


Línea de lavado de botellas PET: Cómo seleccionar el sistema adecuado para su operación de reciclaje
Esta guía está escrita para ingenieros de procesos, gerentes de planta y equipos de adquisiciones que evalúan un Línea de lavado de botellas PET Para una nueva construcción o una ampliación de capacidad. Las decisiones que tome con antelación (tipo de proceso de lavado, margen de capacidad, objetivo de calidad de salida e infraestructura de servicios públicos) determinarán su costo operativo y los mercados a los que puede abastecer. Analice cada sección a continuación y luego solicite una evaluación de la materia prima y la capacidad antes de emitir su solicitud de cotización.
¿Qué hace una línea de lavado de botellas PET?
Una línea de lavado de botellas de PET convierte las botellas de PET preconsumo en pacas en escamas de PET limpias y secas, listas para su peletización, hilado de fibra o uso directo botella a botella. La línea no es una sola máquina, sino un conjunto secuencial de etapas de proceso, cada una enfocada en un tipo específico de contaminante o fracción de material.
Una línea estándar mueve el material a través de estas etapas en orden:
- Desempacadora / trituradora de pacas:Abre pacas compactadas y dosifica las botellas en el transportador a una velocidad controlada.
- Transportador de preclasificación:Eliminación manual u óptica de PVC, HDPE, metal y papel antes de la reducción de tamaño.
- Eliminador de etiquetas / prelavado por fricción:Las tiras de fundas retráctiles y etiquetas de papel se colocan antes de la trituradora, lo que reduce la contaminación transmitida.
- Granulador húmedo/triturador: Reduce las botellas a escamas utilizando una pantalla con orificios de 12 a 18 mm; el material recircula en la cámara de corte hasta que pasa a través de ella.
- Tanque de separación de hundimiento/flotación:Separa el PET (densidad ~1,33–1,38 g/cm³) de las tapas de poliolefina y los fragmentos de etiquetas (densidad inferior a 1,0 g/cm³) utilizando agua.
- Etapa de lavado en frío o calienteElimina adhesivos, suciedad orgánica y residuos de bebida. Esta es la opción de proceso más importante (véase la siguiente sección).
- Etapa de enjuague: Elimina el detergente y los residuos sueltos de la superficie de las escamas.
- Secador centrífugo:Elimina la humedad de la superficie mecánicamente antes de la etapa térmica.
- Secador térmico:Lleva el contenido de humedad final por debajo de 1%.
- Silo de almacenamiento / estación de ensacado:Retiene escamas limpias para su transferencia posterior.
Cada etapa representa un cuello de botella potencial. Una boquilla de pulverización obstruida, una cuchilla trituradora desgastada o un tanque de flotación/hundimiento inundado reducen la calidad en todos los puntos aguas abajo. Por eso, el dimensionamiento del equipo y la planificación del mantenimiento tienen la misma importancia en cualquier adquisición seria.
Lavado en frío vs. lavado en caliente: La decisión del proceso central
La elección entre una línea de lavado de botellas PET en frío o en caliente determina el costo de capital, la potencia instalada, la composición química del agua y los grados de salida que aceptarán sus compradores. Si se toma esta decisión incorrectamente, ninguna optimización posterior podrá recuperarla.
Lavado en frío Utiliza agua a una temperatura aproximada de 10-20 °C. Elimina eficazmente la suciedad suelta, las etiquetas y los residuos superficiales ligeros. Al no requerir un sistema de calentamiento, el consumo de energía es menor y la tensión térmica del polímero PET es mínima. El lavado en frío es adecuado para escamas destinadas a fibra, flejes o envases rígidos no alimentarios, donde los umbrales de contaminación son menos estrictos.
Lavado en caliente Eleva la temperatura del agua de lavado a 50-60 °C, generalmente con sosa cáustica (NaOH) o un detergente de grado alimentario dosificado en concentraciones controladas. La alta temperatura disuelve residuos de adhesivos, grasas y aceites que el agua fría no puede eliminar con fiabilidad. También reduce la carga microbiana, un requisito previo para la certificación de contacto con alimentos. Las líneas de lavado en caliente tienen mayor potencia instalada y requieren infraestructura de calefacción a vapor o eléctrica, pero son la configuración estándar para el rPET botella a botella (B2B).
| Parámetro | Línea de lavado en frío | Línea de lavado caliente |
|---|---|---|
| Temperatura del agua de lavado | 10–20 °C | 50–60 °C |
| Dosificación de detergente/cáustico | No requerido | Se requiere NaOH o detergente de calidad alimentaria |
| Eliminación de adhesivos y grasa | Limitado | Eficaz |
| Reducción microbiana | Parcial | Significativo |
| Grado de salida típico | Fibra, flejes, embalajes no alimentarios | rPET de grado alimenticio, botella a botella |
| Potencia instalada (relativa) | Más bajo | Más alto (el sistema de calefacción aumenta la carga) |
| Costo de capital (relativo) | Más bajo | Superior (aprox. 15–25% premium; varía según el proveedor) |
Si su comprador final requiere rPET de grado alimentario que cumpla con las normas de la EFSA, una línea de lavado en caliente es la configuración mínima. El Reglamento (UE) 2022/1616 [1], vigente desde septiembre de 2022, endureció considerablemente los umbrales de descontaminación: los niveles residuales admisibles de tolueno, clorobenceno y salicilato de metilo se redujeron hasta en un 50% con respecto a los límites anteriores. El lavado en frío por sí solo no puede cumplir estos umbrales de forma fiable.
Planificación de la capacidad: adaptación de la línea al volumen de materia prima
Los errores de dimensionamiento en cualquier dirección conllevan costos. Una línea sobredimensionada funciona a carga parcial, lo que aumenta el consumo específico de energía por tonelada procesada. Una línea subdimensionada se convierte en un límite permanente para su volumen de recolección e ingresos.
Utilice esta fórmula como punto de partida:
Capacidad requerida (kg/h) = Materia prima diaria total (kg) ÷ Horas de funcionamiento por día
Una planta que procesa 10.000 kg/día durante 20 horas de funcionamiento necesita una línea de 500 kg/h. Antes de especificar a un proveedor, añada un margen de 20–25% para periodos de mantenimiento planificado, picos de volumen estacionales y paradas imprevistas.
Las configuraciones de la industria generalmente se dividen en tres bandas:
- Líneas pequeñas (500–1.000 kg/h):Adecuado para redes de recolección regionales u operaciones en etapa inicial.
- Líneas medianas (1.000–2.000 kg/h):Estándar para recicladores de escala media con contratos de compra establecidos.
- Grandes líneas (superiores a 2.000 kg/h):Utilizado por operadores a escala industrial o aquellos con programas de recolección nacionales.
La huella se escala proporcionalmente. Una línea de lavado de botellas PET de referencia de 1000 kg/h ocupa aproximadamente 90 m × 8 m × 6 m y consume alrededor de 215 kW de potencia instalada. Si se prevé una expansión en un plazo de cinco años, se deben construir las instalaciones para alojar una trituradora más grande y una mayor capacidad de secado; la modernización posterior de la estructura del edificio cuesta considerablemente más que la precalificación de los circuitos eléctricos y los tramos de cintas transportadoras durante la construcción inicial.
Calidad de salida, grado de escamas y requisitos reglamentarios
La calidad de lascas que busca determinará su mercado objetivo y la configuración de línea que necesita. Cambiar a una calidad de mayor valor a mitad del proyecto es costoso; defina el mercado final antes de enviar la solicitud de cotización.
Grados no alimentarios
Para termoformados de fibra, flejes o no alimentarios, una línea de lavado en frío suele producir escamas con una humedad inferior a 1% y una contaminación de PVC inferior a 100 ppm. Estas especificaciones cumplen con la mayoría de los contratos de compraventa europeos y estadounidenses para rPET de grado fibra y lámina. La retención de la viscosidad intrínseca (VI) depende de la intensidad del secado del material y de si la materia prima contiene PET degradado.
Grados para contacto con alimentos y de botella a botella
El lavado en caliente es necesario, pero no suficiente, para obtener un producto de calidad alimentaria. Según el Reglamento (UE) 2022/1616 de la UE [1], los desarrolladores de tecnología deben presentar una prueba de provocación que demuestre que su proceso cumple con los criterios de eficiencia de limpieza de la EFSA antes de autorizarlo a los recicladores. Como operador de planta, usted utiliza un proceso autorizado por la EFSA y mantiene registros que demuestran que su material de entrada cumple con la especificación validada de la materia prima. La EFSA ha emitido dictámenes científicos positivos para procesos específicos que cumplen con las normas de descontaminación actualizadas [2].
Para el rPET destinado al contacto con alimentos en el mercado estadounidense, el umbral de la FDA para cada contaminante sustituto es inferior a 220 µg/kg en la resina [3]. Ambas vías requieren controles de proceso documentados, no solo equipos.
Clasificación por color y valor de las escamas
Añadir un clasificador óptico por color mejora los ingresos por tonelada al separar las fracciones transparente, azul claro y coloreada. Las escamas transparentes alcanzan el precio spot más alto; el material de color mixto suele ser absorbido por los productores de fibra con descuento. La justificación del costo de capital de un clasificador óptico depende de las condiciones de su contrato de compra y de los precios del mercado regional; haga cálculos antes de finalizar la especificación de la línea.
Requisitos de servicios públicos e infraestructura
Una línea de lavado de botellas PET es una instalación de proceso, no solo maquinaria. La falta de especificaciones en los servicios públicos antes del inicio de las obras civiles es una de las causas más comunes de retrasos en la puesta en marcha y sobrecostos.
Datos clave de servicios públicos que se deben confirmar antes del diseño del sitio:
- Suministro eléctricoUna línea de lavado en caliente de 1000 kg/h consume aproximadamente 215 kW instalados; las líneas de mayor tamaño se escalan proporcionalmente. Confirme la capacidad disponible del transformador y el balance de fases con su proveedor de servicios públicos antes de firmar el contrato de arrendamiento del sitio.
- Agua dulce y recirculaciónLa recirculación de circuito cerrado reduce la demanda de agua dulce a aproximadamente 1-2 m³ por tonelada de PET procesado. Sin recirculación, la demanda de agua aumenta considerablemente y, en consecuencia, el volumen de aguas residuales.
- Descarga de efluentesEl agua de lavado contiene adhesivos disueltos, residuos de detergente y partículas finas. En todos los estados miembros de la UE se exige un pretratamiento para cumplir con los límites de vertido autorizados localmente en cuanto a DQO, pH y sólidos en suspensión. Confirme las condiciones de la autorización antes de finalizar el diseño del circuito de agua.
- Aire comprimidoLos clasificadores ópticos, los transportadores neumáticos y los actuadores de válvulas requieren un suministro estable de aire comprimido, normalmente de 6 a 8 bares. El caudal depende del número de eyectores del clasificador.
- Calefacción a vapor o eléctrica (solo líneas calientes)El tanque de lavado con agua caliente requiere un circuito de calefacción específico. Si se utiliza vapor, se requieren tuberías presurizadas y un sistema de retorno de condensado para completar el alcance civil.
Con frecuencia se pasa por alto la altura libre del techo. Los secadores térmicos y los silos de almacenamiento suelen requerir entre 6 y 8 m de altura libre interior. Verifique esta dimensión antes de firmar un contrato de arrendamiento o iniciar las obras civiles.
Piezas de desgaste, programa de mantenimiento y riesgo de tiempo de actividad
Una línea de lavado de botellas de PET procesa materia prima abrasiva y contaminada de forma continua durante 6000 a 8000 horas al año en una operación bien gestionada. El desgaste es predecible. La falta de planificación es lo que encarece el tiempo de inactividad.
Elementos de desgaste primario y sus señales de diagnóstico:
- Cuchillas trituradorasLas cuchillas desafiladas aumentan el consumo de corriente del motor, producen una distribución irregular del tamaño de las escamas y generan más finos. Inyectar agua de enjuague en la cámara de corte durante el funcionamiento reduce la fricción y prolonga la vida útil de la cuchilla. Mantenga la corriente del motor a una velocidad de alimentación constante: una tendencia ascendente sostenida indica que es hora de reemplazar la cuchilla.
- Pantallas trituradorasLos orificios se deforman con el tiempo y alteran la distribución del tamaño de las lascas. Inspeccione en cada parada de mantenimiento planificada y reemplace cuando la geometría del orificio supere la tolerancia.
- Paletas de lavado a fricciónEl desgaste reduce directamente la intensidad del fregado, aumentando la contaminación residual en las escamas de salida. Revise el grosor de las paletas cada 500 horas de servicio.
- Cintas transportadoras:Inspeccione si hay bordes deshilachados o seguimiento desigual; una correa defectuosa detiene toda la línea.
- Boquillas de pulverizaciónLas boquillas obstruidas crean zonas de lavado irregulares. Enjuague en cada cambio de turno o después de cualquier lote con alta contaminación.
- Cojinetes y accionamientosLubrique según los intervalos del fabricante. El exceso de grasa daña los sellos con la misma facilidad que la falta de grasa.
Almacene consumibles críticos (cuchillas, mallas, bandas y boquillas) en planta. Los plazos de entrega de componentes mecanizados de proveedores no disponibles pueden ser de cuatro a doce semanas, según el origen. Una sola parada imprevista de varios días suele costar más de un año completo de inventario preventivo de piezas. Programe un periodo de mantenimiento integral cada 500 a 1000 horas de funcionamiento, programado para coincidir con los periodos de escasez de materia prima planificados, siempre que sea posible.
Lista de verificación de selección antes de solicitar una cotización
Utilice esta lista para estructurar su solicitud de cotización y calificar a los proveedores antes de iniciar conversaciones comerciales.
Especificación del proceso y la salida
- Grado de salida objetivo confirmado con el comprador final (contacto con alimentos vs. no alimentario)
- Rango de tamaño de escamas requerido (normalmente 12–14 mm; ajuste según el uso final)
- Contenido de humedad a la salida de la línea (objetivo por debajo de 1%)
- Tolerancia de PVC en la salida (normalmente por debajo de 100 ppm para grados de calidad)
- Requisito de clasificación por color confirmado (sí/no y grado objetivo)
Capacidad y utilidades
- Capacidad nominal (kg/h) con un buffer de subida de 20–25% indicado en la solicitud de cotización
- Potencia instalada disponible (kW) y margen del transformador confirmados
- Verificado el consentimiento de la tarifa de suministro de agua dulce y de la descarga
- Restricciones de espacio (L × An × Al, incluida la altura del techo) comunicadas al proveedor
Riesgo mecánico y de la cadena de suministro
- Piezas de desgaste clave (cuchillas, pantallas, correas) disponibles en distribuidores de la UE o EE. UU.
- Plazo de entrega cotizado para hojas y pantallas de repuesto del fabricante
- Se confirmó la compatibilidad del sistema de control/PLC con el SCADA de la planta existente
- Procedimiento FAT y criterios de aceptación acordados por escrito antes de que comience la fabricación
Regulatorio y comercial
- Revisión de la duración, el alcance y las exclusiones de la garantía
- Soporte de puesta en marcha en sitio (días incluidos, costos de viaje, ruta de escalamiento)
- Para líneas de grado alimenticio: Número de referencia de autorización de proceso de la EFSA o carta de no objeción de la FDA aplicable a la tecnología confirmada antes de la compra
Preguntas frecuentes
¿Qué contenido de humedad deben alcanzar las escamas de PET limpias antes de peletizarlas?
Una sección de secado correctamente especificada (secador centrífugo seguido de un secador térmico) debería producir escamas con una humedad por peso inferior a 1%. Una humedad superior a este nivel acelera la caída de la viscosidad intrínseca (VI) durante el procesamiento de la masa fundida, aumenta la variación de la presión del molde y puede introducir defectos superficiales en el pellet o la fibra terminados. Si el proceso finaliza en la etapa de escamas, se aplica el mismo umbral de 1% para la estabilidad de almacenamiento y el cumplimiento del contrato de compra estándar.
¿Cuánto duran las cuchillas trituradoras en una línea de lavado de botellas PET?
La vida útil depende de la abrasividad de la materia prima, la dureza del material de la cuchilla y si se inyecta agua de enjuague en la cámara de corte durante el funcionamiento. El agua inyectada reduce la fricción y prolonga considerablemente la vida útil de la cuchilla. Los intervalos típicos varían de unos pocos cientos a varios miles de horas de funcionamiento, dependiendo de estas variables. El indicador de campo más fiable es un aumento sostenido de la corriente del motor a una velocidad de avance constante; esto indica que las cuchillas están sobrecargadas y se acercan al final de su vida útil.
¿Una línea de lavado de botellas PET requiere permisos ambientales en la UE?
La mayoría de las operaciones de lavado de PET se rigen por las licencias nacionales de gestión de residuos, en lugar de los umbrales establecidos en el Capítulo II de la Directiva de Emisiones Industriales (DEI) de la UE. Sin embargo, el vertido de aguas residuales del circuito de lavado requiere una autorización de vertido de la autoridad competente en materia de aguas de cada Estado miembro de la UE. El uso de aire comprimido, los niveles de ruido y el olor a detergente también pueden dar lugar a condiciones específicas en la licencia local. Contrate a un consultor ambiental antes de seleccionar una ubicación o finalizar el diseño del circuito de agua.
¿Qué requiere una línea de lavado de PET de grado alimenticio más allá del equipamiento?
El equipo es necesario, pero no suficiente. Según el Reglamento (UE) 2022/1616 de la UE [1], el reciclador debe utilizar una tecnología que haya recibido un dictamen científico positivo de la EFSA y un Número de Autorización del Proceso de Reciclaje (RAN) emitido formalmente. El operador también debe mantener controles de los materiales de entrada, registros de proceso y registros de pruebas de desafío alineados con el proceso autorizado. Para los mercados estadounidenses, el requisito equivalente es una carta de no objeción de la FDA relacionada con el proceso de reciclaje específico utilizado.
Cómo elegir la línea de lavado de botellas PET adecuada para su operación
La selección de una línea de lavado de botellas de PET se reduce a la alineación de tres variables: el perfil de contaminación de la materia prima, el grado de producción comprometido y la infraestructura de su planta. Una línea de lavado en frío de 500 a 1000 kg/h es ideal para operaciones que abastecen a los mercados de fibra no alimentaria o fleje, y reduce los costos de capital y de operación. Una línea de lavado en caliente, con la infraestructura, los controles de proceso y la documentación regulatoria que requiere, es la opción correcta cuando su mercado final exige rPET de grado alimenticio que cumpla con las normas de la EFSA o la FDA.
El árbol de decisiones se centra primero en el grado de producción, luego en la capacidad con reserva, luego en la disponibilidad de servicios públicos, finalmente en la logística de repuestos y el historial de soporte de los proveedores. Revise la lista de verificación anterior antes de emitir su solicitud de cotización y contacte al equipo de ingeniería de Energycle para solicitar una cotización. Línea de lavado de botellas PET Evaluación de materiales. Indique la composición de su materia prima, el nivel de contaminación y la ley de salida objetivo, y nuestros ingenieros le recomendarán la configuración de proceso adecuada, junto con un diseño detallado de las instalaciones y un análisis energético.


La molienda y el triturado de PVC determinan la eficiencia y la calidad de producción de las líneas de reciclaje y composición de plástico. Si bien los operadores suelen usar estos términos indistintamente, representan dos procesos mecánicos distintos que se aplican secuencialmente. El triturado proporciona una reducción de volumen inicial para residuos voluminosos, mientras que la molienda proporciona una reducción de tamaño secundaria y precisa para producir polvo reutilizable de alto valor. Energycle diseña sistemas industriales de reducción de tamaño que integran ambas etapas para mantener la integridad del material y un rendimiento continuo.
La selección del proceso correcto depende de las dimensiones de la materia prima entrante, el tamaño de partícula requerido y las limitaciones térmicas del cloruro de polivinilo. Esta guía detalla las diferencias mecánicas, los parámetros operativos y los criterios de selección de equipos para el procesamiento de PVC rígido.
Reducción de tamaño primaria: trituración de PVC
Los operadores despliegan un Trituradora de PVC Para descomponer artículos plásticos grandes y rígidos en escamas gruesas o trozos irregulares. Esta etapa primaria procesa directamente los residuos voluminosos, como tuberías largas, perfiles gruesos de ventanas, láminas rígidas y chatarra de fabricación.
La maquinaria de trituración utiliza una alta compresión, fuerzas de impacto o cuchillas de corte rotatorias de alta velocidad. Estos mecanismos fracturan el plástico rápidamente hasta que las piezas pasan por una criba calibradora. El rango de rendimiento estándar para el PVC triturado oscila entre 5 mm y 20 mm.
Dado que la trituración prioriza la reducción de volumen y utiliza cortes intermitentes en lugar de fricción sostenida, genera un calor moderado y consume menos energía por tonelada. Las instalaciones utilizan trituradoras para preparar materiales a granel para su transporte, compactar residuos de fábrica o preprocesar la chatarra antes de que entre en un sistema de molienda fina.
Reducción de tamaño secundaria: Molienda de PVC (pulverización)
La molienda o pulverización de PVC toma las escamas gruesas de 5 a 20 mm generadas por una trituradora y las reduce a un polvo fino y uniforme. Un proceso industrial Amoladora de PVC Se basa en la abrasión y fricción continuas generadas por discos giratorios de alta velocidad, martillos o molinos para ejecutar esta reducción de tamaño secundaria.
Los molinos producen partículas de entre 0,1 mm y 0,5 mm de tamaño, equivalentes a una malla de 30 a 80. Lograr esta consistencia fina y uniforme es un requisito indispensable para la fabricación posterior. Los fabricantes de compuestos requieren polvo de malla de 30 a 80 para garantizar una fusión rápida y una mezcla adecuada con el PVC virgen durante la reextrusión o el moldeo por inyección.
A diferencia del triturado, la molienda genera cargas térmicas extremas debido a la fricción a alta velocidad. El PVC es muy sensible al calor; el sobrecalentamiento provoca la fusión, degradación o liberación de ácido clorhídrico (HCl) gaseoso corrosivo. Las trituradoras industriales de PVC requieren sistemas de refrigeración activa por agua que circulen por la carcasa del molino y los discos estacionarios para extraer el calor y proteger la estructura molecular del polímero.
Matriz de comparación técnica
| Parámetro | Trituración de PVC | Molienda de PVC (pulverización) |
|---|---|---|
| Material de entrada de destino | Artículos grandes y rígidos (tuberías, marcos de ventanas, láminas) | Copos gruesos pretriturados (5–20 mm) |
| Principio de funcionamiento | Cuchillas rotativas de compresión, de impacto o de alta velocidad | Abrasión y fricción mediante discos/molinos giratorios |
| Tamaño de salida | 5 mm – 20 mm (copos/trozos gruesos) | 0,1 mm – 0,5 mm (polvo de malla 30–80) |
| Generación de calor | Moderado (refrigeración básica por aire ambiente o agua) | Alto (Requiere circuitos de refrigeración por agua activos) |
| Consumo de energía | Menor por tonelada (rápida reducción de volumen) | Mayor por tonelada (reducción más lenta y precisa) |
| Aplicación principal | Reducción inicial del volumen, preparación del transporte | Preparación para reextrusión, composición |
Integración secuencial en líneas de procesamiento
Las operaciones de reciclaje industrial rara vez eligen entre estos métodos; los implementan secuencialmente. Las instalaciones alimentan chatarra de PVC cruda y voluminosa a trituradoras de alta resistencia para generar un material molido uniforme de 5 a 20 mm. Este material grueso y uniforme actúa como materia prima controlada y predecible para el pulverizador, evitando atascos mecánicos y sobrecargas del motor.
El control de la humedad entre estas etapas es fundamental, especialmente al reciclar residuos posconsumo que requieren lavado. Procesar material húmedo o mojado a través de un molino de alta velocidad provoca una aglomeración severa del polvo y obstruye instantáneamente las cribas de clasificación. Si su proceso incluye granulación húmeda, pasar el material a través de un máquina deshidratadora centrífuga Elimina la humedad superficial de los copos. Esto garantiza una alimentación seca y continua a la cámara del pulverizador.
Selección de equipos y controles de mantenimiento
El PVC rígido contiene aditivos abrasivos como el carbonato de calcio, que acelera el desgaste de las superficies de corte. Los ingenieros de planta deben evaluar los intervalos de mantenimiento específicos y los mecanismos de seguridad al especificar los equipos.
Priorizar los siguientes criterios operativos:
- Reemplazo de piezas de desgaste: Las cuchillas rotativas de la trituradora requieren calibración y afilado frecuentes para mantener la eficiencia de corte. Los discos o martillos de la trituradora requieren reemplazo completo o remecanizado cuando disminuye el rendimiento o se produce un pico de amperaje del motor.
- Monitoreo térmico: Los sistemas de molienda deben contar con sensores de temperatura automatizados conectados al sistema de alimentación. El sistema debe reducir automáticamente la velocidad del sinfín de alimentación si la temperatura de la cámara se acerca a los umbrales de degradación del PVC.
- Control del polvo: La generación de polvo de malla 30 a 80 genera riesgos de partículas suspendidas en el aire. Las líneas de pulverización requieren transporte neumático cerrado, extracción ciclónica de alta velocidad y filtros de mangas pulsatorios para evitar la acumulación de polvo combustible.
Preguntas frecuentes
¿Puedo introducir tubos de PVC voluminosos directamente en una rectificadora?
No. Las trituradoras (pulverizadoras) requieren una materia prima uniforme y precalibrada de 5 a 20 mm. Introducir materiales voluminosos directamente en una trituradora atascará instantáneamente los discos de molienda, provocará fallos de sobrecarga del motor y podría romper los componentes internos. Los materiales rígidos grandes deben procesarse primero en una trituradora primaria.
¿Por qué la molienda de PVC requiere un mayor consumo energético que la trituración?
El triturado fuerza el plástico grueso a través de un microespacio entre discos dentados, utilizando fricción sostenida a alta velocidad para obtener un polvo de malla 30-80. Las RPM continuas requeridas para generar esta fricción, combinadas con la potencia consumida por las bombas de refrigeración por agua activas y los sopladores de transporte neumático, exigen un amperaje del motor significativamente mayor por tonelada procesada en comparación con el triturado.
¿Cómo puedo evitar que el PVC se degrade o se derrita durante el proceso de molienda?
Se previene la degradación térmica asegurando que los circuitos activos de refrigeración por agua del molino funcionen a los caudales y temperaturas especificados. Los pulverizadores industriales hacen circular agua fría a través de la carcasa del disco estacionario y los conjuntos de cojinetes para extraer el calor por fricción. Además, los sistemas de alimentación automatizados deben monitorear las temperaturas de la cámara y reducir la velocidad de alimentación si el calor se acerca al punto de fusión del polímero.

Los equipos de deshidratación de películas plásticas determinan la carga térmica y la eficiencia volumétrica de las líneas de extrusión posteriores. Las películas húmedas de polietileno (PE) y polipropileno (PP) aumentan el consumo de energía de secado y frecuentemente causan puentes en las tolvas de la extrusora. La modernización de las configuraciones de deshidratación mecánica puede reducir los tiempos de secado térmico hasta en 30%. Energycle diseña estos sistemas para optimizar las propiedades físicas específicas de los envases flexibles y las películas agrícolas.
Flujo de procesos y principios mecánicos
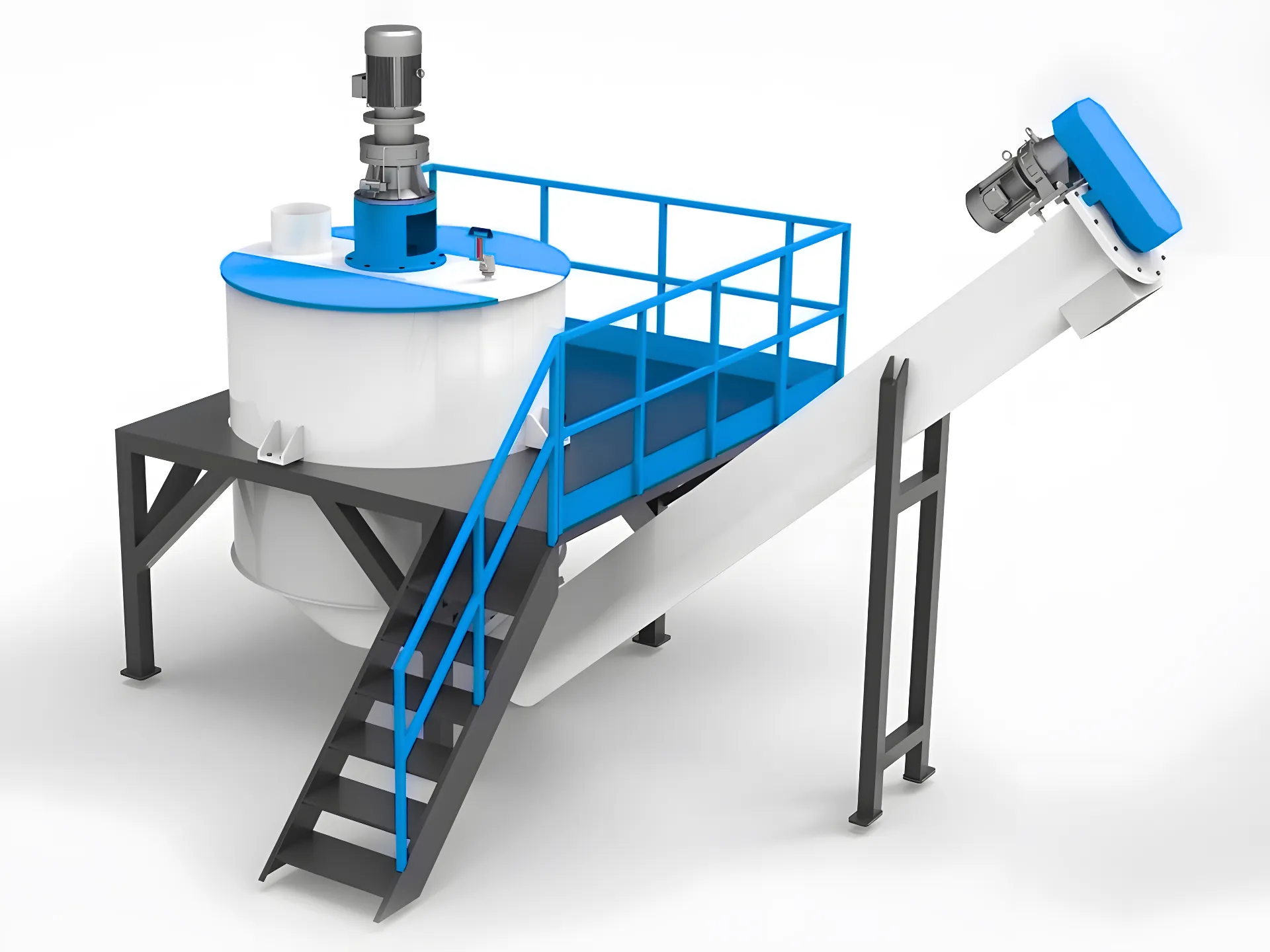
La eliminación de la humedad superficial y capilar de los plásticos flexibles requiere equipos adaptados a las limitaciones estructurales del material. Las instalaciones instalan principalmente dos categorías de maquinaria: sistemas centrífugos y máquinas de exprimido.
Mecánica de deshidratación centrífuga
A máquina deshidratadora centrífuga Aplica altas fuerzas G rotacionales para separar el agua superficial de las escamas de plástico suspendidas. Investigaciones sobre la centrifugación de películas de polietileno de alta densidad (HDPE) demuestran que los materiales flexibles tienden a formar una densa "torta de plástico" contra la malla exterior [1]. La capilaridad atrapa el agua residual dentro de las capas retorcidas y los poros microscópicos de esta torta.
Para romper esta retención capilar, los sistemas requieren configuraciones específicas de rotor y un dimensionamiento preciso del material. Mantener las dimensiones de las escamas de la materia prima entre 1 y 2 cm evita la superposición excesiva y minimiza la retención de agua. Estos sistemas suelen lograr una reducción de hasta 90% en la humedad superficial en cuestión de minutos.
Principios de compresión mecánica
Las máquinas exprimidoras de película procesan bolsas lavadas de PP, PE y tejido mediante compresión mecánica. Un tornillo cónico de alto par fuerza el material húmedo contra una matriz restrictiva o un conjunto de rodillos. Esta compactación física expulsa el líquido a través de mallas perforadas.
La intensa fricción mecánica generada durante la compactación produce calor, lo que inicia la evaporación de la humedad restante. Este proceso de doble acción reduce el contenido de humedad final a menos de 5%. Las instalaciones que alimentan las extrusoras con este material densificado y precalentado observan regularmente un aumento de 20% en la producción de peletización [2].
Especificaciones del equipo y parámetros de rendimiento
La elección entre la eliminación de humedad basada en rotación o basada en compresión determina los requisitos de servicios públicos y el diseño de la planta.
| Parámetro | Deshidratación centrífuga | Máquinas exprimidoras |
|---|---|---|
| Mecanismo primario | Rotación de alta velocidad (fuerza G) | Compactación mecánica (Tornillo cónico) |
| Salida de humedad objetivo | Reducción de agua de hasta 90% | Humedad final inferior a 5% |
| Materia prima ideal | Copos de HDPE/LDPE de 1–2 cm | Películas lavadas de PP, PE y bolsas tejidas |
| Ventaja operativa | Reduce el consumo de energía del secador térmico en 15% | Aumenta el rendimiento del extrusor en 20% |
| Requerimientos de espacio | Huella vertical u horizontal | Integración en línea altamente compacta |
Restricciones de materia prima y compatibilidad de materiales
La selección de la máquina depende en gran medida de la geometría y el espesor del material entrante. Las películas delgadas y muy flexibles se secan rápidamente bajo la acción de la fuerza centrífuga, pero requieren un tamaño de malla adecuado para evitar la pérdida de material. Las películas de acolchado agrícola más gruesas y las telas no tejidas requieren la mayor fuerza mecánica que proporciona el equipo de prensado.
Los ingenieros deben dimensionar la capacidad del motor con precisión según el rendimiento esperado. El funcionamiento continuo a gran volumen bloqueará un rotor con poca potencia, lo que provocará cuellos de botella inmediatos en la línea. Los operadores también deben adaptar el tamaño de las perforaciones de la malla al polímero objetivo para evitar el cegado de la malla.
Riesgos de piezas de desgaste, mantenimiento y tiempo de actividad
El desagote mecánico opera en condiciones de fricción severa y alta humedad, lo que acelera el desgaste de los componentes. El mantenimiento preventivo determina la vida útil del sistema.
- Palas del rotor y hélices: Sujeto a abrasión constante por contaminantes microscópicos; requiere revestimiento duro o reemplazo regular para mantener las relaciones de compresión.
- Pantallas de acero inoxidable: Vulnerable al cegamiento por plásticos derretidos o escamas irregulares; requiere lavado a presión programado e inspecciones de espesor.
- Cojinetes y sellos: El funcionamiento a alta velocidad y la proximidad al agua requieren programas de lubricación estrictos para evitar fallas catastróficas de los cojinetes.
- Motores de accionamiento: La tensión de la correa y la alineación del motor deben comprobarse mensualmente para evitar pérdidas de transmisión de potencia.
Lista de verificación de puesta en servicio y aceptación del sitio
Verifique el rendimiento del equipo durante las pruebas de aceptación de fábrica (FAT) o las pruebas de aceptación del sitio (SAT) utilizando métricas cuantificables.
- Verificación del contenido de humedad: Recoja muestras de salida cada 30 minutos para verificar que la humedad final permanezca por debajo de 5% (exprimidores) o cumpla con la línea de base de reducción de 90% (centrífugas).
- Pruebas de rendimiento y carga: Haga funcionar el sistema a la capacidad nominal 100% durante 4 horas continuas para monitorear los picos de amperaje del motor o los límites de sobrecarga térmica.
- Análisis de vibraciones: Registre el desplazamiento de referencia en las carcasas de los cojinetes de la centrífuga para detectar signos tempranos de desequilibrio del rotor.
- Consistencia de descarga: Confirme que los mecanismos de descarga automatizados expulsen el material procesado sin que se produzcan puentes ni atascos en los canales de transición.
Preguntas frecuentes
¿Qué causa la alta retención de humedad en los sistemas de deshidratación centrífuga?
La retención de humedad en un sistema centrífugo suele deberse a una geometría incorrecta de las escamas o a una velocidad de rotor insuficiente. Las películas de HDPE y LDPE tienden a plegarse y atrapar agua en los capilares, formando una densa capa de material. Los operadores deben mantener las dimensiones de la materia prima entre 1 y 2 cm para evitar este atrapamiento capilar. Además, la obstrucción de la malla causada por limpiadores degradados restringe la expulsión de agua. La inspección rutinaria de la malla y el mantenimiento de las velocidades especificadas del motor garantizan que la máquina alcance el margen de reducción de humedad requerido por la 90%.
¿Cómo impactan las máquinas exprimidoras de películas en los costos energéticos de extrusión posteriores?
Las máquinas de compresión de películas comprimen materiales ligeros, como bolsas tejidas y películas de polietileno, para formar aglomerados semisecos más densos. Esta compactación física fuerza el agua a través de una criba cilíndrica, generando calor por fricción interna, lo que evapora la humedad residual a menos de 5%. La alimentación de este material denso y precalentado a una extrusora evita el taponamiento de la tolva y estabiliza la presión de fusión. Las instalaciones que reemplazan los secadores térmicos convencionales con equipos de compresión suelen registrar una reducción de 15% en los costos totales de calentamiento y un aumento de 20% en la producción continua de la extrusora.
¿Cuáles son los principales modos de falla de los tornillos de compresión de película?
El modo de fallo más común en los tornillos de compresión de película es el desgaste abrasivo en las aletas del tornillo, lo que reduce directamente la relación de compresión y deja un exceso de humedad en el plástico. Se producen fallos secundarios en los cojinetes de empuje, que absorben enormes cargas axiales durante el proceso de compactación. La lubricación insuficiente o la sobrecarga de la máquina con plásticos rígidos de gran tamaño aceleran la degradación de los cojinetes. Los operadores deben especificar bordes de tornillo endurecidos y supervisar la temperatura del aceite de la caja de engranajes para maximizar la vida útil de los componentes y evitar paradas inesperadas de la línea.

Con el aumento de los costos de la energía y las exigencias más estrictas de contenido reciclado previstas para 2026, depender de tecnología de molienda obsoleta ya no es viable. Elegir el pulverizador de plástico adecuado para su línea de producción de reciclaje afecta directamente la calidad del polvo, la producción diaria, las facturas de energía y el buen funcionamiento de sus operaciones.
Se introducen escamas o gránulos limpios desde el granulador o trituradora, y el pulverizador los convierte en un polvo fino y uniforme que se utiliza directamente para rotomoldeo, producción de masterbatch o compuestos de alta gama. Si la combinación no es la adecuada, se producirán tamaños de partícula inconsistentes, sobrecalentamiento, cambios frecuentes de cuchillas o un cuello de botella que ralentizará toda la línea.
Esta guía te guía a través de cada paso de decisión con pasos claros, ejemplos reales y listas de verificación prácticas que puedes usar hoy mismo. Al final, sabrás exactamente qué buscar y cómo confirmar que tu elección se ajusta a tus objetivos de reciclaje para 2026.
¿Qué hace un pulverizador de plástico en una línea de reciclaje moderna?
Un pulverizador de plástico procesa plástico triturado rígido o semirrígido y lo reduce a polvo, típicamente de malla 20-120 (aproximadamente de 840 a 125 micras). A diferencia de los granuladores, que producen virutas o escamas para la reextrusión, los pulverizadores generan el polvo fino y fluido necesario para tanques y contenedores de moldeo rotacional, la fabricación de compuestos para tuberías y perfiles de PVC o la fabricación de masterbatch de color.
En una línea moderna típica, la secuencia se ejecuta así:
[ Trituradora / Granuladora ] ➔ [ Lavadora y secadora centrífuga ] ➔ [ Pulverizador de plástico ] ➔ [ Almacenamiento en silo / Peletizadora ]
El pulverizador se asienta después de limpiarlo y secarlo porque la entrada limpia y seca evita la formación de grumos y extiende la vida útil del disco o la cuchilla.
Principales tipos de pulverizadores de plástico que encontrarás en 2026
La mayoría de las líneas de reciclaje utilizan modelos estándar de disco o turbo. Las unidades criogénicas son ideales cuando se manipulan resinas especiales o se necesita polvo ultrafino de malla inferior a 100 sin pérdida de calidad. A continuación, una breve comparación:
| Tipo de pulverizador | Mejor para | Ventajas clave | Consideraciones |
|---|---|---|---|
| Pulverizador de disco | PVC rígido, PE | Finura constante; refrigeración por aire/agua incorporada; larga vida útil del disco. | El más común y rentable. |
| Turbo / Cuchilla | Plásticos más blandos, de calidad cinematográfica | Utiliza la fuerza de impacto; mayor rendimiento para materiales específicos. | Puede requerir un mantenimiento más frecuente de la cuchilla. |
| criogénico | HDPE resistente y sensible al calor | Utiliza nitrógeno líquido para evitar la fusión y la oxidación; salida ultrafina. | Mayores costos iniciales y operativos. |
Proceso paso a paso para seleccionar su pulverizador de plástico
Siga estos pasos en orden. Cada uno se basa en el anterior y evita cambios costosos posteriores.
Paso 1: Define tu material de entrada y volumen diario
Enumere los principales polímeros que procesa: PVC rígido, película o tubería de LLDPE/HDPE, rafia de PP o material remolido postindustrial mixto. Mida el tamaño promedio de las escamas después de su granulador (generalmente de 5 a 10 mm) y determine el tonelaje horario o diario. Añada un tampón 10-20% para que el pulverizador no sobrecargue el equipo aguas abajo.
Ejemplo: una planta mediana que procesa 8 toneladas por día de triturado de tuberías de PVC necesita un modelo diseñado para funcionar de forma continua entre 400 y 500 kg/h.
Paso 2: Establezca la finura de polvo requerida
El rotomoldeo suele requerir mallas de 35 a 60. El masterbatch de alta gama o el compuesto de pared delgada suelen requerir mallas de 80 a 120. Un polvo más fino mejora la fluidez y el acabado superficial, pero aumenta el consumo de energía y el desgaste. Elija una máquina con clasificador ajustable o mallas intercambiables para ajustar el rango exacto sin tener que comprar una segunda unidad.
Paso 3: Adaptar la capacidad y la integración de la línea
Su pulverizador de plástico debe seguir el ritmo de la producción del granulador y alimentar el siguiente paso sin tolvas de reserva ni tiempos de inactividad. Busque modelos con variadores de frecuencia (VFD) en el motor principal. Estos permiten reducir la velocidad del rotor al procesar cargas más ligeras y ahorrar entre 15 y 251 TP7T en electricidad en comparación con las unidades de velocidad fija.
Paso 4: Evaluar el rendimiento de refrigeración y energía
El calor es el enemigo. El PVC se degrada por encima de los 160 °C; el PE y el PP se ablandan y manchan. Los modelos refrigerados por aire son adecuados para trabajos más ligeros, mientras que los discos con camisa de agua o los sistemas de vórtice de aire forzado se encargan de los trabajos más pesados. En 2026, los modelos de gama alta utilizan motores IE4 de alta eficiencia y rodamientos sellados que reducen el consumo de energía hasta en 30% en comparación con los diseños anteriores.
Paso 5: Revise las funciones de automatización, seguridad y mantenimiento
- La alimentación y descarga automatizadas reducen la mano de obra a un solo operador.
- Los sistemas de recolección de polvo y de circuito cerrado mantienen la planta limpia y cumplen estrictas normas de calidad del aire.
- Las puertas de fácil acceso son importantes: algunos modelos le permiten cambiar un conjunto completo de discos en menos de 30 minutos.
- Consejo: Los discos de carburo de tungsteno o de aleación endurecida de calidad deberían durar entre 800 y 1500 horas en PVC limpio.
Paso 6: Calcular el costo total de propiedad (TCO)
El precio de compra es solo el comienzo. Añada energía, mantenimiento, repuestos y tiempo de inactividad previsto. Una máquina $5,000 más económica que necesita discos nuevos cada 400 horas le costará mucho más el primer año que un modelo premium con intervalos de servicio más largos y menor consumo de energía.
Lista de verificación de decisiones rápidas
- [ ] ¿Tipos de polímeros confirmados?
- [ ] ¿Rango de malla objetivo establecido?
- [ ] ¿Capacidad horaria con buffer 15% calculada?
- [ ] ¿El sistema de enfriamiento se adapta a la sensibilidad térmica del material?
- [ ] ¿VFD y automatización incluidos?
- [ ] ¿El fabricante proporciona una molienda de prueba en sus copos reales?
- [ ] ¿Repuestos y servicio local disponibles en 48 horas?
Si respondes sí a todo Siete, Tienes un candidato fuerte.
Cómo integrar el pulverizador en su línea de producción completa
- Coloque la unidad después de su secadora centrífuga para que la entrada permanezca humedad inferior a 0,5%.
- Utilice un cargador de vacío o un transportador de tornillo con sensores de nivel para mantener la tolva a un nivel de 60–70% lleno y evitar sobretensiones.
- Instalar un detector de metales Justo antes de la garganta de alimentación, el metal atrapado destruye los discos rápidamente.
- Para un funcionamiento en circuito cerrado, las partículas de gran tamaño se devuelven a la entrada mediante un clasificador de aire. Esto aumenta el rendimiento a 95%+ y reduce los residuos.
Errores comunes y cómo evitarlos
- Comprar sólo por el precio: Descubrir facturas de energía elevadas o un desgaste constante de las cuchillas seis meses después.
- Ignorando las pruebas de materiales: Envíe siempre muestras de 50 a 100 kg al proveedor para una molienda de prueba.
- Sobredimensionar la máquina: Hacerlo funcionar con una carga de 30% desperdicia electricidad y provoca un desgaste desigual.
- Saltarse el control del polvo: Enfrentando multas regulatorias o mala calidad del aire en el lugar de trabajo.
Programa de mantenimiento que mantiene una producción alta
- A diario: Revise la entrada y la salida para detectar acumulaciones; inspeccione los filtros de polvo.
- Semanalmente: Limpiar las pantallas del clasificador; engrasar los cojinetes según el manual.
- Mensual: Mida la distancia entre los discos y ajústela; registre el consumo de energía.
- Cada 800–1200 horas: Gire o reemplace los elementos de molienda; realice una verificación de alineación completa.
Siga esta rutina y podrá esperar entre 4 y 6 años de servicio confiable antes de una revisión mayor.
¿Qué está cambiando en la tecnología de pulverizadores de plástico en 2026?
Los variadores de frecuencia (VFD) y los sensores inteligentes ahora son estándar en los modelos de gama media, lo que permite monitorear la vibración, la temperatura y la potencia en tiempo real mediante una aplicación móvil. Los nuevos recubrimientos de disco compuestos prolongan la vida útil de los flujos de abrasivo reciclado. Además, los fabricantes se centran en un nivel de ruido inferior a 85 dB y en diseños modulares para que pueda actualizar la refrigeración o la clasificación posteriormente sin tener que reemplazar toda la máquina.
Preguntas frecuentes (FAQ)
P: ¿Cuál es la diferencia entre un granulador y un pulverizador de plástico?
R: Un granulador corta piezas grandes de plástico en virutas o escamas de 5 a 10 mm, aptas para moldeo por inyección o reextrusión. Un pulverizador toma estas escamas y las muele hasta obtener un polvo fino (malla 20-120) necesario para rotomoldeo o fabricación de compuestos.
P: ¿Puede un pulverizador de plástico procesar materiales húmedos?
R: No. La humedad debe mantenerse por debajo de 0,51 TP7T. Los materiales húmedos causan aglomeración, obstruyen las mallas del clasificador, reducen el rendimiento y pueden dañar gravemente los discos de molienda. Utilice siempre un secador antes de pulverizar.
P: ¿Los pulverizadores consumen mucha electricidad?
R: Consumen mucha energía, pero los sistemas 2026 modernos con motores IE4 de alta eficiencia, diseños de discos optimizados y variadores de frecuencia (VFD) pueden reducir el consumo de energía hasta en un 30% en comparación con los modelos más antiguos.
¿Listo para seguir adelante?
Lleve las especificaciones de su material, la capacidad objetivo y las necesidades de finura a varios proveedores de confianza y solicite pruebas con su materia prima real. Compare los informes con la lista de verificación anterior.
Si opera una línea de reciclaje de PVC, PE o PP y desea ver maquinaria de alta eficiencia diseñada para un funcionamiento continuo, explore las opciones avanzadas Máquinas rectificadoras de PVC y plástico en Energía. Nuestro equipo puede analizar sus muestras y mostrarle datos de rendimiento precisos adaptados a su línea específica.
Ahora cuenta con un sistema completo y práctico. Úselo, pruébelo a fondo e instalará un pulverizador de plástico que aumenta la producción, reduce costos y proporciona un polvo uniforme día tras día.


En Energycle, procesamos miles de toneladas de botellas de PET al año. Hemos probado métodos de trituración en húmedo y en seco en instalaciones reales. Una y otra vez, la trituración en húmedo demuestra su valor para los operadores que buscan escamas de alta calidad y un funcionamiento fluido.
El triturado húmedo añade agua directamente a la cámara de trituración a medida que se introducen las botellas. Este sencillo paso transforma por completo el proceso. El agua enfría el material, elimina la suciedad y facilita la separación temprana de las etiquetas. El triturado seco omite el agua, lo que mantiene la configuración básica, pero presenta desafíos como el polvo y el calor.
Los operadores nos preguntan a menudo por qué recomendamos la trituración húmeda para la mayoría de las líneas de PET. Las razones se reducen a mejores resultados, menores costos a largo plazo y un mantenimiento más sencillo. Analicemos las principales ventajas que observamos a diario.
Eliminación superior de contaminantes desde el principio
El agua actúa como un enjuague integrado durante el triturado. A medida que las cuchillas trituran las botellas, el agua elimina inmediatamente la arena, la gravilla, la pulpa de papel y los adhesivos sueltos. Esto evita que los contaminantes se incrusten en las escamas de PET.
En sistemas secos, las etiquetas y el pegamento pueden manchar las superficies al acumularse calor. Esto obliga a realizar pasos de limpieza adicionales posteriormente. Con el triturado en húmedo, las escamas llegan más limpias a la fase de lavado. Las instalaciones con las que trabajamos reportan hasta 30% menos de residuos después del triturado inicial.
Esta limpieza temprana da como resultado un producto más puro que cumple con los estrictos estándares para rPET de grado alimenticio.
Protección de la calidad del material y la viscosidad intrínseca
El PET se degrada con temperaturas excesivas. La fricción en las trituradoras en seco eleva rápidamente la temperatura, lo que reduce la viscosidad intrínseca (IV). Una IV más baja implica pellets más débiles y pérdida de valor.
El agua mantiene todo fresco. Absorbe el calor y previene el daño térmico. Las pruebas en nuestras líneas muestran que los copos triturados en húmedo conservan valores de viscosidad intrínseca (IV) más altos, a menudo entre 0,05 y 0,1 puntos, en comparación con los métodos secos.
Los compradores pagan más por un material consistente y de alta viscosidad intrínseca (IV). La trituración húmeda permite obtener escamas con mejores precios sin necesidad de tratamientos adicionales.
Mayor vida útil del equipo y menor mantenimiento
El triturado en seco genera un desgaste considerable en las cuchillas y las cribas. Las partículas abrasivas, como la arena, se desgastan contra el metal sin lubricación.
El agua amortigua la acción y elimina los abrasivos. Las cuchillas se mantienen afiladas durante más tiempo y las mallas se obstruyen con menos frecuencia. Los operadores nos comentan que cambian las cuchillas 40–50% con menos frecuencia con sistemas húmedos.
Menos averías significan más tiempo de actividad y menores costos de reparación a lo largo del tiempo.
Operaciones más seguras, limpias y silenciosas
El triturado en seco produce nubes de polvo y partículas de plástico, lo que aumenta los riesgos de seguridad y requiere una ventilación adecuada.
Los métodos húmedos controlan el polvo casi por completo. El agua fija las partículas, por lo que el espacio de trabajo se mantiene más limpio y los trabajadores enfrentan menos riesgos.
El ruido también se reduce notablemente. El agua amortigua los impactos de las cuchillas, creando una planta más silenciosa que mantiene a los equipos cómodos durante turnos largos.
Eficiencia energética y rendimiento constante
El agua crea una carga más uniforme en los motores. El consumo de energía se mantiene estable en lugar de picos durante las cargas difíciles.
Muchas de las líneas que instalamos consumen menos electricidad en general con la trituración húmeda, incluso considerando el uso de bombas. Las ventajas se deben a un corte eficiente y una menor fricción.
Consejos prácticos para maximizar los beneficios de la trituración húmeda
Elija el caudal de agua adecuado. Comience con un peso de material de 5 a 101 TP7T y ajuste según los niveles de contaminación. trituradoras de botellas de PET húmedas Están diseñados con sistemas de inyección de agua ajustables para facilitar esta optimización.
Agregue un paso de preclasificación. Retire las tapas y la suciedad pesada antes de triturar para facilitar la carga.
Mantenga el pH del agua adecuado. Un nivel neutro o ligeramente alcalino ayuda a despegar las etiquetas sin dañar el PET.
Recicle el agua de proceso. Utilice tanques de filtración y sedimentación para reutilizarla y reducir el consumo de agua potable hasta en 701 TP7T.
Combina con un potente lavado posterior. El triturado húmedo se encarga de la primera limpieza; a continuación, se realizan lavados en caliente y separadores por fricción para una pureza máxima.
Guiamos a cada cliente de Energycle a través de estos ajustes durante la configuración. Pequeños cambios suelen mejorar rápidamente la calidad de la impresión.
¿Le interesan las líneas completas de reciclaje de PET? Consulte nuestras Sistemas de lavado de botellas PET o compare opciones en nuestra Guía de equipos de reciclaje de PET.
Perspectivas de fuentes de la industria
Los expertos respaldan estas ventajas. Un análisis detallado de la molienda húmeda en el reciclaje de plásticos destaca un menor consumo de energía, procesos más silenciosos y un mejor control del material de retorno. Estudios sobre métodos de trituración también demuestran que los procesos húmedos enriquecen los componentes puros con mayor eficacia.
En un contexto más amplio del reciclaje de PET, la EPA señala un alto potencial de recuperación cuando los procesos minimizan la degradación.
La trituración húmeda destaca entre los recicladores de PET más exigentes. Produce escamas más limpias, protege el valor del material, reduce el mantenimiento y crea un mejor ambiente de trabajo. La configuración inicial cuesta más que los sistemas secos, pero la rentabilidad en calidad y eficiencia se incrementa rápidamente.
Contacta con Energycle Si desea explorar la trituración húmeda para su operación, compartimos datos reales de instalaciones que se ajustan a su escala.
Texas lidera la producción nacional de energía, y esta actividad genera cantidades masivas de películas de polietileno de baja densidad (LDPE) posconsumo. Los operadores utilizan estas películas flexibles de polietileno para embalajes, revestimientos de tambores, cubiertas de plataformas petrolíferas y envolturas protectoras en yacimientos petrolíferos e instalaciones de gas. Una vez utilizadas, estas películas suelen contaminarse con arena, residuos de petróleo y tierra, lo que dificulta el reciclaje.
Las empresas energéticas de Texas se enfrentan a una decisión clara: pueden enviar este material a vertederos o convertirlo en valiosos pellets para su reutilización. El procesamiento mecánico de alta capacidad ofrece una solución fiable. En Energycle, ayudamos a instalaciones de todo el estado a procesar miles de libras por hora de películas de LDPE sucias con equipos diseñados para condiciones industriales reales.
¿Por qué se acumulan residuos de película de LDPE en las operaciones energéticas de Texas?
La industria del petróleo y el gas depende de las películas de LDPE por su resistencia y flexibilidad. Los trabajadores las utilizan para proteger equipos, contenedores de tuberías y embalar materiales en la obra. Tras su uso, estas películas retienen contaminantes comunes en los yacimientos de Texas:
- Arena y tierra de los sitios de perforación
- Residuos de petróleo y productos químicos
- Etiquetas o cintas mixtas
Estos problemas dificultan las líneas de reciclaje estándar. Las películas se enredan en los ejes, obstruyen los filtros o producen un producto de baja calidad. Muchas instalaciones de Texas empacan y almacenan estos residuos a la espera de alternativas viables. Los recientes cambios en el mercado, incluyendo el cierre de instalaciones como la planta Natura PCR de WM, resaltan la necesidad de soluciones mecánicas in situ o regionales que ofrezcan resultados consistentes.
Principales desafíos en el procesamiento de películas de LDPE sucias posconsumo
Conoce de primera mano los problemas que surgen al trabajar con este material a diario. Las películas de LDPE sucias requieren equipos que gestionen la contaminación sin tiempos de inactividad constantes. Los obstáculos comunes incluyen:
- Altos niveles de contaminación — La arena desgasta las cuchillas estándar y reduce la calidad de los pellets.
- Baja densidad aparente — Las películas sueltas ocupan grandes volúmenes durante el almacenamiento y el transporte.
- Humedad variable —Las películas expuestas al campo retienen agua que afecta la extrusión.
Las instalaciones que superan estos requisitos producen pellets limpios y uniformes, listos para su uso en nuevas películas o moldeo por inyección. La clave reside en sistemas robustos de preprocesamiento y extrusión diseñados específicamente para piensos contaminados.
Equipos de alta capacidad que soportan las duras condiciones de Texas
Los operadores del sector energético necesitan sistemas que procesen de 2000 a 5000 libras por hora o más. Recomendamos líneas integradas que combinan trituración intensiva, densificación y extrusión.
Trituradoras especializadas para películas sucias
Los granuladores estándar fallan con películas contaminadas porque el material se enrolla o flota. Las trituradoras de un solo eje con motores de alto par cortan el LDPE arenoso y aceitoso de forma limpia. Estas máquinas cuentan con cuchillas y mallas reforzadas que resisten el desgaste de los abrasivos. Obtenga más información sobre trituradoras especializadas para el reciclaje de películas en nuestra guía.
Densificadores y exprimidores para reducción de volumen
Tras la trituración, los densificadores o exprimidores comprimen las escamas esponjosas en gránulos densos. Este paso elimina el aire y la humedad residual, logrando relaciones de compresión de hasta 50:1. El resultado: una alimentación más sencilla a las extrusoras y menores costes de transporte. Ver detalles en Exprimidores de películas plásticas y ganancias de densidad.
Extrusoras y peletizadoras de alto rendimiento
Las extrusoras de tornillo doble o de un solo tornillo con potentes sistemas de filtración funden y limpian el material. Múltiples cambiadores de mallas capturan la arena y los contaminantes antes de la granulación. Las granuladoras de anillo de agua o de filamentos producen pellets uniformes, aptos para la reventa o la reutilización.
Todos los sistemas Energycle funcionan con energía industrial estándar de EE. UU.: 480 V, 60 Hz, trifásico. Esta compatibilidad significa que no se necesitan transformadores costosos ni recableado cuando se realiza la instalación en instalaciones de Texas.
Guía paso a paso para configurar su línea de procesamiento de películas de LDPE
Siga estos pasos prácticos para procesar de manera efectiva películas de LDPE sucias posconsumo:
- Recopilar y clasificar → Empaque las películas en el lugar y separe los materiales no plásticos visibles, como las correas metálicas.
- Pizca → Introduzca las pacas en una trituradora de alto torque para crear piezas uniformes.
- Densificar → Pase el material triturado por un exprimidor o aglomerador para aumentar la densidad y eliminar la humedad.
- Extruir y filtrar → Derretir el material densificado y pasarlo a través de mallas finas para eliminar los contaminantes.
- Peletizar y enfriar → Cortar hebras calientes o pellets troquelados y enfriarlos para empaquetarlos.
Este método mecánico produce pellets con índices de fusión adecuados para el soplado o moldeo de películas. Muchos operadores de Texas recuperan su inversión en un plazo de 12 a 24 meses gracias a la reducción de gastos de eliminación y la venta de pellets.
Beneficios reales para las empresas energéticas de Texas
Las instalaciones que invierten en líneas de alta capacidad controlan mejor los flujos de residuos. Reducen los costos de los vertederos, cumplen los objetivos de sostenibilidad y generan una nueva fuente de ingresos a partir de los pellets. La Agencia de Protección Ambiental de EE. UU. señala que el reciclaje mecánico ahorra energía y reduce las emisiones en comparación con la producción de resina virgen.
El Consejo Americano de Química informa sobre una creciente demanda de resinas posconsumo en aplicaciones de envasado.
Los operadores de energía de Texas también se benefician del apoyo local y de equipos diseñados para los estándares energéticos estadounidenses. Los sistemas Energycle resisten las condiciones arenosas y aceitosas comunes en las operaciones de Permian Basin y Eagle Ford.
¿Está listo para procesar sus películas de LDPE posconsumo a escala? Contacte a Energycle para una consulta de línea personalizada, diseñada para las necesidades energéticas de Texas. Explore nuestra Soluciones de densificación de películas de LDPE o guía completa de peletización para comenzar.
Recursos externos:
- Conceptos básicos del reciclaje de la EPA
- División de Plásticos del Consejo Americano de Química
- Asociación de Recicladores de Plástico