a hosszú csöveket, vastag ablakprofilokat, merev lemezeket és gyártási hulladékot.
A zúzóberendezések nagy nyomóerőre, ütőerőkre vagy nagy sebességű forgó vágókésekre támaszkodnak. Ezek a mechanizmusok gyorsan törik a műanyagot, amíg a darabok át nem jutnak egy osztályozó szitán. A zúzott PVC standard kimeneti tartománya 5 mm és 20 mm között van.
Mivel a zúzás a térfogatcsökkentést helyezi előtérbe, és a tartós súrlódás helyett szakaszos forgácsolást alkalmaz, mérsékelt hőt termel, és tonnánként kevesebb energiát fogyaszt. A létesítmények zúzókat használnak az ömlesztett anyagok szállításra való előkészítésére, a gyári hulladék tömörítésére vagy a hulladék előfeldolgozására, mielőtt az egy finomőrlő rendszerbe kerülne.
Másodlagos méretcsökkentés: PVC őrlés (porlasztás)
A PVC őrlése vagy porítása során a zúzó által előállított 5–20 mm-es durva pelyheket finom, egyenletes porrá aprítja. Egy ipari... PVC daráló a nagy sebességű forgó tárcsák, kalapácsok vagy malmok által generált folyamatos kopáson és súrlódáson alapul, amely végrehajtja ezt a másodlagos méretcsökkentést.
Az őrlők 0,1 mm és 0,5 mm közötti szemcseméretet állítanak elő, ami 30–80 mesh szemcseméretű pornak felel meg. Ennek a finom, egyenletes konzisztenciának az elérése szigorú előfeltétele a további gyártásnak. A keverékgyártóknak és gyártóknak 30–80 mesh szemcseméretű porra van szükségük a gyors olvadás és a megfelelő keveredés biztosításához a szűz PVC-vel az újraextrudálás vagy fröccsöntés során.
A zúzással ellentétben az őrlés extrém hőterhelést generál a nagy sebességű súrlódás miatt. A PVC rendkívül hőérzékeny; a túlmelegedés a polimer megolvadását, lebomlását vagy korrozív sósav (HCl) gáz kibocsátását okozza. Az ipari PVC-őrlőkhöz aktív vízhűtő rendszerekre van szükség, amelyek a malomházon és az álló tárcsákon keresztül keringenek a hő elvezetése és a polimer molekulaszerkezetének védelme érdekében.
Műszaki összehasonlító mátrix
| Paraméter | PVC zúzás | PVC csiszolás (porlasztás) |
|---|---|---|
| Cél bemeneti anyag | Nagy, merev tárgyak (csövek, ablakkeretek, lemezek) | Előre aprított durva pelyhek (5–20 mm) |
| Működési elv | Kompressziós, ütő- vagy nagy sebességű forgókések | Kopás és súrlódás forgó tárcsákon/marókon keresztül |
| Kimeneti méret | 5 mm – 20 mm (durva pelyhek/darabok) | 0,1 mm – 0,5 mm (30–80 mesh por) |
| Hőtermelés | Mérsékelt (alap környezeti levegő- vagy vízhűtés) | Magas (aktív vízhűtő áramköröket igényel) |
| Energiafogyasztás | Alacsonyabb tonnánként (gyors térfogatcsökkentés) | Magasabb tonnánként (lassabb, pontosabb redukció) |
| Elsődleges alkalmazás | Kezdeti térfogatcsökkentés, szállításra való előkészítés | Előkészítés újra extrudálásra, kompaundálás |
Szekvenciális integráció a feldolgozósorokban
Az ipari újrahasznosítási üzemek ritkán választanak e módszerek közül; egymást követően alkalmazzák őket. A létesítmények nyers, terjedelmes PVC-hulladékot adagolnak nagy teljesítményű zúzóberendezésekbe, hogy egyenletes 5–20 mm-es újraőrlést hozzanak létre. Ez az egyenletes durva anyag ezután szabályozott, kiszámítható alapanyagként szolgál a porító számára, megakadályozva a mechanikai elakadásokat és a motor túlterhelését.
A nedvességtartalom szabályozása kritikus fontosságú ezen szakaszok között, különösen a mosást igénylő fogyasztás utáni hulladék újrahasznosításakor. A nedves vagy nyirkos anyag nagy sebességű darálón keresztüli feldolgozása súlyos por-agglomerációt okoz, és azonnal eltömíti az osztályozó szitákat. Ha a folyamat nedves granulálást is tartalmaz, az anyag áthaladása egy centrifugális víztelenítő gép eltávolítja a felületi nedvességet a pelyhekről. Ez biztosítja a száraz, folyamatos adagolást a porlasztókamrába.
Berendezések kiválasztása és karbantartási ellenőrzések
A merev PVC koptató adalékokat, például kalcium-karbonátot tartalmaz, amely felgyorsítja a vágófelületek kopását. Az üzemmérnököknek a berendezések specifikálásakor értékelniük kell a karbantartási időközöket és a biztonsági mechanizmusokat.
A következő működési kritériumokat rangsorolja:
- Kopóalkatrész csere: A zúzó forgókéseknél gyakori réskalibrálást és élezést kell végezni a nyírási hatékonyság fenntartása érdekében. Az őrlőtárcsákat vagy kalapácsokat teljesen ki kell cserélni vagy újra kell megmunkálni, ha az áteresztőképesség csökken, vagy a motor áramerőssége megugrik.
- Hőmérséklet-monitorozás: Az őrlőrendszereknek automatizált hőmérséklet-érzékelőkkel kell rendelkezniük, amelyek az adagolórendszerhez vannak csatlakoztatva. A rendszernek automatikusan csökkentenie kell az adagolócsiga sebességét, ha a kamra hőmérséklete megközelíti a PVC lebomlási küszöbértékét.
- Porvédelem: A 30–80 mesh méretű por előállítása levegőben szálló részecskék veszélyét okozza. A porítósorok zárt pneumatikus szállítóberendezést, nagy sebességű ciklon elszívást és impulzussugaras zsákos szűrőket igényelnek az éghető por felhalmozódásának megakadályozására.
Gyakran ismételt kérdések
Betehetek nagyméretű PVC csövet közvetlenül a csiszológépbe?
Nem. Az őrlőgépekhez (porlasztókhoz) egyenletes, előre méretezett, 5–20 mm-es alapanyagra van szükség. A terjedelmes tárgyak közvetlen őrlőbe adagolása azonnal eltömíti az őrlőtárcsákat, motor túlterhelési hibákat okozhat, és potenciálisan összetörheti a belső alkatrészeket. A nagy, merev tárgyakat először egy elsődleges zúzón kell átdolgozni.
Miért igényel a PVC őrlése nagyobb energiafogyasztást, mint a zúzás?
Az őrlés során a durva műanyagot a recés tárcsák közötti mikrorésen keresztül préselik át, a tartós nagysebességű súrlódásnak köszönhetően 30–80 mesh szemcseméretű port hoznak létre. A súrlódás létrehozásához szükséges folyamatos fordulatszám, az aktív vízhűtéses szivattyúk és a pneumatikus szállítófúvók által leadott teljesítménnyel kombinálva, lényegesen nagyobb motorteljesítményt igényel feldolgozott tonnánkénti anyagonként a zúzáshoz képest.
Hogyan akadályozhatom meg a PVC lebomlását vagy megolvadását a csiszolási folyamat során?
A hőkárosodás megakadályozható azáltal, hogy az őrlő aktív vízhűtő áramkörei meghatározott áramlási sebességen és hőmérsékleten működnek. Az ipari porítók hűtött vizet keringtetnek az álló tárcsaházon és a csapágyegységeken keresztül a súrlódási hő elszívása érdekében. Ezenkívül az automatizált adagolórendszereknek figyelniük kell a kamra hőmérsékletét, és lassítaniuk kell az adagolási sebességet, ha a hő megközelíti a polimer olvadáspontját.

A műanyag fólia víztelenítő berendezései meghatározzák az extrudáló sorok hőterhelését és térfogati hatékonyságát. A nedves polietilén (PE) és polipropilén (PP) fóliák növelik a szárítási energiafogyasztást, és gyakran okoznak hídképződést az extruder tartályaiban. A mechanikus víztelenítő berendezések korszerűsítése akár 30%-vel is csökkentheti a termikus szárítási időt. Az Energycle ezeket a rendszereket a rugalmas csomagolóanyagok és a mezőgazdasági fóliák specifikus fizikai tulajdonságainak kiaknázására tervezi.
Folyamatáram és mechanikai alapelvek
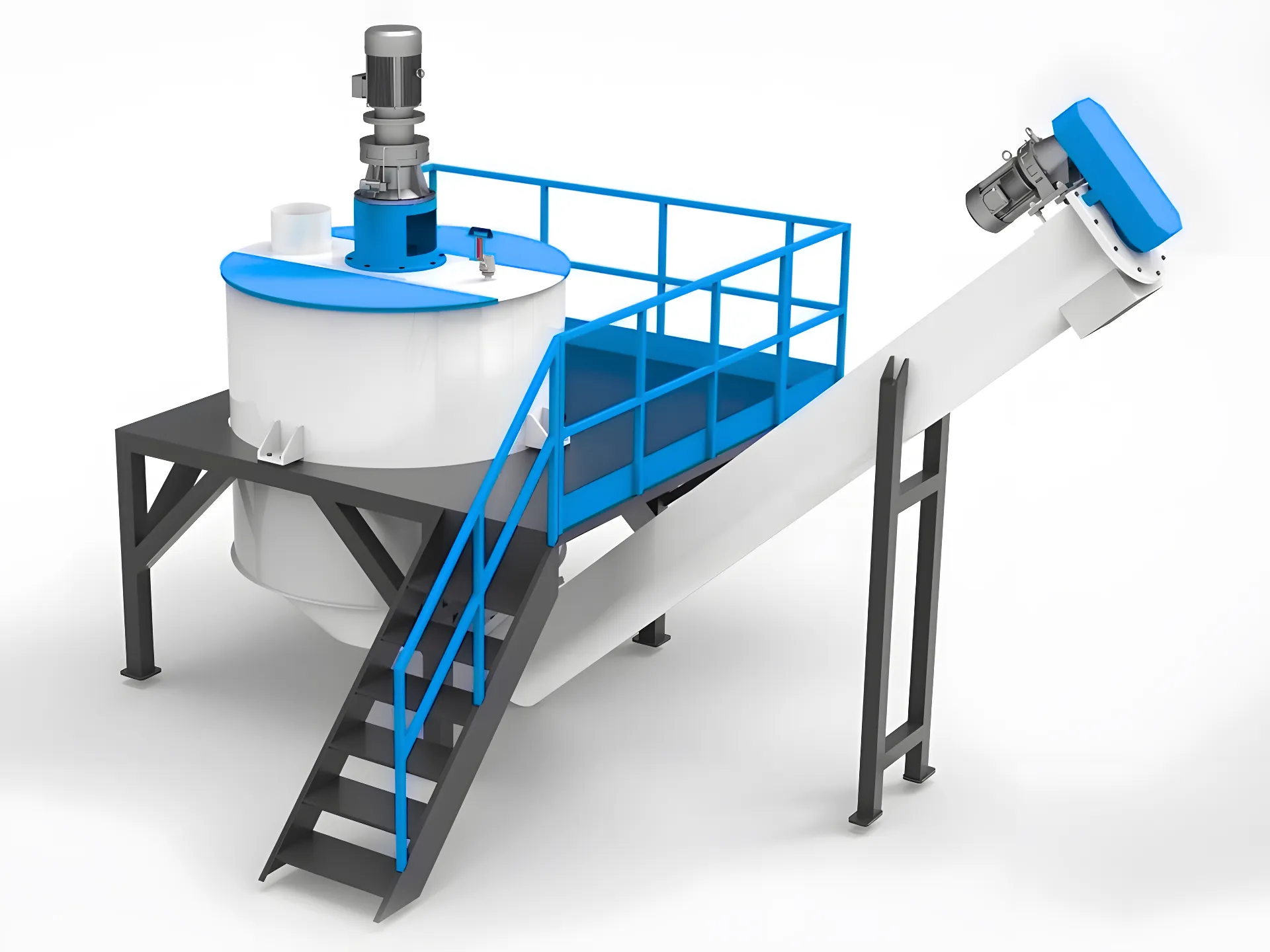
A rugalmas műanyagok felületi és kapilláris nedvességének eltávolításához olyan berendezésekre van szükség, amelyek megfelelnek az anyag szerkezeti korlátainak. Az üzemek elsősorban kétféle gépet telepítenek: centrifugális rendszereket és présgépeket.
Centrifugális víztelenítő mechanika
Egy centrifugális víztelenítő gép nagy forgó G-erőket alkalmaz a felszíni víz elválasztására a szuszpendált műanyagpelyhektől. A nagy sűrűségű polietilén (HDPE) film centrifugálásával kapcsolatos kutatások azt mutatják, hogy a rugalmas anyagok hajlamosak sűrű "műanyag lepényt" képezni a külső szűrővel szemben [1]. A kapilláris hatás csapdába ejti a maradék vizet a lepény csavart rétegeiben és mikroszkopikus pórusaiban.
Ennek a kapilláris tartásnak a megszakításához a rendszereknek speciális rotorkonfigurációkra és pontos anyagméretre van szükségük. Az alapanyag-pelyhek méretének 1 és 2 cm között tartása megakadályozza a túlzott átfedést és minimalizálja a vízvisszatartást. Ezek a rendszerek jellemzően perceken belül akár 90% mértékű felületi nedvességcsökkenést is elérnek.
Mechanikus préselési alapelvek
A fóliapréselő gépek mechanikus préselés útján dolgozzák fel a mosott PP, PE és szőtt zsákokat. Egy nagy nyomatékú kúpos csiga a nedves anyagot egy korlátozó szerszámnak vagy görgőkészletnek nyomta. Ez a fizikai tömörítés a folyadékot perforált hordószűrőkön keresztül kinyomja.
A tömörítés során keletkező intenzív mechanikai súrlódás hőt termel, ami megindítja a maradék nedvesség elpárolgását. Ez a kettős hatású folyamat a végső nedvességtartalmat 5% alá csökkenti. Azok a létesítmények, amelyek ezt a tömörített, előmelegített anyagot extruderekbe adagolják, rendszeresen 20% növekedést figyelnek meg a pelletizálási teljesítményben [2].
Berendezések specifikációi és teljesítményparaméterei
A rotáción és a kompresszión alapuló nedvességeltávolítás közötti választást a közműigények és az üzem elrendezése határozza meg.
| Paraméter | Centrifugális víztelenítés | Préselőgépek |
|---|---|---|
| Elsődleges mechanizmus | Nagy sebességű forgás (G-erő) | Mechanikus tömörítés (kúpos csiga) |
| Cél nedvességtartalom | Akár 90% vízcsökkentés | 5% végső nedvességtartalom alatt |
| Ideális alapanyag | 1–2 cm HDPE/LDPE pelyhek | Mosott PP, PE fóliák, szőtt zsákok |
| Működési előny | A 15% hőszárítójának energiafogyasztása csökken | 20%-vel növeli az extruder áteresztőképességét |
| Helyigény | Függőleges vagy vízszintes alaprajz | Rendkívül kompakt, sorba épített integráció |
Alapanyag-korlátozások és anyagkompatibilitás
A gépválasztás nagymértékben függ a bejövő anyag geometriájától és vastagságától. A vékony, rendkívül rugalmas fóliák centrifugális erők hatására gyorsan száradnak, de megfelelő szitaméretre van szükség az anyagveszteség elkerülése érdekében. A vastagabb mezőgazdasági talajtakaró fóliák és nem szőtt szövetek a présberendezés által biztosított nagyobb mechanikai erőt igénylik.
A mérnököknek a motor kapacitását pontosan a várható áteresztőképességhez kell méretezniük. A nagy volumenű folyamatos működés leállítja a gyenge teljesítményű rotort, ami azonnali gyártósori szűk keresztmetszeteket okoz. A kezelőknek a szita perforációjának méretét is a célpolimerhez kell igazítaniuk, hogy megakadályozzák a szita eltömődését.
Kopóalkatrészek, karbantartás és üzemidő kockázatai
A mechanikus víztelenítés súlyos súrlódás és magas nedvességtartalom mellett működik, ami felgyorsítja az alkatrészek kopását. A megelőző karbantartás meghatározza a rendszer élettartamát.
- Rotorlapátok és csavarszárnyak: Mikroszkopikus szennyeződések okozta állandó kopásnak van kitéve; a tömörítési arány fenntartásához keményfelület-felhordást vagy rendszeres cserét igényel.
- Rozsdamentes acél szűrők: Olvadt műanyagok vagy szabálytalan pelyhek miatt hajlamos a vakításra; rendszeres magasnyomású mosást és vastagság-ellenőrzést igényel.
- Csapágyak és tömítések: A nagy sebességű működés és a víz közelsége szigorú kenési ütemtervet tesz szükségessé a katasztrofális csapágymeghibásodások megelőzése érdekében.
- Hajtómotorok: A szíjfeszességet és a motor beállítását havonta ellenőrizni kell az erőátviteli veszteségek elkerülése érdekében.
Üzembe helyezési és helyszíni átvételi ellenőrzőlista
A berendezések teljesítményének ellenőrzése a gyári átvételi vizsgálat (FAT) vagy a helyszíni átvételi vizsgálat (SAT) során számszerűsíthető mérőszámok segítségével.
- Nedvességtartalom ellenőrzése: 30 percenként gyűjtsön kimeneti mintákat annak ellenőrzésére, hogy a végső nedvességtartalom az 5% alatt marad-e (présgépek) vagy megfelel-e a 90% redukciós alapértéknek (centrifugák).
- Áteresztőképesség és terheléstesztelés: Járassa a rendszert 100% névleges kapacitáson 4 órán át folyamatosan, hogy figyelje a motor áramcsúcsait vagy a hőtúlterhelési határértékeket.
- Rezgéselemzés: Jegyezze fel a centrifuga csapágyházainak alapelmozdulását a rotor kiegyensúlyozatlanságának korai jeleinek észlelése érdekében.
- Kiürülési konzisztencia: Győződjön meg arról, hogy az automatizált kiadómechanizmusok áthidalódás vagy elakadás nélkül adják ki a feldolgozott anyagot az átmeneti csúszdákban.
Gyakran ismételt kérdések
Mi okozza a magas nedvességmegtartást a centrifugális víztelenítő rendszerekben?
A centrifugális rendszerben a nedvesség visszatartása jellemzően a helytelen pehelygeometriából vagy a nem megfelelő rotorsebességből ered. A HDPE és LDPE fóliák hajlamosak összegyűrődni és a kapilláris résekben vizet csapdába ejteni, sűrű anyaglepényt képezve. A kezelőknek az alapanyag méreteit 1 és 2 cm között kell tartaniuk, hogy megakadályozzák ezt a kapilláris csapdába esést. Ezenkívül a leromlott ablaktörlők okozta szitaeltömődés korlátozza a víz kilökődését. A rendszeres szitaellenőrzés és a megadott motorfordulatszámok fenntartása biztosítja, hogy a gép elérje a szükséges 90% nedvességcsökkentési határt.
Hogyan befolyásolják a fóliapréselő gépek a downstream extrudálási energiaköltségeket?
A fóliapréselő gépek könnyű anyagokat, például szőtt zsákokat és polietilén fóliákat tömörebb, félszáraz agglomerátumokká préselnek. Ez a fizikai tömörítés vizet kényszerít át egy hordószűrőn, miközben belső súrlódási hőt generál, amely a maradék nedvességet 5% alá párologtatja el. Ennek a sűrű, előmelegített anyagnak az extruderbe való betáplálása megakadályozza a garat áthidalódását és stabilizálja az olvadéknyomást. Azok a létesítmények, amelyek a hagyományos termikus szárítókat préselő berendezésekkel helyettesítik, gyakran 15%-os csökkenést mérnek a teljes fűtési költségekben és 20%-os növekedést a folyamatos extruderteljesítményben.
Melyek a fólianyomó csavarok elsődleges meghibásodási módjai?
A fólianyomó csigák leggyakoribb meghibásodási módja a csigalapátok abrazív kopása, ami közvetlenül csökkenti a tömörítési arányt és felesleges nedvességet hagy a műanyagban. Másodlagos meghibásodások a nyomócsapágyakban fordulnak elő, amelyek a tömörítési folyamat során hatalmas axiális terheléseket vesznek fel. A nem megfelelő kenés vagy a gép túlméretezett merev műanyagokkal való túlterhelése felgyorsítja a csapágyak kopását. A kezelőknek kemény felületű csigaéleket kell meghatározniuk, és figyelniük kell a sebességváltó olajhőmérsékletét az alkatrészek élettartamának maximalizálása és a váratlan gyártósori állásidő megelőzése érdekében.

A növekvő energiaköltségek és a 2026-ra várhatóan szigorúbb újrahasznosított tartalomra vonatkozó előírások miatt az elavult őrlési technológiára való hagyatkozás már nem járható út. A megfelelő műanyag porító kiválasztása az újrahasznosító gyártósorhoz közvetlenül befolyásolja a por minőségét, a napi termelést, az energiaszámlákat és a többi működési folyamat zökkenőmentes lebonyolítását.
A granulátorból vagy aprítóból tiszta pelyheket vagy granulátumokat adagol a rendszer, majd a porlasztó egyenletes, finom porrá alakítja azokat, amely közvetlenül a rotációs formázáshoz, a mesterkeverék-gyártáshoz vagy a csúcskategóriás kompaundokhoz kerül. Ha a párosítás rossz, akkor inkonzisztens részecskeméretekkel, túlmelegedéssel, gyakori pengecserékkel vagy szűk keresztmetszettel szembesülhet, amely lelassítja az egész gyártósort.
Ez az útmutató világos lépésekkel, valós példákkal és gyakorlati ellenőrzőlistákkal vezet végig minden döntési ponton, amelyeket ma is használhatsz. A végére pontosan tudni fogod, mire kell figyelned, és hogyan ellenőrizheted, hogy a választásod megfelel-e a 2026-os újrahasznosítási céljaidnak.
Mit csinál egy műanyag porlasztó egy modern újrahasznosító soron
A műanyag porlasztó merev vagy félig merev műanyag őrleményt vesz fel, és porrá aprítja, jellemzően 20–120 mesh (nagyjából 840–125 mikron) szemcseméretűre. A granulátorokkal ellentétben, amelyek forgácsot vagy pelyhet állítanak elő az újra extrudáláshoz, a porlasztók finom, folyékony port állítanak elő, amelyre a forgó öntésű tartályok és konténerek, a PVC csövek és profilok keveréséhez vagy a színes mesterkeverékekhez szükség van.
Egy tipikus modern sorban a sorrend így néz ki:
[ Aprító / Granuláló ] ➔ [ Mosó és centrifugális szárító ] ➔ [ Műanyag porító ] ➔ [ Silótároló / Pelletizáló ]
A porlasztó tisztítás és szárítás után pihen, mivel a tiszta, száraz bemenet megakadályozza a csomósodást és meghosszabbítja a tárcsa vagy a penge élettartamát.
A műanyag porlasztók főbb típusai, amelyekkel 2026-ban találkozhat
A legtöbb újrahasznosító sor standard tárcsás vagy turbómodelleket használ. A kriogén egységek akkor jelennek meg, ha speciális gyantákat kezelnek, vagy ha 100 mesh alatti ultrafinom porra van szükség minőségromlás nélkül. Íme egy gyors összehasonlítás:
| Porlasztó típusa | Legjobb | Főbb előnyök | Megfontolások |
|---|---|---|---|
| Lemezporlasztó | Merev PVC, PE | Egyenletes finomság; beépített levegő/víz hűtés; hosszú tárcsa élettartam. | A leggyakoribb és költséghatékonyabb. |
| Turbó / Penge | Puhább műanyagok, filmminőségű | Ütőerőt használ; nagyobb áteresztőképesség bizonyos anyagokhoz. | A penge gyakoribb karbantartást igényelhet. |
| Kriogén | Hőérzékeny, strapabíró HDPE | Folyékony nitrogént használ az olvadás és oxidáció megakadályozására; ultrafinom kimenet. | Magasabb kezdeti és működési költségek. |
Lépésről lépésre a műanyag porlasztó kiválasztásának folyamata
Kövesse sorrendben az alábbi lépéseket. Mindegyik az előzőre épül, és megakadályozza a későbbi költséges változtatásokat.
1. lépés: Határozza meg a bemeneti anyagot és a napi mennyiséget
Sorolja fel a feldolgozott fő polimereket: merev PVC, LLDPE/HDPE fólia vagy cső, PP raffia vagy vegyes ipari utóőrlemény. Mérje meg az átlagos pelyhek méretét a granulátor után (általában 5–10 mm), és tűzze ki az óránkénti vagy napi mennyiséget. Adjon hozzá egy 10–20% puffert, hogy a porlasztó soha ne terhelje ki a downstream berendezéseit.
Példa: Egy közepes méretű, napi 8 tonna PVC cső újraőrlését végző üzemnek 400–500 kg/h folyamatos üzemre alkalmas modellre van szüksége.
2. lépés: Állítsa be a kívánt porfinomságot
A rotációs öntéshez általában 35–60 mesh szemcseméret szükséges. A csúcsminőségű mesterkeverék vagy vékonyfalú kompaundok gyakran 80–120 mesh szemcseméretet igényelnek. A finomabb por javítja az áramlást és a felületi minőséget, de növeli az energiafogyasztást és a kopást. Válasszon állítható osztályozóval vagy cserélhető szűrőkkel rendelkező gépet, hogy a pontos tartományt beállíthassa második egység vásárlása nélkül.
3. lépés: A kapacitás és a sorintegráció összehangolása
A műanyag porítónak lépést kell tartania a granulátor kimenetével, és túlfeszültség vagy állásidő nélkül kell ellátnia a következő lépést. Keressen olyan modelleket, amelyek főmotorján változtatható frekvenciájú meghajtás (VFD) van. Ezek lehetővé teszik a rotor lassítását kisebb terhelések esetén, és 15–25% áramot takarítanak meg a fix sebességű egységekhez képest.
4. lépés: A hűtési és energiahatékonyság értékelése
A hő az ellenség. A PVC 160 °C felett lebomlik; a PE és a PP meglágyul és elkenődik. A léghűtéses modellek könnyebb igénybevételt jelentenek, míg a vízköpenyes tárcsák vagy a kényszerített levegős örvényrendszerek a nagyobb igénybevételt bírják. 2026-ban a csúcsmodellek nagy hatékonyságú IE4 motorokat és tömített csapágyakat használnak, amelyek akár 30%-vel is csökkentik az energiafogyasztást a régebbi konstrukciókhoz képest.
5. lépés: Tekintse át az automatizálási, biztonsági és karbantartási funkciókat
- Az automatizált adagolás és kiürítés egyetlen kezelőre csökkenti a munkaerőt.
- A porgyűjtő és a zárt hurkú rendszerek tisztán tartják az üzemet, és megfelelnek a szigorú levegőminőségi szabályoknak.
- A könnyen hozzáférhető ajtók fontosak – egyes modelleknél egy teljes lemezkészlet cseréje 30 perc alatt megtörténik.
- Tipp: A minőségi volfrám-karbid vagy edzett ötvözetből készült tárcsáknak 800–1500 órát kell bírniuk tiszta PVC-n.
6. lépés: A teljes tulajdonlási költség (TCO) kiszámítása
A vételár csak a kezdet. Adja hozzá az energiát, a karbantartást, az alkatrészeket és a várható állásidőt. Egy $5000-rel olcsóbb gép, amely 400 óránként új tárcsákat igényel, az első évben sokkal többe kerül, mint egy prémium modell, amelynek hosszabb az intervalluma és alacsonyabb az energiafogyasztása.
📋 Gyors döntéstámogató lista
- [ ] Polimer típusok megerősítve?
- [ ] Cél hálótartomány beállítva?
- [ ] Órai kapacitás 15% pufferrel kiszámítva?
- [ ] A hűtőrendszer megfelel az anyag hőérzékenységének?
- [ ] VFD és automatizálás benne van?
- [ ] A gyártó tesztőrlést biztosít a tényleges pelyheken?
- [ ] Alkatrészek és helyi szerviz 48 órán belül elérhető?
Ha mindenre igennel válaszolsz hét, erős jelölted van.
Hogyan integrálható a porlasztó a teljes gyártósorba?
- Helyezze a készüléket a centrifugális szárítógép után, hogy a bemeneti jel a 0,5% alatti nedvességtartalom.
- Használjon vákuumos rakodót vagy szintérzékelőkkel ellátott csigás szállítószalagot, hogy a garat 60–70% szinten maradjon, és elkerülje a túlterhelést.
- Telepítsen egy fémdetektor közvetlenül a betápláló torok előtt – a szennyező fém gyorsan tönkreteszi a tárcsákat.
- Zárt hurkú működéshez a túlméretes részecskéket egy levegős osztályozón keresztül kell visszavezetni a bemenetre. Ez 95%+ hozamra növeli a hozamot és csökkenti a hulladékot.
Gyakori buktatók és hogyan kerüljük el őket
- Csak az ár alapján vásárolva: Magas energiaszámlák vagy állandó pengekopás felfedezése hat hónappal később.
- Az anyagvizsgálat figyelmen kívül hagyása: Mindig küldjön 50–100 kg-os mintákat a beszállítónak próbaőrlésre.
- A gép túlméretezése: A 30% terhelésen való működtetés árampazarlást és egyenetlen kopást okoz.
- Porvédelem kihagyása: Szabályozási bírságokkal vagy rossz munkahelyi levegőminőséggel nézhet szembe.
Karbantartási ütemterv, amely magas teljesítményt biztosít
- Napi: Ellenőrizze a bemeneti és kimeneti nyílásokat lerakódások szempontjából; vizsgálja meg a porszűrőket.
- Heti: Tisztítsa meg az osztályozó szűrőit; zsírozza meg a csapágyakat a kézikönyv szerint.
- Havi: Mérje meg és állítsa be a tárcsahézagot; jegyezze fel az áramfelvételt.
- 800–1200 óránként: Cserélje ki vagy forgassa el a csiszolóelemeket; végezzen teljes illesztési ellenőrzést.
Kövesse ezt a rutint, és 4-6 év megbízható szolgálatra számíthat egy nagyobb felújítás előtt.
Mi változik a műanyag porlasztó technológiában 2026-ban?
A frekvenciaváltók és az intelligens érzékelők ma már alapfelszereltségnek számítanak a középkategóriás modellekben, lehetővé téve a rezgés, a hőmérséklet és a teljesítmény valós idejű monitorozását egy telefonos alkalmazáson keresztül. Az új kompozit tárcsabevonatok meghosszabbítják az abrazív újrahasznosított anyagok élettartamát. Továbbá a gyártók az alacsonyabb zajszintre (85 dB alatt) és a moduláris kialakításra összpontosítanak, így később a hűtés vagy az osztályozás frissíthető anélkül, hogy a teljes gépet ki kellene cserélni.
Gyakran Ismételt Kérdések (GYIK)
K: Mi a különbség a granulátor és a műanyag porlasztó között?
V: A granulátor nagy műanyag darabokat vág 5–10 mm-es forgácsokra vagy pelyhekre, amelyek alkalmasak fröccsöntésre vagy újra extrudálásra. A porlasztó ezeket a pelyheket finom porrá (20–120 mesh) őrli, amely rotációs öntéshez vagy kompaundáláshoz szükséges.
K: Feldolgozhat-e egy műanyag porlasztó nedves anyagokat?
V: Nem. A nedvességtartalmat 0,5% alatt kell tartani. A nedves anyagok csomósodást okoznak, eltömítik az osztályozó szitákat, csökkentik az áteresztőképességet, és súlyosan károsíthatják az őrlőtárcsákat. Porítás előtt mindig használjon szárítót.
K: A porlasztók sok áramot fogyasztanak?
V: Energiaigényesek, de a modern 2026-os rendszerek, amelyek IE4 nagy hatékonyságú motorokkal, optimalizált tárcsakialakítással és változtatható frekvenciájú meghajtókkal (VFD) rendelkeznek, akár 30%-vel is csökkenthetik az energiafogyasztást a régebbi modellekhez képest.
Készen áll a továbblépésre?
Vigye el az anyagspecifikációkat, a célkapacitást és a finomsági igényeket néhány jó hírű beszállítóhoz, és kérjen teszteket a tényleges alapanyagán. Hasonlítsa össze a jelentéseket egymás mellett a fenti ellenőrzőlista segítségével.
Ha PVC, PE vagy PP újrahasznosító sort üzemeltet, és nagy hatékonyságú, folyamatos üzemre tervezett gépeket szeretne látni, fedezze fel a fejlett... PVC és műanyag csiszológépek a Energycle. Csapatunk lefuttatja a mintáit, és az Ön gyártósorára szabott pontos teljesítményadatokat mutat be.
Most már van egy komplett, működőképes keretrendszere. Használja, tesztelje alaposan, és máris telepíthet egy műanyag porlasztót, amely növeli a termelést, csökkenti a költségeket, és nap mint nap egyenletes port biztosít.


Az Energycle-nél évente több ezer tonna PET-palackot dolgozunk fel. Mind a nedves, mind a száraz zúzási módszereket valós létesítményekben teszteltük. A nedves zúzás újra és újra bizonyítja értékét azoknak az üzemeltetőknek, akik kiváló minőségű pelyheket és zökkenőmentes működést céloznak.
A nedves zúzás közvetlenül a zúzókamrába adagolja a vizet, ahogy a palackok betáplálódnak. Ez az egyszerű lépés megváltoztatja az egész folyamatot. A víz lehűti az anyagot, lemossa a szennyeződéseket, és segít a címkék korai szétválasztásában. A száraz zúzás kihagyja a vizet, ami alapvető beállítást biztosít, de kihívásokkal jár, mint például a por és a hő.
Az üzemeltetők gyakran kérdezik tőlünk, hogy miért ajánljuk a nedves zúzást a legtöbb PET-gyártósorhoz. Az okok a jobb eredményekre, az alacsonyabb hosszú távú költségekre és a könnyebb karbantartásra vezethetők vissza. Nézzük meg a főbb előnyöket, amelyeket nap mint nap tapasztalunk.
Kiváló szennyeződés-eltávolítás a kezdetektől fogva
A víz beépített öblítőként működik a zúzás során. Ahogy a pengék aprítják az üvegeket, a víz azonnal lemossa a homokot, a kavicsot, a papírpépet és a laza ragasztókat. Ez megakadályozza, hogy a szennyeződések beágyazódjanak a PET-pelyhekbe.
Száraz rendszerekben a címkék és a ragasztó elkenődhetnek a felületeken, amikor hő keletkezik. Ez később további tisztítási lépéseket tesz szükségessé. Nedves zúzás esetén a pelyhek tisztábban érkeznek meg a mosási szakaszba. Az általunk üzemek akár 30%-val kevesebb maradványról számolnak be a kezdeti zúzás után.
Ez a korai tisztítás tisztább kimenettel térül meg, amely megfelel az élelmiszeripari minőségű rPET szigorú szabványainak.
Az anyagminőség és a belső viszkozitás védelme
A PET lebomlik, ha túl meleg lesz. A száraz zúzókban a súrlódás gyorsan megemeli a hőmérsékletet, ami csökkenti a belső viszkozitást (IV). Az alacsonyabb IV gyengébb pelleteket és értékvesztést jelent.
A víz mindent hűvösen tart. Elnyeli a hőt és megakadályozza a hőkárosodást. A termékcsaládjainkkal végzett tesztek azt mutatják, hogy a nedvesen zúzott pelyhek magasabb IV-értékeket tartanak fenn, gyakran 0,05–0,1 ponttal a száraz módszerekkel összehasonlítva.
A vevők többet fizetnek az állandó, magas ivóvíz-tartalmú anyagért. A nedves zúzás segít abban, hogy olyan pelyheket kapjon, amelyek jobb áron kaphatók további kezelések nélkül.
Meghosszabbított berendezés élettartam és kevesebb karbantartás
A száraz zúzás erős kopást okoz a pengéken és a szitákon. A csiszoló részecskék, mint például a homok, kenés nélkül dörzsölődnek a fémhez.
A víz tompítja a hatást és elmossa a csiszolóanyagokat. A pengék tovább élesebbek maradnak, és a sziták ritkábban tömődnek el. A kezelők elmondása szerint a nedves rendszerekben ritkábban cserélik a 40–50% méretű pengéket.
Kevesebb meghibásodás hosszabb üzemidőt és alacsonyabb javítási költségeket jelent idővel.
Biztonságosabb, tisztább és csendesebb működés
A száraz zúzás por- és műanyagrészecskék felhőjét hozza létre. Ez biztonsági kockázatokat jelent, és erős szellőzést igényel.
A nedves módszerek szinte teljesen szabályozzák a port. A víz megköti a részecskéket, így a munkaterület tisztább marad, és a munkavállalók kevesebb veszéllyel néznek szembe.
A zajszint is érezhetően csökken. A víz tompítja a pengék ütéseit, így egy csendesebb berendezést hoz létre, amely kényelmesebbé teszi a csapatok munkáját a hosszú műszakok során.
Energiahatékonyság és állandó teljesítmény
A víz egyenletesebb terhelést biztosít a motoroknak. A teljesítményfelvétel állandó marad, ahelyett, hogy nagy teljesítményű előtolásoknál is megugranna.
Sok általunk telepített vezeték összességében kevesebb áramot fogyaszt nedves zúzás esetén, még a szivattyúk figyelembevétele után is. Az előnyök a hatékony vágásból és a csökkent súrlódásból származnak.
Gyakorlati tippek a nedves zúzás előnyeinek maximalizálásához
Válassza ki a megfelelő vízhozamot. Kezdje 5–101 TP7 tonnányi anyagtömeggel, és a szennyezettségi szint alapján állítsa be. nedves PET palack zúzók állítható vízbefecskendező rendszerekkel vannak felszerelve, hogy ez az optimalizálás egyszerű legyen.
Adjon hozzá egy előválogatási lépést. A terhelés megkönnyítése érdekében a zúzás előtt távolítsa el a kupakokat és a nehéz szennyeződéseket.
Tartsa fenn a víz megfelelő pH-értékét. A semleges vagy enyhén lúgos szint segít fellazítani a címkéket a PET károsítása nélkül.
Hasznosítsa újra a technológiai vizet. Használjon szűrő- és ülepítőtartályokat az újrafelhasználáshoz, és akár 70%-vel csökkentse a frissvíz-szükségletet.
Erős utómosással párosítva. Az első tisztítás nedves zúzás, ezt követi a forró mosás és a súrlódós szeparátorok a maximális tisztaság érdekében.
Minden Energycle ügyfelünket végigvezetjük ezeken a beállításokon a beállítás során. A kis változtatások gyakran gyorsan javítják a kimeneti minőséget.
Érdekli a teljes PET újrahasznosító sor? Tekintse meg a mi ajánlatunkat PET palackmosó rendszerek vagy hasonlítsa össze a lehetőségeket a weboldalunkon PET újrahasznosító berendezések útmutatója.
Iparági forrásokból származó információk
A szakértők alátámasztják ezeket az előnyöket. A műanyag-újrahasznosítás során alkalmazott nedves őrlés részletes vizsgálata rávilágít a csökkent energiafogyasztásra, a csendesebb futásra és a visszaszórt anyag jobb szabályozására. A zúzásos módszerekkel kapcsolatos tanulmányok azt is kimutatták, hogy a nedves eljárások hatékonyabban dúsítják a tiszta alkatrészeket.
A tágabb PET-újrahasznosítási kontextusban az EPA magas visszanyerési potenciált jegyez meg, ha a folyamatok minimalizálják a lebomlást.
A nedves zúzás kiemelkedik a komoly PET-újrahasznosítók számára. Tisztább pelyhet biztosít, megőrzi az anyag értékét, csökkenti a karbantartást és jobb munkakörnyezetet teremt. A kezdeti beállítás többe kerül, mint a száraz rendszereké, de a minőség és a hatékonyság terén elért megtérülés gyorsan összeadódik.
Kapcsolatfelvétel az Energycle-lel Ha nedves zúzást szeretne alkalmazni az üzemében. Valós adatokat osztunk meg az Ön méretéhez illeszkedő telepítésekből.