
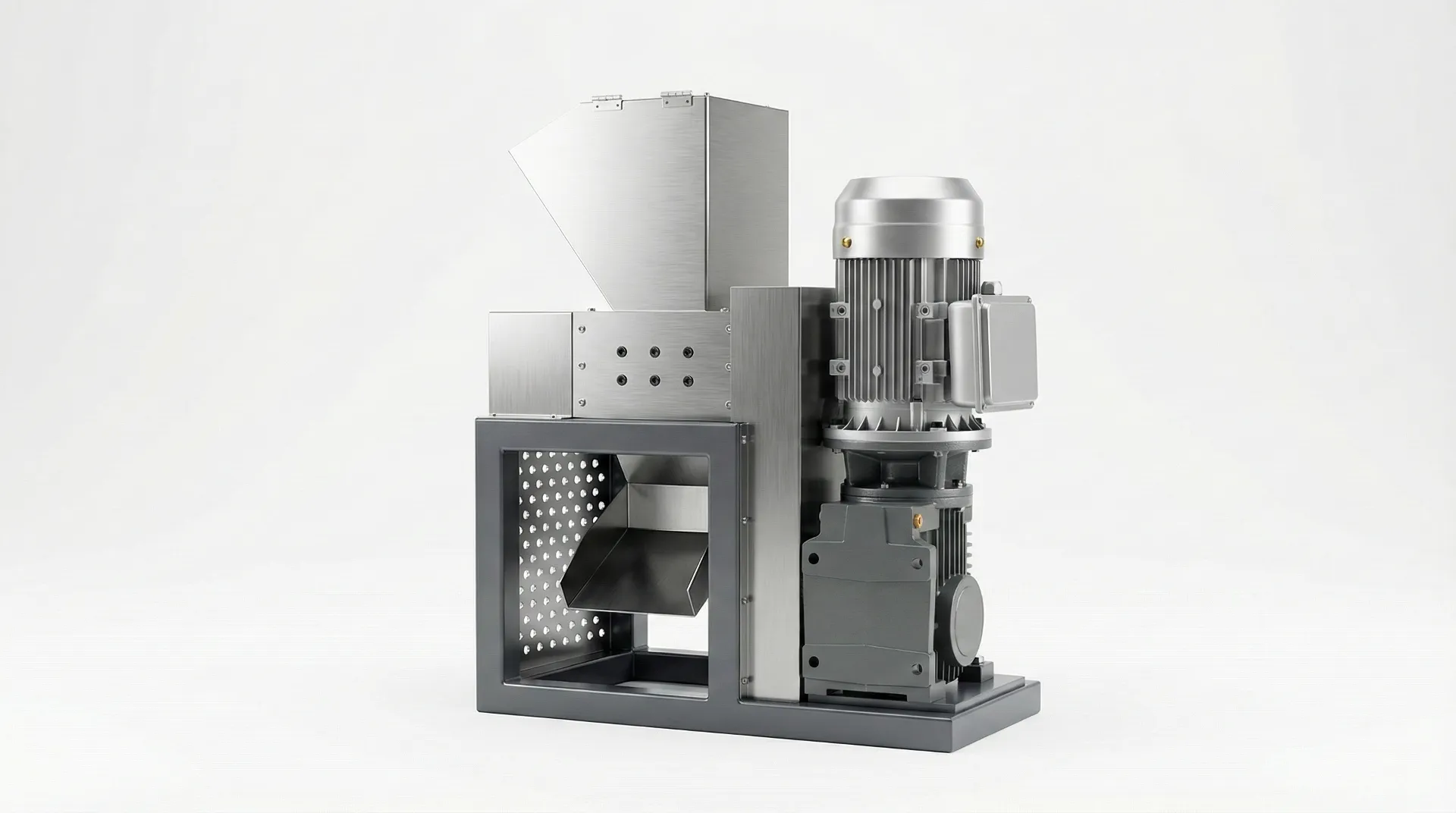
Kompaktni stolni šreder za male serije mljevenja plastike
Pretvorite otpad od 3D printanja, čepove od boca i pripremljene PET boce u mljeveni materijal od 3-6 mm za ponovnu upotrebu i sirovinu za ekstruziju filamenta.
Kompatibilnost ulaznog materijala
Potvrdite ponašanje polimera, geometriju otpada i razinu kontaminacije u odnosu na otvor za uvlačenje i set noževa.
Odabir započinje prikladnošću ulaznog materijala. Definirajte svoju primarnu obitelj polimera, oblik otpada i najveći komad koji mora proći kroz otvor od 120 x 200 mm bez ručnog probijanja. Kruti čisti otpad obično se dosljedno reže i proizvodi stabilno mljeveni materijal.
Filmovi i elastični materijali mogu se premostiti ili omotati te mogu zahtijevati prethodno rezanje i kontrolirano dodavanje. Kontaminacija poput pijeska, papira i metala utječe na trošenje noževa i učestalost održavanja, stoga bi to trebalo biti unaprijed navedeno radi realnog planiranja servisa i kriterija ispitivanja.
Otpad i odbačeni proizvodi iz krute proizvodnje
Uljevni kanali, profili, dijelovi s debelim stijenkama i kruti spremnici. Potvrdite maksimalnu debljinu i tvrdoću za stabilno opterećenje rezanja i vijek trajanja oštrice.
Tanke folije i ostaci lima
PP i PE folije plus obrezi. Navedite debljinu i prethodno izrezanu duljinu kako biste smanjili premošćivanje i omotavanje.
Otpad od 3D printanja i ostaci od izrade prototipova
Neuspjeli otisci i ostaci (PLA/PETG/ABS). Potvrdite veličinu ponovnog brušenja i način rukovanja nakon toga.
Mješoviti tokovi i elastični materijali
Mješani polimeri, guma ili kontaminirani otpad zahtijevaju definirano ispitivanje prihvatljivosti i granicu kontaminacije.
Ključne specifikacije
Dimenzije jezgre, opcije noževa i električna konfiguracija za usporedbu proizvoda.
Pomoću dolje navedenih podataka potvrdite prikladnost otvora za uvlačenje, kapacitet pogonskog sustava i opcije seta noževa za ciljano mljevenje. Za PET boce isplanirajte pripremu: uklonite čepove i naljepnice, isperite, osušite i izrežite kako bi odgovarale otvoru.
| Dimenzije otvora za punjenje | 120 mm x 200 mm |
| Ciljani izlaz mljevenja | 3-6 mm (ovisno o primjeni) |
| Tipična propusnost | 1-5 kg/h (ovisno o materijalu) |
| Model oštrice A | 22 rotirajuće i 22 fiksne oštrice (širine 5 mm) |
| Model oštrice B | 36 rotirajućih i 36 fiksnih oštrica (debljine 3 mm) |
| Promjer rotirajuće oštrice | 100 mm |
| Materijal oštrice | H13 Brzorezni industrijski čelik |
| Snaga motora | 1,5 kW s mjenjačem |
| Napon | Prilagodljivo (opcije 110 V/220 V) |
| Težina stroja | 101 kg |
| Ukupne dimenzije (D x Š x V) | 650 x 300 x 780 mm |
Napomena: Specifikacije su za referencu. Prije naručivanja provjerite konačnu konfiguraciju.
Izlaz za ponovno brušenje 3-6 mm
Dimenzionirano za dosljedno punjenje malih ekstrudera i kontrolirano skladištenje između koraka.
Za 3D ekstruziju filamenta i ponovnu upotrebu u malim serijama, konzistencija mljevenog materijala je važnija od vršne brzine rezanja. Ova jedinica je konfigurirana za izlazni raspon od 3-6 mm (ovisno o materijalu) koji je lakše sušiti, skladištiti i dozirati u lijevak ekstrudera filamenta.
Ako ciljate na uži raspon veličina, dodajte prosijavanje nakon usitnjavanja.

Propusnost malih serija
Praktični rezultati za kućne i laboratorijske tijekove recikliranja.
Tipični protok je 1-5 kg/h, ovisno o vrsti polimera, debljini dijela i konzistenciji ulaznog materijala. Kruti čisti otpad općenito se obrađuje brže od tankih filmova i nepravilnih oblika.
Prilikom punjenja ekstrudera filamenta, izračunajte protok kroz cijeli tijek rada, ne samo usitnjavanje. Vrijeme sušenja, opcionalno prosijavanje i segregacija polimera obično kontroliraju učinkovit izlaz.
Odabir modela oštrice
Odaberite set noževa koji odgovara vašoj ciljanoj veličini brušenja i ponašanju materijala.
Set noževa Model A (5 mm)
Širi noževi s manje rezova po okretu. Često se preferiraju za deblje komade i općenito ponovno brušenje gdje je tolerancija prioritet.
Set noževa Model B (3 mm)
Tanji noževi s više rezova po okretu. Često se preferiraju za finije i ravnomjernije dovođenje brušene brusilice.
Noževi od alatnog čelika H13
Dizajnirano za ponovljene udarce i kontrolu habanja. Vijek trajanja oštrice uvelike ovisi o čistoći dovoda i abrazivnom opterećenju.
Čišćenje naprijed/natrag
Pomaže u oporavku od premošćivanja ili premotavanja bez rastavljanja i podržava stabilan svakodnevni rad.
Prikupljanje i skladištenje
Održavajte mljeveni materijal čistim, suhim i tako da se lako može ubaciti u ekstruder za filamente.
Definirajte kako prikupljate izlazni materijal (kanta, kanta ili vreća), kako ga održavate suhim i kako ga prenosite u lijevak ekstrudera bez prosipanja finih čestica. Ako reciklirate više vrsta plastike, označite spremnike i izbjegavajte miješanje polimera osim ako to ne podržava daljnja obrada.
1. Pripremite i utovarite
Isperite i osušite boce, uklonite etikete/čepove i izrežite komade koji odgovaraju otvoru za punjenje.
2. Usitnite i očistite
Set noževa i zupčasti pogon omogućuju ponovno brušenje. Naprijed/nazad pomaže u oporavku od premošćivanja ili omotavanja.
3. Prikupite i pohranite
Sakupite u zatvorenoj posudi. Po potrebi osušite i pohranite prema vrsti polimera prije ekstruzije.
Rad i sigurnost
Jednostavne kontrole, sigurno rukovanje i predvidljivo čišćenje za kućnu i laboratorijsku upotrebu.
Koristite stabilno mjesto i držite ruke i alate podalje od otvora za uvlačenje tijekom rada. Omogućena je kontrola naprijed/natrag za uklanjanje zaglavljenja od omota folijom ili nepravilnih oblika.
Držite metal, kamenje i abrazivnu prljavštinu podalje od pogona kako biste smanjili trošenje. Kada kvaliteta rezanja padne ili sila rezanja poraste, planirajte čišćenje i servis noževa. Imati jedan rezervni set noževa smanjuje vrijeme zastoja.
Fotografije i demo video
Pogledajte set oštrica, kontrole i kratku demonstraciju.
Slike prikazuju sklop noža i raspored upravljanja za čišćenje naprijed/natrag. U demonstraciji provjerite ujednačenost izlaza, razinu finih čestica i ostaje li skupljanje u spremnike ili vreće čisto i kontrolirano.



Preguntas Frecuentes (FAQ)
Brzi odgovori za postavljanje recikliranja kod kuće i u laboratoriju.
Koje plastike mogu usitniti za filament ili ponovno koristiti?
Tipični ulazi uključuju otpad od 3D printanja (PLA, PETG, ABS), čepove za boce (HDPE/PP) i pripremljene komade PET boca. Materijal održavajte čistim, suhim i sortiranim prema vrsti polimera. Izbjegavajte metal, kamenje, staklo i abrazivnu prljavštinu.
Kolika je izlazna veličina?
Ciljani izlaz je 3-6 mm (ovisno o materijalu). Ako vašem ekstruderu treba traka s manjom veličinom, dodajte sito nakon usitnjavanja.
Koliko materijala može obraditi?
Tipični protok je 1-5 kg/h, ovisno o vrsti polimera, debljini i konzistenciji punjenja. Vrijeme pripreme često definira ukupnu brzinu tijeka rada.
Je li dostupno 110 V?
Da. Napon se može prilagoditi (opcije 110 V/220 V). Potvrdite svoju regiju i vrstu utikača prilikom zahtjeva za cijenu.
Trebam li sušiti materijal prije ekstruzije?
Za većinu radnih procesa s filamentima, da. Vlaga može uzrokovati mjehuriće, neujednačen promjer i lošu površinsku obradu.
Kakvo održavanje mogu očekivati?
Održavajte komoru za rezanje čistom i spriječite ulazak pijeska. Kada kvaliteta rezanja padne ili se opterećenje poveća, pregledajte i servisirajte noževe.
Cijene i dostupnost
Provjerite cijenu, napon i model noža za svoj proces recikliranja.
Za potvrdu konfiguracije i cijene, podijelite što planirate reciklirati (PLA/PETG/ABS ispise, čepove za boce, PET boce), ciljanu veličinu ispisa i željeni model noža.
Za brži odgovor uključite ove podatke:
- Materijali: PLA/PETG/ABS, čepovi (HDPE/PP) ili pahuljice od PET boca
- Najveća veličina komada koju želite ubaciti
- Preferencija modela noža: 5 mm (općenito) ili 3 mm (finije doziranje)
- Izbor napona: 110V ili 220V
- Grad i država za procjenu dostave i vrijeme isporuke