
Industriemesser für jede Recyclingmaschine
Schreddermesser, Granulatormesser, Brechmesser und Rotormesser – aus D2, SKD-11 und Wolframcarbid für Kunststoff-, Metall-, Reifen- und E-Schrottrecyclinganlagen.
Der Schnittkantenpunkt jeder Recyclinglinie
Messer sind der am häufigsten verbrauchte Bestandteil in jeder Kunststoff-, Metall- oder Reifenrecyclinganlage – und der größte Treiber des Durchsatzes, der Partikelhomogenität und der Energiekosten. Ein veraltetes oder nicht passendes Messer zwingt den Motor härter zu arbeiten, produziert unregelmäßiges Neugranulat und kann die Lebensdauer von Sieben und Lagerbälgen verkürzen. Energycle liefert präzisionsgeschliffene Ersatzmesser und Rotormesser für Schredder, Granulatoren, Brecher, Pelletiermaschinen und Mahlwerke, mit Materialien, die auf den Rohstoff abgestimmt sind – von Standard-D2-Werkzeugstahl für Folien und weiche Kunststoffe bis hin zu Wolframcarbid für Aluminium, Kupfer, Reifen und glasgefüllte Kunststoffe. Jedes Messer wird auf HRC 58–62 geätzt, auf ±0.02 mm Flachheit geschliffen und mit dem Montagebohrungsmuster, dem Neigungswinkel und der Kantengeometrie des Originalteils geliefert, das Sie ersetzen.
Welches Material passt zu Ihrem Rohstoff?
Die Materialauswahl beeinflusst die Standzeit der Schneidkante weit mehr als die Geometrie. Verwenden Sie diese Tabelle, um den Stahlgüte zur Rohstoffart zu passen.
| Material | Härte | Am besten für | Relative Standzeit der Schneidkante | Kosten |
|---|---|---|---|---|
| D2 Werkzeugstahl | HRC 58–60 | Film, weiche Kunststoffe, Papier | 1.0× (Grundlinie) | $ |
| SKD-11 (Cr12MoV) | HRC 58–62 | Rigide PP/PE, PET-Flaschen, HDPE-Fässer | 1.3–1.6× | $$ |
| DC53 | HRC 60–62 | Dickerwandige Kunststoffe, schlagempfindliche Schnitte | 1.5–1.8× | $$ |
| CPM-10V | HRC 60–62 | Abriebharte Kunststoffe, faser verstärkte Teile | 2–3× | $$$ |
| Wolframcarbidspitze | HRA 89–92 | Aluminium, Kupfer, Reifen, glasgefüllte Kunststoffe | 3–5× | $$$$ |
Wie wählt man das richtige Ersatz-Messer
1. Maschinenart identifizieren
Einachsiger Schredder, Zweischnecken-Schredder, Granulator, Brecher oder Pelletiermaschine – jede verwendet eine andere Schneidwerkzeugfamilie. Passen Sie zunächst das Montagemuster an, dann die Kantengeometrie an.
2. Rohstoff messen
Weiche Kunststofffolie verträgt D2. Hartes PET, HDPE und PP erfordern SKD-11 oder DC53. Alles mit Aluminiumverunreinigungen, Glasfaser oder Mineralfüllung benötigt Karbidspitzen.
3. Geometrie abstimmen
Hexagon vs. Quadrat für Schredder; flach vs. geneigt für Granulatorrotoren. Der Schräglaufwinkel (normalerweise 30°–45°) bestimmt den Schnittkraft und die Granulatspartikelgröße.
4. Schärfzyklus planen
Karbidmesser widerstehen Abrieb, können aber nicht vor Ort geschärft werden. Werkzeugstahlmesser können 6–10 Mal mit einem automatischen Schärfer nachgeschärft werden – oft günstiger als ein Neukauf.
Wo Unsere Messer jeden Tag laufen
Konzipiert, um eine breite Palette von Recyclingströmen zu verarbeiten – von Post-Consumer-Filmen bis hin zu harten industriellen Schrotten.
Kunststoffrecycling
PET-Flaschen, HDPE-Fässer, PP-gewebte Säcke und LDPE-Folie. Hochvolumige Verarbeitung mit einheitlicher Granulatsgröße und Schneidkantenlebensdauer.
Reifen & Gummitechnik
Passagierreifen, Lastwagenreifen und Förderbänder. Mit Karbidspitzenrotorklingen für extreme Abriebfestigkeit.
Metallrecycling
Aluminiumdosen, Kupferdraht und Elektronikmüll. Härteres Karbidspitzenmesser sind für diese abrasiven Rohstoffe obligatorisch.
Holz & Biomasse
Paletten, Bauabfall und MDF. D2 oder SKD-11-Messer mit anti-nagelbolzenmontierten Halterungen für intermittierenden Metallkontakt.
Papier & Spezialfutter
OCC, Büropapier und Leiterplatten. Dünne Messer mit feinem Spalt für Confetti-Größenreduktion in spezialisierten Linien.
Jedes Messer länger halten
Klingenabstand wöchentlich überprüfen
Der Rotor-zu-Lager-Klingenabstand sollte innerhalb von 0.15–0.30 mm bleiben. Ein überdimensionierter Abstand verschwendet Energie und reißt anstatt zu schneiden.
Klingenmuster drehen
Die meisten Schredderklingen haben 2–4 verwendbare Kanten. Das Drehen im geplanten Zeitplan verdoppelt oder verdreifacht die Lebensdauer vor dem Nachschärfen.
Metallverunreinigungen entfernen
Installieren Sie einen magnetischen Separator oberhalb. Ein einzelnes verlorenes Bolzen kann 6–8 Karbidspitzen in einer Rotation beschädigen.
Schärfen, nicht ersetzen
Ein automatischer Messerschleifer entfernt 0.05–0.1 mm pro Durchgang, was Ihnen 6–10 Nachschärfungen pro Klingenmuster zu einem Bruchteil des Ersatz-Kosten gibt.
Vier Klingengruppen, ein Quelle
Passen Sie das Messer auf die Maschine ab. Überprüfen Sie Materialien, Größen und Präzisionsoptionen.
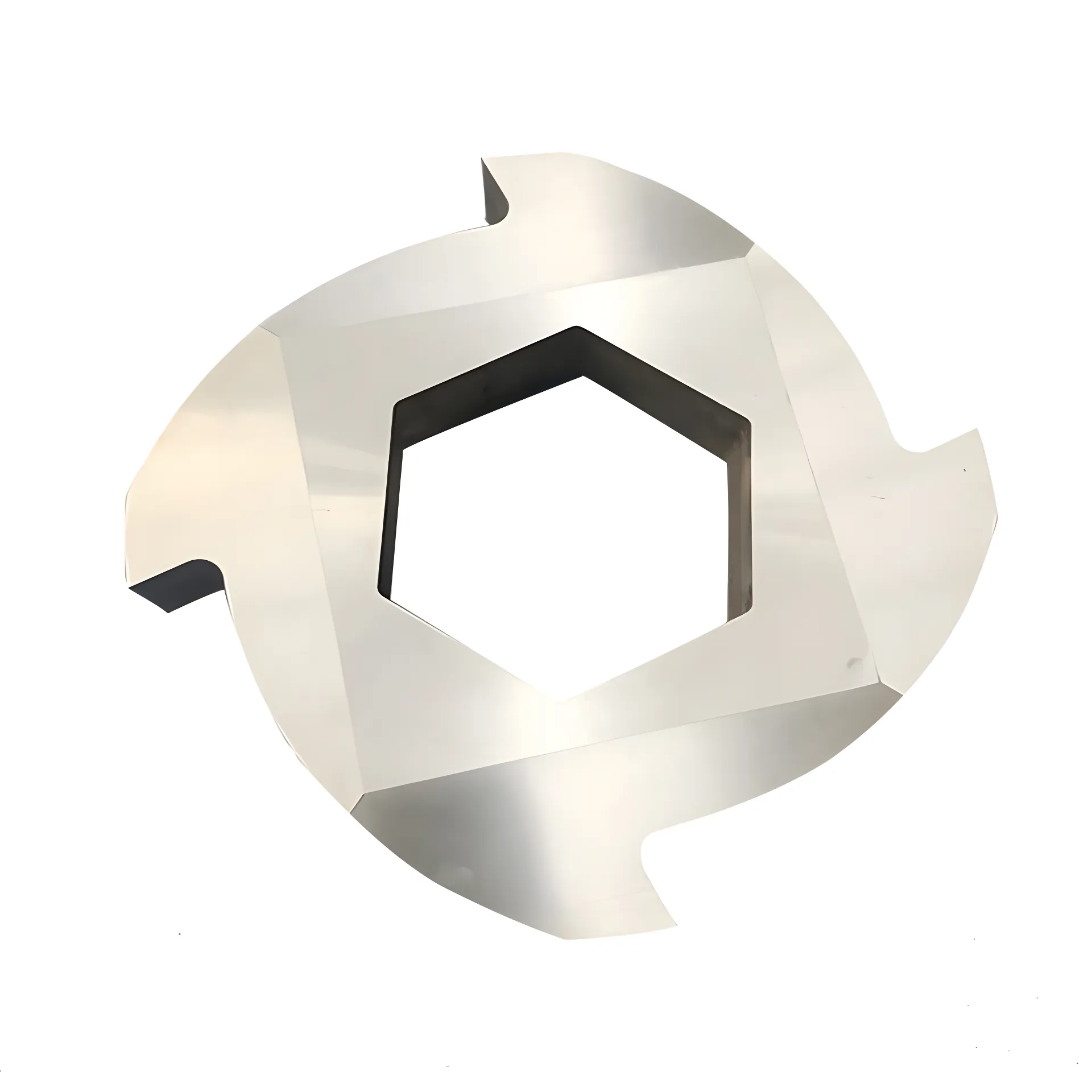
Kunststoff-Schredderklingen
Hex, quadratische und Hakenmesser für Ein- und Zweischnecken-Shredder. D2 und SKD-11 Werkzeugstahl, fest montierbare Ersatzteile für die meisten OEMs.
Granulatormesser
Rotor- und stationäre Messer für Mahlgranulatoren. SKD-11 Stahl, HRC 58–62, maßgefertigte Längen für jeden Rotordurchmesser.
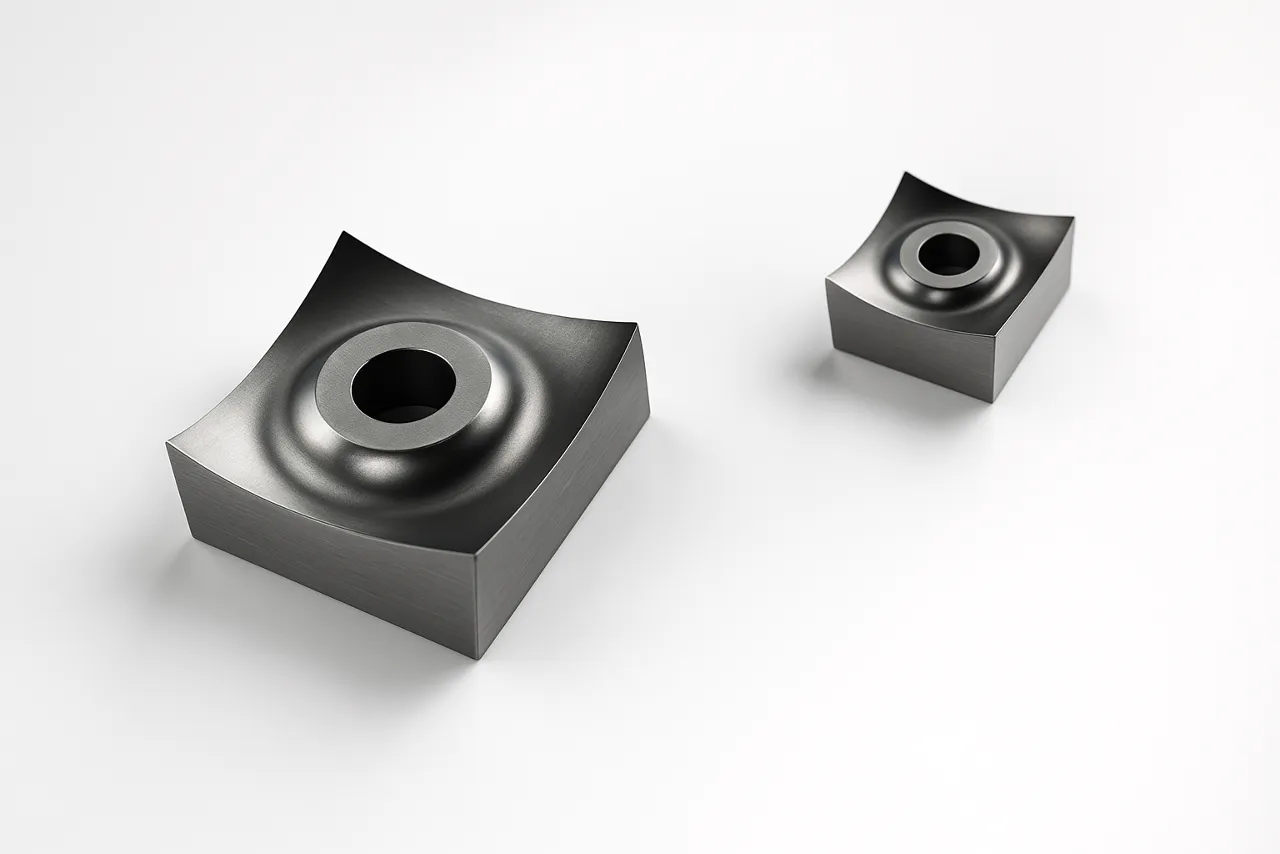
Karbiden-Rotormesser
Karbidenbestückte Rotormesser für abrasives Futter – Aluminium, Kupfer, Reifen, glasgefüllter Kunststoff. 3–5× längere Kantenlebensdauer als D2.
Automatischer Messerschleifer
Bestellen Sie die Auffrischung Ihrer bestehenden Messer mit einer Präzision von ≤0.03 mm. ERM-1600 bis zu 1.600 mm und Compact bis zu 1.000 mm Modelle.
Galerie der Präzisionsrecyclingmesser
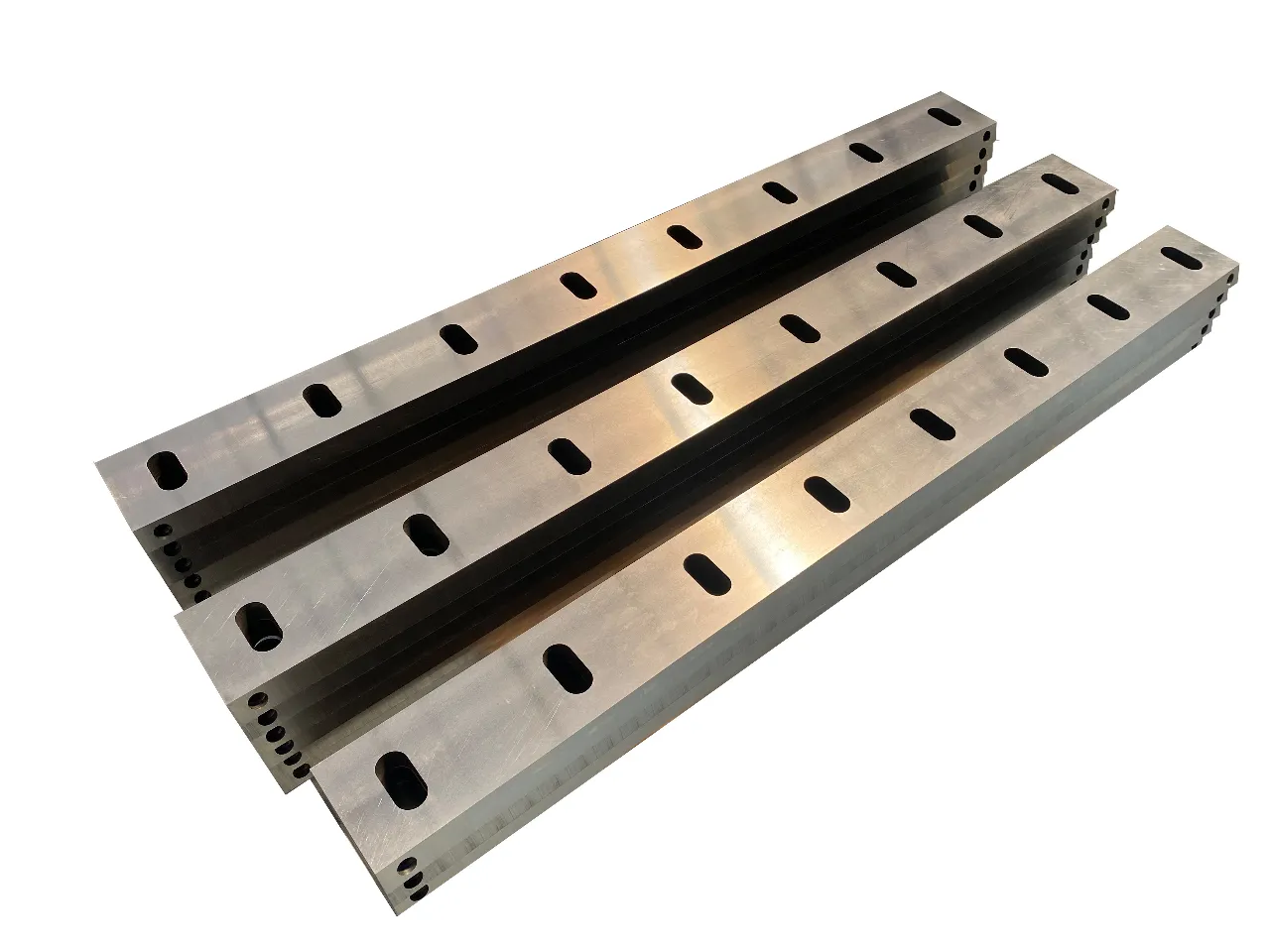
Präzisionsgegriffene Shredder-Hakenmesser
Industrielle Rotormesser für Kunststoffverkleinerung
Verlässlicher Support während des gesamten Lebenszyklus der Ausrüstung
Von der Installationsplanung bis zur regelmäßigen Wartung unterstützt unser Serviceteam Ihre Ausrüstung dabei, sicher, konstant und effizient zu arbeiten.
1 Jahr eingeschränkte Garantie
Der Leistungsumfang umfasst für ein Jahr die Herstellungsmängel in wichtigen mechanischen und elektrischen Komponenten. Normale Abnutzungsteile und Schäden durch unsachgemäße Bedienung werden gesondert behandelt.
Installationsanleitung
Wir bieten Layout, Fundament, Versorgungsanlagen, Freiraum, Linienintegration und Inbetriebnahme-Beratung für eine reibungslose Installation und zuverlässige Inbetriebnahme.
Ersatzteilelieferung
Ersatzteile für Abnutzungsteile, Lager, Dichtungen, Sensoren, elektrische Komponenten und andere Serviceartikel sind für geplante Wartung und langfristigen Betrieb erhältlich.
Technische Unterstützung
Ferndiagnose, Betriebsanweisungen, Wartungsberatung und optionale Vorortdienste sind verfügbar, wenn Ihr Projekt zusätzliche Unterstützung benötigt.
Recyclingmaschinenmesser – Häufig gestellte Fragen
Benötigen Sie ein maßgefertigtes Messerangebot?
Senden Sie uns Ihre Messerzeichnung, ein Foto mit Abmessungen oder Ihr Maschinenmodell – wir erstellen innerhalb von 24 Stunden ein passendes Ersatzteilangebot.
- OEM-kompatibel für Vecoplan, Weima, Cumberland, Zerma, Rapid, Herbold
- D2, SKD-11, DC53, CPM-10V und Wolframkarbid
- 15–25 Tage Lieferzeit für maßgefertigte Größen · Einzelfertigung MOQ