
Műanyag-újrahasznosító sor tervezésekor az elsődleges szűk keresztmetszet gyakran az adagoló mechanizmus. A vágó-préselő rendszerek (integrált) és az aprítóval ellátott rendszerek (moduláris) másképp oldják meg ezt. Ez az útmutató lebontja az egyes rendszerek működési munkafolyamatait, karbantartási igényeit és hibaelhárítási protokolljait, segítve az üzemvezetőket a megfelelő architektúra kiválasztásában az adott csarnok számára.
Kapcsolódó felszerelés: PE/PP fólia aprító, extruder csomós aprító.
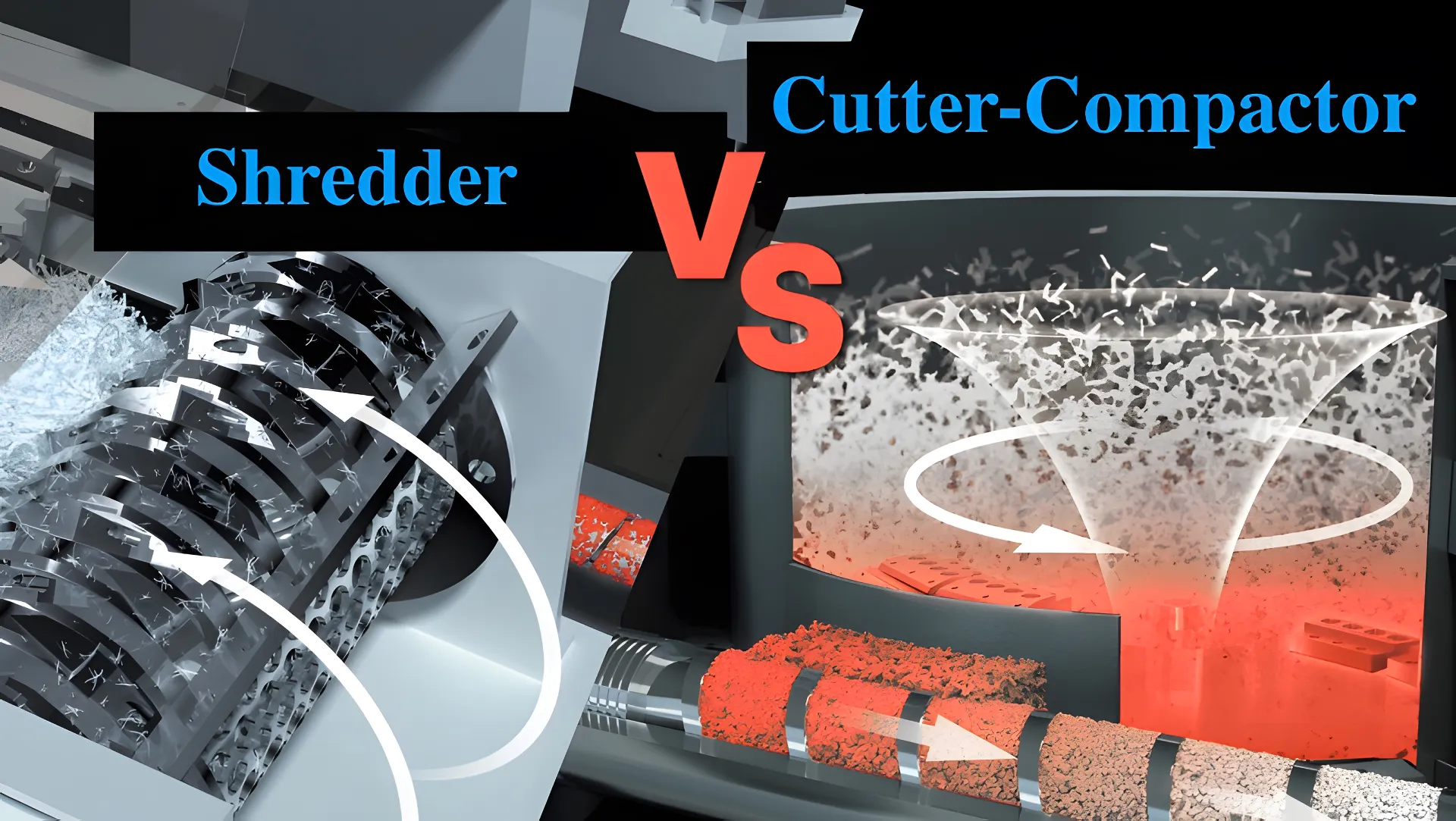
1. munkafolyamat: A vágó-tömörítő (integrált)
Ideális a következőkhöz: Ipar utáni fólia (LDPE/LLDPE), BOPP, CPP, szőtt zsákok
Hogyan működik
- Közvetlen etetésA könnyű, pelyhes hulladék közvetlenül a préselőedénybe kerül.
- SűrűsödésNagy sebességű forgó kések vágják és súrlódás hatására felmelegítik az anyagot, aminek következtében a térfogatsűrűség ~50 kg/m³-ről ~300 kg/m³-re nő.
- Tangenciális adagolásA tömörített, forró anyagot centrifugálisan erőltetik az extruder csigájába.
- ExtrudálásA csavar minimális nyírással megolvasztja az előmelegített polimert, megőrzi az anyag tulajdonságait (az IV-esés minimálisra csökken).
Működési előnyök
- Egylépéses folyamatNincs szükség külön aprítóra, szállítószalagra és adagolóra.
- ÖnszabályozóHa az extruder nyomása megemelkedik, a présgép automatikusan lelassul (fejlett PLC-ken), megakadályozva a túladagolást.
- Nedvesség leválásaA súrlódási hő elpárologtatja a felületi nedvességet (akár 5%-ig), így hatékony előszárítóként működik.
Hibaelhárítás
- “Anyagi áthidalás”Ha a présgép túlmelegszik (>110°C LDPE esetén), a műanyag morzsa helyett “rönkké” olvad. Megoldás: Növelje a hűtővíz áramlását az edénybe, vagy csökkentse a penge sebességét.
- Penge kopásaA tompa pengék kevesebb hőt termelnek, de rosszul vágnak. Az optimális teljesítmény érdekében 40-80 óránként élezni kell őket.
2. munkafolyamat: A Shredder-Feed sor (moduláris)
Ideális a következőkhöz: Merev műanyagok (HDPE/PP), tisztító csomók, szennyezett fólia
Hogyan működik
- MéretcsökkentésAz anyagot egy nagy, egytengelyes aprítóba dobják, ami 40 mm-es aprítékká aprítja.
- PuffertárolóA forgácsot egy silóba vagy puffertartályba szállítják.
- Kényszerített etetésEgy oldalsó adagoló vagy töltőadagoló tolja a hideg forgácsot az extruderbe.
- Nyírási olvadásAz extruder csiga jellemzően elvégzi a hideg műanyag megolvasztásához szükséges munka nagy részét, ami hosszabb L/D arányt igényel (jellemzően 32:1 vagy nagyobb).
Működési előnyök
- SzennyeződéstűrésAz aprítógépek jobban kezelik a fémet, a homokot és a papírt, mint a nagy sebességű présgépek.
- Sokoldalúság: Merev méretek (csövek, darabok) és fólia (a megfelelő szitával) között válthat jelentős átszerelés nélkül.
- HidegindításNem kell “bemelegíteni” a présgépet; a rendszer azonnal üzemkész.
Hibaelhárítás
- “Adagoló elakad”A vékony fóliáknál gyakori a hídképződés a tömlőadagolóban. Megoldás: Használjon keverőt a puffertartályban.
- KépernyővakításAz aprító sziták könnyen eltömődnek nedves fóliával. Megoldás: Használjon nagyobb szitát (50 mm+), és a végső keverést az extruderre bízza.
Összehasonlító táblázat: Működési mutatók
| Metrika | Vágó-tömörítő sor | Shredder-Fed Line |
|---|---|---|
| Indítási idő | 15-30 perc (felmelegedési fázis) | Azonnali (hidegen etetés) |
| Kezelői készség | Magas (hő/sebesség egyensúlyozását igényli) | Mérsékelt (mechanikus fókusz) |
| Karbantartás | Pengeélezés (gyakori) | Késforgás (periodikus) |
| Energiahatékonyság | ~0,30 kWh/kg | ~0,38 kWh/kg (Hideg betáplálás miatt) |
| Alapterület | Kompakt (integrált) | Nagy (moduláris alkatrészek) |
Mérnöki ajánlás
Ha a létesítményében folyamatok vannak 80% film/szál, a Vágó-tömörítő a legjobb választás az energiahatékonyság és az átviteli stabilitás szempontjából.
Ha az Ön létesítménye kezeli vegyes merev/rugalmas áramlatok vagy magas szennyezettségi szint esetén Shredder-Fed Az architektúra biztosítja a szükséges stabilitást és rugalmasságot.
GYIK
Megmunkálhat-e egy vágó-tömörítőgép merev műanyagokat?
Igen, de nem hatékony. A merev alkatrészek zajosak és gyorsan koptatják a pengéket. Vékony falú anyagokhoz tervezték.
Milyen gyakran cseréljem az aprítógép késeit?
Tiszta műanyag esetén a négyszögletes kések élenként 500-1000 órát is kibírnak (összesen 4 él). Szennyezett hulladék esetén ez az idő jelentősen csökken.
Melyik rendszer termel jobb pelleteket?
A Vágó-tömörítő általában jobb pelleteket eredményez fóliához, mivel a “kíméletes olvasztás” megőrzi a polimer láncokat, ami nagyobb szakítószilárdságot eredményez az újrahasznosított termékben.
Referenciák
[1] “Energiahatékonyság a műanyag-újrahasznosításban” Műanyag-újrahasznosítók Európában. Energiahatékonyság a műanyag-újrahasznosításban
[2] “Extrudáló adagolórendszerek” Műanyagipari Mérnöki Kézikönyv. Extrudáló adagolórendszerek