
نظام تقطيع وتكثيف أفلام البولي بروبيلين/البولي إيثيلين
خط تقطيع وتكثيف أفلام PP/PE البلاستيكية
حوّل مخلفات أفلام PP وPE المكبوسة أو المتسخة أو السائبة إلى رقائق نظيفة مكثفة أو حبيبات غير منتظمة عبر خط مدمج يجمع بين التقطيع، والتقليل الرطب للحجم، والغسل، والفصل، والتجفيف بالعصر لتسهيل التخزين والبثق اللاحق.
لماذا تختار خط تقطيع وتكثيف الأفلام هذا
صُمم هذا الخط لتيارات الأفلام البلاستيكية التي تكون كبيرة الحجم أو شديدة الاتساخ أو غير مستقرة بحيث لا يمكن تحويلها مباشرة إلى التحبيب، وتحتاج إلى الغسل وتحسين الكثافة قبل إعادة الاستخدام.
يعد هذا الخط للتقطيع والتكثيف جزءًا من حلولنا الشاملة للتصنيع من البداية إلى النهاية, التي صممت لتحويل أفلام البولي بروبيلين/البولي إيثيلين الملوثة إلى مخرجات نظيفة ودقيقة جاهزة للتحويل إلى كريستاليات البولي بروبيلين/البولي إيثيلين.
الكفاءة الشاملة
تتصل عمليات التقطيع والغسل والفصل والتكثيف بالعصر ضمن مسار واحد متكامل يقلل فاقد النقل ويحد من المناولة اليدوية بين الآلات.
كثافة حجمية أعلى
تحوّل مرحلة التجفيف بالعصر رقائق الفيلم المفككة إلى مادة خرج أكثر كثافة يسهل تخزينها ونقلها وتغذيتها إلى معدات البثق.
جاهز للتلوث
تساعد عملية التحبيب الرطب والفصل بالغمر والطفو والتنظيف الاحتكاكي على إزالة الرمل والورق والملصقات والتلوث الحقلي من الأفلام الاستهلاكية والزراعية.
تحكم ثابت في الرطوبة
The densifying dryer reduces final moisture to a level that supports bagging, storage, and steady pelletizing without depending on oversized thermal drying alone.
Modular for Different Feed Conditions
The route can be adjusted around dirty bale film, agricultural mulch, PP woven bag scrap, or cleaner industrial film with changes in washing intensity, water treatment, and densifying capacity.
عرض توضيحي بالفيديو
See how the line shreds, washes, and densifies loose film into a denser, easier-to-handle recycled output.
تسلسل العمليات
كيف يعمل الخط
The system reduces film volume, removes heavy contamination, and increases output density before storage or pelletizing.
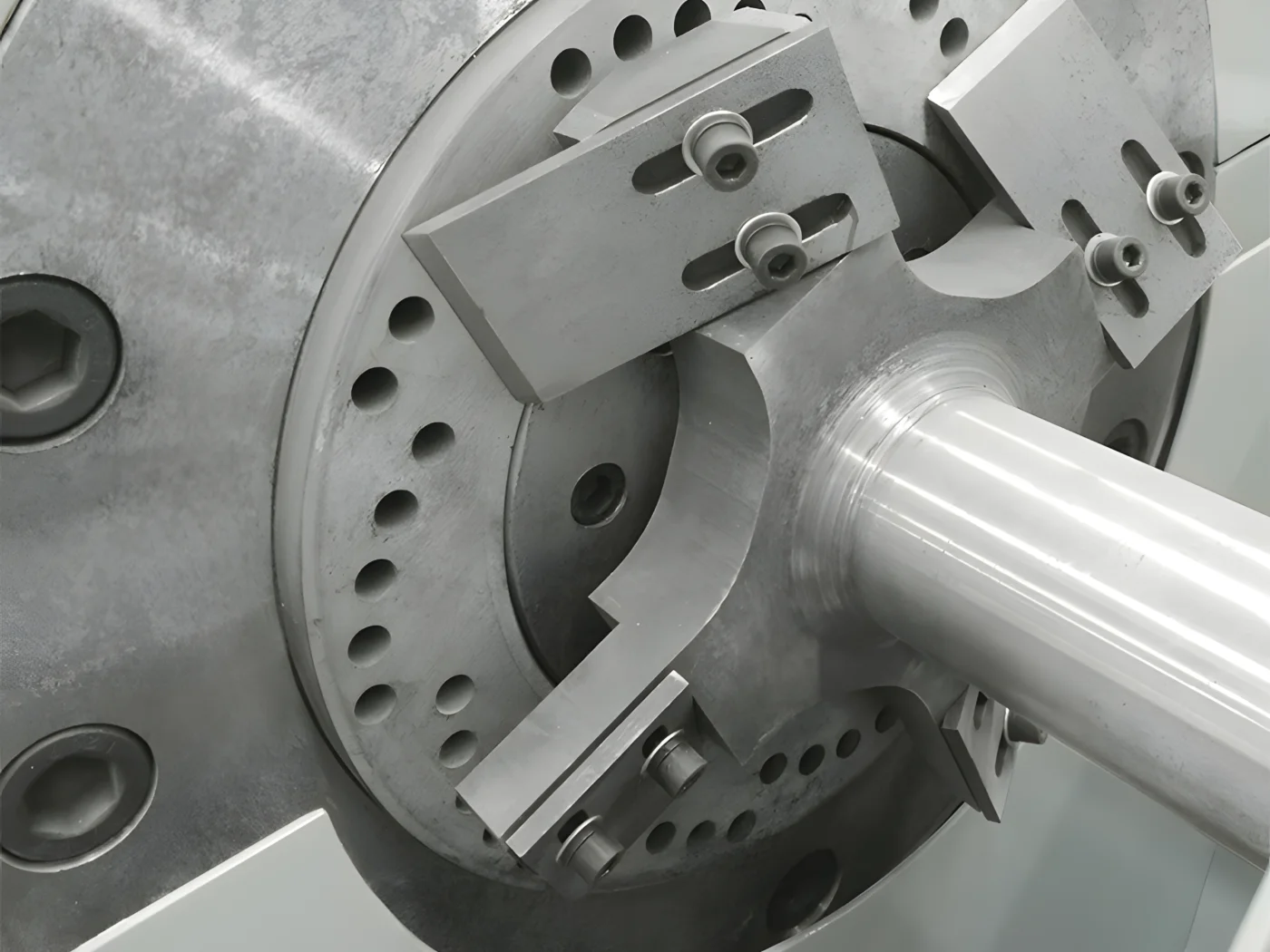
Bale Opening and Shredding
Compacted film bales or bulky loose scrap are opened and shredded into a stable infeed size that moves more evenly through the wet stages.
التحبيب الرطب
The shredded film is wet-cut into flakes that are easier to wash while also starting the first stage of contamination removal.
يفرز فصل الكثافة الملوثات الثقيلة مثل الأحجار، المعادن، والرمل بينما يحافظ على مادة الفيلم المستهدفة.
The washing tank separates heavy impurities such as sand, stones, and metal while keeping PP PE film in the target recovery stream.
Squeeze Drying and Densifying
Washed film flakes are mechanically squeezed, partially dried, and densified into an output form that is easier to bag, buffer, and feed into pelletizing.
Bale Opening and Shredding
Bulky film is opened and pre-sized for stable conveying.
التحبيب الرطب
Wet cutting reduces the material into wash-ready flakes.
يفرز فصل الكثافة الملوثات الثقيلة مثل الأحجار، المعادن، والرمل بينما يحافظ على مادة الفيلم المستهدفة.
Heavy contamination is rejected from the PP PE target stream.
Squeeze Drying and Densifying
The cleaned film is dried and densified for easier downstream handling.
التطبيقات
This line fits flexible PP PE waste streams that need both washing and bulk density improvement before reuse, transport, or pelletizing.
Post-Consumer Flexible Packaging Film
LDPE and LLDPE packaging film, stretch wrap, shopping bags, and mixed retail collection film that need washing before reuse.
Dirty film recoveryفيلم زراعي
Mulch film and greenhouse film with high soil and sand load that require stronger washing and water treatment.
PP Woven and Raffia Scrap
Woven bags and raffia offcuts that benefit from shredding, wet cutting, and densified discharge before extrusion.
مناولة الخرج عالي الكثافة
A good fit when customers want higher output density for silo buffering, bagging, transport, or more stable pelletizer feeding.
Integrated Recycling Projects
Works well in wash-to-pellet plants that want a tighter link between contamination removal and final extrusion preparation.
Material Streams with Variable Contamination
The modular route can be tuned for bale density, water contamination, moisture targets, and downstream pellet quality instead of forcing one fixed film washing configuration.
تحديد، حساب تكلفة أو تقليل المخاطر لمخططك؟
للدليل الكامل للمشتري - كيفية تحديد الكفاءة، ما يدفع تكلفة ملكية 3 سنوات، جودة الإنتاج بناءً على المواد الخام، التكوين الإقليمي، وأكثر الأخطاء المشتركة عند الشراء - انظر دليلنا تدوير الأفلام البلاستيكية المصنوعة من PP و PE: عملية، التحديات والاختيار الصحيح للآلات.
المواصفات الفنية
Typical planning parameters for PP PE film shredding and densifying projects. Actual sizing depends on feedstock contamination, desired moisture, and output density target.
| Specification Item | النطاق النموذجي |
|---|---|
| خيارات الإنتاج | 200 to 300 kg/h, 500 to 700 kg/h, and up to 1000 kg/h |
| نموذج الإخراج | Densified flakes or irregular pellets after squeeze drying |
| الكثافة الظاهرية | Approximately 350 to 410 kg/m3 depending on material and moisture |
| الرطوبة النهائية | Typically 3 to 5 percent after densifying discharge |
| الطلب على الطاقة | Approximately 120 to 350 kW depending on capacity and washing stages |
| نظام المياه | Closed-loop circulation with filtration and optional DAF support |
| عناصر التحكم | PLC with HMI, overload protection, and interlocked safety devices |
| تخطيط | Modular configuration adjusted to plant footprint and downstream pelletizing plan |
اسحب افقيا لعرض الجدول الكامل على الهاتف.
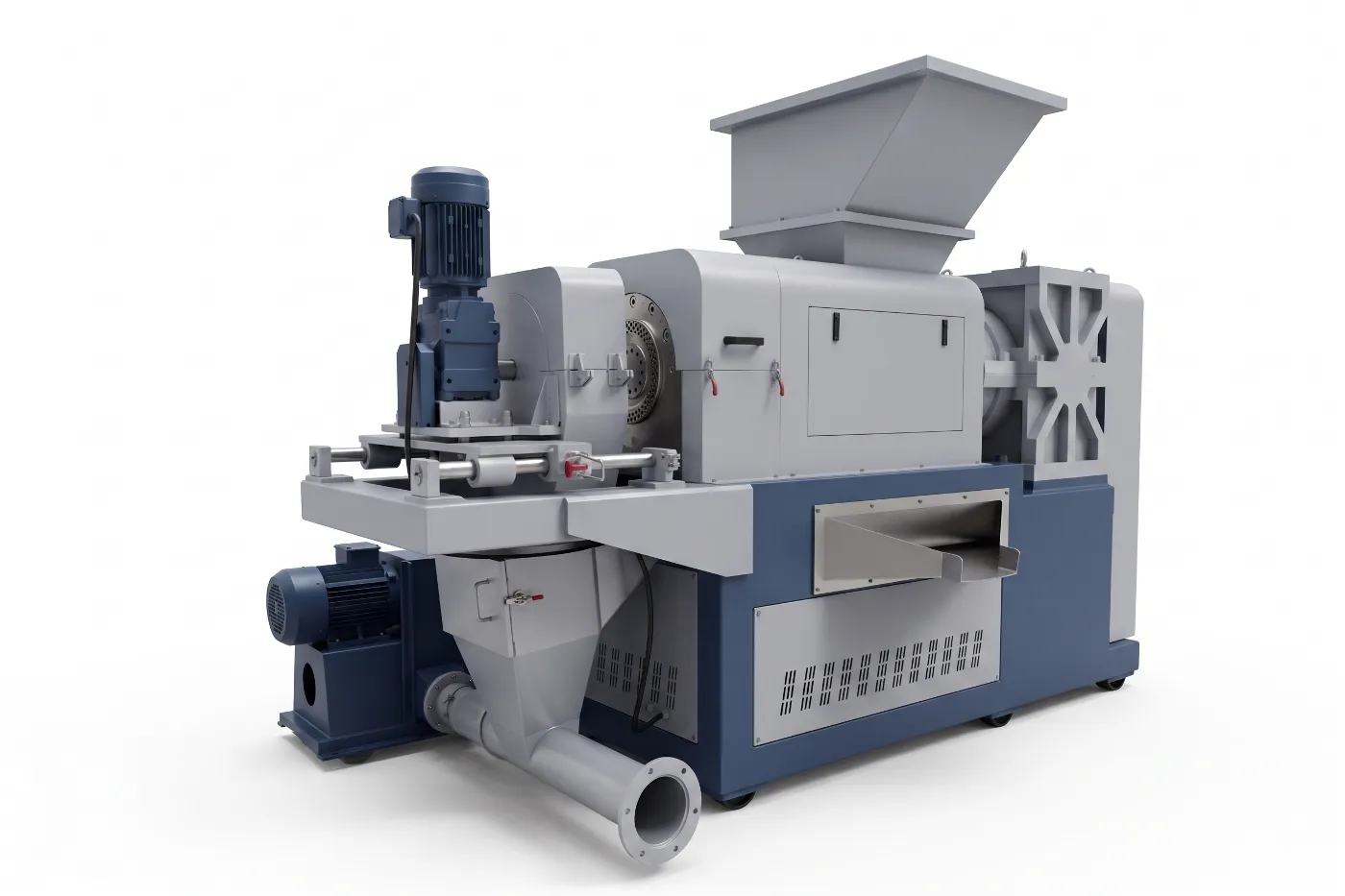
معرض الآلات
A closer look at the PP PE plastic film shredding and densifying line layout, including the integrated washing and densifying stages.


حلول الاسترداد ذات الصلة
These linked machines already appear in this workflow and use formal Energycle URLs that can support a full film shredding and densifying project.
آلات تقطيع البلاستيك
Primary volume reduction for bulky bales, rolls, and loose plastic film scrap before wet processing.
حبيبات البلاستيك الرطبة
Wet size reduction stage that prepares flakes for cleaning while starting contamination removal.
خزان فصل عائم من البلاستيك PP PE
Density separation module that ejects heavy impurities and stabilizes the washed PP PE stream.
آلة غسيل البراغي الاحتكاكية
High-speed scrubbing support for removing paper, sand, and loose surface contamination from film flakes.
آلة ضغط الأغشية البلاستيكية
Key densifying module that lowers moisture and raises bulk density for easier handling and pelletizing.
الاسئلة الشائعة
إجابات سريعة للمشترين الذين يقارنون بين تجهيزات غسل وتجفيف وتكثيف الأفلام.
نظام إعادة التدوير المتكامل الذي يقطع الأفلام الكبيرة، ويغسل التلوث من البلاطات، ثم يضغط يجف المادة إلى مخرجات أكثر كثافة سهلة التخزين، النقل، أو التغذية إلى عملية تحويل البلاطات.
المشاريع العادية تبدأ من 200 إلى 300 كجم في الساعة وتستطيع التوسع إلى 500 إلى 700 كجم في الساعة أو حتى حوالي 1000 كجم في الساعة اعتمادًا على نوع الفيلم، مستوى التلوث، وكتلة الكثافة المطلوبة.
نظافة النهاية تعتمد على مسار الغسل والتلوث الداخل، ولكن الخط مصمم لإزالة الرمل، الأوسمة، الورق العشوائي، والتراب الحقول قبل إطلاق الفلakes المضغوط أو الفلakes غير المنتظمة.
نعم. فيلم الزراعة من المواد المستهدفة الشائعة، ولكن عادة ما يحتاج إلى غسل أقوى، معالجة أفضل للطين، وإدارة المياه أكثر صرامة لأن التربة والمنتجات العضوية أثقل بكثير من قطع القمامة النظيفة من المصنع.
نعم. يمكننا دعم تخطيط التخطيط، التشغيل، تدريب القائمين على التشغيل، وتوجيه بدء التشغيل وفقًا نطاق المشروع وتنظيم التسليم.
تكلفة المعدات تعتمد على الطاقة الإنتاجية، تكوينها، ومستوى الغسيل وتعقيم المياه المطلوب، لذا تتراوح بين خط إنتاج مدمج إلى خط صناعي كامل. بالإضافة إلى المعدات، احتسب تكاليف الأعمال المدنية، الكهرباء الداخلة، نظام المياه المغلقة حيث لزم، رسوم الجمارك، وتدريب القوى العاملة. لأن المتغيرات تختلف باختلاف المشروع والمنطقة، شارك تفاصيل طاقتك الإنتاجية، المواد الخام، وموقعك وسنعد تقدماً محدداً.
تحديد الكفاءة من خلال وزن المواد الخام السنوي والساعات التشغيلية: قم بتقسيم السنوات إلى أطنان بناءً على أيام العمل والساعات الإنتاجية في اليوم، ثم أضف مساحة إضافية للإيقاف غير المتوقع وارتفاع المواد الخام. يتم تكوين هذا الخط تقريبًا في نطاق 200-1,000 كجم/ساعة، لذا اختر الخيار الذي يغطي بسهولة إنتاجك المستمر بدلاً من الحالة القصوى للإنتاج. إذا كانت نقاط المواد الخام المحددة تشير إلى كميات أعلى، فإن الخط المخصص الكبير هو الطريق الأفضل.
تتراوح كثافة الحجم العالية عادةً من حوالي 0.35 جرام/سم³ في الخطوط الدخولية إلى حوالي 0.60 جرام/سم³ في الخطوط الصناعية الكاملة، وفقًا لمتطلبات ضغط الكثافة والمدمج مع المجفف. تقليل كثافة الحجم يقلل من تكاليف النقل ويكون عادةً مطلوبًا لبيع البوليتير إلى البوليتير الثالث، بينما يمكن للتحضير الداخلي للبوليتير تقبيل كثافة الحجم أقل دون تكلفة اقتصادية.
يعتمد الربح على الكفاءة، تكلفة المواد الخام، سعر بيع الإنتاج، ووقت التشغيل، لذا يختلف بشكل كبير بين المشاريع. الخطوط التي تغذي عملية التحضير الداخلي للبوليتير تعيد الاستثمار بسرعة أكبر لأنها تحقق قيمة البوليتير الكاملة بدلاً من بيع الفلakes المدمجة. قم بإجراء تحليل حساسية تكلفة المواد الخام، سعر الإنتاج، ووقت التشغيل قبل اتخاذ القرار - يمكننا بناء هذا النموذج حول أرقامك الفعلية.
شريط التغطية الزراعية الملوث بالتربة يتطلب وعاء غسل مسبق موسع، خزان فصل السقوط والطوفاء ذو مرحلتين، ومغسلة قاطعة بالمرور المزدوج، لأن حمولته المعدنية أعلى بكثير من قطع الخردة النظيفة من المصنع. تحديد تكوين شريط التغطية الزراعية مسبقًا أرخص بكثير من تعديله لاحقًا، وغالبًا ما يكون التعافي الجماعي أقل من على فيلم التغليف النظيف بعد الاستهلاك.
ناقش مشروعك لإعادة تدوير الأفلام
شاركنا نوع المادة، ومستوى التلوث، والطاقة الإنتاجية المستهدفة، وما إذا كنت تحتاج إلى رقائق مكثفة أو مخرج جاهز للتكوير. سنوصي بتجهيز مناسب للغسل والتكثيف.