
Industriális lapok minden karbantartási géphez
Szalagvágó lapok, granulátor vágóélek, bontó lapok és rotor vágóélek – D2, SKD-11 és volfrámkróm karbida alapanyagból készülve, műanyag, acél, gumi és elektronikai hulladék újrahasznosítási vonalakhoz.

Minden újrahasznosítási vonal vágóélek csúcsa
A lapok a legnagyobb fogyasztói alkatrész minden műanyag, acél vagy gumi újrahasznosítási üzemben – és az egyetlen legnagyobb hatékonysági, részecskeszélesség és energia költség növelő tényező. Egy kopott vagy nem megfelelő lap kényszeríti a motort, hogy nehezebben dolgozzon, szabálytalan újrahasznosított anyagot termel, és rövidítheti a szűrő és tengelytámasz élettartamát. A Energycle szállít pontosságosan simítási lapokat és rotor vágóételeket szalagvágóhoz, granulátorhoz, bontóhoz, granulálógéphez és porlasztógéphez, az anyagok a bejárati anyaghoz igazítva – a standáros D2 eszköz acéltól a filmhez és puha műanyagokhoz a volfrámkróm karbidaig az alumíniumhoz, rézhez, gumikhoz és üvegbeágyazott kompozitokhoz. Minden lap hőkezelve van HRC 58–62, simítva ±0.02 mm egyenetlenséggel, és a cserélendő OEM alkatrész beülési mintájával, lejtő szögével és élszerkezetével szállítják.
Mely lap anyag illeszkedik a bejárati anyaghoz?
Az anyag választása sokkal nagyobb mértékben befolyásolja az élszerkezet élettartamát, mint a geometria. Használja ezt az táblázatot az acél minőségének bejárati anyaghoz való illesztéséhez.
| Anyag | Keménység | Legjobb | Relatív élszerkezet élettartam | Költség |
|---|---|---|---|---|
| D2 szerszámacél | HRC 58–60 | Film, puha műanyagok, papír | 1.0× (alapértelmezett) | $ |
| SKD-11 (Cr12MoV) | HRC 58–62 | Rigides PP/PE, PET palackok, HDPE tárolóedények | 1.3–1.6× | $$ |
| DC53 | HRC 60–62 | Thick-wall műanyag, sokkolásérzékeny vágások | 1.5–1.8× | $$ |
| CPM-10V | HRC 60–62 | Szilárd műanyag, szál erősített részek | 2–3× | $$$ |
| Volfrámkróm karbida csúcs | HRA 89–92 | Alumínium, réz, gumik, üvegbeágyazott | 3–5× | $$$$ |
Hogyan válasszuk ki a megfelelő cserélhető lapot
1. Az gép típusának azonosítása
Egytengelyes szalagvágó, kéttengelyes szalagvágó, granulátor, daráló vagy granulátor — mindegyik más vágóláncot használ. Először a rögzítési mintát, majd az élszerkezetet egyeztesse meg.
2. Nyersanyag méretezése
A puha műanyagfilm D2 toleranciával rendelkezik. A merev PET, HDPE és PP SKD-11 vagy DC53-t igényel. Az alumínium szennyezés, szilárd üveg vagy ásványtartalommal rendelkező anyagok szénkeféltippeket igényelnek.
3. Geometria egyeztetése
Hexagonális vs. négyzetes a szalagvágókhoz; lapos vs. szögletes a granulátor tengelyekhez. A csapatszög (általában 30°–45°) meghatározza a vágóerőt és a visszagyújtott szemcseméretet.
4. Gyűrűzés tervezése
A szénkeféltippek ellenállnak a kopásnak, de nem lehet helyszínihegesztéssel hegeszteni. A hőkezelési acéltippek 6–10 alkalommal újrahegeszthetők automatikus hegesztőgéppel — gyakran olcsóbbak, mint az újak beszerzése.
Ahol a vágólapjaink minden nap futnak
Műszaki tervezés széles körű hulladékfeldolgozáshoz — a fogyasztói filmektől a merev ipari hulladékig.
Műanyag újrahasznosítás
PET palackok, HDPE edények, PP szövetes táskák és LDPE film. Nagy mennyiségű feldolgozás egyenletes szemcsemérettel és élszerkezet élettartammal.
Tire & Rubber
Passzázsgumi, teherautó gumi és szállítószalagok. Karbidelel bevágott tengelyvágóknak köszönhetően extrém kopásállósággal.
Fém újrahasznosítás
Alumínium palackok, rézvezeték és e-hulladék. keményített szénkeféltippek kellenek ezekhez a kopásos nyersanyagokhoz.
Fa és biomassza
Pálcák, építési hulladék és MDF. D2 vagy SKD-11 vágólapok anti-nagylábú csavaros rögzítőkkel, az időszakos fémérintkezéshez.
Paper & Specialized Feed
OCC, irodai papír és áramkörök. vékony vágólapok finom távolsággal, confetti méretű csökkentéshez speciális vonalakban.
Minden vágólap élettartamának meghosszabbítása
Heti vágólapárok ellenőrzése
A tengely és ágy közötti vágólapárok távolsága 0,15–0,30 mm között kell maradnia. Az oversized távolság energiafogyasztást és szakadást okoz helyett, hogy vágjon.
Vágólapok forgatása
A legtöbb szalagvágóvágó 2–4 használatos éget. A tervezett időközönkénti forgatás megduplázhatja vagy megháromszorozhatja a szolgáltatási élettartamot a újrahegesztés előtt.
Fém szennyezés eltávolítása
Telepítsen egy mágneses szűrőt előre. Egyetlen elszórt csavar is 6–8 szénkeféltípust károsíthat egy forgatás alatt.
Hegesztés, ne cserélje ki
Egy automata késcsiszoló 0,05–0,1 mm-t távolít el minden áthaladáson, így egy vágólapcsomag 6–10 újrahegesztést kap a cserélés költsége mellett.
Negyven vágólánc, egy forrás
Összehasonlítsa a vágólapot a géppel. Ellenőrizze a anyagokat, méreteket és a pontossági beállításokat.
Műanyag aprítópengék
Hex, négyzetes és fogas vágólapok egy- és két tengelyes szalagvágó gépekhez. D2 és SKD-11 eszközöntő acél, csavarozható cserélhető alkatrész a legtöbb OEM számára.
Granulátor vágólapok
Rotor and stationary bed knives for regrind granulators. SKD-11 steel, HRC 58–62, custom lengths for any rotor diameter.
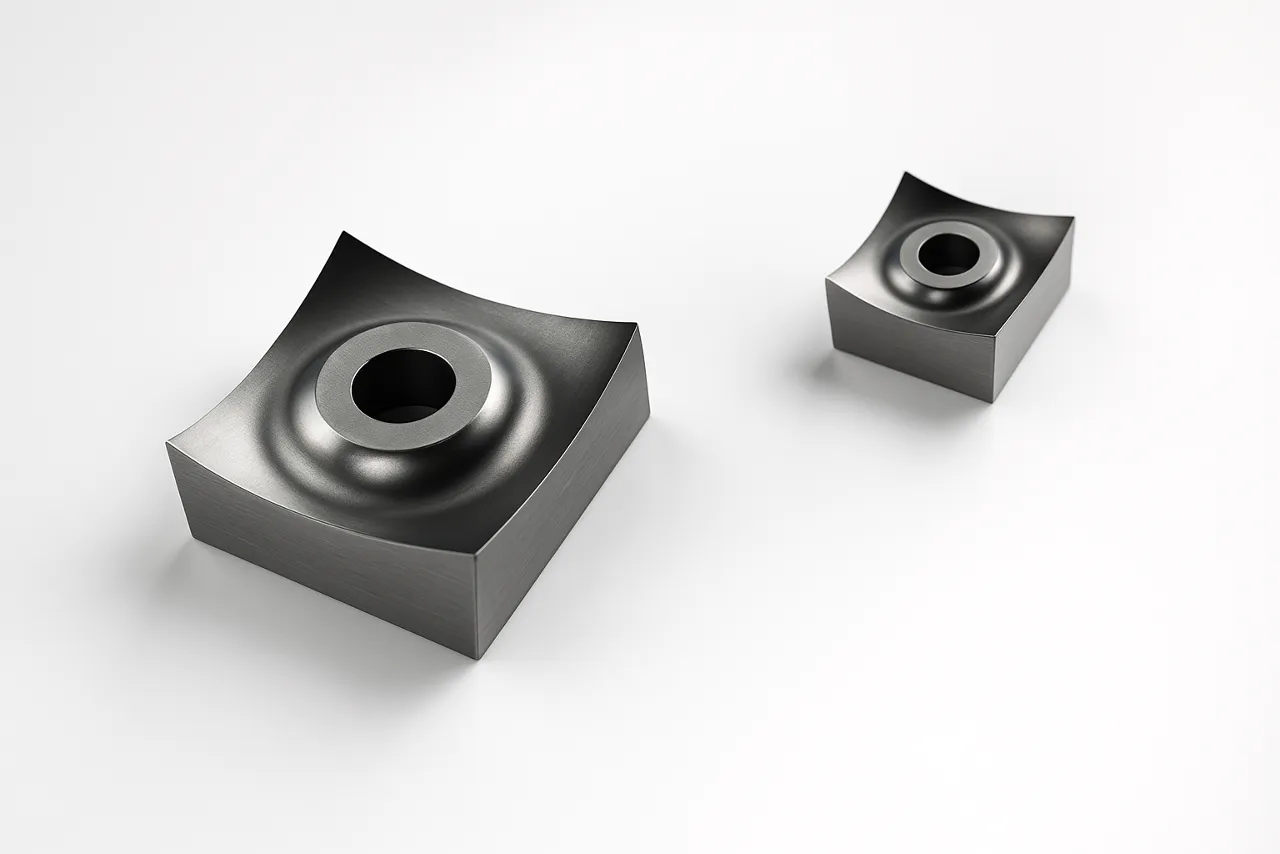
Karbidszerű rotormosó vágólapok
Karbidszerű csúszólapú rotormosó vágólapok rozsdás táplálóhoz - alumínium, réz, abroncs, üveggyantás műanyag. 3–5× hosszabb élszervet a D2-nél.
Automatikus késdaráló
Resharpen your existing blades to ≤0.03 mm precision. ERM-1600 up to 1,600 mm and Compact up to 1,000 mm models.
Pontossági újrahasznosító vágólapok galéria
Pontosságú gyűrűs vágólapok szalagvágóhoz
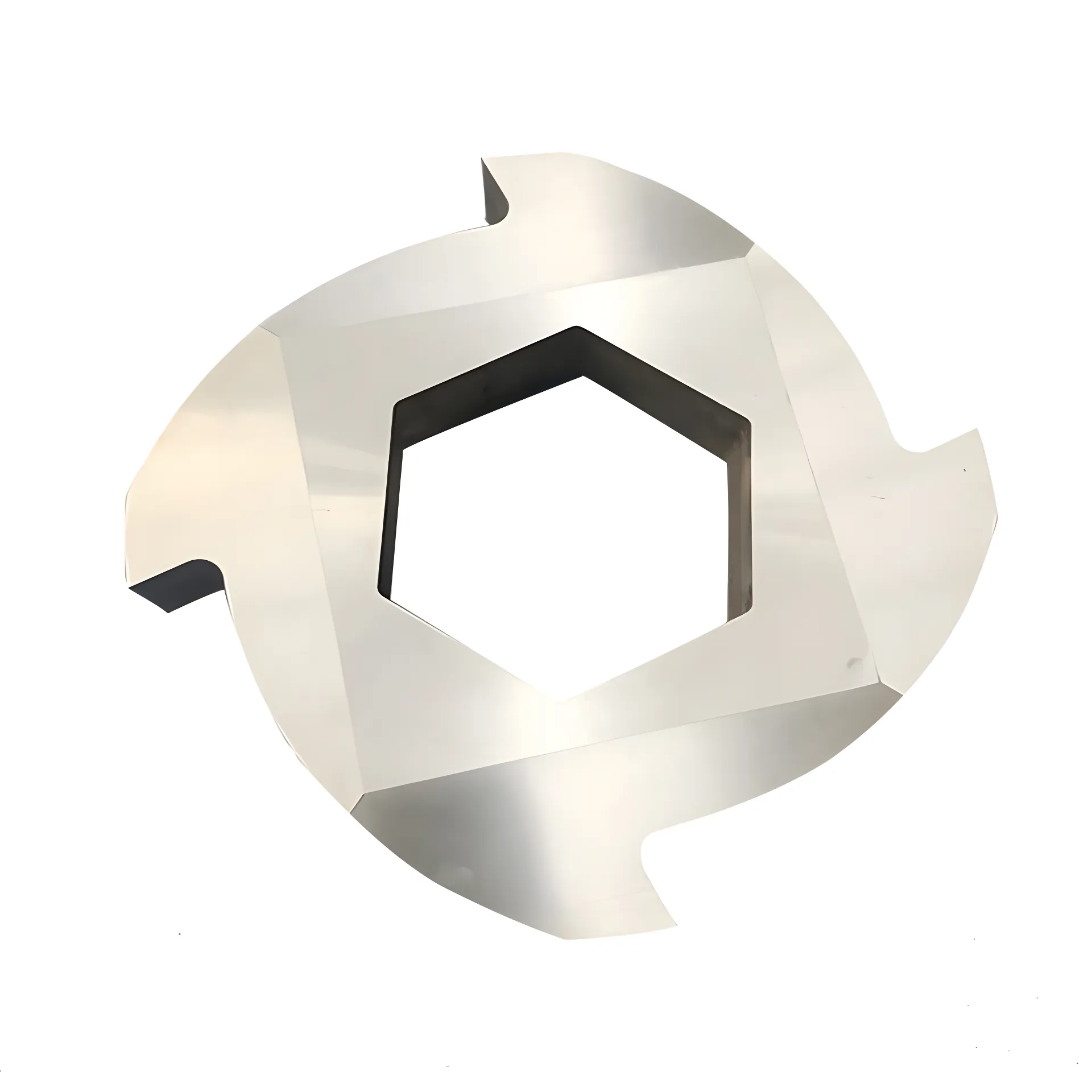
Ipari rotormosó vágólapok műanyag méretcsökkentéshez
Megbízható támogatás az eszköz élettartama alatt
A telepítési tervezéstől a szokásos karbantartásig a szolgáltatás csapata segítségével az eszköz biztonságos, állandó és hatékony működését biztosítjuk.
1 év korlátozott garancia
A biztosítási lefedettség egy évig tart a fő mechanikai és elektromos alkatrészek gyártási hibáira. A normál kopásos alkatrészek és a helytelen működésből eredő sérülések különkezelésre kerülnek.
Telepítési útmutatás
Lágyítás, alapozás, üzemanyagellátás, szabad tér, vonalintegráció és üzembe helyezési útmutatást biztosítunk a zökkenőmentes telepítés és megbízható indítás érdekében.
Részegyes alkatrészekellátás
Cserélhető kopásos alkatrészek, csapágyak, tömítések, érzékelők, elektromos alkatrészek és egyéb szolgáltatási cikkek állnak rendelkezésre a tervezett karbantartás és hosszú távú működéshez.
Technikai támogatás
Távoli hibakeresés, működési ajánlások, karbantartási útmutatás és választható helyszíni szolgáltatás áll rendelkezésre, amikor a projekt további támogatásra szorul.
Újrahasznosító gép vágólapjai — Gyermekek
Szükséges egy egyedi vágólap árajánlat?
Küldjön nekünk vágólap rajzot, méreteket tartalmazó fényképet vagy gépmodellt - 24 órán belül ajánlatot adunk a megfelelő cserélhető alkatrészre.
- OEM-kompatibilis Vecoplan, Weima, Cumberland, Zerma, Rapid, Herbold
- D2, SKD-11, DC53, CPM-10V és volfrámhíd
- 15–25 napos átfutási idő egyedi méretek esetén · egy darabos MOQ