Die Textilrecyclingindustrie wandelt sich vom "Downcycling" (Isolierstoffe/Putzlappen) hin zur "Kreislaufwirtschaft" (Faser-zu-Faser). Dieser Wandel erfordert eine grundlegende Veränderung der Zerkleinerungstechnologie. Eine Maschine, die Putzlappen produziert, kann kein Ausgangsmaterial für einen chemischen Depolymerisationsreaktor aufbereiten. Dieser Leitfaden untersucht die für die moderne Textilrückgewinnung notwendigen Innovationen in der Vorverarbeitung.
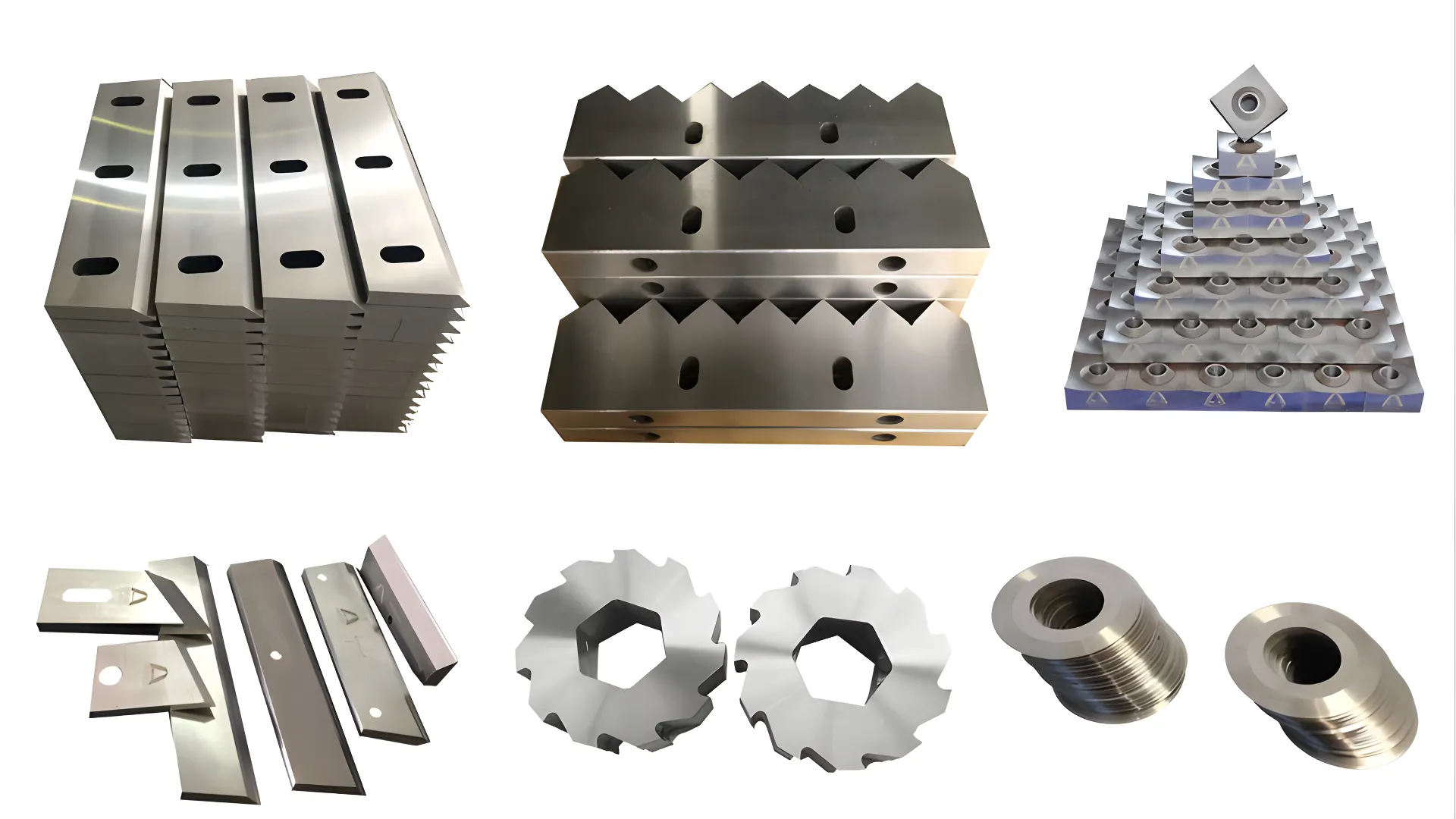
Zugehörige Ausrüstung: Einwellenzerkleinerer für Textilabfälle.
1. Die Rohstofflücke: Fluff vs. Chips
Mechanisches Recycling (Schleudern)
- Ziel: Maximale Faserlänge beibehalten (>15 mm).
- Technologie: Garnett-Stil EinwellenzerkleinererS mit Reißnadeln.
- Innovation: Sanftanlauf-Hochdrehmomentantriebe die Stoffe bei niedrigen Geschwindigkeiten (<60 U/min) schonend auseinanderziehen, um Faserbrüche und Reibungswärme (die Polyester schmelzen lässt) zu minimieren.
Chemisches Recycling (Depolymerisation)
- Ziel: Die Oberfläche für die chemische Reaktion maximieren.
- ErfordernisGleichmäßige, dichte "Späne" (z. B. 10 mm x 10 mm). Flusen verursachen Brückenbildung in Trichtern und schwimmen in Lösungsmitteln.
- Technologie: Doppelschnitt-Granulatoren. Ein Sekundärgranulator mit einem "Guillotine"-Rotor schneidet das vorzerkleinerte Textil in präzise Quadrate und erhöht so die Schüttdichte von 40 kg/m³ auf 150 kg/m³.
2. Automatisierte Sortierung (NIR)
Auf die Angaben auf den Etiketten der Kleidungsstücke kann man sich nicht verlassen (sie sind oft falsch).
* Innovation: Hyperspektrale NIR-Kameras montiert über dem Zuführband des Schredders.
* Funktion: Erkennt das genaue Polyester/Baumwoll-Verhältnis (z. B. 60/40 vs 50/50) in Millisekunden.
* Aktion: Luftdüsen leiten nicht konforme Teile (z. B. reine Nylonteile in einer Baumwolllinie) ab, bevor sie in den Schredder gelangen.
3. Das schwierigste Problem: Reißverschlüsse und Knöpfe
Reißverschlüsse (Messing/Aluminium) und Knöpfe (Thermoplast) zerstören feine Schredderklingen.
* Alte MethodeManuelle Entfernung (zu teuer).
* Neue Methode: Befreiung der Hammermühle.
* Nach dem Vorzerkleinern auf 50 mm wird das Textil durch eine Hochgeschwindigkeits-Hammermühle geführt.
* Durch den Aufprall werden Knöpfe zerschmettert und Reißverschlüsse vom Stoff gelöst.
* Ein nachgelagerter Wirbelstromscheider Und Zickzack-Luftklassierer Anschließend werden die Schwermetall-/Kunststofffragmente entfernt, sodass reine Fasern übrig bleiben.
4. Staubbekämpfung: Die Bedrohung durch Mikrofasern
Polyester-Mikrofasern sind explosiv (Kst > 0) und stellen eine Gefahr für die Atemwege dar.
* Innovation: Unterdruck-Schneidkammern.
* Der Zerkleinerungsrotor ist in einem vakuumversiegelten Gehäuse eingeschlossen.
* Staub wird abgesaugt an der Quelle (den Schnittpunkt) anstatt es in den Raum schweben zu lassen.
* Dies verbessert die Zuverlässigkeit des Sensors (kein Staub auf den optischen Linsen) und verhindert eine gegenseitige Vermischung der Farben.
Abschluss
The future of textile recycling is not just "shredding"—it is Fraktionierung. Der Kauf eines universellen Shredders für die anspruchsvolle Textilaufbereitung führt oft zu uneinheitlichem Ausgangsmaterial und geringen Ausbeuten in den Folgeprodukten. Sie sollten die Anlage auf Ihr spezifisches Endprodukt ausrichten: Fasern (mechanisch) oder Monomere (chemisch).
Referenzen
[1] "Leitfaden für Recyclingmaterialien (GRS-202)" Textilbörse. Leitfaden für Recyclingmaterialien (GRS-202)
[2] "Automatisierte Sortiertechnologien" Recycling International. Automatisierte Sortiertechnologien
Verwandte Ressourcen
- Textilabfall-Schredder
- Faser-Schredder für Textilien
- Plastik Shredder durchsuchen
- Textil-Schredder-Sicherheitsanweisung
- Eddy-Ströme-Trenner: Kompletter Leitfaden
- Textilzerkleinerungsanlage: Typen, Spezifikationen & Auswahlleitfaden