
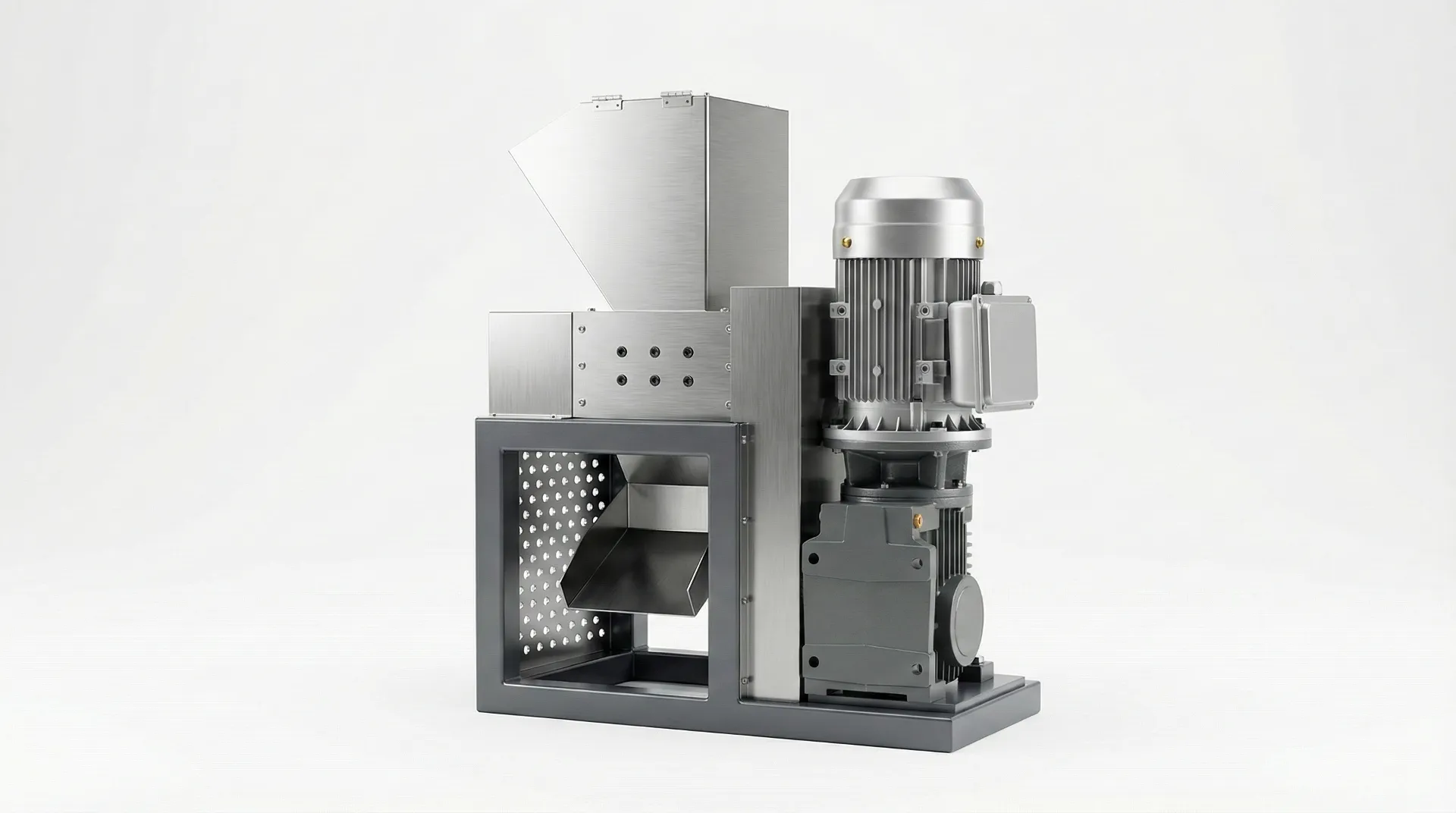
Kompaktní stolní drtič pro malé dávkové drcení plastů
Proměňte 3D tiskový odpad, víčka od lahví a připravené PET lahve na drcený materiál o průměru 3–6 mm pro opětovné použití a extruzi filamentů.
Kompatibilita vstupních materiálů
Ověřte chování polymeru, geometrii odpadu a úroveň kontaminace vzhledem k podávacímu otvoru a sadě nožů.
Výběr začíná vhodností vstupní suroviny. Definujte primární polymerní skupinu, druh odpadu a největší kus, který musí projít otvorem 120 x 200 mm bez ručního protlačování. Tuhý čistý odpad se obvykle stříhá konzistentně a vytváří stabilní drť.
Fólie a elastické materiály se mohou překrývat nebo ovíjet a mohou vyžadovat předběžné řezání a kontrolované podávání. Znečištění, jako je písek, papír a kov, ovlivňuje opotřebení nože a frekvenci údržby, proto by to mělo být předem deklarováno pro realistické plánování servisu a zkušebních kritérií.
Pevný výrobní zmetek a odmítnuté kusy
Vtoky, kanály, silnostěnné díly a pevné nádoby. Ověřte maximální tloušťku a tvrdost pro stabilní řezné zatížení a životnost břitu.
Tenké filmy a odřezky z plechů
PP a PE fólie a ořezy. Uveďte tloušťku a předřezanou délku pro snížení přemostění a omotávání.
Odpad z 3D tisku a šrot z prototypování
Neúspěšné výtisky a odřezky (PLA/PETG/ABS). Potvrďte velikost přebroušeného materiálu a způsob následné manipulace.
Smíšené proudy a elastické materiály
Smíšené polymery, pryž nebo kontaminovaný šrot vyžadují definovanou přejímací zkoušku a limit kontaminace.
Klíčové specifikace
Rozměry jádra, možnosti nožů a elektrická konfigurace pro porovnání produktů.
Pomocí níže uvedených údajů ověřte vhodnost vstupního otvoru, kapacitu pohonného systému a možnosti sady nožů pro cílový drcený materiál. U PET lahví naplánujte přípravu: odstraňte víčka a štítky, opláchněte, osušte a nařízněte tak, aby odpovídaly otvoru.
| Rozměry napájecího otvoru | 120 mm x 200 mm |
| Cílový výstup přemletí | 3–6 mm (v závislosti na aplikaci) |
| Typická propustnost | 1–5 kg/h (v závislosti na materiálu) |
| Model čepele A | 22 rotačních a 22 pevných čepelí (šířka 5 mm) |
| Model čepele B | 36 rotačních a 36 pevných nožů (tloušťka 3 mm) |
| Průměr rotujícího nože | 100 mm |
| Materiál čepele | H13 Vysokorychlostní průmyslová ocel |
| Výkon motoru | 1,5 kW s převodovkou |
| Napětí | Přizpůsobitelné (možnosti 110 V/220 V) |
| Hmotnost stroje | 101 kg |
| Celkové rozměry (D x Š x V) | 650 × 300 × 780 mm |
Poznámka: Specifikace jsou pouze orientační. Před objednáním si ověřte konečnou konfiguraci.
Výstup pro přebroušení 3–6 mm
Velikost je určena pro konzistentní podávání do malých extruderů a kontrolované skladování mezi jednotlivými kroky.
Pro 3D extruzi filamentů a opětovné použití v malých dávkách je konzistence přebroušeného materiálu důležitější než maximální řezná rychlost. Tato jednotka je konfigurována pro výstupní rozsah 3–6 mm (v závislosti na materiálu), který se snáze suší, skladuje a dávkuje do násypky extruderu filamentů.
Pokud cílíte na užší velikostní pásmo, přidejte po skartaci prosévání.

Propustnost malých dávek
Praktický výstup pro domácí a laboratorní recyklační postupy.
Typická propustnost je 1–5 kg/h v závislosti na typu polymeru, tloušťce dílu a konzistenci vstupního materiálu. Tuhý čistý odpad se obecně zpracovává rychleji než tenké filmy a nepravidelné tvary.
Při plnění extruderu filamentu vypočítejte propustnost v celém pracovním postupu, nejen drcení. Doba schnutí, volitelné třídění a segregace polymeru obvykle řídí efektivní výstup.
Výběr modelu čepele
Vyberte si sadu nožů, která odpovídá cílové velikosti broušeného materiálu a jeho vlastnostem.
Sada nožů Model A (5 mm)
Širší nože s menším počtem řezů na otáčku. Často se preferují pro silnější obrobky a obecné přebrušování, kde je prioritou tolerance.
Sada nožů Model B (3 mm)
Tenčí nože s větším počtem řezů na otáčku. Často preferované pro jemnější a konzistentnější podávání přebroušeného materiálu.
Nože z nástrojové oceli H13
Navrženo pro opakované nárazy a kontrolu opotřebení. Životnost břitu silně závisí na čistotě vstupního materiálu a abrazivním zatížení.
Vyčištění vpřed/vzad
Pomáhá s obnovou po přemostění nebo zabalení bez nutnosti demontáže a podporuje stabilní každodenní provoz.
Sběr a skladování
Udržujte drť čistou, suchou a snadnou pro vkládání do extruderu filamentu.
Definujte, jak shromažďujete výstup (nádoba, kbelík nebo pytel), jak jej udržujete v suchu a jak jej přenášíte do násypky extruderu, aniž byste vysypali jemné částice. Pokud recyklujete více plastů, označte obaly a vyhněte se míchání polymerů, pokud to následné zpracování neumožňuje.
1. Příprava a naložení
Opláchněte a osušte lahve, odstraňte štítky/víčka a nastříhejte kousky, které se vejdou do plnicího otvoru.
2. Skartujte a vyčistěte
Sada nožů a převodový pohon zajišťují přebroušení. Otáčení vpřed/vzad pomáhá zotavit se z přemostění nebo navinutí.
3. Sbírejte a ukládejte
Shromážděte v uzavřené nádobě. V případě potřeby osušte a před extruzí skladujte podle typu polymeru.
Provoz a bezpečnost
Jednoduché ovládání, bezpečná manipulace a předvídatelné čištění pro domácí i laboratorní použití.
Během provozu používejte stabilní polohu a držte ruce a nástroje v dostatečné vzdálenosti od podávacího otvoru. K dispozici je ovládání otáčení vpřed/vzad pro odstranění zaseknutého materiálu z fólie nebo nepravidelných tvarů.
Chraňte posuv před kovem, kameny a abrazivními nečistotami, abyste snížili opotřebení. Pokud klesne kvalita řezu nebo se zvýší řezná síla, naplánujte si čištění a servis nožů. Ponechání jedné náhradní sady nožů zkracuje prostoje.
Fotografie a demo video
Prohlédněte si sadu čepelí, ovládací prvky a krátkodobou ukázku.
Obrázky ukazují sestavu nože a rozložení ovládání pro čištění vpřed/vzad. V ukázce zkontrolujte rovnoměrnost výstupu, úroveň jemných částic a to, zda sběr do košů nebo pytlů zůstává čistý a kontrolovaný.



Často kladené otázky (FAQ)
Rychlé odpovědi pro domácí a laboratorní recyklační zařízení.
Jaké plasty mohu drtit na filament nebo je znovu použít?
Mezi typické vstupy patří odpad z 3D tisku (PLA, PETG, ABS), víčka od lahví (HDPE/PP) a připravené kusy PET lahví. Udržujte materiál čistý, suchý a roztříděný podle typu polymeru. Vyhněte se kovu, kamenům, sklu a abrazivním nečistotám.
Jaká je výstupní velikost?
Cílový výstup je 3–6 mm (v závislosti na materiálu). Pokud váš extruder potřebuje užší velikost pásu, přidejte po drcení sítové filtry.
Kolik materiálu dokáže zpracovat?
Typická propustnost je 1–5 kg/h v závislosti na typu polymeru, tloušťce a konzistenci dávkování. Doba přípravy často definuje celkovou rychlost pracovního postupu.
Je k dispozici 110V?
Ano. Napětí je možné přizpůsobit (možnosti 110 V/220 V). Při vyžádání ceny potvrďte svůj region a typ zástrčky.
Musím materiál před extruzí sušit?
Pro většinu pracovních postupů s filamenty ano. Vlhkost může způsobovat bubliny, nekonzistentní průměr a špatnou kvalitu povrchu.
Jakou údržbu mám očekávat?
Udržujte řezací komoru čistou a zabraňte vniknutí písku. Pokud se sníží kvalita řezu nebo se zvýší zatížení, zkontrolujte a ošetřete nože.
Ceny a dostupnost
Zkontrolujte cenu, nabízené napětí a model nože pro váš recyklační postup.
Pro ověření konfigurace a ceny sdělte, co plánujete recyklovat (výtisky PLA/PETG/ABS, víčka od lahví, PET lahve), cílovou velikost výstupu a preferovaný model nože.
Pro rychlejší odpověď uveďte tyto podrobnosti:
- Materiály: PLA/PETG/ABS, víčka (HDPE/PP) nebo vločky z PET lahví
- Největší velikost kusu, který chcete podávat
- Preferovaný model nože: 5 mm (obecně) nebo 3 mm (jemnější podávání)
- Možnosti napětí: 110 V nebo 220 V
- Město a země pro odhad dopravy a dodací lhůtu