
Ziskovost recyklační linky je často určena jedinou spotřební složkou: Rotační nůž. Sada nožů, která se otupí za 200 hodin, oproti sadě, která vydrží 800 hodin, zásadně mění vaše provozní náklady. Tato příručka pro techniky zkoumá metalurgii nožů průmyslových drtičů a jak vybrat správnou ocel pro váš odpadní tok.
Související vybavení: jednohřídelový drtič | náhradní nože drtiče | wolframkarbidové rotorové nože | bruska na čepele.
Chemie řezání: Pochopení jakostí oceli
Ne všechny “kalené oceli” jsou si rovny. Průmyslový standard se spoléhá na nástrojové oceli pro práci za studena, které se vyznačují vysokým obsahem uhlíku a chromu.
1. Ocel D2 (AISI D2 / DIN 1.2379)
- SloženíUhlík 1,5%, chrom 12%.
- StandardD2 je tahounem plastikářského průmyslu. Nabízí dobrou rovnováhu mezi odolností proti opotřebení a cenou.
- TvrdostTepelně zpracováno na 58-60 HRC.
- Nejlepší proČistěte polyolefiny (HDPE, PP), PET lahve a běžný plastový odpad.
- SlabostJe relativně křehký. Pokud se do drtiče dostane těžký kov (například hlava kladiva), nože D2 často prasknou nebo se rozbijí.
2. DC53 (Vylepšená ocel pro tváření za studena)
- VylepšeníVlastní třída upravená z SKD11.
- TvrdostMůže dosáhnout 62–64 HRC po vysokoteplotním popouštění.
- HouževnatostDC53 je přibližně 2x odolnější než D2. Mnohem lépe odolává odštípnutí při nárazu.
- Nejlepší proNáročné aplikace jako Elektronický šrot, Pneumatikya Měděný drát kde jsou běžné rázové zatížení.
3. Tvrdý návar (překryv z karbidu wolframu)
- BrněníStandardní ocelové těleso svařené s karbidovým vzorem wolframu.
- TvrdostČástice karbidu dosahují 70+ HRC.
- Nejlepší proAbrazivní materiály jako např. Špinavý zemědělský film (obsah písku/oxidu křemičitého) nebo Plasty plněné sklem.
- KompromisTyto čepele se nedají snadno nabrousit. Jsou odolné vůči selhání nebo vyžadují specializované svařování.
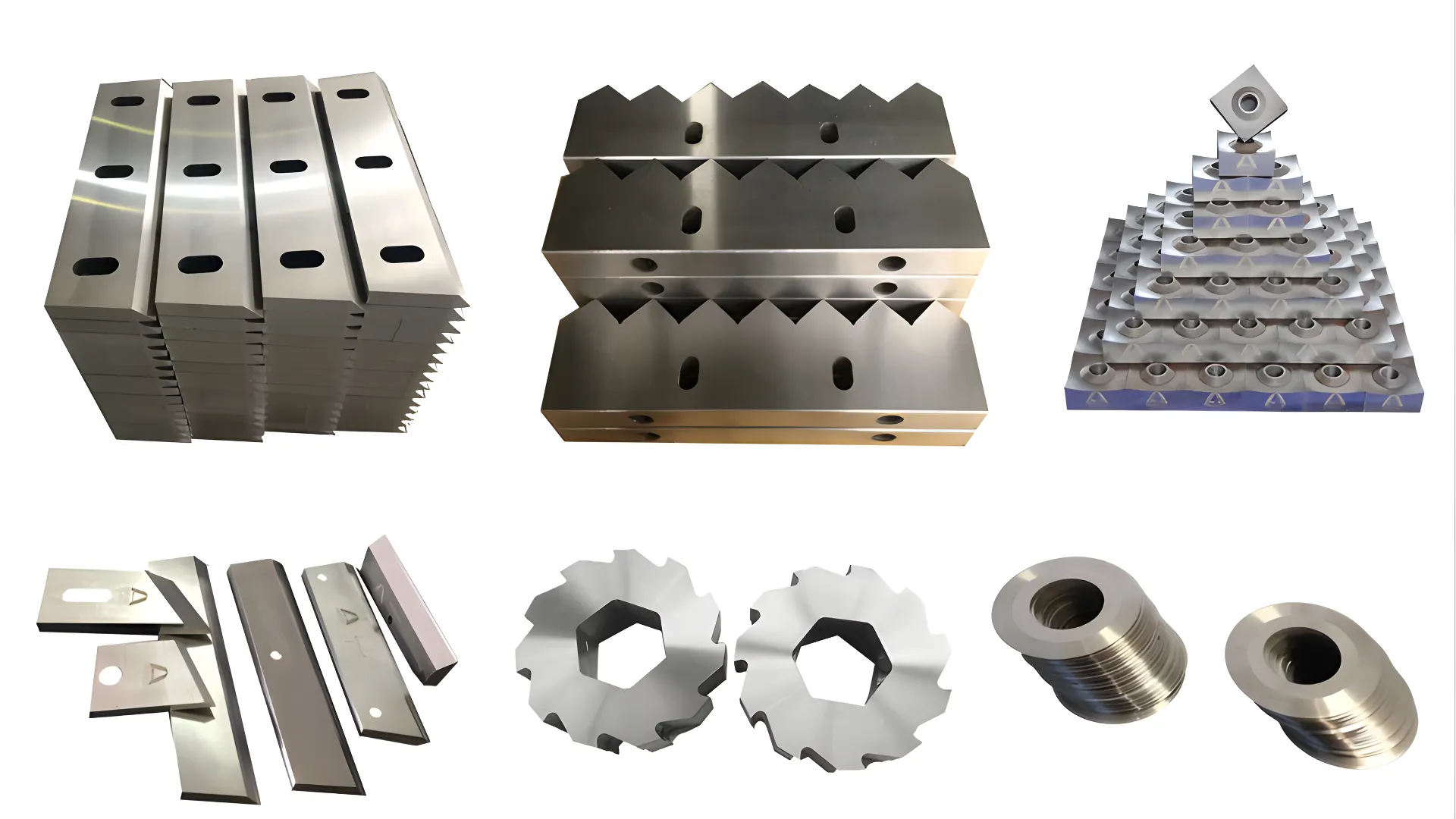
Geometrie a konfigurace čepele
Tvar čepele určuje “kus”.”
Rotorové nože (pohyblivé)
- Čtvercový (4cestný)Nejběžnější provedení. Když se jedna hrana otupí, otočíte ji o 90 stupňů.
- TipPři otáčení používejte momentový klíč. Uvolněné šrouby vedou ke katastrofálnímu poškození rotoru.
- Háček / Jestřábí zobákAgresivní tvar pro uchopení objemné fólie nebo vláken.
- RizikoPokud hák narazí na pevný předmět, je prudký nárůst točivého momentu masivní.
Statorové nože (stacionární)
- Ty fungují jako “kovadlina”. Obecně by měly být mírně měkčí (o 2–3 body HRC nižší) než nože rotoru. To zajišťuje, že v případě nehody poškodí levnější/snadněji vyměnitelný stator, čímž se ušetří drahý rotor.
Tepelné zpracování: Neviditelná proměnná
Dvě čepele mohou vypadat stejně, ale fungovat odlišně kvůli Temperování.
- Standardní temperováníZahřátí na ~200 °C. Dobrá tvrdost, nižší houževnatost.
- Vakuové kalení + kryogenní zpracováníZmrazení čepele na -196 °C po kalení přemění zbytkový austenit na martenzit. To prodlužuje životnost o... 20-30% aniž by se čepel stala křehčí. Vždy se zeptejte svého dodavatele, zda používá kryotechniku.
- Oddělovač eddyho proudů: Kompletní průvodce
- Náhledový plastový drcovač: Kompletní průvodce
Protokol údržby: Kdy je třeba jej změnit?
Nečekejte, až bude čepel kulatá.
1. Monitor prouduOstrý stroj běží na volnoběh při nízkých proudech a řeže se stabilními špičkami. Tupý stroj odebírá trvale vysoký proud.
2. Procento pokutTupé čepele plast “drtí” místo řezání, čímž vzniká nadměrné množství prachu (jemných částic). Pokud se váš sběrač prachu plní 2x rychleji, zkontrolujte mezeru.
3. Mezera (řezná vzdálenost)Vzdálenost mezi rotorem a statorem by měla být 0,3 mm – 0,5 mm pro film a 1,0 mm – 2,0 mm pro pevné trubky. Dodržujte tuto přesnost.
Často kladené otázky (FAQ)
Proč se mi odlupují čepele D2?
Pravděpodobně máte kontaminaci kovem nebo je vaše rychlost posuvu příliš agresivní (rázové zatížení). Přepněte na DC53 pro lepší odolnost proti nárazu nebo nainstalujte magnetický separátor na přísunu.
Mohu si sám nabrousit nože drtiče?
Ano, ale potřebujete Rovinná bruska s chladicí kapalinou. Nikdy nepoužívejte suchou úhlovou brusku; lokální teplo změkčí ocel a okamžitě zničí ostří.
Jaký je rozdíl v nákladech?
Čepele DC53 často stojí více než D2, ale v aplikacích náchylných k nárazům mohou vydržet podstatně déle. Skutečná životnost závisí na kontaminaci, tvrdosti, kvalitě tepelného zpracování a geometrii nože – proto porovnávejte dodavatele spíše na základě nákladů na tunu a zkušebních dat než na základě jednoho procenta.
Tabulka srovnání jakostí oceli
| Faktor | D2 (1,2379) | DC53 | Tvrdokovové navařování z karbidu wolframu |
|---|---|---|---|
| Tvrdost | 58–60 HRC | 62–64 HRC | 70+ HRC (karbidové částice) |
| Houževnatost | Střední (křehké při nárazu) | ~2x houževnatost D2 | Nízká (vrstva karbidu praská při nárazu) |
| Odolnost proti opotřebení | Dobrý | Velmi dobré | Vynikající |
| Nejlepší materiály | Čistý HDPE, PP, PET, běžné plasty | Elektrošrot, pneumatiky, měděný drát, kontaminované toky | Písčitá agrární fólie, plast plněný skelnými vlákny, abrazivní odpad |
| Typický život | 200–400 hodin | 400–800 hodin | 600–1 200 hodin (bez nutnosti ostření) |
| Ořezávání | Ano (plošná bruska s chladicí kapalinou) | Ano (plošná bruska s chladicí kapalinou) | Ne (provoz do selhání nebo opětovné svařování) |
| Relativní náklady | $$ (základní) | $$$ (o 15–30% více než D2) | $$$$ (2–3x D2) |
| Cena za zpracovanou tunu | Vyšší pro tvrdé materiály | Často nejnižší u smíšených/kontaminovaných toků | Nejnižší pro abrazivní materiály |
Jak vybrat správný nůž drtiče
Pro výběr oceli čepele pro vaši aplikaci se řiďte tímto rozhodovacím rámcem:
- Určete svůj primární tok odpadu: Čistý plast → D2. Kontaminovaný/smíšený → DC53. Písčitý/abrazivní → Tvrdý návar.
- Posouzení rizika kontaminace: Pokud se do drtiče mohou dostat kovy, zvolte DC53 pro jeho odolnost proti nárazu. Přidejte magnetický separátor a separátor vířivých proudů proti proudu.
- Vypočítejte cenu za tunu: Neporovnávejte pouze cenu čepele. Zohledněte: životnost čepele (v hodinách), cykly ostření (obvykle 3–5 na sadu), náklady na prostoje spojené s výměnou čepele (2–4 hodiny) a procento jemných částic/prachu (tupé čepele = více odpadu).
- Vyžádejte si zkušební sady: Požádejte svého dodavatele o zkušební sadu 2–3 stupňů. Nechte každou z nich spustit po celý cyklus a změřte skutečné hodiny, stabilitu proudu a kvalitu výstupu.
- Uveďte tepelné zpracování: Pro D2 a DC53 vždy požadujte vakuové kalení + kryogenní ošetření. Prodloužení životnosti 20–30% daleko převyšuje minimální cenovou přirážku.
Potřebujete nože pro váš drtič? Prohlédněte si naše náhradní nože drtiče nebo wolframkarbidové rotorové nože. Pro čepele granulátoru viz naše katalog čepelí granulátoru.
Reference
[1] “Nástrojové oceli: Vlastnosti a použití”,” ASM International. Nástrojové oceli: Vlastnosti a použití
[2] “Tepelné zpracování ozubených kol a řezných nástrojů” Časopis o průmyslovém vytápění. Tepelné zpracování ozubených kol a řezných nástrojů