
Compounding, Mixing, and Pelletizing for Advanced Formulations
Dvojsoustranný extruder z plastu
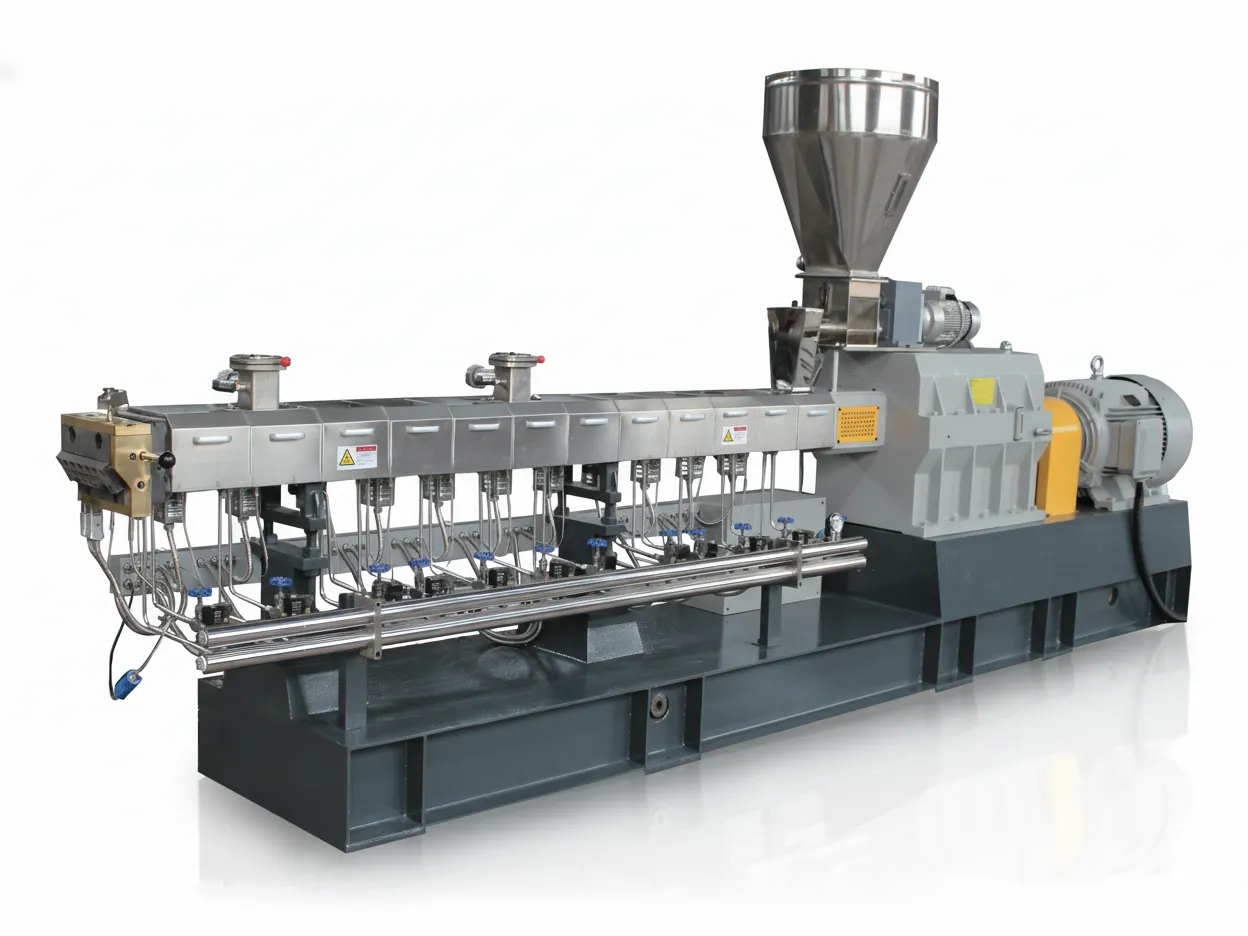
A twin-screw plastic extruder designed for compounding, devolatilization, melt filtration, and pelletizing of masterbatch, filled compounds, polymer blends, and higher-value recycled compounds. Compared with a standard extrusion platform, this system is built to control mixing quality first and pellet output second.
Why Use a Twin-Screw Plastic Extruder for Compounding
This machine is not just pushing melt through a die. It is intended to disperse fillers, dose additives, remove volatiles, and stabilize the compound before pelletizing.
High-Intensity Dispersive and Distributive Mixing
Optimized screw elements help distribute pigments, fillers, fibers, and additives more evenly, which improves compound stability and repeatability.
Precision Feeding and Dosing
Main feeder, side feeder, and liquid or powder dosing arrangements can be matched to the formulation and throughput target.
Kontrola odplyňování
Venting and vacuum sections remove moisture and volatiles so the final pellets are cleaner and more stable in downstream processing.
Integrated Filtration and Pelletizing
Hydraulic screen changers and matched pelletizing equipment help the line move from formulation control into pellet output without losing process consistency.
Stronger Fit for High-Value Compounds and Recycled Blends
The system is well suited to masterbatch, filled compounds, reinforced materials, and recycled compounds where uniformity matters more than simple throughput alone.
Supports More Demanding Formulations
When the material recipe is complex, a twin-screw compounding line usually provides better process control than a simpler pelletizer.
Typical Compounding and Pelletizing Applications
This line is built for formulation control and pellet quality on more demanding polymer projects.
Color and Additive Masterbatch
Produces higher-concentration masterbatch with better pigment and additive distribution than simpler extrusion routes.
Filled and Reinforced Compounds
Suitable for formulations containing CaCO3, talc, glass fiber, and similar fillers that need strong mixing performance.
Recycled Compound Production
Helps upgrade recycled streams with devolatilization, filtration, and better additive control before pelletizing.
Functional and Reactive Compounds
Supports more specialized processing where zone control and screw design matter to the final material performance.
High-Value Pellet Production
The final pellets are designed for easier handling, dosing, and downstream manufacturing in more demanding applications.
Formulation Scale-Up
Useful when the project needs repeatable formulation transfer from trial stage into larger continuous production.
How the Twin-Screw Compounding and Pelletizing Workflow Runs
The line is designed around formulation control, devolatilization, melt cleaning, and stable pellet output.
Feed and Dose the Ingredients
Resin, fillers, pigments, additives, or recycled feed are metered into the process through main or side feeding points.
Mix and Compound the Melt
The screw elements distribute and disperse the formulation so the material exits with more uniform compound quality.
Vent and Remove Volatiles
Venting and vacuum sections reduce moisture and volatiles that could otherwise affect pellet quality and downstream performance.
Filtrujte taveninu
A hydraulic screen changer protects pellet quality by removing remaining contaminants before the die face.
Pelletize and Handle the Output
The compounded melt is cut into pellets, then cooled, dried, and conveyed for storage or direct downstream use.
Twin-Screw Plastic Extruder vs Standard Extrusion and Single-Screw Pelletizing
These systems can look similar from a distance, but their real value lies in how much formulation control and pellet quality management they deliver.
| Rozhodovací faktor | Dvojsoustranný extruder z plastu | Dvoušnekový extruderový systém | Jednošnekový peletizér |
|---|---|---|---|
| Main Goal | Compounding plus pelletizing | General extrusion into product shapes | Standard pellet recovery from prepared feed |
| Mixing and Dispersion | Stronger mixing for fillers and additives | Configurable but not always pelletizing-focused | Lower formulation control |
| Best Feed or Recipe | Masterbatch, filled compounds, recycled blends | Extrusion resins for profile, pipe, or sheet | Prepared flakes and regrind |
| Kontrola kvality pelet | Integrated devolatilization, filtration, and pelletizing | Not always configured as a pelletizing line | Good for simpler pelletizing tasks |
| Kdy si vybrat | When compound consistency matters as much as throughput | Pokud je konečný produkt extrudovaný tvar, nikoli pelety | When feed is simpler and the project does not need high-intensity compounding |
Hlavní technické parametry
These reference models show the typical throughput range for twin-screw compounding and pelletizing projects. Final selection depends on formulation, filler loading, pelletizing style, and downstream expectation.
| Linka | Extruder | Průměr šroubu | Rychlost šroubu | Výkon motoru | Kapacita |
|---|---|---|---|---|---|
| GTS52/120 | GTE52 / SJ120 | 51.4 / 120 mm | 600 / 85 rpm | 55 - 75 kW | 180 - 260 kg/h |
| GTS65/150 | GTE65 / SJ150 | 62.4 / 150 mm | 600 / 85 rpm | 90 - 110 kW | 260 - 350 kg/h |
| GTS75/180 | GTE75 / SJ180 | 71 / 180 mm | 600 / 85 rpm | 132 - 160 kW | 450 - 550 kg/h |
| GTS95/200 | GTE95 / SJ200 | 93 / 200 mm | 600 / 85 rpm | 185 - 200 kW | 650 - 750 kg/h |
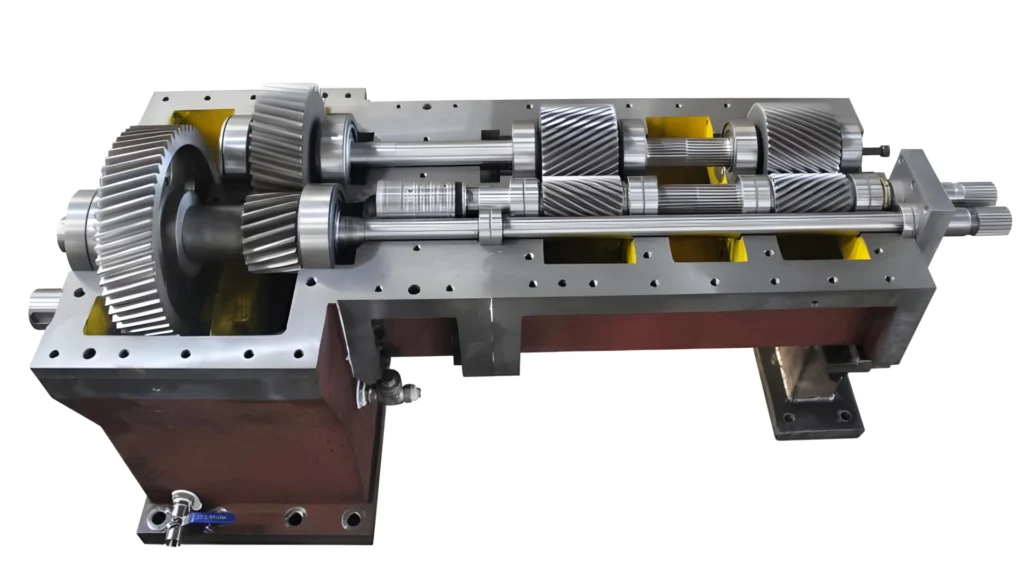
Galerie strojů
Reference views of the compounding extruder, barrel layout, pelletizing section, and gearbox configuration.



Watch the Compounding Line in Action
A short walkthrough of the twin-screw compounding and pelletizing workflow.
Často kladené otázky
Common technical questions from buyers evaluating a twin-screw compounding and pelletizing system.
This line is built around compounding quality and pellet output. It offers stronger formulation control, devolatilization, filtration, and pelletizing integration than a more general extrusion platform.
Yes, the line can be configured for filled or reinforced formulations. The exact screw design, feeder arrangement, and wear protection depend on the recipe and target throughput.
The best choice depends on polymer behavior, throughput, pellet appearance expectations, and downstream handling. We recommend the pelletizing method after reviewing the material system.
Yes. We help define screw layout, feeding logic, venting arrangement, and startup parameters based on your material and pellet quality target.
Please share the base polymer, additive and filler recipe, target throughput, devolatilization needs, pelletizing preference, and the required performance of the final pellets.
Need a Compounding Line Matched to Your Formula?
Send us your resin type, filler or additive recipe, throughput target, and pellet requirement. We will help define the screw configuration, feeder layout, venting logic, and pelletizing method.