
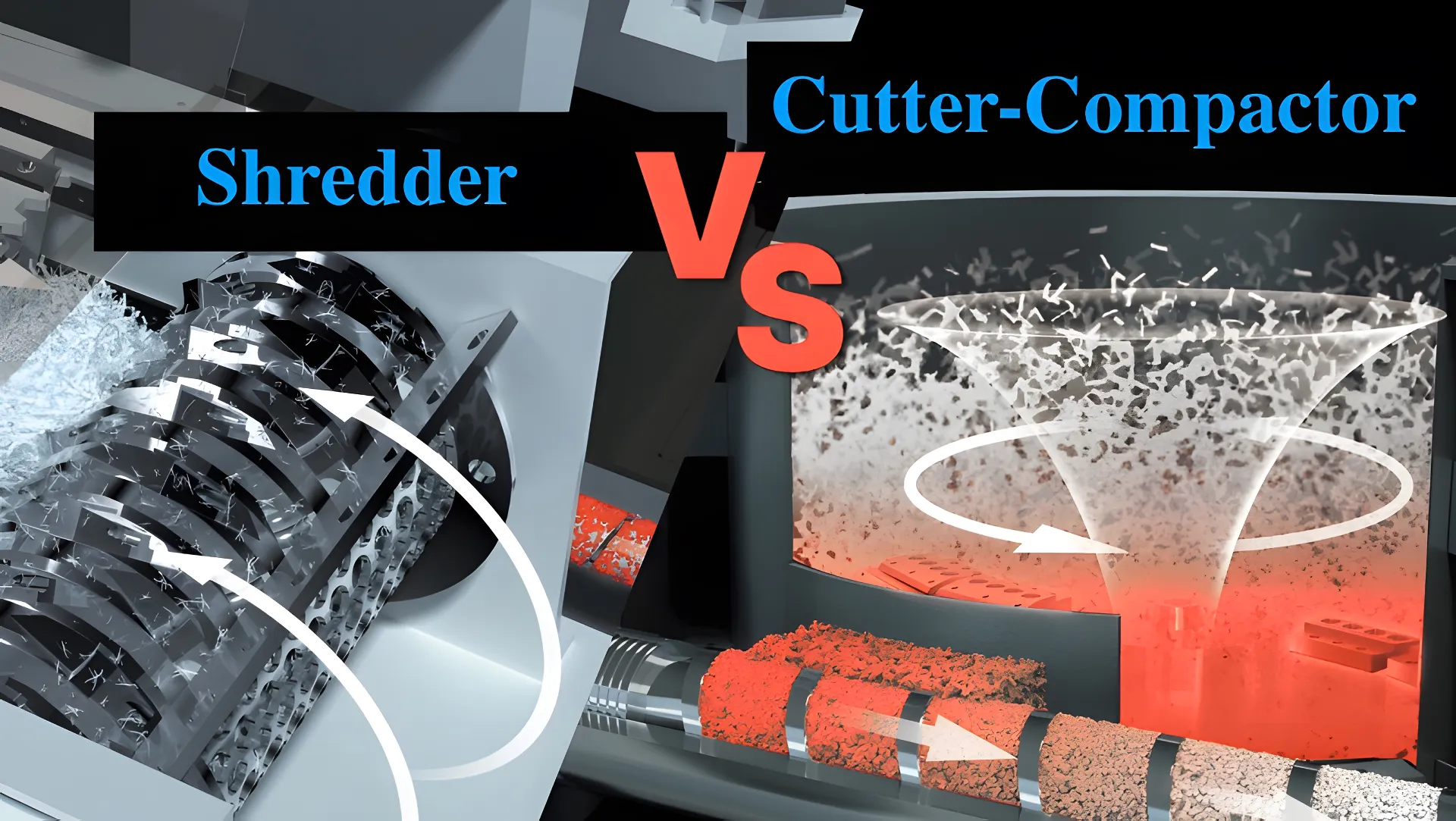
Az ipari műanyag-újrahasznosításban a választás a következők között: Vágó-tömörítő rendszer (gyakran "3 az 1-ben" néven emlegetik) és egy szabványos Aprító-extruder A kombináció meghatározza az üzem hatékonyságát. Bár mindkettő csökkenti a méretet, termodinamikai hatásuk az anyagra alapvetően eltérő.
- Vágó-tömörítő rendszerek súrlódást használjon a könnyű anyagok tömörítésére és előmelegítésére.
- Shredder alapú rendszerek sűrű, merev bemenetekhez nagy nyomatékú hidegvágásra van szükség.
Ez a mérnöki útmutató a két technológiát nedvességtűrés, testsűrűség és anyagmorfológia alapján hasonlítja össze.
Kapcsolódó felszerelés: extruder csomós aprító, PE/PP fólia aprító.
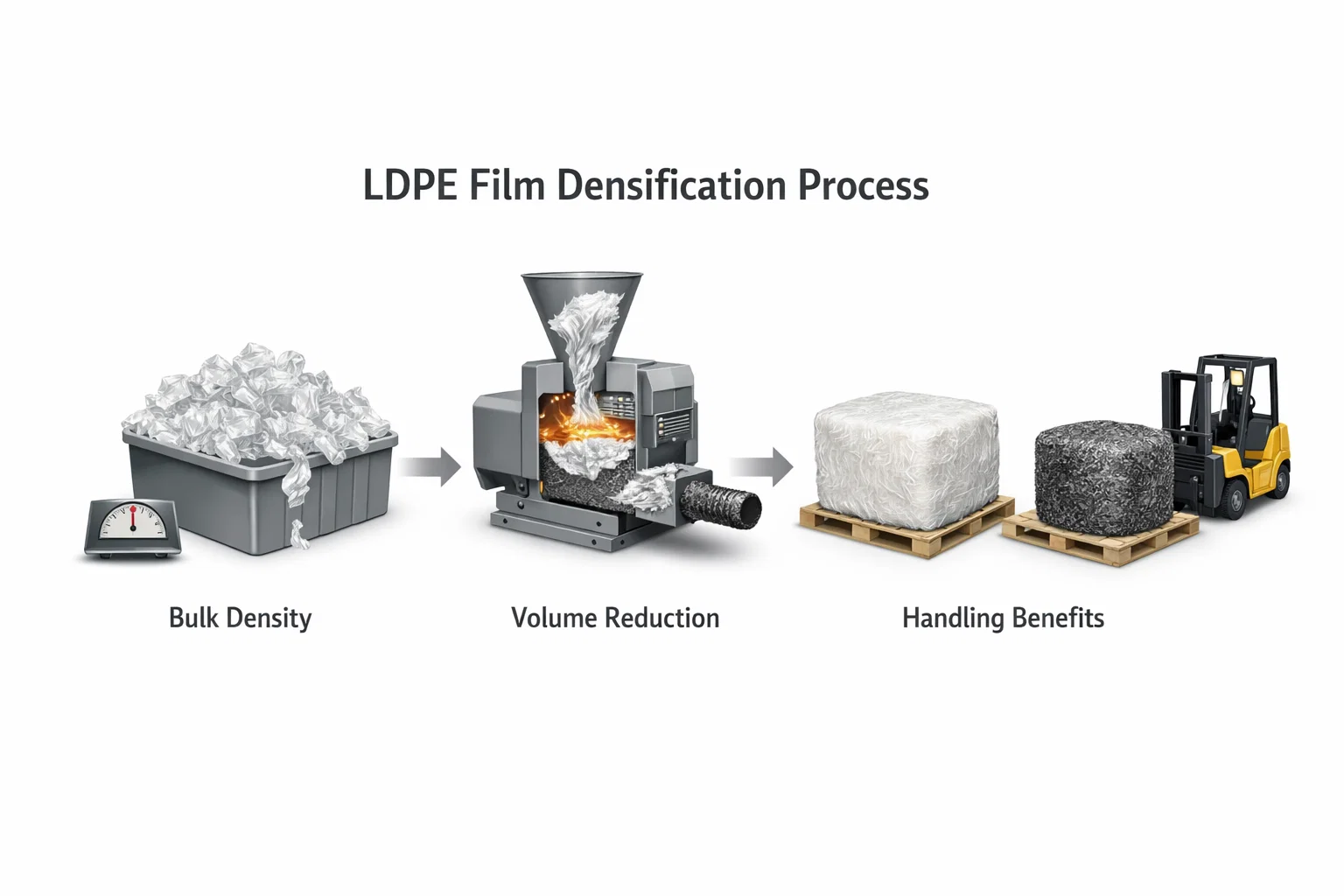
A vágó-tömörítő: Könnyű frakciók tömörítése
A Cutter-Compactor (például az Energycle Compact sorozatba integrált gépekbe) egy nagy üsttel rendelkezik az extruder alján. A forgó pengék elvágják a műanyagot, miközben jelentős súrlódási hőt termelnek.
Legjobb:
- Film és RaffiaLDPE mezőgazdasági fólia, PP szőtt zsákok és alacsony testsűrűségű (kb. 50-100 kg/m³) stretch fólia.
- Nedves anyagA súrlódásos hő (akár 100°C-ig) hatékonyan elpárologtatja a felületi nedvességet (akár 5-7%), előszárítóként működve.
- Mosott pelyhekIdeális vékony pelyhek feldolgozásához, amelyeket a csigába jutás előtt stabilizálni kell.
A mechanizmus
- VágásA rotorok az álló késeknek köszönhetően nyírják a fóliát.
- TömörítésA centrifugális erő a falhoz nyomja az anyagot, növelve a sűrűséget.
- FűtésA súrlódás a polimert a Vicat-lágyuláspontja közelében melegíti.
- AdagolásA félig olvadt anyagot tangenciálisan, állandó sebességgel adagolják az extruder csigába, biztosítva a nagy kimeneti stabilitást.
A Shredder-Extruder: Merev bemenetek zúzása
A Shredder-Extruder rendszer egy nagy teljesítményű, egytengelyes aprítót közvetlenül az extruderhez csatlakoztat. Ez a "hideg" folyamat mechanikai nyomatékra, nem pedig hősúrlódásra támaszkodik.
Legjobb:
- Merev műanyagokHDPE csövek, tisztító csomók, autó lökhárítók és vastag raklapok.
- Súlyos szennyeződésA homok/papír szennyeződést az alacsony sebességű rotorok jobban kezelik, mint a nagy sebességű tömörítő pengék (amelyek gyorsan eltompulnak).
- Hőérzékeny anyagAz érzékeny polimerek (mint például az erősen nyomtatott BOPP) általában kevésbé bomlanak le hideg aprítógépben, mint forró présgépben.
A mechanizmus
- AprításEgy hidraulikus döngölő az anyagot egy lassan forgó rotorba (kb. 80 ford/perc) kényszeríti.
- MéretezésAz anyag áthalad egy szitán (pl. 40 mm) az egyenletes méret biztosítása érdekében.
- TáplálásA hideg forgácsok közvetlenül az extruder torkába vagy egy szállítószalagra hullanak.
- ExtrudálásA csiga végzi az olvasztási munka nagy részét (a fennmaradó rész a hordó melegítéséből és a folyamatveszteségből származik).
Döntési mátrix: Melyik gépre van szükséged?
| Paraméter | Vágó-tömörítő sor | Aprító-extruder sor |
|---|---|---|
| Bemeneti sűrűség | Alacsony (< 150 kg/m³) - Fólia, Hab, Rost | Magas (> 200 kg/m³) - Kemény újraköszörülés, Alkatrészek |
| Nedvességtűrés | Magas (5-7%) - Súrlódásos szárítás | Alacsony (< 2%) - Előszárítást igényel |
| Előmelegítés | Igen (előfeltételként szükséges anyag) | Nem (Hidegen etetés) |
| Energiaprofil | Magasabb (kompakt motor + extruder) | Alsó (csak mechanikus vágás) |
| Nyomtatott tinta | Erős gáztalanítás szükséges (a tinta elpárolog) | Kevesebb párolgás a belépéskor |
| Karbantartás | Pengeélezés (kritikus) | Rotor kés forgása (periodikus) |
Következtetés
Válasszon egyet Vágó-tömörítő ha az elsődleges alapanyagod könnyű, mosott fólia vagy szőtt szál. Az egyetlen lépésben történő tömörítés és szárítás képessége teszi ipari szabványsá a fogyasztói fólia-újrahasznosításban.
Válasszon egyet Aprító-extruder ha feldolgozod merev műanyagok, kemény csomók vagy hőérzékeny műszaki polimerek. Erős nyomatékának köszönhetően olyan nehéz tárgyakat is elbír, amelyek leállítanák vagy károsítanák a tömörítő nagy sebességű pengéit.
Az Energycle mindkét konfigurációt kínálja, lehetővé téve a mérnökök számára, hogy a szívómodult kifejezetten a hulladékáram morfológiájához igazítsák.
Referenciák
[1] "Műanyagok – Útmutató a műanyaghulladékok visszanyeréséhez és újrahasznosításához (ISO 15270:2008)", ISO. Műanyagok. Útmutató a műanyaghulladékok visszanyeréséhez és újrahasznosításához (ISO 15270:2008)
[2] Technoökonómiai elemzés (TEA) áttekintő források, NREL. NREL

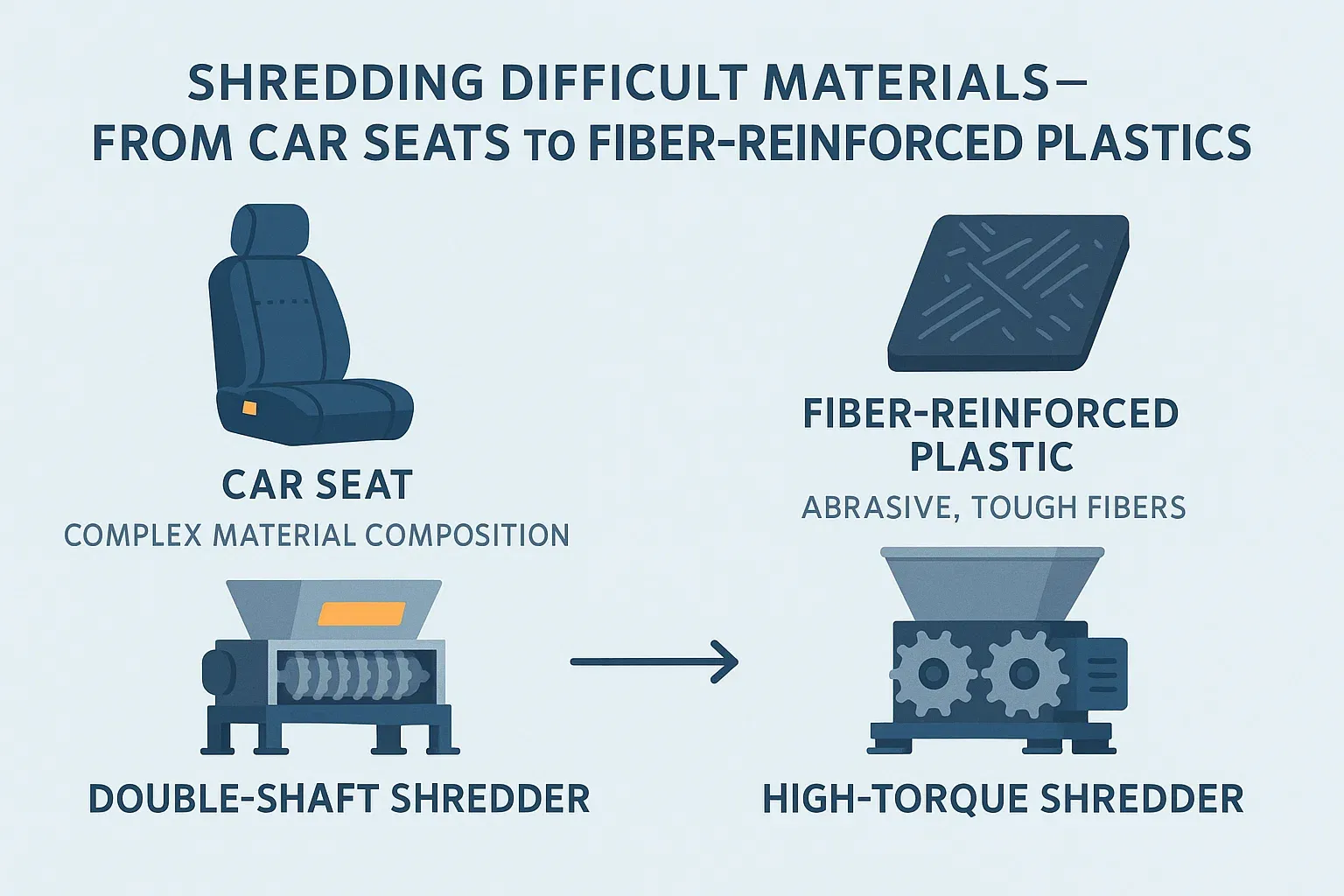
A fogyasztás utáni szőnyegek a hagyományos aprítógépek "ellenségei". Míg a külső szálak (nejlon, PP vagy PET) erősek, az igazi gyilkos a hátlap. Gyakran vastagon tele van… Kalcium-karbonát (CaCO3) A szennyeződésekkel szennyezett szőnyeg hátlap rugalmas csiszolókőként viselkedhet, gyorsan (néha több tíz üzemóra alatt) eltompítva a szerszámacél pengéket. Ez az útmutató megoldást kínál a nagy volumenű szőnyegfeldolgozásra.
Kapcsolódó felszerelés: textilhulladék egytengelyes aprító.
A kopás kémiája: Miért romlanak el a pengék?
A legtöbb ipari aprítógép D2 vagy Cr12MoV acélt használ (keménység: 58-60 HRC).
* A problémaA kalcium-karbonát lágy (Mohs 3), de a fogyasztás utáni szőnyegekben gyakran található homok/szilícium-dioxid szennyeződések kemények (Mohs 7).
* Az eredményGyors kopás. Egy átlagos, 3000 dollárba kerülő pengekészlet akár csak 2 hétig is kitarthat egy non-stop szőnyeggyártó soron.
A megoldás: Keményfém hegyű kések
A szőnyeg gazdaságos feldolgozása érdekében, Volfrám-karbid A lapkák gyakran indokoltak, ha a hordozóanyag kopása és a szemcsehajtás gyakori késcseréket eredményez.
* Keménység90+ HRC (gyakorlatilag kopásálló CaCO3-mal szemben).
* TervezésAcél hordozó forrasztott keményfém heggyel.
* Költség vs. életGyakran többszörösen drágább, mint a D2, de abrazív igénybevételnek kitett anyag többszörösen tovább bírja.
* MegtérülésA leállási idő megtakarításával gyorsan megtérülhet a fejlesztés költsége, de a megtérülés az üzemidőtől, a pengecsere munkadíjától és a szennyeződés szintjétől függ.
Nagy szakítószilárdságú szálak: a "tekeredés" kockázata
A nejlon 6,6 felületi szálakat úgy tervezték, hogy nem eltörni. Aprításkor a hosszú, laza szálak hajlamosak a rotor tengelyére tekeredni, ami végül kiégeti a csapágyakat.
Szükséges gépi funkciók:
1. Bordás "tekercselésgátló" rotorA texturált tengelyfelület megakadályozza a szálak elcsúszását és megfeszülését.
2. Szűk tűrésű vágási résA rotor és az állórész közötti rés gyakran $ < 0,5 mm $ értékre van megadva (a kés állapotától és a rotor kialakításától függően). Ha a rés 1,0 mm, a nejlon egyszerűen ráhajlik a pengére a vágás helyett, ami elakadáshoz vezet.
3. Tengelyvédő lemezekFizikai labirinttömítések, amelyek a rotor végeihez vannak csavarozva, hogy megakadályozzák a szálak vándorlását a csapágyházba.
Alkalmazás: Üzemanyag vs. rost ajánlás
1. Hulladékból energia előállítása (cementégető kemencék)
- CélMagas BTU-értékű pehely az együttfeldolgozáshoz.
- Specifikáció<30 mm-es szemcseméret. A kalcium-karbonát elválasztása kevésbé kritikus, mivel a cementklinker részévé válik.
- GépNagy teherbírású, egytengelyes aprító keményfém késekkel.
2. Zárt hurkú újrahasznosítás (depolimerizáció)
- CélTiszta nejlon 6 vagy 6,6 felületi szál.
- FolyamatAprítás -> Kalapácsos malom -> Sűrűség szerinti elválasztás.
- GépElőször egy "nyíróaprítóra" van szükséged, hogy a felületi szálakat a hordozóról a ragasztó szétporlása nélkül szabaddá tedd, elősegítve ezzel a további elválasztást.
Szőnyegtekercsek működési protokollja
Soha Egy egész tekercs széles szövésű szőnyeget kell betenni az aprítóba, kivéve, ha 100+ teljesítményű egységről van szó (minimum 100 LE / 75 kW). Egy szorosan feltekercselt tekercs sűrűsége azonnal leállíthat egy kisebb rotort.
* Bevált gyakorlatHasználjon egy Guillotine olló a tekercseket 1 méteres "korongokra" vágni etetés előtt, vagy a tekercset speciális adagolóval letekerni.
GYIK
Újrahasznosíthatom az autószőnyegeket?
Az autóipari szőnyegek gyakran PET-ből készülnek, vastag gumi/bitumen hátlappal. Még a lakossági szőnyegeknél is koptatóbbak. Keményfém használata kötelező.
Miért túlmelegszik az aprítógépem?
A tompa pengék súrlódást okoznak. Szőnyegben ez a súrlódás megolvasztja a PP hátlapot (olvadáspont ~160°C). Ha "műanyag lávát" lát a rotoron, a pengék tompák.
Referenciák
[1] "Szőnyegek kopásállóságának vizsgálata" Újrahasznosítási technológia ma. Szőnyeg kopásállósági vizsgálat
[2] "Nylon 6,6 szakítószilárdsági tulajdonságai," DuPont mérnöki polimerek. Nejlon 6,6 szakítószilárdsági tulajdonságai
Műanyag granulátorok Az újrahasznosító üzemek napi működésének kritikus részét képezik, és felelősek a műanyaghulladék egyenletes granulátummá alakításáért a további feldolgozáshoz. Idővel azonban a kopás, a szennyeződés és a nem megfelelő működés jelentősen csökkentheti a teljesítményt és növelheti az állásidőt.
Ez az útmutató a következőkre összpontosít: gyakorlati karbantartás, hibaelhárítás és üzemeltetési legjobb gyakorlatok hogy segítsék az újrahasznosító létesítményeket az üzemidő meghosszabbításában, a stabil termelés fenntartásában és a nem tervezett leállások csökkentésében – anélkül, hogy átfedésbe kerülnének a berendezésválasztással vagy a beszerzési döntésekkel.
Miért fontos a granulátor megfelelő karbantartása az újrahasznosító üzemekben
A folyamatos újrahasznosítási műveletek során a műanyag granulátor változó anyagoknak, koptató szennyeződéseknek és nagy mechanikai terhelésnek van kitéve. Strukturált karbantartási rutin nélkül még a jól megtervezett gépek is idő előtti kopástól és teljesítménycsökkenéstől szenvedhetnek.
A hatékony karbantartás segít:
- Hosszú gyártási ciklusok alatt is állandó granulátumminőséget biztosít
- Csökkentse a váratlan leállások és a sürgős javítások számát
- A kopó alkatrészek élettartamának meghosszabbítása
- Az üzem általános hatékonyságának és biztonságának javítása
A szűkös haszonkulccsal működő újrahasznosító létesítmények esetében a megelőző karbantartás gyakran költséghatékonyabb, mint a reaktív javítások.
A műanyag granulátor alapvető karbantartási feladatai
A strukturált karbantartási ütemterv biztosítja a stabil működést valós újrahasznosítási körülmények között. A következő feladatok a legtöbb ipari újrahasznosítási környezetben ajánlottak.
Napi karbantartás
- Tisztítsa meg a garatot és az adagoló területet az anyag felhalmozódásának megelőzése érdekében
- Vizsgálja meg a vágókamrát maradék műanyag vagy szennyeződés szempontjából
- Ellenőrizze a pengéket és a szűrőket a kopás korai jelei szempontjából
- Ellenőrizze a kenési pontokat az üzemórák és a terhelés szerint
Heti karbantartás
- Tisztítsa meg a levegőszűrőket a megfelelő hűtés és légáramlás fenntartása érdekében
- Ellenőrizze a hajtószíjak és tengelykapcsolók feszességét és beállítását
- Ellenőrizze az elektromos csatlakozásokat lazaság vagy túlmelegedés szempontjából
- Távolítsa el a felhalmozódott port a külső felületekről
Havi karbantartás
- A rotor és az állórész beállításának ellenőrzése üzemi körülmények között
- Vizsgálja meg a csapágyakat rendellenes zaj vagy hőmérséklet-emelkedés szempontjából
- Tisztítsa meg és kenje meg a sebességváltót, ha szükséges
- Biztonsági rendszerek, például vészleállítók és reteszek tesztelése
Éves vagy ütemezett nagyjavítás
- Cserélje ki a nagy kopásnak kitett alkatrészeket, például a pengéket, a szűrőket és a csapágyakat
- Szerkezeti elemek vizsgálata kifáradás vagy repedés szempontjából
- A vágási hatékonyság helyreállításához ellenőrizze újra a gép kalibrálását
- Tekintse át a működési naplókat az ismétlődő problémák azonosítása érdekében
Gyakori műanyag granulátor problémák elhárítása
Rendszeres karbantartás mellett is előfordulhatnak működési problémák. A korai diagnózis megakadályozhatja a kisebb problémák súlyosbodását.
A granulátor nem indul el
- Stabil tápellátás és megfelelő feszültség ellenőrzése
- Biztonsági kapcsolók és reteszek ellenőrzése
- Győződjön meg arról, hogy a vészleállító áramkör teljesen vissza van állítva
Csökkentett teljesítmény vagy áteresztőképesség
- Ellenőrizze a penge élességét és a vágási rést
- Ellenőrizze a szűrőket eltömődés vagy deformáció szempontjából
- Ellenőrizze, hogy a betáplált anyag mérete és az áramlási sebesség konzisztens-e
Inkonzisztens szemcseméret
- Ellenőrizze a pengék és a szűrők egyenetlen kopását
- Ellenőrizze a rotor és az állórész megfelelő illesztését
- A bemeneti anyag konzisztenciájának és szennyeződési szintjének értékelése
Túlzott zaj vagy rezgés
- Csapágyak és rögzítési pontok ellenőrzése
- Ellenőrizze az egyenetlen kopás okozta rotor-kiegyensúlyozatlanságot
- Győződjön meg arról, hogy a gép megfelelően vízszintezett és rögzített
Működési legjobb gyakorlatok a granulátor teljesítményének javítására
A rendszeres karbantartáson túl az üzemeltetési fegyelem is fontos szerepet játszik a hosszú távú teljesítményben.
Használjon alkalmazásnak megfelelő pengéket és szűrőket
Az anyagtípusnak, vastagságának és keménységének megfelelő vágóalkatrészek kiválasztása csökkenti az energiafogyasztást és a kopást.
Stabil etetési folyamat fenntartása
A hirtelen lökések vagy az egyenetlen előtolás növeli a mechanikai igénybevételt és felgyorsítja a penge kopását.
Energiafogyasztási trendek figyelése
A teljesítményfelvétel fokozatos növekedése gyakran a penge kopására, a szita eltömődésére vagy csapágyproblémákra utal, mielőtt látható tünetek jelentkeznének.
Alkalmazzon prediktív karbantartást, ahol lehetséges
Az állapotfelügyelet, a rezgéselemzés és a hőmérsékletkövetés segít a hibák korai azonosításában és a nem tervezett állásidő csökkentésében.
Amikor a karbantartás önmagában már nem elegendő
A karbantartás meghosszabbíthatja az élettartamot, de nem kompenzálhatja a végtelenségig a kapacitáskorlátozásokat, a szerkezeti kifáradást vagy a változó termelési követelményeket.
Ha egy újrahasznosító üzem a következőket tapasztalja:
- Tartós áteresztőképesség-csökkenés
- Fokozott rezgés az ismételt javítások ellenére
- A biztonságot vagy megbízhatóságot befolyásoló szerkezeti kopás
itt lehet az ideje az értékelésnek berendezéscsere vagy rendszerfrissítés.
Az új megoldásokat értékelő létesítmények számára itt tekintheti meg ipari műanyag granulátorainkat:
(Egyetlen referenciaérték az értékeléshez; a karbantartási útmutató továbbra is berendezésfüggetlen marad.)
Következtetés
A műanyag granulátor karbantartása nem pusztán egy ellenőrzőlista – ez egy működési stratégia, amely közvetlenül befolyásolja az újrahasznosító üzemek termelékenységét, biztonságát és költségellenőrzését. A megelőző karbantartás, a strukturált hibaelhárítás és a fegyelmezett működés kombinálásával az újrahasznosítók megbízhatóbb teljesítményt és hosszabb berendezés-élettartamot érhetnek el.
Egyértelmű elkülönülés a operatív iránymutatás és felszerelés kiválasztása jobb döntéshozatalt biztosít az újrahasznosítási folyamat minden szakaszában.
Gyakran Ismételt Kérdések (GYIK)
Milyen gyakran kell szervizelni a granulátor pengéit?
A szervizelési intervallumok az anyag kopásállóságától, a szennyeződés mértékétől és az üzemórák számától függenek. Ipari újrahasznosítási környezetben a 100–300 óránkénti ellenőrzés gyakori.
Alkalmasak-e az utángyártott alkatrészek újrahasznosításra?
Bár az utángyártott alkatrészek rövid távon csökkenthetik a költségeket, a kompatibilitás és a tartósság változhat. A nem megfelelő alkatrészek gyakran gyorsabb kopáshoz és instabil működéshez vezetnek.
Hogyan kell a gépkezelőket betanítani a napi karbantartásra?
Az üzemeltetőknek egy dokumentált ellenőrzőlistát kell követniük, amely kiterjed a tisztításra, az ellenőrzésre és a biztonsági ellenőrzésre. A gyakorlati képzés és felügyelet elengedhetetlen a következetességhez.
Mit kell tenni hirtelen meghibásodás esetén?
Biztonságosan állítsa le a gépet, válassza le az áramellátást, és szisztematikusan diagnosztizálja a problémát. Az ismétlődő hibák általában mélyebb mechanikai vagy működési problémákra utalnak.


A miénk műanyag fólia csavarprés A (préselő/sűrítő) rendszereket elsősorban Európára és Észak-Amerikára pozícionálják, ahol az újrahasznosítók közös valósággal szembesülnek: magasabb munkaerőköltségek, szigorúbb minőségi követelmények és emelkedő energiaárak. Ezekben a régiókban a vásárlók jellemzően azokat a berendezéseket részesítik előnyben, amelyek a következőket tudják nyújtani:
- Stabil nedvességcsökkentés mosott film esetén (az extrudálás stabilitásának és a pellet minőségének javítása érdekében)
- Alacsonyabb üzemeltetési költségek hatékony víztelenítés és hőhasznosítás révén
- Állandó áteresztőképesség minimális kezelői beavatkozással
- Megbízható teljesítmény kihívást jelentő alapanyagok esetén (nyomtatott film, vegyes film, nedves vagy szennyezett film)
Európa (EU/Egyesült Királyság): A kereslet a legerősebb azokban az országokban, ahol fejlett az újrahasznosítási infrastruktúra és erősek a csomagolás-újrahasznosítási célok – különösen Németországban, Olaszországban, Franciaországban, Spanyolországban, Hollandiában, Lengyelországban és az Egyesült Királyságban. Ezek a piacok gyakran szigorúbb szennyeződés- és nedvességtartalom-ellenőrzést igényelnek a pelletminőségi elvárások teljesítése érdekében.
Észak-Amerika (USA/Kanada): Sok üzem bővíti kapacitását, hogy több fogyasztói utángyártott fóliát és kereskedelmi/ipari fóliát dolgozhasson fel. A közös prioritások közé tartozik az automatizálás, az üzemidő és a tonnánkénti energiafelhasználás csökkentése, miközben a nagyobb értékű alkalmazásokhoz állandó pelletminőséget biztosítanak.
Mi az a műanyag fólia csavaros présrendszer (prés/sűrítő)?
A műanyag fólia csavaros présrendszer egy mechanikus víztelenítés + sűrítő fokozat egy fóliamosó vonal után használják. Eltávolítja a szabad vizet a mosott fóliából a nyomó- és nyíróerő, nedves, bolyhos fóliát alakítva át forró, tömörített, alacsony nedvességtartalmú kimenet amely megbízhatóbban adagolható egy extruderbe és pelletizálóba.
Egy tipikus fóliagyártó soron a csigás prés a következők után helyezkedik el:
válogatás → aprítás → mosás → (súrlódásos/úsztatós öblítés) → mechanikus víztelenítés → csigás prés (prés) → extrudálás → pelletizálás
Az alapvető centrifugákkal vagy egyszerű préshengerekkel összehasonlítva egy jól megtervezett csavaros prés a következőket nyújtja:
- Alacsonyabb és stabilabb nedvességtartalom
- Forró, tömörített kimenet (tömörített film)
- Csökkentett légzárvány extrudálás előtt
- Jobb vonalstabilitás valós alapanyag-variációk mellett
Miért befolyásolja közvetlenül a nedvességszabályozás a költségeket és a pellet minőségét?
A nedvesség nem csak “víz”. A fólia újrahasznosítása során a nedvességgel kapcsolatos problémák gyakran a következőkkel járnak együtt:
- mosószermaradvány, finom szennyeződések és szerves nyomok
- tinta illékony anyagok (nyomtatott film)
- egyenetlen szárítás a fólia vastagságának változása miatt
- víz csapdába esve a redőkben és a többrétegű szerkezetekben
Ha a nedvesség instabil, az extrudernek meg kell küzdenie vele. Az eredmény minden fóliaújrahasznosító számára ismerős:
- buborékok/üregek a pelletekben
- instabil olvadéknyomás
- gyakori szűrőcsere (szennyeződés + gélek)
- alacsonyabb áteresztőképesség vagy kényszerített lassítások
- magasabb energiafogyasztás tonnánként
- több selejt és több kezelői beavatkozás
Egy csavaros prés korábban kezeli a problémát – mielőtt az extruder “szárítóvá” válna.”
Elsődleges vásárlók: Kinek készült ez a rendszer?
Ez a rendszer olyan létesítmények számára készült, amelyeknek a mosott műanyag fóliát stabil, kiváló minőségű alapanyaggá kell alakítaniuk extrudáláshoz és pelletizáláshoz. Tipikus ügyfelek többek között:
1) Műanyag fólia újrahasznosító üzemek (fogyasztás utáni és ipari utáni)
- Operátorok feldolgozása LDPE/LLDPE fólia, stretchfólia, csomagolófólia, bevásárlótáskák, mezőgazdasági fólia és vegyes rugalmas műanyagok
- Teljes sort futtató üzemek: válogatás → aprítás → mosás → víztelenítés/préselés → extrudálás → pelletizálás
2) Pelletizáló / Granuláló létesítmények
- A termelők az alapvető víztelenítésről a jobb nedvességszabályozásra váltanak a jobb olvadékstabilitás érdekében
- Növények, amelyek célja nagyobb pellet állag, kevesebb buborék/pórus és csökkentett szag maradék nedvesség és illékony anyagok okozta
3) Mosóvezeték-integrátorok és EPC/kulcsrakész vezetéképítők
- Mérnökcégek és integrátorok, amelyek komplett fóliaújrahasznosító sorokat szállítanak, és megbízható préselési/tömörítési fokozatra van szükségük a teljes rendszer megtérülésének optimalizálásához.
4) A hulladékgazdálkodási és MRF-üzemeltetők terjeszkednek a fóliaújrahasznosítás területén
- Az üzemeltetők fólia-újrahasznosítási képességet bővítenek, hogy nagyobb értéket nyerjenek ki a rugalmas csomagolási folyamatokból
5) Műanyag-átalakítók és gyártók belső újrahasznosítással
- A gyárak házon belül hasznosítják a fóliahulladékot, és igyekeznek csökkenteni az ártalmatlanítási költségeket, valamint javítani az újrafeldolgozás hatékonyságát.
Tipikus döntéshozók
Európában és Észak-Amerikában a vásárlási döntéseket általában a következők vezérlik:
- Üzemtulajdonosok / Ügyvezető igazgatók (ROI és kapacitás)
- Üzemeltetési vezetők (üzemidő, személyzet, stabilitás)
- Folyamatmérnökök (nedvességtartalom célértékek, pelletminőség, gyártósor-integráció)
- Karbantartási vezetők (szervizelhetőség és kopóalkatrészek)
Költségcsökkentés: Ahol a csavaros prés valódi megtérülést biztosít
Amikor a gyárak egy csavaros présrendszert értékelnek, a legfontosabb kérdés nem az, hogy “hogyan működik”, hanem az, hogy hol takarítják meg a pénzt. A valós működés során a megtakarítások jellemzően öt területről származnak:
1) Nagyobb átviteli sebesség és kevesebb lassulás
A nedves fólia egyenetlenül viselkedik, és túlterhelheti az adagolókat, áthidalódást okozhat, vagy arra kényszerítheti az extrudert, hogy alacsonyabb sebességgel működjön. Egy csavaros prés kimeneti jelet ad ki. sűrű, meleg, egyenletes anyag, ami javítja az adagolást és stabilizálja az extrudálást.
Gyakorlati hatás:
- stabilabb olvadéknyomás
- kevesebb vészmegállás
- jobb műszakonkénti futási idő
- könnyebb fenntartani a célzott kimenetet
2) Alacsonyabb energiafelhasználás tonnánként
Ha nedvesség jut az extruderbe, az energiát a következőkre fordítja:
- párolgó víz
- az olvadék instabilitásának kompenzálása
- a vákuumrendszerek keményebb (és hosszabb) működtetése
A víz mechanikus eltávolításával (ami általában olcsóbb, mint a termikus eltávolítás) csökkenthető az energiaterhelés a vízfolyás alján.
Ami javítja:
- alacsonyabb kWh/tonna extrudáláshoz
- kevesebb hősokk és kevesebb hőmérséklet-ingadozás
- csökkent fűtési igény a melegebb, sűrített alapanyag miatt
3) Alacsonyabb munkaerőköltségek a beavatkozások csökkentésével
Sok fóliagyártó sor a kezelői szakértelemre támaszkodik a “változékonyság leküzdésében”. A csavaros prés magát a változékonyságot csökkenti.
Ahol a munkaerő csökken:
- kevesebb beállítási lehetőség az adagolók és az extruder beállításaiban
- kevesebb leállás tisztítás és hibaelhárítás miatt
- kevesebb időt kell a nedves, bolyhos fólia kezelésével tölteni (kézi duguláselhárítás, hidak tisztítása stb.)
4) Jobb pelletminőség (magasabb eladási ár vagy szélesebb körű vásárlói hozzáférés)
A nedvesség és az illékony anyagok főként hozzájárulnak a következőkhöz:
- buborékok a pelletekben
- szag- és gőzzel kapcsolatos hibák
- rossz felületkezelés
- instabil MFI viselkedés a downstream feldolgozás során
A jobb nedvességszabályozás lehetővé teszi:
- egységesebb pellet megjelenés
- kevesebb vásárlói panasz/visszaküldés
- hozzáférés a nagyobb értékű alkalmazásokhoz (az alapanyagtól és a teljes gyártósor kialakításától függően)
5) Csökkentett selejt, állásidő és karbantartási stressz
Az instabil nedves etetés gyakran fokozza:
- képernyőcsomag betöltése és változási gyakorisága
- szennyeződés átvitele
- csavarok, fűtőtestek és a downstream alkatrészek kopása
- “Rejtett állásidő” az állandó mikromegállások és újraindítási ciklusok miatt
A stabil, tömörített adagolás csökkenti az üzemi stresszt a teljes gyártósoron.
ROI elemzés: Hogyan számítható ki a megtérülés egy fóliaújrahasznosító üzemben?
Egy egyszerű és praktikus ROI-modell négy mérhető elemet tartalmaz:
- Többlettermelés (tonna/év) a jobb üzemidőnek és a stabil átviteli sebességnek köszönhetően
- Energiamegtakarítás (kWh/tonna vagy $/tonna) az alacsonyabb szárítási terhelésnek és a stabil extrudálásnak köszönhetően
- Munkaerő-megtakarítás ($/év) a kevesebb beavatkozástól és a kevesebb leállástól
- Minőségjavítás ($/tonna) ha a jobb minőségű pelletek jobb árat érnek el, vagy szélesebb körű vásárlói elfogadottságot érnek el
ROI képlet (egyszerűsített)
Éves haszon = (Plusz tonna × Haszonkulcs tonnánként) + Energiamegtakarítás + Munkaerő-megtakarítás + Minőségjavítás
Megtérülési idő = Rendszerberuházás / Éves haszon
Megjegyzés: A “tonnánkénti haszonkulcsnak” a tényleges haszonkulcsnak (eladási ár mínusz a változó költségek) kell lennie, nem pedig a bevételnek.
Példa ROI-forgatókönyvre (szemléltető)
Hogy a matek világos legyen, itt egy szemléltető példa (a számok növényenként és régiónként változnak):
Növényi feltételek:
- Mosott fólia sor, évi 3000–6000 tonna termeléssel
- A jelenlegi nedvességtartalom-ingadozások gyakori lassulást és minőségi problémákat okoznak
Konzervatív javulási feltételezések a csavaros prés korszerűsítése után:
- +8% effektív üzemidő/áteresztőképesség javulás
- -10% extrudálási energiafogyasztás tonnánként
- -1 operátori óra/nap beavatkozási költségcsökkentés (vagy azzal egyenértékű költségcsökkentés)
- csökkentett selejt és újrafeldolgozás
Még konzervatív feltételezések mellett is sok üzem a következők által vezérelt megtérülést látja:
- több eladható termelés (tonna)
- kevesebb leállás
- alacsonyabb tonnánkénti teljes üzemeltetési költség
Ha szeretnéd, építhetünk egy egyéni ROI-lap a tényleges számok (kapacitás, kWh díjszabás, munkadíj és selejtarány) használatával, hogy a megtérülési becslés megegyezzen a telephely célpiacával.
A vevők által kért legfontosabb teljesítménycélok
Amikor az EU-ban/Egyesült Királyságban és Észak-Amerikában a vásárlók csavaros présrendszereket értékelnek, általában a következőket kérdezik:
- Nedvességtartalom (nem csak átlagos nedvességtartalom)
- Áteresztőképesség stabilitása vegyes fólia és nyomtatott fólia alatt
- Kopóalkatrészek ára és csereintervallumai
- Könnyű tisztítás és karbantartás
- Integrációs kompatibilitás a meglévő mosó- és extrudálósorokkal
- Automatizálási funkciók (terhelésvezérlés, nyomatékvédelem, riasztási logika)
Hogyan integrálható a rendszer egy mosó- és pelletizáló sorba?
Egy csavaros présrendszer akkor a leghatékonyabb, ha stabil áramlási rendszer részeként van integrálva:
- Stabil takarmányozás a mosókötélről (folyamatos mosás és mechanikus víztelenítés a folyásiránnyal szemben)
- Csavaros prés víztelenítés + sűrítés (mechanikai vízeltávolítás és tömörítés)
- Szabályozott kisülés (sűrű, meleg kimenet közvetlenül az extruder adagolórendszerébe)
- Olvadékminőségre optimalizált extrudálás, nem kényszerül szárítóként működni
Sok fejlesztés során a csavaros prés válik azzá a “stabilizátorrá”, amely lehetővé teszi az extruder számára, hogy közelebb járjon a tervezett kapacitásához.
Gyakori kérdések (GYIK)
1. kérdés: A csavaros prés képes-e nyomtatott és vegyes fóliát kezelni?
Igen. A nyomtatott és a kevert fólia jellemzően több illékony anyagot és változatosságot tartalmaz. A csavarprés a nedvesség és az adagolási sűrűség stabilizálásával segít, ami csökkenti a folyamat későbbi sokkjait.
2. kérdés: Helyettesít egy szárítógépet?
Sok fóliagyártó gyártósoron a csavaros prés csökkenti vagy leegyszerűsíti szárítási igények. Az, hogy teljesen helyettesíti-e a termikus szárítást, a következőktől függ:
- az extrudáláshoz szükséges nedvességtartalom
- az alapanyag típusa és szennyeződése
- az általános vonaltervezésed
3. kérdés: Nehéz a kezelők számára a használata?
Nem. A legtöbb rendszert egyszerű működésre tervezték, a következőkkel:
- terhelésvezérlés és nyomatékvédelem
- riasztások és reteszek törlése
- stabil kimenet, amely csökkenti a kézi beavatkozást
4. kérdés: Mi a legfontosabb a befektetés megtérülése szempontjából – a nedvességcsökkentés vagy a sűrítés?
Mindkettő számít. A nedvességtartalom csökkentése javítja az olvadék stabilitását, míg a sűrítés javítja az adagolást és az áteresztőképességet. A legjobb megtérülési ráta általában a következők kombinációjából származik:
- stabil nedvességtartalom + stabil adagolási sűrűség + kevesebb megállás
Készen áll a költségek csökkentésére és a pellet stabilitásának javítására?
Ha az üzemed mosott fóliát dolgoz fel, és küzdesz:
- instabil extrudálás
- buborékok/üregek
- nedves takarmányozás utáni leállási idő
- magas üzemeltetési költségek tonnánként
A műanyag fólia csigás présrendszere gyakran az egyik leggyorsabb módja a befektetés megtérülésének javítására, mivel stabilizálja a legdrágább downstream szakaszt – az extrudálást és a pelletizálást.
Kapcsolat az anyagtípussal (LDPE/LLDPE/vegyes fólia), a kapacitáscéllal és az aktuális nedvességtartalom-tartománnyal. Javasoljuk a megfelelő konfigurációt, és segítünk megbecsülni a befektetés megtérülését a helyi áram- és munkaköltségek alapján.