

Looking to maximize the valeur et la cohérence de votre plastique recyclé ? Les machines de séchage thermique représentent une étape cruciale pour toute ligne de recyclage professionnel de plastique. Ce guide ultime explique comment fonctionnent les sécheurs thermiques, pourquoi l'élimination de l'humidité est essentielle, les types d'industries concernées, les conseils pratiques pour le choix et les tendances pour vous aider à choisir la meilleure solution pour votre installation.
Qu'est-ce qu'un sécheur thermique pour recyclage de plastique ?
Après le lavage et le déshydratation mécanique, les paillettes et les films en plastique contiennent encore de 5 à 15 % d'humidité—trop élevé pour la plupart des traitements en aval. Un sécheur thermique pour le recyclage du plastique utilise de l'air chaud pour réduire rapidement l'humidité en dessous de 3 %, rendant votre produit adapté à la granulation de haute qualité ou à la vente directe.
Pourquoi le séchage approprié est-il important ?
- Qualité du Produit : L'humidité excessive crée des bulles et des points faibles dans les granulés, affectant leur performance et leur aspect.
- Traitement Stable : Le plastique humide augmente les arrêts de production, provoque des encombrements et entraîne des résultats inconstants dans l'extrusion ou la moulage.
- Valeur Marché : Les paillettes sèches et propres sont plus valorisées par les acheteurs et ouvrent la porte à des applications plus exigeantes.
Comment fonctionnent les machines de séchage thermique ?
Un système de séchage thermique moderne fonctionne généralement comme suit :
Alimentation en matériaux : Le plastique lavé et déshydraté entre dans des tuyaux en acier inoxydable qui distribuent uniformément le matériau.
Traitement par l'air chaud : Des souffleurs puissants poussent de l'air chaud à travers les tuyaux, évaporant la moisture à la surface et encastrée.
Séparation et Purification : L'air de circulation passe par un cyclone ou un filtre pour éliminer la poussière et les fines particules, ne collectant que du plastique propre et sec à la sortie.
Types de sécheurs thermiques
- Déséchantillons à Air Chaud pour Pipeline : Efficaces pour les paillettes rigides et les films, modulaires et compacts.
- Déséchantillons à tambour rotatif : Idéaux pour les plastiques souples et les films, fournissant un séchage uniforme par rotation.
- Déséchantillons à bande continue : Utilisés pour les matériaux fragiles ou les applications spéciales où un traitement délicat est essentiel.
Chaque type présente des avantages uniques pour différents types de plastiques, capacités et configurations de lignes.
Comment Choisir le Bon Déséchantillonnage Thermique
- Compatibilité matérielle : Assurez-vous que le déséchantillonneur peut gérer vos plastiques principaux — PET, HDPE, LDPE, PP, etc.
- Capacité: Choisissez une taille adaptée à votre débit actuel et futur (kg/h).
- Taux d'Humidité Cible : Certaines applications nécessitent <1% pour des résultats optimaux - demandez les niveaux atteignables.
- Efficacité énergétique : Priorisez la récupération de chaleur, l'isolation et les ventilateurs à vitesse variable pour des coûts d'exploitation réduits.
- Facilité d'Intégration : Sélectionnez des systèmes modulaires pour des mises à niveau et un entretien plus faciles.
Tendances et Innovations
- Contrôle Intelligent : Les sécheurs modernes offrent une surveillance en temps réel de l'humidité, du débit d'air et de la température pour une meilleure qualité et une plus grande efficacité.
- Séparation Avancée : La technologie cyclonique améliorée élimine davantage de poussière et d'impuretés légères, augmentant la qualité du produit.
- Optimisation de l'énergie : Les nouveaux modèles misent sur une consommation réduite et une meilleure gestion de la chaleur pour une exploitation plus écologique.
En quoi un sécheur thermique se distingue-t-il d'une machine à déshydrater ?
Les machines de déshydratation éliminent la plupart de l'eau superficielle de manière mécanique, réduisant l'humidité à 5–15TP7T. Les sécheurs thermiques utilisent de l'air chaud pour atteindre <3%, ce qui est essentiel pour les produits recyclés de haute qualité.
Quels types de plastiques peuvent être séchés thermiquement ?
La plupart des plastiques lavés : paillettes de PET, HDPE, LDPE, film en PP, et d'autres emballages rigides ou souples. Le bon réglage dépend de votre principal produit d'alimentation.
Comment choisir la bonne taille de sécheur ?
Prenez en compte la capacité horaire de votre ligne, le taux de humidité cible et le niveau d'automatisation. Contactez les fournisseurs pour des recommandations personnalisées.
Peut-on retrofitter un sécheur thermique sur des lignes existantes ?
Oui, la plupart des sécheurs de plastique modulaires sont conçus pour une intégration facile avec des lignes de recyclage modernes et anciennes.
Souhaitez-vous en savoir plus ou explorer des solutions ?
Découvrez comment un sécheur thermique pour le recyclage du plastique peut améliorer votre qualité, votre rendement et vos profits. Visitez le centre de ressources de Energycle pour des guides techniques approfondis et des conseils d'experts.
Ressources associées
- Systèmes de séchage industriel
- Séchoir thermique
- Séchoir à mélange vertical
- Système de séchage à air chaud pour pipeline
- Machine de déshydratation centrifuge

Les déchets de mousse représentent l'un des flux de matériaux les plus complexes dans l'industrie moderne – encombrants, coûteux à éliminer et de plus en plus difficile à justifier dans une ère de mandats de circularité économique. Pourtant, ce défi offre une opportunité remarquable. Investir dans des machines de recyclage de mousse transforme ce qui était autrefois un centre de coûts pur en une opération profitable et durable. Chez Energycle, nous avons aidé des fabricants de diverses industries à réaliser un retour sur investissement rapide tout en respectant leurs engagements environnementaux.
Cette analyse complète examine les coûts réels, les bénéfices quantifiables et les considérations stratégiques qui informent les investissements intelligents dans le recyclage de la mousse.
Comprendre Votre Investissement : Coûts des Équipements et Options
Solutions à Échelle Réduite pour des Opérations Croissantes
Les machines de recyclage de mousse de niveau d'entrée, généralement comprises entre $3,000 et $10,000, s'adressent aux entreprises traitant des volumes de mousse modérés. Ces systèmes compacts offrent une réduction immédiate des déchets et établissent une base pour l'expansion des capacités de recyclage à mesure que votre exploitation grandit.
Équipements de Milieu de Gamme pour des Fabricants Établis
Les fabricants traitant des volumes importants de mousse investissent généralement entre $10,000 et $30,000 dans des équipements de milieu de gamme. Ces machines équilibrent la capacité, l'efficacité et l'efficience coût. Notre Presse à froid pour mousse EPS représente cette catégorie — offrant des rapports de compression jusqu'à 50:1 sans les coûts énergétiques et les exigences en maintenance des systèmes de fusion thermique.
Systèmes à Échelle Industrielle pour des Opérations à Grand Volume
Les grandes entreprises et les installations de récupération de matériaux nécessitent des systèmes robustes et à haut débit dépassant $100,000. Energycle propose des solutions industrielles innovantes. Machines de recyclage EPS fournit une automatisation avancée, des options de technologie double (fusion à chaud et compression hydraulique), et des capacités de traitement jusqu'à 500 kg par heure. Ces systèmes sont conçus pour une exploitation continue et offrent les coûts de traitement par kilogramme les plus bas.
Au-delà du Prix d'Achat
Les acheteurs intelligents évaluent le coût total de possession, qui inclut :
- Installation et mise en service : Energycle propose des services d'installation clé en main, assurant un placement optimal et une intégration avec votre flux de travail existant
- Maintenance préventive : Notre équipement présente une construction robuste et des composants accessibles qui minimisent les besoins en service
- Économie d'énergie : La technologie de pressage froid utilise considérablement moins d'énergie que la densification thermique, réduisant les coûts d'exploitation continus
- Investissement en formation : Nous incluons une formation complète pour les opérateurs pour maximiser les performances des équipements dès le premier jour
Retours financiers convaincants
Éliminez les frais de traitement des déchets
La forte proportion volume/poids de la mousse la rend extrêmement coûteuse à manipuler et à éliminer. Les coûts de transport augmentent lorsque vous payez essentiellement pour transporter de l'air. La technologie de compression de Energycle réduit le volume de la mousse de 50:1 à 90:1, réduisant immédiatement les frais d'élimination et de transport de manière proportionnelle. Les fabricants économisent généralement entre $40,000 et $120,000 par an uniquement sur la gestion des déchets.
Générez des revenus à partir des matériaux recyclés
Les blocs et les lingots de mousse compactée commandent de fortes prix sur les marchés de la rémanufacture. Ces acheteurs transforment l'EPS recyclé en matériaux de construction, cadres de photos, baguettes de couronnes, bancs de parc et panneaux d'isolation. Les clients de Energycle génèrent généralement entre $30,000 et $60,000 de revenus annuels à partir de la vente de mousse qui coûtait autrefois de l'argent à éliminer.
L'un de nos clients distributeurs d'appareils a généré $40,000 de revenus en mousse recyclée au cours des premiers six mois de son exploitation, transformant ainsi son budget de gestion des déchets du rouge au noir.
Récupérez de l'espace précieux dans vos installations
La mousse en vrac consomme d'énormes espaces de stockage. Après compression, cette montagne de mousse se réduit à un simple palet de blocs bien rangés et empilables. Les fabricants récupèrent des centaines ou des milliers de mètres carrés d'espace de stockage précieux pour une utilisation productive. Les gains d'efficacité opérationnelle seuls souvent justifient l'investissement dans l'équipement.
Réduisez les coûts de main-d'œuvre et de manutention
La manipulation manuelle des mousses est inefficace et salissante. L'automatisation de la densification élimine les voyages répétés aux bennes à ordures, réduit le temps de nettoyage et permet aux employés de se concentrer sur des activités à valeur ajoutée. Nos clients signalent une réduction de 60 à 80 % du travail lié à la manipulation des mousses.
Leadership environnemental pour des avantages concurrentiels
Renseignez-vous proactivement sur les exigences réglementaires
Les réglementations de responsabilité élargie du producteur et les restrictions sur les décharges continuent de se resserrer à l'échelle mondiale. Investir dans le recyclage des mousses place votre exploitation à l'avant des courbes réglementaires tout en évitant des amendes potentielles et des interruptions opérationnelles.
Atteindre les engagements de durabilité de l'entreprise
La densification des mousses permet de mesurer des indicateurs environnementaux pour les rapports sur la durabilité : tonnes évitées dans les décharges, réduction de l'empreinte carbone, et participation à l'économie circulaire. Ces atouts renforcent la réputation de la marque et attirent les clients et partenaires soucieux de l'environnement.
Differencier votre entreprise
Les fabricants qui montrent une véritable gestion environnementale gagnent des avantages concurrentiels dans les processus d'achat. De nombreux acheteurs importants privilégient désormais les fournisseurs avec des programmes de recyclage vérifiés et des pratiques d'économie circulaire.
Des avantages opérationnels au-delà des économies de coût
Capacités de traitement flexibles
Matériel moderne de recyclage de mousse qui traite plusieurs types de matériaux — EPS, EPE, XPS et EPP — pour vous offrir une flexibilité en fonction de l'évolution de votre gamme de produits. Les machines Energycle traitent tout, de blocs de conditionnement rigides en EPS aux garnitures en mousse flexible, sans nécessiter de modifications d'équipement.
Opérations propres et sécurisées
Notre technologie de presse froide fonctionne sans fondre, éliminant les fumées, les odeurs et les dangers thermiques. Cela rend l'équipement adapté à l'installation dans divers emplacements de site sans ventilation spécialisée ou contrôles environnementaux.
Fiabilité prouvée
Energycle conçoit des équipements pour des environnements industriels et des opérations continues. Des systèmes hydrauliques robustes, des moteurs de grade industriel et des composants structuraux solides assurent des années de service fiable avec un temps d'arrêt minimal.
Résultats réels des clients de Energycle
Fabricant britannique de mousse atteint une augmentation de capacité de 450%
Foam Products Ltd. a investi 500 000 £ dans un système intégré de recyclage et de remanufacture d'EPS. L'opération a augmenté la capacité de production de 450% tout en réduisant la consommation d'énergie et l'utilisation d'eau de 30%. Les bénéfices environnementaux ont renforcé leur position sur le marché tandis que l'expansion de la capacité a généré un retour sur investissement rapide.
Transformation de la gestion des déchets par un constructeur central américain
SISTEGUA, fabricant de matériaux de construction au Guatemala, a installé un compacteur EPS Energycle pour traiter les déchets de mousse croissants de leurs lignes de production. Au-delà de résoudre leur problème de déchets, l'investissement a permis de lancer une campagne de sensibilisation au recyclage public, renforcer les relations communautaires tout en générant des revenus des ventes de mousse densifiée.
Un distributeur américain d'appareils ménagers transforme les déchets en profit
Un entrepôt d'appareils ménagers confronté à des coûts de déposal de mousse de $1,000 par semaine a mis en œuvre un équipement de densification Energycle. En six mois, ils ont généré $40,000 de revenus de vente de mousse tout en récupérant 2,000 mètres carrés d'espace de stockage et en éliminant entièrement les frais de déposal. L'équipement s'est rentabilisé en moins d'un an.
Considérations stratégiques pour maximiser le retour sur investissement
Calculez votre période de récupération d'investissement spécifique
Le retour sur investissement dépend de vos coûts de déposal actuels, du volume de mousse et des prix locaux du matériel recyclé. Energycle fournit une analyse financière détaillée montrant votre calendrier de récupération prévu — généralement de 12 à 24 mois pour les opérations avec des flux importants de déchets de mousse.
Notre équipe d'ingénierie évaluera vos volumes et coûts spécifiques pour projeter des économies et un potentiel de revenus avant votre engagement à l'achat.
Sécurisez les marchés à aval pour le mousse recyclée
La rentabilité du recyclage de la mousse dépend de l'existence de clients fiables pour vos blocs densifiés. Energycle entretient des relations avec des réseaux de recyclage à l'échelle mondiale et peut vous connecter avec des acheteurs régionaux. Nous aidons les clients à établir des accords d'achat avant l'installation de l'équipement, assurant ainsi des flux de revenus immédiats.
Planifiez l'intégration opérationnelle
Un succès dans le recyclage de la mousse nécessite une planification minimale mais importante. Considérez l'emplacement de l'équipement pour un flux de matière efficace, les besoins en énergie (généralement 380V triphasé) et les horaires de formation du personnel. Energycle gère ces détails pendant l'installation, assurant ainsi un démarrage fluide et une productivité rapide.
Investir dans la Formation et les Meilleures Pratiques
La performance de l'équipement dépend de son exploitation adéquate. Nous offrons une formation pratique complète qui couvre les procédures d'exploitation, la maintenance courante, le dépannage et les protocoles de sécurité. Votre équipe pourra utiliser l'équipement avec confiance pour maximiser la capacité de production et la durée de vie de l'équipement.
Choisir entre la Technologie de Pression à Froid et à Froid Choisir entre la technologie de fusion thermique et la technologie de pressage à froid
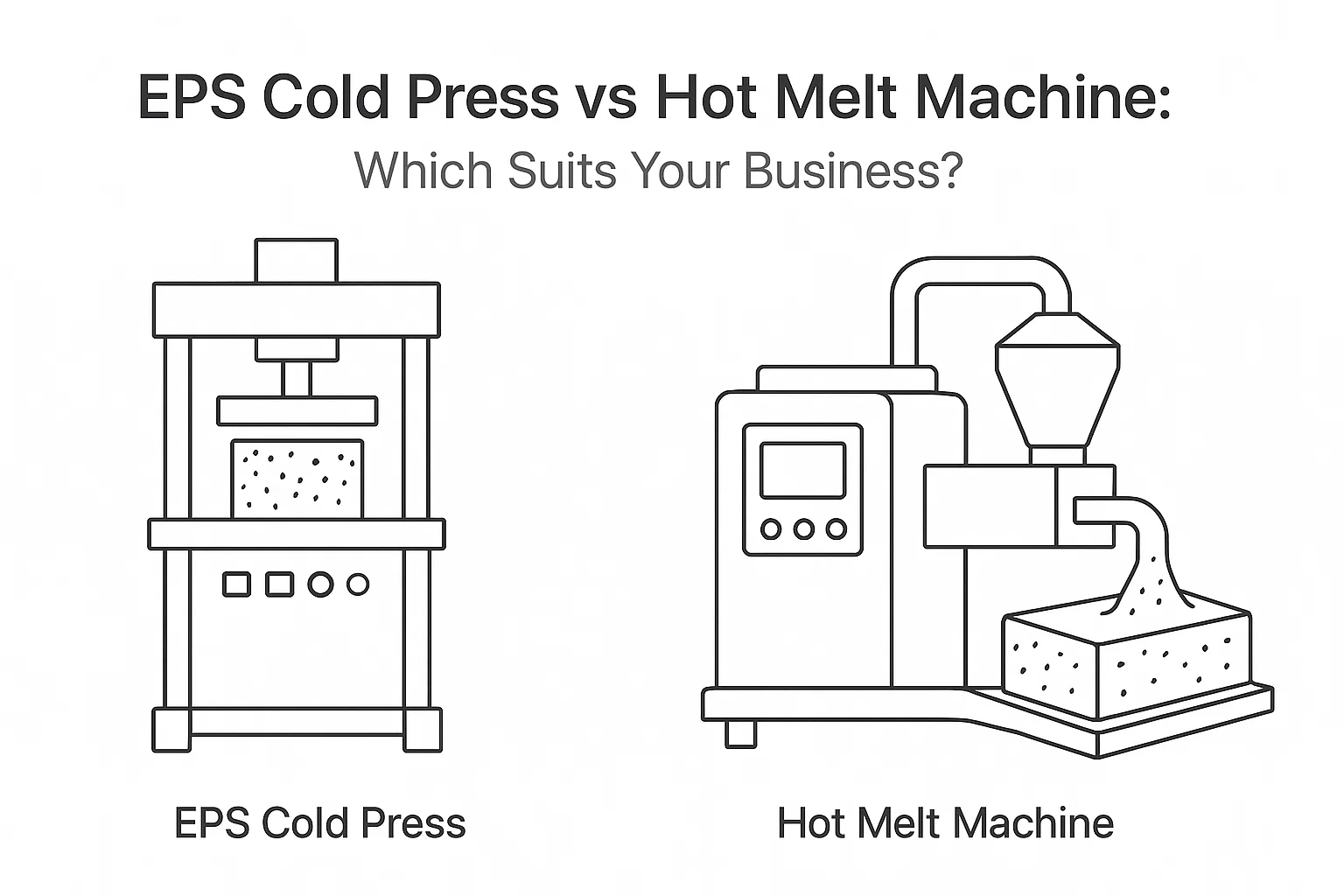
Avantages du Pressage à Froid
Nos systèmes de presses à froid hydrauliques compriment la mousse uniquement par pression mécanique — pas besoin de chauffage. Cela offre plusieurs avantages :
- Consommation d'énergie réduite : 40-60% nécessite moins de puissance que les systèmes de fusion thermique
- Maintenance simplifiée : Moins de composants et pas d'éléments de chauffage
- Opération plus sécurisée : Pas de fumées, d'odeurs ou de dangers thermiques
- Installation plus rapide : Pas de besoins spécifiques de ventilation
L'équipement de pressage à froid convient à la plupart des applications et assure des rapports de compression excellents jusqu'à 50:1.
Fusion Thermique pour une Densité Maximale
Les densificateurs de fusion thermique atteignent les plus hauts rapports de compression (jusqu'à 90:1) en chauffant et en fondant la mousse en billets extrêmement denses. Ces systèmes maximisent l'efficacité du transport pour les opérations avec des volumes très élevés ou situées dans des endroits éloignés où la réduction des coûts logistiques est essentielle.
Energycle propose les deux technologies, nous permettant de recommander la solution optimale pour vos besoins spécifiques et économiques.
Avantages du Partenariat Energycle
Support complet de l'équipement
Nous soutenons chaque machine avec un soutien technique réactif, des pièces de rechange disponibles et des capacités de service régionales. Lorsque vous choisissez Energycle, vous bénéficiez d'un partenaire à long terme investi dans votre succès de recyclage — pas seulement d'un fournisseur occasionnel.
Solutions personnalisées pour votre exploitation
Chaque installation a des besoins uniques. Notre équipe d'ingénierie conçoit des solutions adaptées à vos types de mousse spécifiques, volumes, contraintes de site et objectifs à court et long terme. Nous configurons l'équipement selon vos besoins spécifiques plutôt que de vous forcer à adopter des packages standards.
Expérience mondiale prouvée
Energycle dessert des fabricants sur six continents, des petites opérations régionales aux grandes entreprises multinationales. Notre équipement fonctionne de manière fiable dans des environnements divers et traite les déchets de mousse de nombreux secteurs. Cette expérience nous permet de prévoir et de résoudre les éventuels problèmes avant qu'ils ne compromettent votre exploitation.
Agissez sur votre investissement dans le recyclage de la mousse
Les économies du recyclage de la mousse sont alléchantes : éliminez les coûts de traitement, générez de nouveaux revenus, récupérez de l'espace dans votre installation et renforcez votre crédibilité environnementale. Pour les fabricants produisant une grande quantité de déchets de mousse, la question n'est pas de savoir s'il faut investir dans l'équipement de recyclage, mais plutôt à quelle vitesse vous pouvez le mettre en œuvre.
Energycle simplifie la décision avec une analyse financière transparente, une technologie éprouvée et un soutien complet. Notre équipe évaluera votre situation spécifique, recommandera la configuration d'équipement optimale, projetera vos retours financiers et garantira une mise en œuvre réussie.
Contactez nos spécialistes du recyclage de la mousse aujourd'hui pour une consultation gratuite et une analyse de retour sur investissement personnalisée. Montrez-nous exactement comment l'équipement de recyclage de la mousse impactera votre trésorerie tout en avançant vos objectifs de durabilité.
En partenariat avec Energycle, vous n'achetez pas simplement du matériel — vous investissez dans des décennies d'expertise en recyclage, un soutien réactif et une excellence en ingénierie. Nous comprenons que votre succès dépend de l'équipement qui fonctionne de manière fiable, offre les économies promises et s'adapte à l'évolution de votre exploitation.
Les fabricants du monde entier font confiance à Energycle pour transformer leurs défis de déchets de mousse en avantages concurrentiels. Votre consultation est la première étape pour vous joindre à eux.
Ressources associées
- Machine de recyclage du polystyrène expansé
- Analyse de retour sur investissement pour le recyclage de l'EPS
- Machine de recyclage EPS : Guide complet

Les déchets de mousse représentent un défi environnemental significatif en raison de leur nature volumineuse et de leur décomposition lente. Heureusement, machines de recyclage de mousse offrent une solution innovante en transformant ce déchet problématique en matériaux réutilisables de valeur. Ce guide complet explore comment ces machines fonctionnent et pourquoi elles sont essentielles pour une gestion durable des déchets.
Comprendre le Processus de Recyclage des Mousse
La transformation des déchets de mousse en matériaux réutilisables implique une série de étapes soigneusement orchestrées, chacune jouant un rôle crucial dans le processus de recyclage global.
Collecte et Tri : La Fondation d'un Recyclage Efficace
Le voyage commence par la collecte de matériaux de mousse provenant d'entreprises, de centres de recyclage et de points de collecte. Cela inclut l'polystyrène expansé (EPS), couramment appelé Styrofoam, ainsi que d'autres types de mousse utilisés dans l'emballage, l'isolation et les produits de consommation.
Un tri approprié est absolument essentiel à ce stade. Différents types de mousse nécessitent des méthodes de traitement différentes, et des contaminants tels que des rubans, des étiquettes ou des matériaux mélangés peuvent considérablement réduire l'efficacité du recyclage. Prendre le temps de séparer les matériaux correctement assure un traitement plus fluide et une qualité supérieure du produit final.
Réduction de Taille : Façonner les Volumes en Matériaux Gérables
Une fois triés, les déchets de mousse entrent dans des concasseurs ou des broyeurs qui les réduisent en plus petites pièces. Cette étape répond à l'un des plus grands défis de la mousse : sa faible densité et sa nature encombrante.
En réduisant la taille des particules, ces machines créent un matériau plus uniforme et plus facile à manipuler aux étapes de traitement suivantes. Les particules plus petites permettent également d'obtenir des ratios de compression meilleurs pendant la densification, améliorant ainsi l'efficacité de l'ensemble de l'opération de recyclage.
La Densification : La Transformation Critique
La densification est au cœur du recyclage des mousses. Machines de recyclage de mousse Utilisez des compacteurs ou des densificateurs spécialisés qui appliquent de la chaleur et de la pression pour réduire considérablement le volume des mousses - souvent de 90% ou plus.
Certaines machines utilisent des méthodes thermiques, appliquant une chaleur contrôlée pour ramollir et comprimer la mousse. D'autres dépendent de la compression mécanique, utilisant des systèmes hydrauliques puissants pour écraser le matériau en blocs denses. Cette transformation est ce qui rend le recyclage des mousses économiquement viable, car elle réduit les besoins en espace de stockage et les coûts de transport jusqu'à 50 fois.
Extrusion : Création de Matières Premières pour la Fabrication
Pour la mousse polystyrène et certains autres types, l'extrusion amène le recyclage à un niveau supérieur. Ces machines avancées fondent la mousse compactée et la forcent à passer à travers des dies spécialisés, créant des granulés de plastique uniformes ou des profils personnalisés.
Les granulés obtenus correspondent aux spécifications pour les applications de fabrication, ce qui leur permet d'être utilisés comme matière première pour de nouveaux produits. Ce processus ramène essentiellement la mousse à sa forme brute d'origine, prête à commencer à nouveau son cycle de vie.
Sortie et Réutilisation : Fermer le Cercle
La sortie finale du recyclage des mousses prend plusieurs formes, chacune ayant des applications spécifiques :
Blocs ou lingots densifiés Agissent comme matière isolante légère dans les projets de construction, pour les applications d'isolation phonique et comme espacesurs dans les conteneurs de transport. Leur densité et leur forme uniformes facilitent leur manipulation et leur transport.
Pellets de plastique deviennent la base pour de nouveaux produits, y compris des cadres de photos, des moulures de couronnement, des fournitures de bureau et même des produits en mousse nouveaux. De nombreux fabricants cherchent activement des pellets de mousse recyclés comme alternative durable aux matériaux vierges.
Profilés extrudés sur mesure peuvent être créés directement pour des applications spécifiques, éliminant ainsi le besoin d'étapes supplémentaires de fabrication et réduisant les coûts de production globaux.
Types d'équipements de recyclage de mousse
Comprendre les différents types d'installations aide les entreprises à choisir l'équipement adapté à leurs besoins.
Écraseurs et concasseurs
Ces machines se concentrent exclusivement sur la réduction de la taille et servent généralement de premier étape dans des opérations de recyclage plus grandes. Elles sont idéales pour les installations traitant de grandes quantités de déchets de mousse mélangés.
Compacteurs
Les compacteurs utilisent une pression mécanique pour réduire le volume de la mousse sans la fondre. Ils sont parfaits pour les entreprises générant des déchets de mousse régulièrement mais n'ayant pas l'espace pour des lignes de recyclage complètes. Le matériau compacté peut ensuite être transporté vers des installations équipées de matériel de traitement plus avancé.
Densificateurs
permettent aux entreprises de passer de modèles linéaires "prendre-faire-jeter" à des systèmes circulaires où les matériaux circulent constamment à travers l'utilisation, la récupération et la rémanufacture. Cette approche est conforme aux initiatives mondiales de durabilité et aux réglementations environnementales de plus en plus strictes.
Extrudeuses
Les extrudeuses représentent la technologie de recyclage des mousses la plus avancée, fondant et redéformant le matériau en granulés ou en profils prêts à la fabrication. Bien qu'elles nécessitent un investissement initial plus élevé, elles produisent le produit à la plus grande valeur et sont essentielles pour les entreprises visant à créer des systèmes de recyclage en boucle fermée.
Pourquoi le recyclage des mousses est important
Protection de l'environnement
Les déchets de mousse occupent une place considérable dans les décharges et peuvent persister pendant des centaines d'années sans se décomposer. En recyclant la mousse, nous réduisons considérablement le volume de déchets nécessitant un traitement et empêchons l'accumulation de matériaux nocifs dans notre environnement.
Conservation des ressources
Chaque tonne de mousse recyclée réduit la demande en polymères pétrochimiques vierges. Cela conserve les ressources naturelles limitées et réduit l'impact environnemental associé à l'extraction et au traitement des matières premières.
Opportunités économiques
Le recyclage crée une valeur économique tangible. Les entreprises peuvent générer des revenus à partir de matériaux qu'elles payaient auparavant pour éliminer. Le marché du mousse recyclée continue de croître, avec une demande croissante de la part des fabricants cherchant des matériaux durables.
Soutien aux objectifs de l'économie circulaire
Machines de recyclage de mousse aider les entreprises à passer de modèles linéaires "prendre-fabriquer-jeter" à des systèmes circulaires où les matériaux circulent constamment à travers l'utilisation, la récupération et la remanufacturation. Cette approche est en accord avec les initiatives mondiales de durabilité et les réglementations environnementales de plus en plus strictes.
Considérations clés pour la mise en œuvre
Choisissez l'équipement en fonction de vos types de mousse spécifiques, de votre volume de traitement et de vos contraintes d'espace. Considérez si vous avez besoin d'une machine unique ou d'une ligne de recyclage intégrée, et évaluez à la fois les coûts initiaux et l'efficacité opérationnelle à long terme.
Formation du personnel.
Une formation adéquate assure une exploitation sécurisée et efficace de l'équipement et maximise la durée de vie de l'équipement. Les opérateurs doivent comprendre les exigences de tri, les protocoles de sécurité et les procédures de dépannage de base.
Mettre en place un programme de maintenance préventive pour maintenir les machines en bon état de fonctionnement. Le nettoyage régulier, la lubrification et les inspections préviennent les pannes coûteuses et assurent une qualité constante de la production.
Entretien régulier
Établir des procédures pour surveiller la qualité de la production. Une densité constante, une contamination minimale et une taille appropriée garantissent que vos matériaux recyclés répondent aux spécifications du marché et permettent des prix premiums.
Contrôle de qualité
Quels types de mousse peuvent être recyclés dans ces machines ?.
Foire aux questions
La plupart
gèrent le polystyrène expansé (EPS), le polystyrène extrudé (XPS) et la mousse en polyéthylène. Chaque type de machine a des capacités spécifiques, il est donc important de bien correspondre l'équipement à vos types de mousse. Certains systèmes avancés peuvent traiter plusieurs variétés de mousse, tandis que d'autres se spécialisent dans des matériaux spécifiques pour une efficacité optimale. machines de recyclage de mousse Gère les polystyrènes expansés (EPS), les polystyrènes extrudés (XPS) et les mousses en polyéthylène. Chaque type de machine possède des capacités spécifiques, il est donc important de bien correspondre l'équipement aux types de mousses que vous utilisez. Certains systèmes avancés peuvent traiter plusieurs variétés de mousses, tandis que d'autres se spécialisent dans des matériaux spécifiques pour une efficacité optimale.
Quel gain de place peuvent permettre les machines de recyclage de mousse ?
L'équipement moderne de recyclage de mousse réduit généralement le volume de la mousse de 90 à 98 %, selon le type de machine et la méthode de traitement. Les compacteurs à froid atteignent généralement des ratios de compression de 40:1 à 50:1, tandis que les densificateurs à fusion thermique et les extrudeuses peuvent atteindre des ratios de 90:1 ou plus. Cette réduction spectaculaire rend le stockage et le transport économiquement viables.
Quels sont les délais de retour sur investissement pour l'investissement dans l'équipement de recyclage de mousse ?
Le retour sur investissement varie en fonction du volume de déchets de mousse, des coûts de l'équipement et des conditions du marché local pour les matériaux recyclés. Les entreprises traitant de grandes quantités de mousse voient souvent des périodes de remboursement de 1 à 3 ans grâce à des économies combinées sur les coûts de déchets et les revenus de la vente de matériaux recyclés. Les petites opérations peuvent prendre plus de temps, mais atteignent tout de même un retour positif.
Peut-on obtenir une qualité de mousse recyclée comparable à celle des matériaux vierges ?
Oui, une mousse recyclée correctement traitée peut répondre aux normes de qualité équivalentes aux matériaux vierges pour de nombreuses applications. La clé réside dans un tri approprié, le contrôle de la contamination et les paramètres de traitement. Bien que certaines applications de haute spécification exigent toujours des matériaux vierges, la mousse recyclée est excellente pour les matériaux de construction, le nouveau conditionnement, les produits de consommation et de nombreuses applications de fabrication.
Quels sont les principaux coûts d'exploitation des machines de recyclage de mousse ?
Les coûts d'exploitation incluent l'électricité (le coût variable le plus élevé), les pièces de maintenance, la main-d'œuvre et les réparations occasionnelles. Les modèles économes en énergie peuvent traiter la mousse pour à peine quelques cents par livre. Une maintenance préventive régulière minimise les coûts de réparation imprévus. La plupart des entreprises trouvent que les coûts d'exploitation sont plus que compensés par les économies sur les déchets et les revenus de la vente de matériaux, rendant le recyclage de la mousse extrêmement rentable à long terme.
Ressources associées
- Machine de recyclage du polystyrène expansé
- Peut-on recycler le mousse?
- Pression froide vs fusion chaude
- Broyeur de pneus
- Machine de recyclage des pneus
- Machine de recyclage EPS : Guide complet

