

Mljevenje PVC-a u odnosu na drobljenje određuje učinkovitost i kvalitetu proizvodnje linija za recikliranje i miješanje plastike. Iako operateri često koriste ove pojmove naizmjenično, oni predstavljaju dva različita mehanička procesa koja se primjenjuju sekvencijalno. Drobljenje omogućuje početno smanjenje volumena glomaznog otpada, dok mljevenje omogućuje precizno, sekundarno smanjenje veličine za proizvodnju visokovrijednog, ponovno upotrebljivog praha. Energycle dizajnira industrijske sustave za smanjenje veličine koji integriraju obje faze kako bi se održao integritet materijala i kontinuirani protok.
Odabir ispravnog procesa ovisi o dimenzijama ulazne sirovine, potrebnoj veličini izlaznih čestica i toplinskim ograničenjima polivinilklorida. Ovaj vodič detaljno opisuje mehaničke razlike, radne parametre i kriterije odabira opreme za obradu krutog PVC-a.
Primarno smanjenje veličine: drobljenje PVC-a
Operateri primjenjuju PVC drobilica razbiti velike, krute plastične predmete u grube pahuljice ili nepravilne komade. Ova primarna faza izravno obrađuje glomazni otpad, uključujući duge cijevi, debele prozorske profile, krute ploče i otpad iz proizvodnje.
Strojevi za drobljenje oslanjaju se na jaku kompresiju, udarne sile ili brze rotacijske noževe za rezanje. Ovi mehanizmi brzo lome plastiku sve dok komadi ne mogu proći kroz sito za usitnjavanje. Standardni raspon izlazne veličine za usitnjeni PVC kreće se između 5 mm i 20 mm.
Budući da drobljenje daje prioritet smanjenju volumena i koristi povremeno rezanje umjesto kontinuiranog trenja, ono stvara umjerenu toplinu i troši manje energije po toni. Postrojenja koriste drobilice za pripremu rasutih materijala za transport, zbijanje tvorničkog otpada ili predobradu otpada prije nego što uđe u sustav finog mljevenja.
Sekundarno smanjenje veličine: Mljevenje PVC-a (Pulverizacija)
Mljevenje ili usitnjavanje PVC-a uzima grube pahuljice veličine 5-20 mm koje generira drobilica i usitnjava ih u fini, jednolični prah. Industrijski Brusilica za PVC oslanja se na kontinuiranu abraziju i trenje koje stvaraju brzi rotirajući diskovi, čekići ili mlinovi kako bi se izvršilo ovo sekundarno smanjenje veličine.
Mlinovi proizvode čestice veličine između 0,1 mm i 0,5 mm, što je ekvivalentno 30-80 mesh. Postizanje ove fine, ujednačene konzistencije strogi je preduvjet za daljnju proizvodnju. Proizvođačima i kompaunderima potreban je prah veličine 30-80 mesh kako bi se osiguralo brzo topljenje i pravilno miješanje s čistim PVC-om tijekom ponovne ekstruzije ili injekcijskog prešanja.
Za razliku od drobljenja, mljevenje stvara ekstremna toplinska opterećenja zbog trenja pri velikim brzinama. PVC je vrlo osjetljiv na toplinu; pregrijavanje uzrokuje taljenje, razgradnju ili oslobađanje korozivnog plina klorovodične kiseline (HCl). Industrijski PVC mlinovi zahtijevaju aktivne sustave hlađenja vodom koji cirkuliraju kroz kućište mlina i stacionarne diskove kako bi se odvodila toplina i zaštitila molekularna struktura polimera.
Matrica tehničke usporedbe
| Parametar | Drobljenje PVC-a | Brušenje (pulverizacija) PVC-a |
|---|---|---|
| Ciljani ulazni materijal | Veliki, kruti predmeti (cijevi, okviri prozora, limovi) | Prethodno usitnjene grube pahuljice (5–20 mm) |
| Princip rada | Kompresijski, udarni ili rotacijski noževi velike brzine | Abrazija i trenje putem rotirajućih diskova/mlinova |
| Izlazna veličina | 5 mm – 20 mm (grube pahuljice/komadi) | 0,1 mm – 0,5 mm (prah veličine zrna 30–80) |
| Stvaranje topline | Umjereno (osnovno hlađenje okolnim zrakom ili vodom) | Visoko (Zahtijeva aktivne krugove hlađenja vodom) |
| Potrošnja energije | Niže po toni (Brzo smanjenje volumena) | Više po toni (sporije, preciznije smanjenje) |
| Primarna primjena | Početno smanjenje volumena, priprema za transport | Priprema za reekstruziju, miješanje |
Sekvencijalna integracija u proizvodnim linijama
Industrijski reciklažni pogoni rijetko biraju između ovih metoda; primjenjuju ih sekvencijalno. Postrojenja ubacuju sirovi, glomazni PVC otpad u drobilice velike snage kako bi se dobio konzistentan mljeveni materijal veličine 5-20 mm. Ovaj ujednačeni grubi materijal zatim djeluje kao kontrolirana, predvidljiva sirovina za pulverizator, sprječavajući mehanička zaglavljivanja i preopterećenja motora.
Kontrola vlage između ovih faza je ključna, posebno prilikom recikliranja otpada nakon potrošnje koji zahtijeva pranje. Obrada mokrog ili vlažnog materijala kroz mlin velike brzine uzrokuje ozbiljnu aglomeraciju praha i trenutno začepljuje sita za dimenzioniranje. Ako vaš proces uključuje mokru granulaciju, propuštanje materijala kroz centrifugalni stroj za odvodnjavanje uklanja površinsku vlagu s pahuljica. To osigurava suho, kontinuirano dovođenje u komoru pulverizatora.
Odabir opreme i provjere održavanja
Kruti PVC sadrži abrazivne aditive poput kalcijevog karbonata, koji ubrzava trošenje površina za rezanje. Inženjeri u postrojenjima moraju procijeniti specifične intervale održavanja i sigurnosne mehanizme prilikom specificiranja opreme.
Dajte prioritet sljedećim operativnim kriterijima:
- Zamjena dijelova koji se troše: Rotacijski noževi drobilice zahtijevaju čestu kalibraciju razmaka i oštrenje kako bi se održala učinkovitost smicanja. Diskovi ili čekići mlina zahtijevaju potpunu zamjenu ili ponovnu obradu kada se protok smanji ili struja motora skoči.
- Toplinski nadzor: Sustavi za mljevenje moraju imati automatizirane temperaturne senzore povezane sa sustavom za dovod. Sustav mora automatski smanjiti brzinu pužnog transportera ako se temperatura komore približi pragovima degradacije PVC-a.
- Kontrola prašine: Generiranje praha veličine 30–80 mesh stvara opasnosti od čestica u zraku. Linije za usitnjavanje zahtijevaju zatvoreni pneumatski transport, ciklonsku ekstrakciju velikom brzinom i vrećaste filtere s pulsirajućim mlazom kako bi se spriječilo nakupljanje zapaljive prašine.
Često postavljana pitanja
Mogu li ubaciti glomaznu PVC cijev izravno u brusilicu?
Ne. Strojevi za mljevenje (pulverizatori) zahtijevaju ujednačenu, prethodno dimenzioniranu sirovinu veličine 5–20 mm. Ubacivanje glomaznih predmeta izravno u mlin odmah će zaglaviti diskove za mljevenje, izazvati kvarove preopterećenja motora i potencijalno razbiti unutarnje komponente. Velike krute predmete prvo morate obraditi kroz primarnu drobilicu.
Zašto mljevenje PVC-a zahtijeva veću potrošnju energije nego drobljenje?
Mljevenje potiskuje grubu plastiku kroz mikroprazninu između nazubljenih diskova, oslanjajući se na trajno trenje velikom brzinom kako bi se postigao prah veličine 30-80 mesh. Kontinuirani broj okretaja u minuti potreban za stvaranje ovog trenja, u kombinaciji sa snagom koju crpe aktivne pumpe za hlađenje vodom i pneumatski transportni puhala, zahtijeva znatno veću amperažu motora po obrađenoj toni u usporedbi s drobljenjem.
Kako spriječiti degradaciju ili topljenje PVC-a tijekom procesa brušenja?
Toplinsku degradaciju sprječavate osiguravanjem da aktivni krugovi hlađenja vodom mlina rade pri određenim protocima i temperaturama. Industrijski pulverizatori cirkuliraju ohlađenu vodu kroz stacionarno kućište diska i sklopove ležajeva kako bi se uklonila toplina trenja. Osim toga, automatizirani sustavi za dovod moraju pratiti temperature komore i usporiti brzinu dovoda ako se toplina približi talištu polimera.
Povezane resurse

Oprema za odvodnjavanje plastičnih folija određuje toplinsko opterećenje i volumetrijsku učinkovitost nizvodnih ekstruzijskih linija. Mokre polietilenske (PE) i polipropilenske (PP) folije povećavaju potrošnju energije sušenja i često uzrokuju stvaranje mostova u lijevcima ekstrudera. Nadogradnja mehaničkih postavki za odvodnjavanje može smanjiti vrijeme toplinskog sušenja i do 30%. Energycle projektira ove sustave kako bi ciljao na specifična fizička svojstva fleksibilne ambalaže i poljoprivrednih folija.
Tijek procesa i mehanički principi
Uklanjanje površinske i kapilarne vlage iz fleksibilnih plastika zahtijeva opremu prilagođenu strukturnim ograničenjima materijala. U pogonima se prvenstveno ugrađuju dvije kategorije strojeva: centrifugalni sustavi i strojevi za cijeđenje.
Mehanika centrifugalnog odvodnjavanja
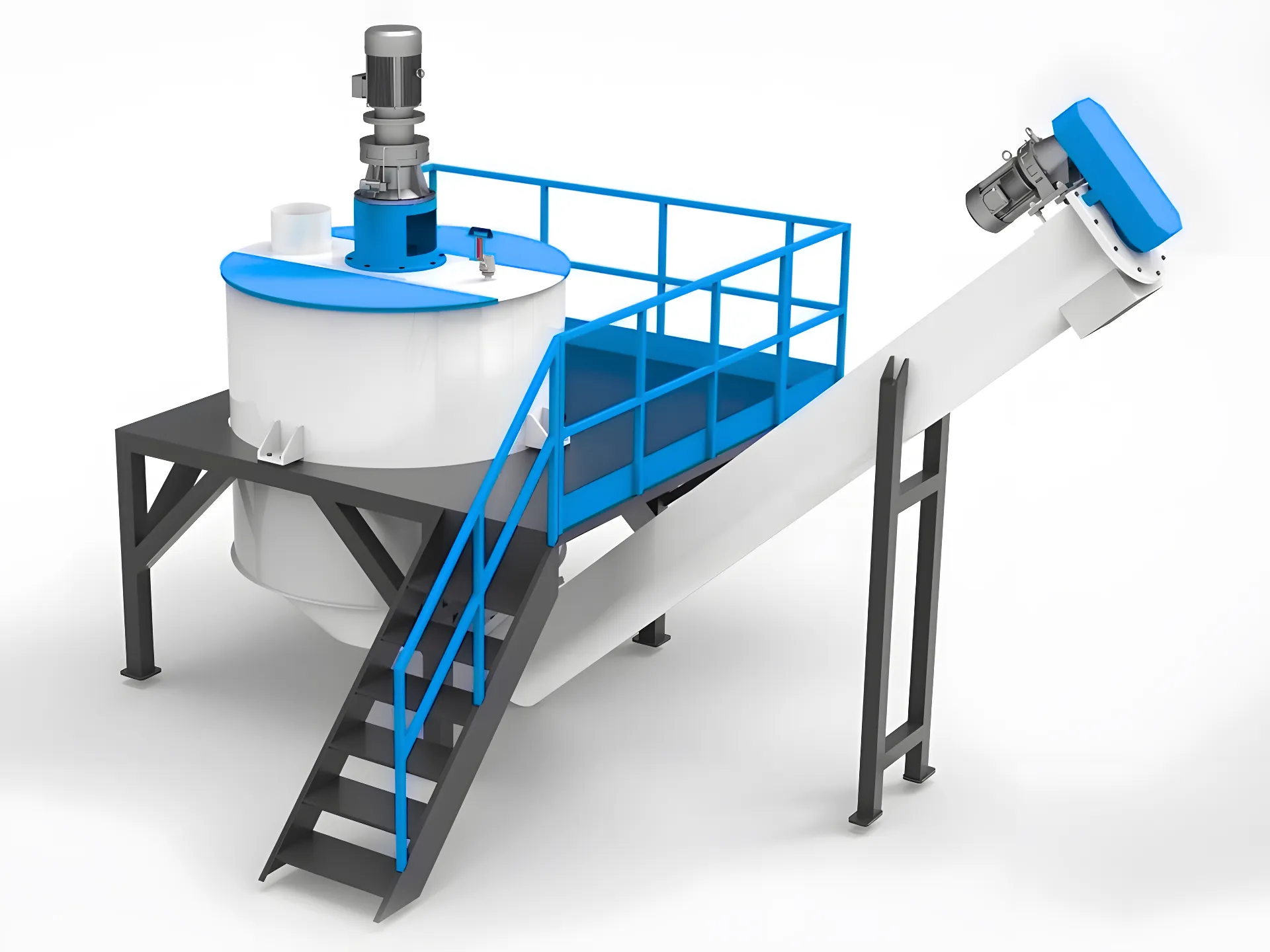
A centrifugalni stroj za odvodnjavanje primjenjuje visoke rotacijske G-sile za odvajanje površinske vode od suspendiranih plastičnih pahuljica. Istraživanje centrifugiranja filma od polietilena visoke gustoće (HDPE) pokazuje da fleksibilni materijali imaju tendenciju stvaranja gustog "plastičnog kolača" na vanjskom situ [1]. Kapilarno djelovanje zadržava preostalu vodu unutar uvijenih slojeva i mikroskopskih pora ovog kolača.
Kako bi se prekinuo ovaj kapilarni zastoj, sustavi zahtijevaju specifične konfiguracije rotora i precizno dimenzioniranje materijala. Održavanje dimenzija pahuljica ulazne sirovine između 1 i 2 cm sprječava prekomjerno preklapanje i minimizira zadržavanje vode. Ovi sustavi obično postižu smanjenje površinske vlage do 90% u roku od nekoliko minuta.
Principi mehaničkog stiskanja
Strojevi za cijeđenje folija obrađuju oprane PP, PE i tkane vrećice mehaničkom kompresijom. Konusni vijak visokog okretnog momenta pritišće mokri materijal prema restriktivnoj matrici ili skupu valjaka. Ovo fizičko zbijanje istiskuje tekućinu kroz perforirane sita u bačvi.
Intenzivno mehaničko trenje nastalo tijekom zbijanja proizvodi toplinu koja potiče isparavanje preostale vlage. Ovaj proces dvostrukog djelovanja snižava konačni sadržaj vlage na ispod 51 TP7T. Postrojenja koja ubacuju ovaj zgusnuti, prethodno zagrijani materijal u ekstrudere redovito primjećuju povećanje učinka peletiranja od 201 TP7T [2].
Specifikacije opreme i parametri performansi
Izbor između uklanjanja vlage temeljenog na rotaciji i uklanjanja vlage temeljenog na kompresiji diktira zahtjeve komunalnih usluga i raspored postrojenja.
| Parametar | Centrifugalno odvodnjavanje | Strojevi za cijeđenje |
|---|---|---|
| Primarni mehanizam | Brza rotacija (G-sila) | Mehaničko zbijanje (konusni vijak) |
| Ciljani izlaz vlage | Smanjenje vode do 90% | Ispod 5% konačne vlage |
| Idealna sirovina | 1–2 cm HDPE/LDPE pahuljica | Oprane PP, PE folije, tkane vreće |
| Operativna prednost | Smanjuje potrošnju energije termalne sušilice za 15% | Povećava protok ekstrudera za 20% |
| Potreban prostor | Vertikalni ili horizontalni otisak | Vrlo kompaktna inline integracija |
Ograničenja sirovina i kompatibilnost materijala
Odabir stroja uvelike ovisi o geometriji i debljini ulaznog materijala. Tanke, vrlo fleksibilne folije brzo se suše pod utjecajem centrifugalnih sila, ali zahtijevaju ispravnu veličinu sita kako bi se spriječio gubitak materijala. Deblje poljoprivredne folije za malč i netkane tkanine zahtijevaju veću mehaničku silu koju pruža oprema za cijeđenje.
Inženjeri moraju precizno dimenzionirati kapacitet motora prema očekivanom protoku. Kontinuirani rad s velikim volumenom zaustavit će rotor s nedovoljno snage, uzrokujući trenutna uska grla na liniji. Operateri također moraju uskladiti veličine perforacije sita s ciljanim polimerom kako bi spriječili zasljepljivanje sita.
Rizici habanja dijelova, održavanja i vremena rada
Mehaničko odvodnjavanje radi u uvjetima jakog trenja i visoke vlažnosti, ubrzavajući trošenje komponenti. Preventivno održavanje diktira radni vijek sustava.
- Lopatice rotora i letovi vijaka: Podložno stalnom abraziji od mikroskopskih nečistoća; potrebno je tvrdo navarivanje ili redovita zamjena kako bi se održao omjer kompresije.
- Zasloni od nehrđajućeg čelika: Osjetljivo na zasljepljivanje od rastopljene plastike ili nepravilnih pahuljica; potrebno je redovito pranje pod tlakom i provjere debljine.
- Ležajevi i brtve: Rad velikim brzinama i blizina vode zahtijevaju stroge rasporede podmazivanja kako bi se spriječio katastrofalan kvar ležajeva.
- Pogonski motori: Zategnutost remena i poravnanje motora moraju se provjeravati mjesečno kako bi se spriječili gubici snage u prijenosu.
Kontrolna lista za puštanje u pogon i prihvaćanje lokacije
Provjerite performanse opreme tijekom tvorničkog primopredajnog ispitivanja (FAT) ili primopredajnog ispitivanja na lokaciji (SAT) koristeći kvantificirane metrike.
- Provjera sadržaja vlage: Prikupljajte izlazne uzorke svakih 30 minuta kako biste provjerili je li konačna vlažnost ostala ispod 5% (cijedilice) ili zadovoljava osnovnu liniju smanjenja 90% (centrifuge).
- Testiranje propusnosti i opterećenja: Pokrenite sustav na nazivnom kapacitetu 100% 4 sata neprekidno kako biste pratili skokove struje motora ili ograničenja toplinskog preopterećenja.
- Analiza vibracija: Zabilježite pomak osnovne linije na kućištima ležajeva centrifuge kako biste otkrili rane znakove neravnoteže rotora.
- Konzistencija pražnjenja: Potvrdite da automatizirani mehanizmi za pražnjenje izbacuju obrađeni materijal bez premošćivanja ili zaglavljivanja u prijelaznim žljebovima.
Često postavljana pitanja
Što uzrokuje visoko zadržavanje vlage u centrifugalnim sustavima za odvodnjavanje?
Zadržavanje vlage u centrifugalnom sustavu obično je rezultat nepravilne geometrije pahuljica ili nedovoljne brzine rotora. HDPE i LDPE folije imaju tendenciju savijanja i zadržavanja vode unutar kapilarnih prostora, stvarajući gusti kolač materijala. Operateri moraju održavati dimenzije ulazne smjese između 1 i 2 cm kako bi spriječili ovo kapilarno zadržavanje. Osim toga, zasljepljivanje sita uzrokovano oštećenim brisačima ograničava izbacivanje vode. Rutinska inspekcija sita i održavanje specificiranih brzina motora osiguravaju da stroj postigne potrebnu marginu smanjenja vlage 90%.
Kako strojevi za cijeđenje folije utječu na troškove energije nakon ekstruzije?
Strojevi za cijeđenje folija komprimiraju lagane materijale poput tkanih vreća i polietilenskih folija u gušće, polusuhe aglomerate. Ovo fizičko zbijanje prisiljava vodu kroz sito bačve, stvarajući unutarnju toplinu trenja, koja isparava preostalu vlagu na temperaturu ispod 5%. Dovođenje ovog gustog, prethodno zagrijanog materijala u ekstruder sprječava premošćivanje lijevka i stabilizira tlak taline. Postrojenja koja zamjenjuju konvencionalne termičke sušilice opremom za cijeđenje često mjere pad ukupnih troškova grijanja od 15% i povećanje kontinuiranog učinka ekstrudera od 20%.
Koji su primarni načini kvara vijaka za stiskanje filma?
Najčešći uzrok kvara vijaka za stiskanje filma je abrazivno trošenje na krajevima vijka, što izravno smanjuje omjer kompresije i ostavlja višak vlage u plastici. Sekundarni kvarovi javljaju se u aksijalnim ležajevima, koji apsorbiraju ogromna aksijalna opterećenja tijekom procesa zbijanja. Nedovoljno podmazivanje ili preopterećenje stroja prevelikom krutom plastikom ubrzava degradaciju ležajeva. Operateri moraju specificirati tvrdo nanesene rubove vijaka i pratiti temperature ulja u mjenjaču kako bi maksimizirali vijek trajanja komponenti i spriječili neočekivani zastoji na liniji.
Izbor između centrifugalne i stiskične dehidracije za vašu film liniju
Odluka između centrifugalni stroj za odvodnjavanje i jedan aparat za cijeđenje filma zavisi o nekoliko faktora specifičnih za vašu reciklačku operaciju. Ovdje je praktični okvir za usporedbu:
Debljina i tip filma: Tanki filmovi (ispod 30 mikrona) poput stirenog omota i poljoprivrednog filma najbolje reagiraju na stiskične strojeve, koji komprimiraju vlagu bez rizika da se film zaokruži oko rotora. Deblji filmovi (30–80 mikrona) poput vezanih torbi mogu se procesirati u visokosnžnim centrifugalnim dehidracijskim strojevima dizajniranim za fleksibilne materijale.
Ciljana vlažnost: Stiskični strojevi obično dosežu sadržaj vlažnosti 3–8%, dok visokosnžni centrifugalni strojevi za film dosežu 5–10%. Za aglomeraciju ili peliranje, izlaz stiskičnog stroja je obično dovoljan. Za direktnu extrudiciju tankog filma, mogu biti potrebni stiskični stroj s kratkim termičkim sušenjem.
Zahtjevi po količini: Film stiskični strojevi rade 300–2,000 kg/sati ovisno o veličini modela. Centrifugalni dehidracijski strojevi za film obično procesiraju 500–3,000 kg/sati. Za visokokapacitetske linije, centrifugalni strojevi ponuđuju veću količinu krozputnice po jedinici površine.
Potrošnja energije: Oba metoda su značajno više energetski učinkoviti od termičkog sušenja. Stiskični strojevi potroše 15–30 kWh/ton, dok centrifugalni strojevi koriste 10–20 kWh/ton. Ušteda na energiji prema termičkom sušenju (80–150 kWh/ton) čini oba metoda esencijalnim za ekonomično recikliranje plastičnih filmova.
Uzmite u obzir održavanje film dehidracijskog opreme
Oboje centrifugalni i stiskični dehidracijski sustavi zahtijevaju redovito održavanje, ali uzorci iznosa različito:
- Stiskični strojevi: Glavni predmeti iznosa su spirala, linija cijevi i izlazni die. Abrazivni kontaminanti (peščina, staklo) u loše očišćenom filmu ubrzavaju iznos. Tipični interval zamjene spirale je 2,000–4,000 radnih sati.
- Centrifugalni strojevi: Glavne održivostne brige su perforacije mreže, kugloznice i rotorski balans. Film koji se zaokruži oko vratnika rotora je čest problem koji zahtijeva pravilnu pripremu ulaza. Pogledajte naš uputstvo za održavanje centrifugalnog sušilnika za detaljne rasporede.
Bez obzira na koji način dehidracije izaberete, pravilno gornje pranje i uklanjanje kontaminanata značajno produžuje životnost opreme i smanjuje vrijeme izvan rada. Dobro dizajnirana plastična linija za pranje rublja s učinkovitom sink-float razdvajanjem i frictonsom pranjem uklanja abrazivne čestice koje uzrokuju preuranjeno iznos u dehidracijskoj opremi.
Povezana oprema i vodiča
- Centrifugalni stroj za odvodnjavanje plastičnih pahuljica
- Visokosnježna centrifugalna odvodnja filma
- Sukarnica sušilica za PP/PE film
- Kompletni vodič za odvodnju i sušenje
- Centrifugal Dryers vs Air Drying: Energy Comparison

S rastućim troškovima energije i strožim propisima o recikliranom sadržaju koji se očekuju 2026. godine, oslanjanje na zastarjelu tehnologiju mljevenja više nije održivo. Odabir pravog pulverizatora plastike za vašu proizvodnu liniju za recikliranje izravno utječe na kvalitetu praha, dnevni učinak, račune za energiju i koliko glatko ostatak vašeg poslovanja teče.
Iz granulatora ili šredera unosite čiste pahuljice ili granule, a pulverizator ih pretvara u jednolični fini prah koji ide izravno u rotomolding, proizvodnju masterbatcha ili visokokvalitetno miješanje. Ako krivo uskladite, suočit ćete se s nedosljednim veličinama čestica, pregrijavanjem, čestim promjenama noževa ili uskim grlom koje usporava cijelu vašu liniju.
Ovaj vodič vas vodi kroz svaku točku odlučivanja s jasnim koracima, stvarnim primjerima i praktičnim kontrolnim listama koje možete koristiti već danas. Do kraja ćete točno znati na što treba paziti i kako potvrditi da vaš izbor odgovara vašim ciljevima recikliranja za 2026. godinu.
Što radi drobilica za plastiku u modernoj liniji za recikliranje
Plastični pulverizator uzima kruti ili polukruti plastični otpad i usitnjava ga u prah, obično 20-120 mesh (otprilike 840-125 mikrona). Za razliku od granulatora koji proizvode komadiće ili pahuljice za ponovnu ekstruziju, pulverizatori stvaraju fini, tekući prah potreban za rotacijsko brizganje spremnika i kontejnera, miješanje PVC cijevi i profila ili masterbatch boja.
U tipičnoj modernoj liniji, slijed teče ovako:
[ Usitnjivač / Granulator] ➔ [Perilica i centrifugalna sušilica] ➔ [Pulverizator plastike] ➔ [Silosi / Peletizator]
Pulverizator se zaustavlja nakon čišćenja i sušenja jer čist i suh ulaz sprječava stvaranje grudica i produžuje vijek trajanja diska ili oštrice.
Glavne vrste drobilica za plastiku s kojima ćete se susresti u 2026. godini
Većina linija za recikliranje koristi standardne diskovne ili turbo modele. Kriogene jedinice se koriste kada rukujete specijalnim smolama ili vam je potreban ultrafini prah ispod 100 mesh bez gubitka kvalitete. Evo kratke usporedbe:
| Vrsta pulverizatora | Najbolje za | Ključne prednosti | Razmatranja |
|---|---|---|---|
| Disk pulverizator | Kruti PVC, PE | Konzistentna finoća; ugrađeno hlađenje zrakom/vodom; dugi vijek trajanja diska. | Najčešći i isplativi. |
| Turbo / Oštrica | Mekše plastike, filmske kvalitete | Koristi udarnu silu; veći protok za specifične materijale. | Može zahtijevati češće održavanje oštrica. |
| Kriogeni | Osjetljiv na toplinu, čvrsti HDPE | Koristi tekući dušik za sprječavanje topljenja i oksidacije; ultrafino djelovanje. | Viši početni i operativni troškovi. |
Korak-po-korak postupak odabira vašeg drobilice za plastiku
Slijedite ove korake redom. Svaki se nadovezuje na prethodni i sprječava kasnije skupe promjene.
Korak 1: Definirajte svoj ulazni materijal i dnevni volumen
Navedite glavne polimere koje obrađujete: kruti PVC, LLDPE/HDPE foliju ili cijev, PP rafiju ili miješani postindustrijski mljeveni materijal. Izmjerite prosječnu veličinu pahuljica nakon granulatora (obično 5-10 mm) i ciljajte satni ili dnevni kapacitet. Dodajte 10-20% međuspremnik kako pulverizator nikada ne bi ispraznio vašu opremu.
Primjer: Srednjem postrojenju koje dnevno proizvodi 8 tona mljevenog PVC cijevi potreban je model za kontinuirani rad od 400–500 kg/h.
Korak 2: Podesite željenu finoću praha
Rotomolding obično zahtijeva 35-60 mesh. Vrhunski masterbatch ili tankostijeno miješanje često zahtijeva 80-120 mesh. Finiji prah poboljšava protok i površinsku obradu, ali povećava potrošnju energije i habanje. Odaberite stroj s podesivim klasifikatorom ili izmjenjivim sitima kako biste mogli podesiti točan raspon bez kupnje druge jedinice.
Korak 3: Usklađivanje kapaciteta i integracije linije
Vaš drobilica za plastiku mora pratiti izlaz granulatora i dovoditi podatke u sljedeći korak bez preopterećenja ili zastoja. Potražite modele s pogonima s promjenjivom frekvencijom (VFD) na glavnom motoru. Omogućuju vam usporavanje rotora pri manjim opterećenjima i uštedu električne energije u usporedbi s jedinicama s fiksnom brzinom.
Korak 4: Procijenite učinkovitost hlađenja i energije
Toplina je neprijatelj. PVC se degradira iznad 160 °C; PE i PP omekšavaju i razmazuju se. Modeli hlađeni zrakom prikladni su za lakše uvjete rada, dok diskovi s vodenim omotačem ili vrtložni sustavi s prisilnim protokom zraka podnose teže uvjete rada. U 2026. godini, vrhunski modeli koriste visokoučinkovite IE4 motore i zapečaćene ležajeve koji smanjuju potrošnju energije do 30% u usporedbi sa starijim dizajnima.
Korak 5: Pregledajte značajke automatizacije, sigurnosti i održavanja
- Automatizirano punjenje i pražnjenje smanjuju rad na jednog operatera.
- Sustavi za sakupljanje prašine i zatvoreni krug održavaju postrojenje čistim i zadovoljavaju stroge propise o kvaliteti zraka.
- Vrata s lakim pristupom su važna - neki modeli omogućuju vam zamjenu cijelog seta diskova za manje od 30 minuta.
- Savjet: Kvalitetni diskovi od volfram-karbida ili kaljene legure trebali bi trajati 800–1500 sati na čistom PVC-u.
Korak 6: Izračunajte ukupne troškove vlasništva (TCO)
Kupovna cijena je samo početak. Dodajte energiju, održavanje, rezervne dijelove i očekivano vrijeme zastoja. Jeftiniji stroj $5.000 kojem su potrebni novi diskovi svakih 400 sati koštat će vas puno više u prvoj godini od premium modela s duljim intervalima i manjom potrošnjom energije.
📋 Kontrolna lista za brzu odluku
- [ ] Jesu li potvrđene vrste polimera?
- [ ] Je li postavljen raspon ciljne mreže?
- [ ] Je li izračunat satni kapacitet s međuspremnikom 15%?
- [ ] Sustav hlađenja odgovara osjetljivosti materijala na toplinu?
- [ ] Jesu li uključeni VFD i automatizacija?
- [ ] Proizvođač osigurava probno mljevenje vaših pahuljica?
- [ ] Jesu li rezervni dijelovi i lokalna usluga dostupni unutar 48 sati?
Ako na sva pitanja odgovorite potvrdno sedam, imate jakog kandidata.
Kako integrirati pulverizator u vašu kompletnu proizvodnu liniju
- Postavite uređaj iza svog centrifugalna sušilica tako da ulaz ostaje ispod 0,5% vlage.
- Koristite vakuumski utovarivač ili pužni transporter sa senzorima razine kako biste spremnik održali napunjenim na 60–70% i izbjegli udare.
- Instalirajte detektor metala neposredno prije grla za punjenje - metalni dijelovi brzo uništavaju diskove.
- Za rad u zatvorenoj petlji, prevelike čestice usmjerite natrag na ulaz putem zračnog klasifikatora. To povećava prinos na 95%+ i smanjuje otpad.
Uobičajene zamke i kako ih izbjeći
- Kupnja isključivo na temelju cijene: Otkrivanje visokih računa za struju ili stalnog trošenja oštrica šest mjeseci kasnije.
- Zanemarivanje ispitivanja materijala: Uvijek pošaljite uzorke od 50–100 kg dobavljaču na probno mljevenje.
- Predimenzioniranje stroja: Rad s opterećenjem od 30% troši električnu energiju i uzrokuje neravnomjerno trošenje.
- Preskakanje kontrole prašine: Suočavanje s regulatornim kaznama ili lošom kvalitetom zraka na radnom mjestu.
Raspored održavanja koji održava visoku produktivnost
- Dnevno: Provjerite ulaz i izlaz na nakupljanje; pregledajte filtere za prašinu.
- Tjedno: Očistite sita klasifikatora; podmažite ležajeve prema uputama.
- Mjesečno: Izmjerite razmak diska i podesite; zabilježite potrošnju energije.
- Svakih 800–1200 sati: Okrenite ili zamijenite brusne elemente; izvršite potpunu provjeru poravnanja.
Slijedite ovu rutinu i možete očekivati 4-6 godina pouzdanog rada prije većeg remonta.
Što se mijenja u tehnologiji pulverizacije plastike u 2026. godini
VFD-ovi i pametni senzori sada su standardni na modelima srednje klase, omogućujući vam praćenje vibracija, temperature i snage u stvarnom vremenu putem telefonske aplikacije. Novi kompozitni premazi diskova produžuju vijek trajanja abrazivnih recikliranih tokova. Nadalje, proizvođači se usredotočuju na nižu buku (ispod 85 dB) i modularne dizajne tako da kasnije možete nadograditi hlađenje ili klasifikaciju bez zamjene cijelog stroja.
Često postavljana pitanja (FAQ)
P: Koja je razlika između granulatora i plastičnog pulverizatora?
A: Granulator reže velike komade plastike u komadiće ili pahuljice od 5-10 mm, pogodne za injekcijsko prešanje ili ponovno ekstrudiranje. Pulverizator uzima te pahuljice i melje ih u fini prah (20-120 mesh) potreban za rotomolding ili miješanje.
P: Može li plastični pulverizator obrađivati mokre materijale?
A: Ne. Vlaga se mora održavati ispod 0,5%. Vlažni materijali uzrokuju zgrudnjavanje, začepljuju sita klasifikatora, smanjuju protok i mogu ozbiljno oštetiti diskove za mljevenje. Uvijek koristite sušilicu prije usitnjavanja.
P: Troše li pulverizatori puno električne energije?
A: Oni su energetski intenzivni, ali moderni sustavi iz 2026. s visokoučinkovitim motorima IE4, optimiziranim dizajnom diskova i frekvencijskim pogonima (VFD) mogu smanjiti potrošnju energije do 30% u usporedbi sa starijim modelima.
Spremni za napredak?
Odnesite svoje specifikacije materijala, ciljani kapacitet i potrebe za finoćom kod nekoliko renomiranih dobavljača i zatražite probna ispitivanja na vašoj stvarnoj sirovini. Usporedite izvješća jedno pored drugog koristeći gornji kontrolni popis.
Ako vodite liniju za recikliranje PVC-a, PE-a ili PP-a i želite vidjeti visokoučinkovite strojeve izgrađene za kontinuirani rad, istražite napredne Strojevi za brušenje PVC-a i plastike na Energycle. Naš tim može provesti analizu vaših uzoraka i prikazati točne podatke o performansama prilagođene vašoj specifičnoj liniji.
Sada imate potpun i praktičan okvir. Koristite ga, temeljito testirajte i instalirat ćete plastični pulverizator koji povećava učinak, smanjuje troškove i isporučuje konzistentan prah iz dana u dan.
Povezane resurse
- Industrijski PVC mlinci
- Sustav mljevenja mikronizacije
- Plastični granulatori
- Vertikalni granulator za PVC
- Savremeni automatski sustav za prerođavanje PVC


U Energycle-u svake godine prerađujemo tisuće tona PET boca. Testirali smo i mokre i suhe metode drobljenja u stvarnim postrojenjima. Mokro drobljenje iznova dokazuje svoju vrijednost za operatere koji teže visokokvalitetnim pahuljicama i nesmetanom radu.
Mokro drobljenje dodaje vodu izravno u komoru za drobljenje dok se boce ubacuju. Ovaj jednostavan korak mijenja cijeli proces. Voda hladi materijal, ispire prljavštinu i pomaže u ranom odvajanju etiketa. Suho drobljenje preskače vodu, što održava postavljanje jednostavnim, ali donosi izazove poput prašine i topline.
Operateri nas često pitaju zašto preporučujemo mokro drobljenje za većinu PET linija. Razlozi se svode na bolje rezultate, niže dugoročne troškove i lakše održavanje. Analizirajmo glavne prednosti koje vidimo svaki dan.
Vrhunsko uklanjanje onečišćenja od samog početka
Voda djeluje kao ugrađeno ispiranje tijekom drobljenja. Dok oštrice usitnjavaju boce, voda odmah ispire pijesak, šljunak, papirnu pulpu i labave ljepljive čestice. To sprječava ugradnju onečišćujućih tvari u PET pahuljice.
U suhim sustavima, etikete i ljepilo mogu se razmazati po površinama kada se nakupi toplina. To kasnije zahtijeva dodatne korake čišćenja. Kod mokrog drobljenja, pahuljice stižu čišće u fazu pranja. Postrojenja s kojima surađujemo izvještavaju o do 30% manje ostataka nakon početnog drobljenja.
Ovo rano čišćenje se isplati u čišćem proizvodu koji zadovoljava stroge standarde za rPET prehrambene kvalitete.
Zaštita kvalitete materijala i intrinzične viskoznosti
PET se degradira kada se previše zagrije. Trenje u suhim drobilicama brzo podiže temperaturu, što smanjuje intrinzičnu viskoznost (IV). Niža IV znači slabije pelete i gubitak vrijednosti.
Voda sve održava hladnim. Apsorbira toplinu i sprječava toplinska oštećenja. Ispitivanja u našim linijama pokazuju da mokro drobljene pahuljice zadržavaju više IV vrijednosti, često za 0,05–0,1 bod u usporedbi sa suhim metodama.
Kupci plaćaju više za konzistentan materijal visokog IV-a. Mokro drobljenje pomaže vam da isporučite pahuljice koje postižu bolje cijene bez dodatnih tretmana.
Produženi vijek trajanja opreme i smanjeno održavanje
Suho drobljenje stvara veliko trošenje lopatica i sita. Abrazivne čestice poput pijeska stružu se o metal bez podmazivanja.
Voda ublažava djelovanje i ispire abrazivne čestice. Oštrice dulje ostaju oštrije, a sita se rjeđe začepljuju. Operateri nam kažu da rjeđe zamjenjuju oštrice 40–50% kod mokrih sustava.
Manje kvarova znači više vremena rada i niže troškove popravka tijekom vremena.
Sigurnije, čišće i tiše poslovanje
Suho drobljenje stvara oblake prašine i plastičnih čestica. To povećava sigurnosne rizike i zahtijeva snažnu ventilaciju.
Mokre metode gotovo u potpunosti kontroliraju prašinu. Voda veže čestice, pa radni prostor ostaje čišći, a radnici se suočavaju s manje opasnosti.
Buka se također znatno smanjuje. Voda prigušuje udarce lopatica, stvarajući tiši pogon koji timovima pruža udobnost tijekom dugih smjena.
Energetska učinkovitost i dosljedne performanse
Voda stvara ujednačenije opterećenje motora. Potrošnja energije ostaje stabilna umjesto da naglo poraste tijekom teških dovoda.
Mnoge linije koje instaliramo troše manje električne energije ukupno kod mokrog drobljenja, čak i nakon uračunavanja pumpi. Dobici proizlaze iz učinkovitog rezanja i smanjenog trenja.
Praktični savjeti za maksimiziranje prednosti mokrog drobljenja
Odaberite pravi protok vode. Počnite s 5–10% težine materijala i prilagodite ga na temelju razine onečišćenja. Naš mokre drobilice PET boca dizajnirani su s podesivim sustavima ubrizgavanja vode kako bi se ova optimizacija olakšala.
Dodajte korak prethodnog sortiranja. Uklonite čepove i tešku prljavštinu prije drobljenja kako biste olakšali opterećenje.
Održavajte odgovarajući pH u vodi. Neutralne ili blago alkalne razine pomažu u otpuštanju etiketa bez oštećenja PET-a.
Reciklirajte procesnu vodu. Koristite filtracijske i taložne spremnike za ponovnu upotrebu i smanjite potrebe za slatkom vodom do 70%.
Uparite s jakim nizvodnim pranjem. Mokro drobljenje obavlja prvo čišćenje; zatim slijedi vruće pranje i separatori trenja za vrhunsku čistoću.
Svakog Energycle korisnika vodimo kroz ove prilagodbe tijekom postavljanja. Male promjene često brzo poboljšavaju kvalitetu ispisa.
Zanimaju vas kompletne linije za recikliranje PET-a? Pogledajte naše Sustavi za pranje PET boca ili usporedite opcije na našim Vodič za opremu za recikliranje PET-a.
Uvidi iz industrijskih izvora
Stručnjaci podržavaju ove prednosti. Detaljan pogled na mokro mljevenje u recikliranju plastike ističe smanjenu potrošnju energije, tiši rad i bolju kontrolu povratnog materijala. Studije o metodama drobljenja također pokazuju da mokri procesi učinkovitije obogaćuju čiste komponente.
Za širi kontekst recikliranja PET-a, EPA napominje visok potencijal oporabe kada procesi minimiziraju degradaciju.
Mokro drobljenje ističe se za ozbiljne reciklere PET-a. Pruža čišće pahuljice, štiti vrijednost materijala, smanjuje održavanje i stvara bolje radno okruženje. Početno postavljanje košta više od suhih sustava, ali se povrat u kvaliteti i učinkovitosti brzo zbraja.
Kontaktirajte Energycle ako želite istražiti mokro drobljenje za svoje poslovanje. Dijelimo stvarne podatke iz instalacija koje odgovaraju vašim razmjerima.
Povezane resurse
- Vlažni plastični granulator
- Sustav za recikliranje PET boca
- Kako izabrati PET granulator
- Stroj za drobljenje plastičnih boca
Teksas predvodi naciju u proizvodnji energije, a ta aktivnost generira ogromne količine LDPE folija nakon potrošnje. Operateri koriste ove fleksibilne polietilenske folije za pakiranje, obloge bačvi, poklopce platformi i zaštitne omotače na naftnim poljima i plinskim postrojenjima. Nakon upotrebe, ove folije često završe kontaminirane pijeskom, ostacima nafte i prljavštinom, što komplicira napore recikliranja.
Energetske tvrtke u Teksasu suočavaju se s jasnim izborom. Ovaj materijal možete poslati na odlagališta ili ga pretvoriti u vrijedne pelete za ponovnu upotrebu. Visokokapacitna mehanička obrada nudi pouzdan put naprijed. U Energycle pomažemo postrojenjima diljem države da obrađuju tisuće funti prljavih LDPE folija na sat s opremom izgrađenom za stvarne industrijske uvjete.
Zašto se otpad LDPE folije nakuplja u energetskim pogonima Teksasa
Naftna i plinska industrija oslanja se na LDPE folije zbog njihove čvrstoće i fleksibilnosti. Radnici ih koriste za zaštitu opreme, spremnika za cijevi i snopova materijala na gradilištu. Nakon upotrebe, ove folije skupljaju onečišćujuće tvari uobičajene na poljima u Teksasu:
- Pijesak i zemlja s mjesta bušenja
- Ostaci ulja i kemikalija
- Mješovite etikete ili trake
Zbog ovih problema standardne linije za recikliranje imaju poteškoća. Folije se omotavaju oko osovina, začepljuju filtere ili proizvode nekvalitetan otpad. Mnogi pogoni u Teksasu baliraju i skladište ovaj otpad, čekajući održive opcije. Nedavne promjene na tržištu, uključujući zatvaranje pogona poput WM-ovog pogona Natura PCR, ističu potrebu za mehaničkim rješenjima na licu mjesta ili u regiji koja daju dosljedne rezultate.
Ključni izazovi u obradi prljavih LDPE folija nakon upotrebe
Probleme znate iz prve ruke kada se svakodnevno susrećete s ovim materijalom. Prljave LDPE folije zahtijevaju opremu koja se nosi s kontaminacijom bez stalnih zastoja. Uobičajene prepreke uključuju:
- Visoke razine kontaminacije — Pijesak abrazivno troši standardne oštrice i smanjuje kvalitetu peleta.
- Niska gustoća u nasipu — Rastresite folije zauzimaju ogromne količine prilikom skladištenja i transporta.
- Promjenjiva vlažnost — Filmovi izloženi uvjetima na terenu zadržavaju vodu koja utječe na ekstruziju.
Postrojenja koja prevladavaju ove probleme proizvode čiste, ujednačene pelete spremne za novu foliju ili injekcijsko prešanje. Ključ leži u robusnim sustavima predobrade i ekstruzije posebno dizajniranim za kontaminiranu hranu.
Oprema velikog kapaciteta koja se nosi s teškim uvjetima u Teksasu
Operateri u energetskom sektoru trebaju sustave koji obrađuju 2000 do 5000 funti na sat ili više. Preporučujemo integrirane linije koje kombiniraju teško usitnjavanje, zgušnjavanje i ekstruziju.
Specijalizirani rezači za prljave filmove
Standardni granulatori ne uspijevaju na kontaminiranim folijama jer se materijal omotava ili pluta. Jednoosovinski rezači s motorima visokog okretnog momenta čisto režu pjeskoviti, masni LDPE. Ovi strojevi imaju ojačane oštrice i sita koja su otporna na habanje od abraziva. Saznajte više o specijaliziranim rezačima za recikliranje folija u našem vodiču.
Zgušnjavači i stiskači za smanjenje volumena
Nakon usitnjavanja, zgušnjavači ili cijedilice komprimiraju pahuljaste pahuljice u guste granule. Ovim korakom uklanja se zrak i preostala vlaga, a postižu se omjeri kompresije do 50:1. Rezultat: lakše punjenje ekstrudera i niži troškovi prijevoza. Pogledajte detalje na cijeđenje plastičnih folija i povećanje gustoće.
Visokoučinkoviti ekstruderi i peletizatori
Dvojspratne ili jednospratne ekstrudere s jakim filtracijskim sustavima toplice i očistjuju materijal. Više mijenjač zaslonas hvata pijesak i kontaminacije prije peliranja. Vodeni prsten ili peletiranje nitis zatim proizvode uniformne granule prikladne za ponovnu prodaju ili uporabu.
Svi Energycle sustavi rade na standardnoj američkoj industrijskoj struji: 480 V, 60 Hz, 3 faze. Ova kompatibilnost znači da nema skupih transformatora ili ponovnog ožičenja prilikom instalacije u postrojenjima u Teksasu.
Korak-po-korak vodič za postavljanje vaše linije za obradu LDPE folije
Slijedite ove praktične korake za učinkovitu obradu prljavih LDPE folija nakon upotrebe:
- Sakupljaj i sortiraj → Balirajte folije na licu mjesta i odvojite očite neplastične dijelove poput metalnih traka.
- Usitniti → Ubacite bale u drobilicu s visokim okretnim momentom kako biste dobili ujednačene komade.
- Zgusnuti → Propustite usitnjeni materijal kroz cjediljku ili aglomerator kako biste povećali gustoću i uklonili vlagu.
- Ekstrudiranje i filtriranje → Rastopite zgusnuti materijal i protisnite ga kroz fina sita kako biste uklonili onečišćujuće tvari.
- Peletizirati i ohladiti → Izrežite vruće niti ili pelete s matricom i ohladite ih za pakiranje.
Ovaj mehanički pristup proizvodi pelete s indeksima taljenja pogodnim za puhanje filma ili oblikovanje. Mnogi operateri u Teksasu postižu povrat ulaganja u 12 do 24 mjeseca izbjegavanjem naknada za odlaganje i prodajom peleta.
Prave koristi za energetske tvrtke u Teksasu
Postrojenja koja ulažu u linije visokog kapaciteta dobivaju kontrolu nad tokovima otpada. Smanjuju se troškovi odlaganja otpada, ispunjavaju se ciljevi održivosti i stvara se novi izvor prihoda od peleta. Američka agencija za zaštitu okoliša napominje da mehaničko recikliranje štedi energiju i smanjuje emisije u usporedbi s proizvodnjom djevičanske smole.
Američko vijeće za kemiju izvještava o rastućoj potražnji za smolama nakon potrošnje u primjeni pakiranja.
Teksaški energetski operateri također imaju koristi od lokalne podrške i opreme dizajnirane za američke energetske standarde. Energycle sustavi otporni su na pjeskovite i masne uvjete uobičajene u pogonima Permian Basin i Eagle Ford.
Spremni ste za obradu vaših LDPE folija nakon potrošnje u velikim razmjerima? Za konzultacije o prilagođenoj liniji izgrađenoj za energetske potrebe Teksasa kontaktirajte Energycle. Istražite naše Rješenja za zgušnjavanje LDPE folije ili cjeloviti vodič za peletiranje za početak.
Vanjski resursi:
Povezane resurse
- Stroj za peletiranje PP/PE folije
- Linija za pranje PP PE folija
- Aglomerator plastične folije
- Sušilica za film
- Što je zgušnjivač plastične folije?

Shreder koji je "majstor za sve" majstor je zastoja. Iako je primamljivo kupiti jedan stroj za obradu "svega" (čišćenje, folija, cijevi, paleta), fizika smanjenja materijala nalaže da ćete izgubiti 30-40% učinkovitosti na svakoj toni. Ovaj vodič objašnjava zašto je specijalizacija jedini put do profitabilnosti.
Povezana oprema: Usitnjivač PE/PP folija, drobilica za krutu plastiku.
1. Neusklađenost RPM-a
- Film/vlakna (mekani)Zahtijeva Visoki okretni moment + velika brzina (80-100 okretaja u minuti). Potreban vam je zamah za smicanje materijala prije nego što se istegne.
- Tvrda plastika (grudice)Zahtijeva Visoki okretni moment + niska brzina (40-60 okretaja u minuti). Velika brzina uzrokuje odbijanje rotora od bloka, stvarajući udarna opterećenja.
- "Univerzalni" kompromisStroj koji radi na 70 okretaja u minuti prebrz je za grudice (udar) i prespor za film (zaglavljivanje).
2. Geometrija rotora: Spline vs. Smooth
- Film/vlaknaČesto koristi Rotor s protukliznim profilom. Podignute površine sprječavaju da materijal leži ravno i omotava se.
- Čvrsta plastikaKoristi Glatki rotor. Klinovi bi stvorili točke koncentracije naprezanja koje bi mogle puknuti pri udaru u čvrsti blok PP-a.
- ProizlazitiPokretanje filma na glatkom rotoru često dovodi do omotavanja. Pokretanje gustih grudvica na rotoru s klinovima može povećati koncentracije naprezanja i riskirati mehanička oštećenja, ovisno o dizajnu rotora i postavkama upravljanja.
3. Logika ramova (hidraulika)
- FilmLagano i pahuljasto. Zahtijeva Turbo Ram (brzi pristup, niski tlak) za stalno utiskivanje materijala u lopatice.
- Cijev/PročišćavanjeGusto i čvrsto. Zahtijeva Ram za detekciju opterećenja (spori pristup, visoki tlak) koji "gricka" materijal kako bi spriječio zastoj.
- SukobUniverzalna logika RAM-a će ili previše uvući grudice (zastoj) ili nedovoljno uvući film (pad protoka).
4. Dizajn ekrana
- Film: 40 mm zaslon s 50% Otvoreni prostor.
- Kruto: 40 mm zaslon s 35% Otvoreni prostor (jača debljina mreže).
- NeuspjehKvrge koje se pojavljuju na filmskom platnu savit će ga ili slomiti zbog nedostatka strukturne krutosti.
Zaključak
Kupnja dva specijalizirana stroja (jednog za foliju, jednog za krute materijale) često ima niži ukupni trošak vlasništva (TCO) od kupnje jednog "univerzalnog" stroja koji radi s učinkovitošću od 60% i zahtijeva stalno održavanje.
Reference
[1] "Učinkovitost recikliranja plastike"" Svijet gospodarenja otpadom. Učinkovitost recikliranja plastike
[2] "Principi dizajna industrijskih usitnjivača"" Časopis za inženjerstvo. Principi dizajna industrijskih šredera
Povezane resurse
- Usitnjivač PE/PP folija
- Pregledaj plastične raspršivače
- Rezlicer protiv granulatora protiv pelletizera
- Fiber & textile shredder