

Mletí vs. drcení PVC určuje efektivitu a kvalitu výstupu linek na recyklaci a míchání plastů. I když provozovatelé tyto termíny často používají zaměnitelně, představují dva odlišné mechanické procesy aplikované postupně. Drcení zajišťuje počáteční zmenšení objemu objemného odpadu, zatímco mletí zajišťuje přesné sekundární zmenšení velikosti za účelem výroby vysoce hodnotného, opakovaně použitelného prášku. Společnost Energycle navrhuje průmyslové systémy pro zmenšení velikosti, které integrují oba stupně, aby byla zachována integrita materiálu a nepřetržitý průtok.
Výběr správného procesu závisí na rozměrech vstupní suroviny, požadované velikosti výstupních částic a tepelných omezeních polyvinylchloridu. Tato příručka podrobně popisuje mechanické rozdíly, provozní parametry a kritéria pro výběr zařízení pro zpracování tuhého PVC.
Primární redukce velikosti: Drcení PVC
Operátoři nasazují Drtič PVC rozdělit velké, pevné plastové předměty na hrubé vločky nebo nepravidelné kusy. Tato primární fáze přímo zpracovává objemný odpad, včetně dlouhých trubek, silných okenních profilů, pevných plechů a výrobního odpadu.
Drticí stroje se spoléhají na silné stlačování, rázové síly nebo vysokorychlostní rotační řezací nože. Tyto mechanismy rychle drtí plast, dokud kusy nemohou projít třídicím sítem. Standardní výstupní rozsah drceného PVC se pohybuje mezi 5 mm a 20 mm.
Protože drcení upřednostňuje redukci objemu a využívá přerušované řezání namísto trvalého tření, generuje mírné teplo a spotřebovává méně energie na tunu. Zařízení používají drtiče k přípravě sypkých materiálů k přepravě, k lisování továrního odpadu nebo k předzpracování šrotu před jeho vstupem do systému jemného mletí.
Sekundární redukce velikosti: Drcení PVC (Pulverizace)
Drcení neboli rozmělňování PVC se provádí rozmělňováním hrubých vloček o velikosti 5–20 mm generovaných drtičem na jemný, jednotný prášek. Průmyslový... Bruska na PVC spoléhá na nepřetržitý oděr a tření generované vysokorychlostními rotujícími kotouči, kladivy nebo mlýny k provedení tohoto sekundárního zmenšení velikosti.
Drtiče produkují částice o velikosti 0,1 mm až 0,5 mm, což odpovídá velikosti částic 30–80 mesh. Dosažení této jemné a jednotné konzistence je přísným předpokladem pro následnou výrobu. Výrobci a kompaundéry potřebují prášek o velikosti částic 30–80 mesh, aby zajistili rychlé tavení a správné smíchání s panenským PVC během reextruze nebo vstřikování.
Na rozdíl od drcení generuje mletí extrémní tepelné zatížení v důsledku tření při vysokých rychlostech. PVC je vysoce citlivé na teplo; přehřátí způsobuje tavení polymeru, jeho degradaci nebo uvolňování korozivní kyseliny chlorovodíkové (HCl). Průmyslové mlýnky na PVC vyžadují aktivní vodní chladicí systémy cirkulující skrz plášť mlýna a stacionární disky, které odvádějí teplo a chrání molekulární strukturu polymeru.
Matice technického srovnání
| Parametr | Drcení PVC | Drcení (drcení) PVC |
|---|---|---|
| Cílový vstupní materiál | Velké, pevné předměty (trubky, okenní rámy, plechy) | Předdrcené hrubé vločky (5–20 mm) |
| Princip fungování | Kompresní, rázové nebo vysokorychlostní rotační nože | Oděr a tření rotujícími kotouči/mlýny |
| Velikost výstupu | 5 mm – 20 mm (hrubé vločky/kousky) | 0,1 mm – 0,5 mm (prášek o zrnitosti 30–80 mesh) |
| Generování tepla | Střední (základní chlazení okolním vzduchem nebo vodou) | Vysoká (Vyžaduje aktivní okruhy vodního chlazení) |
| Spotřeba energie | Nižší na tunu (rychlé snížení objemu) | Vyšší na tunu (pomalejší a přesnější redukce) |
| Primární aplikace | Počáteční redukce objemu, příprava na přepravu | Příprava pro reextruzi, míchání |
Sekvenční integrace ve výrobních linkách
Průmyslové recyklační provozy si mezi těmito metodami jen zřídka vybírají; používají je postupně. Zařízení přivádějí surový, objemný PVC odpad do vysoce výkonných drtičů, čímž vzniká konzistentní drť o velikosti 5–20 mm. Tento jednotný hrubý materiál pak slouží jako kontrolovaná a předvídatelná vstupní surovina pro drtič, čímž se zabraňuje mechanickému zasekávání a přetížení motoru.
Kontrola vlhkosti mezi těmito fázemi je zásadní, zejména při recyklaci odpadu po spotřebě, který vyžaduje praní. Zpracování mokrého nebo vlhkého materiálu vysokorychlostním mlýnkem způsobuje silnou aglomeraci prášku a okamžitě zanáší třídicí síta. Pokud váš proces zahrnuje mokrou granulaci, průchod materiálu přes odstředivý odvodňovací stroj odstraňuje povrchovou vlhkost z vloček. Tím je zajištěno suché a nepřetržité podávání do drticí komory.
Výběr zařízení a kontroly údržby
Pevné PVC obsahuje abrazivní přísady, jako je uhličitan vápenatý, který urychluje opotřebení řezných ploch. Technici v závodě musí při specifikaci zařízení vyhodnotit specifické intervaly údržby a bezpečnostní mechanismy.
Upřednostněte následující provozní kritéria:
- Výměna opotřebitelných dílů: Rotační nože drtičů vyžadují častou kalibraci a ostření mezer, aby se udržela účinnost smyku. Drticí kotouče nebo kladiva vyžadují kompletní výměnu nebo opětovné obrábění, jakmile klesne propustnost nebo dojde k prudkému nárůstu proudu motoru.
- Tepelné monitorování: Mlecí systémy musí být vybaveny automatizovanými teplotními senzory propojenými s podávacím systémem. Systém musí automaticky snížit rychlost podávacího šneku, pokud se teplota v komoře přiblíží prahovým hodnotám degradace PVC.
- Kontrola prachu: Generování prášku s velikostí oka 30–80 mesh představuje nebezpečí pro vzduchem přenášené částice. Drticí linky vyžadují uzavřenou pneumatickou dopravu, vysokorychlostní cyklonové odsávání a pulzní proudové filtry, aby se zabránilo hromadění hořlavého prachu.
Často kladené otázky
Mohu objemné PVC trubky podávat přímo do brusky?
Ne. Drtiče (drtiče) vyžadují jednotný, předem dimenzovaný vstupní materiál o rozměrech 5–20 mm. Přímé podávání objemných předmětů do drtiče okamžitě zasekne mlecí kotouče, způsobí poruchy přetížení motoru a potenciálně rozbije vnitřní součásti. Velké pevné předměty musíte nejprve zpracovat v primárním drtiči.
Proč mletí PVC vyžaduje vyšší spotřebu energie než drcení?
Mletí protlačuje hrubý plast mikromezerou mezi vroubkovanými kotouči a spoléhá se na trvalé vysokorychlostní tření, aby se dosáhlo prášku o velikosti ok 30–80. Kontinuální otáčky potřebné k vytvoření tohoto tření v kombinaci s výkonem aktivních vodních chladicích čerpadel a pneumatických dopravních dmychadel vyžaduje výrazně vyšší proud motoru na zpracovanou tunu ve srovnání s drcením.
Jak zabráním degradaci nebo roztavení PVC během procesu broušení?
Tepelné degradaci zabráníte zajištěním provozu aktivních vodních chladicích okruhů drtiče při specifikovaných průtocích a teplotách. Průmyslové drtiče cirkulují chlazenou vodu skrz pouzdro stacionárního disku a ložiskové sestavy, aby odváděly teplo vznikající třením. Automatizované systémy podávání musí navíc monitorovat teploty v komoře a zpomalit rychlost podávání, pokud se teplo blíží bodu tání polymeru.
Související zdroje

Zařízení na odvodňování plastových fólií určuje tepelné zatížení a objemovou účinnost následných extruzních linek. Mokré polyethylenové (PE) a polypropylenové (PP) fólie zvyšují spotřebu energie při sušení a často způsobují přemostění v násypkách extruderu. Modernizace mechanických odvodňovacích zařízení může zkrátit dobu tepelného sušení až o 301 TP7T. Společnost Energycle navrhuje tyto systémy s cílem cílit na specifické fyzikální vlastnosti flexibilních obalových a zemědělských fólií.
Tok procesu a mechanické principy
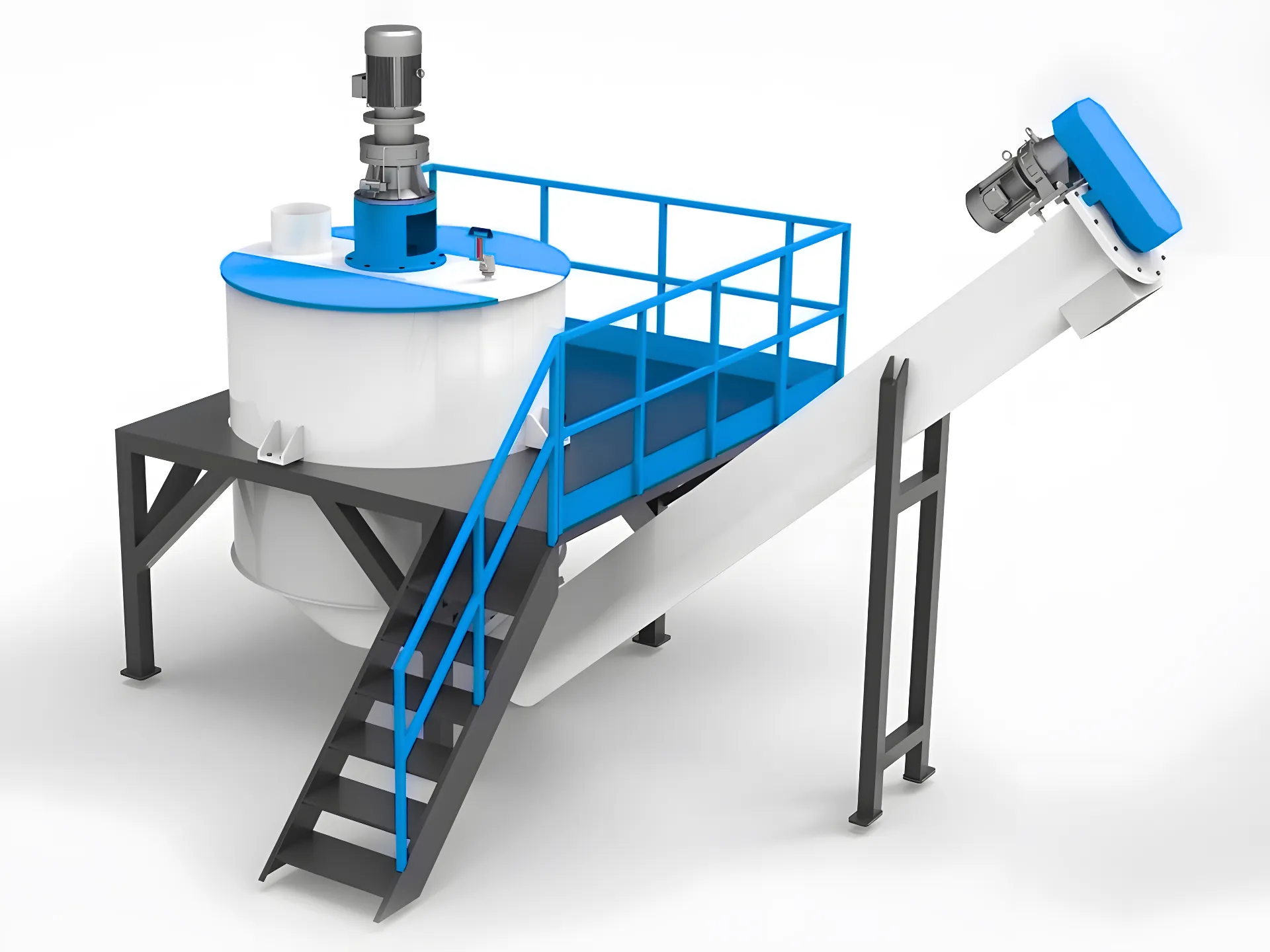
Odstranění povrchové a kapilární vlhkosti z pružných plastů vyžaduje zařízení přizpůsobené strukturálním limitům materiálu. V závodech se instalují především dvě kategorie strojů: odstředivé systémy a lisovací stroje.
Mechanika odstředivého odvodňování
A odstředivý odvodňovací stroj Aplikuje vysoké rotační G-sily k oddělení povrchové vody od suspendovaných plastových vloček. Výzkum centrifugace fólie z polyethylenu s vysokou hustotou (HDPE) ukazuje, že flexibilní materiály mají tendenci tvořit hustý "plastový koláč" na vnějším sítu [1]. Kapilární působení zachycuje zbytkovou vodu uvnitř zkroucených vrstev a mikroskopických pórů tohoto koláče.
Aby se tento kapilární nátlak prolomil, systémy vyžadují specifické konfigurace rotorů a přesné dimenzování materiálu. Udržování rozměrů vloček vstupního materiálu mezi 1 a 2 cm zabraňuje nadměrnému překrývání a minimalizuje zadržování vody. Tyto systémy obvykle dosahují snížení povrchové vlhkosti až do úrovně 90% během několika minut.
Principy mechanického stlačování
Stroje na lisování fólie zpracovávají proprané PP, PE a tkané sáčky mechanickým stlačením. Vysoce krouticí kuželový šnek tlačí mokrý materiál proti omezující matrici nebo sadě válců. Toto fyzické zhutnění vytlačuje kapalinu ven přes perforovaná síta válců.
Intenzivní mechanické tření vznikající během zhutňování produkuje teplo, které iniciuje odpařování zbývající vlhkosti. Tento proces dvojího účinku snižuje konečný obsah vlhkosti pod 51 TP7T. Zařízení, která tento zhutněný, předehřátý materiál přivádějí do extruderů, pravidelně pozorují zvýšení peletovacího výkonu o 201 TP7T [2].
Specifikace zařízení a výkonnostní parametry
Volba mezi odstraňováním vlhkosti na bázi rotace a komprese určuje požadavky na inženýrské sítě a uspořádání zařízení.
| Parametr | Odstředivé odvodňování | Mačkací stroje |
|---|---|---|
| Primární mechanismus | Vysokorychlostní rotace (G-síla) | Mechanické zhutňování (kuželový šroub) |
| Cílový výstup vlhkosti | Redukce vody až o 90% | Konečná vlhkost pod 5% |
| Ideální vstupní surovina | 1–2 cm HDPE/LDPE vloček | Prané PP, PE fólie, tkané tašky |
| Provozní výhoda | Snížení spotřeby energie tepelné sušičky o 15% | Zvyšuje propustnost extruderu o 20% |
| Požadavek na prostor | Vertikální nebo horizontální stopa | Vysoce kompaktní inline integrace |
Omezení vstupních surovin a kompatibilita materiálů
Výběr stroje silně závisí na geometrii a tloušťce vstupního materiálu. Tenké, vysoce flexibilní fólie rychle schnou vlivem odstředivých sil, ale vyžadují správnou velikost síta, aby se zabránilo ztrátám materiálu. Silnější zemědělské mulčovací fólie a netkané textilie vyžadují vyšší mechanickou sílu, kterou poskytuje lisovací zařízení.
Inženýři musí přesně dimenzovat výkon motoru podle očekávané propustnosti. Nepřetržitý provoz s vysokým objemem zastaví rotor s nedostatečným výkonem, což způsobí okamžité úzké hrdlo linky. Operátoři musí také přizpůsobit velikost perforace síta cílovému polymeru, aby se zabránilo jeho zaslepení.
Rizika týkající se opotřebitelných dílů, údržby a provozuschopnosti
Mechanické odvodňování probíhá za silného tření a vysoké vlhkosti, což urychluje opotřebení součástí. Preventivní údržba určuje provozní životnost systému.
- Rotorové listy a vrtule: Vystaveno neustálému oděru mikroskopickými nečistotami; vyžaduje tvrdonávar nebo pravidelnou výměnu pro udržení kompresního poměru.
- Nerezové síta: Náchylné k zaslepení roztavenými plasty nebo nepravidelnými vločkami; vyžaduje pravidelné tlakové mytí a kontroly tloušťky.
- Ložiska a těsnění: Vysokorychlostní provoz a blízkost vody vyžadují přísné mazací plány, aby se zabránilo katastrofálnímu selhání ložisek.
- Pohonné motory: Napnutí řemene a seřízení motoru je nutné kontrolovat měsíčně, aby se zabránilo ztrátám při přenosu výkonu.
Kontrolní seznam pro uvedení do provozu a převzetí na místě
Ověřte výkon zařízení během přejímacích zkoušek ve výrobě (FAT) nebo přejímacích zkoušek na místě (SAT) pomocí kvantifikovatelných metrik.
- Ověření obsahu vlhkosti: Odebírejte výstupní vzorky každých 30 minut, abyste ověřili, zda konečná vlhkost zůstává pod limitem 5% (odstředivky) nebo splňuje redukční limit 90% (odstředivky).
- Testování propustnosti a zátěže: Nechte systém běžet na jmenovitý výkon 100% po dobu 4 hodin nepřetržitého provozu, abyste sledovali proudové špičky motoru nebo limity tepelného přetížení.
- Analýza vibrací: Zaznamenejte základní posunutí na ložiskových tělesech odstředivek, abyste odhalili včasné známky nevyváženosti rotoru.
- Konzistence výboje: Ověřte, zda automatizované vypouštěcí mechanismy vyhazují zpracovaný materiál bez překlenutí nebo zasekávání v přechodových žlabech.
Často kladené otázky
Co způsobuje vysokou retenci vlhkosti v odstředivých odvodňovacích systémech?
Zadržování vlhkosti v odstředivém systému je obvykle způsobeno nesprávnou geometrií vloček nebo nedostatečnou rychlostí rotoru. HDPE a LDPE fólie mají tendenci se skládat a zachycovat vodu v kapilárních prostorech, čímž vytvářejí hustý materiálový koláč. Obsluha musí udržovat rozměry vstupního materiálu mezi 1 a 2 cm, aby se zabránilo tomuto kapilárnímu zachycování. Zaslepení síta způsobené opotřebovanými stěrači navíc omezuje vypouštění vody. Pravidelná kontrola síta a udržování specifikovaných otáček motoru zajišťují, že stroj dosahuje požadovaného rozpětí pro snížení vlhkosti 90%.
Jak ovlivňují stroje na lisování fólie náklady na energii při následné extruzi?
Lisovací stroje na fólie stlačují lehké materiály, jako jsou tkané sáčky a polyethylenové fólie, do hustších, polosuchých aglomerátů. Toto fyzikální zhutnění protlačuje vodu sítem válce a zároveň generuje vnitřní třecí teplo, které odpařuje zbytkovou vlhkost na méně než 51 TP7T. Přivádění tohoto hustého, předehřátého materiálu do extruderu zabraňuje přemostění násypky a stabilizuje tlak taveniny. Zařízení, která nahrazují konvenční termické sušičky lisovacím zařízením, často měří pokles celkových nákladů na vytápění o 151 TP7T a zvýšení kontinuálního výkonu extruderu o 201 TP7T.
Jaké jsou primární režimy selhání šroubů pro stlačování fólie?
Nejčastějším typem selhání šneků pro lisování fólie je abrazivní opotřebení šnekových vláken, které přímo snižuje kompresní poměr a zanechává v plastu přebytečnou vlhkost. Sekundární selhání se vyskytuje v axiálních ložiscích, která během procesu hutnění absorbují obrovské axiální zatížení. Nedostatečné mazání nebo přetížení stroje nadměrně velkými tuhými plasty urychluje degradaci ložisek. Operátoři musí specifikovat tvrdokovové hrany šneků a sledovat teploty oleje v převodovce, aby maximalizovali životnost součástí a zabránili neočekávaným prostojům linky.
Výběr mezi centripetním a stlačovacím odvody pro vaši linku na film
Rozhodnutí mezi odstředivý odvodňovací stroj a mačkadlo fólie závisí na několika faktorech specifických pro vaši recyklační operaci. Zde je praktický rámec pro srovnání:
Tloušťka a typ filmu: Tenké filmy (pod 30 mikronů) jako fólie na balení a zemědělské fólie reagují nejlépe na stlačovací stroje, které stlačují vlhkost bez rizika, že se film navlékne na rotor. Těžší filmy (30–80 mikronů) jako plátnové tašky mohou být zpracovávány v rychloobrátkových centripetních odvodych navržených pro flexibilní materiály.
Cíl vlhkosti: Stlačovací stroje dosahují 3–8% obsahu vlhkosti, zatímco rychloobrátkové centripetní stroje pro filmy dosahují 5–10%. Pro aglomeraci nebo pelleting je obvykle dostatečný výstup stlačovacího stroje. Pro přímé extrudování tenkého filmu může být potřeba stlačovací stroj následovaný krátkým termálním sušícím stádem.
Požadavky na výkon: Filmové stlačovací stroje zpracovávají 300–2,000 kg/hr v závislosti na velikosti modelu. Centripetní odvody pro filmy obvykle zpracovávají 500–3,000 kg/hr. Pro vysokovýkonné linky nabízejí centripetní stroje vyšší výkon na jednotku podlahové plochy.
Spotřeba energie: Oba metody jsou výrazně energeticky úspornější než termální sušení. Stlačovací stroje spotřebovávají 15–30 kWh/ton, zatímco centripetní stroje využívají 10–20 kWh/ton. Úspory energie oproti termálnímu sušení (80–150 kWh/ton) činí obě metody nezbytnými pro ekonomickou recyklaci plastových filmů.
Udržování filmových odvodyvých zařízení
Oba systémy centripetního a stlačovacího odvodu vyžadují pravidelnou údržbu, ale vzory opotřebení se liší:
- Stlačovací stroje: Hlavními opotřebovanými částmi jsou stěny spirály, vnitřní pláště nádrže a vylučovací die. Abrázivní nečistoty (písek, sklo) v nevhodně vyčištěném filmu urychlují opotřebení. Typický interval výměny spirály je 2,000–4,000 provozních hodin.
- Centripetní stroje: Primárními obavami o údržbu jsou otvory na síti, ložiska a rovnováha rotora. Filmové navlékání kolem vřetena je běžným problémem, který vyžaduje správnou přípravu suroviny. Viz naši centripetní sušička údržba návod pro podrobné plány.
Bez ohledu na to, který způsob odvody vyberete, správné předchozí mytí a odstranění nečistot výrazně prodlužuje životnost zařízení a snižuje dobu výpadků. Dobře navržený plastová mycí šňůra s efektivní separací stékání a odmítání a frikčním mytím odstraňuje abrazivní částice, které způsobují předčasné opotřebení v odvodyvých zařízeních.
Související zařízení a návody
- Odstředivý odvodňovací stroj na plastové vločky
- Rychloobrátkový centripetní sušička pro filmy
- Stlačovací sušička pro PP/PE filmy
- Kompletní návod na odvody a sušení
- Porovnání centripetních sušiček a sušení vzduchem: energetické srovnání

Jak vybrat správný drtič plastů pro vaši recyklační výrobní linku (nejnovější průvodce pro rok 2026)
Vzhledem k rostoucím nákladům na energie a očekávaným přísnějším požadavkům na obsah recyklovaného materiálu v roce 2026 již není možné spoléhat se na zastaralou technologii mletí. Výběr správného drtiče plastů pro vaši recyklační výrobní linku přímo ovlivňuje kvalitu prášku, denní produkci, účty za energie a plynulost zbytku vašeho provozu.
Z granulátoru nebo drtiče přivádíte čisté vločky nebo granule a drtič je přemění na jednotný jemný prášek, který jde přímo do rotačního tváření, výroby masterbatchů nebo špičkového míchání. Pokud se vám nepodaří správně sladit směs, čelíte nekonzistentní velikosti částic, přehřívání, častým výměnám nožů nebo úzkému hrdlu, které zpomaluje celou linku.
Tato příručka vás provede každým bodem rozhodování s jasnými kroky, reálnými příklady a praktickými kontrolními seznamy, které můžete použít již dnes. Na konci budete přesně vědět, na co se zaměřit a jak si ověřit, zda vaše volba splňuje vaše cíle v oblasti recyklace pro rok 2026.
Co dělá drtič plastů v moderní recyklační lince
Drtič plastů rozdrtí tuhý nebo polotuhý plastový drť na prášek, obvykle o velikosti částic 20–120 mesh (zhruba 840–125 mikronů). Na rozdíl od granulátorů, které produkují třísky nebo vločky pro reextruzi, drtiče vytvářejí jemný, tekutý prášek potřebný pro rotační tváření nádrží a kontejnerů, míchání PVC trubek a profilů nebo pro barevné masterbatche.
V typické moderní linii probíhá sekvence takto:
[ Drtič / Granulátor ] ➔ [ Pračka a odstředivá sušička ] ➔ [ Drtič plastů ] ➔ [ Skladování v silech / Peletizér ]
Drtič po čištění a sušení zůstane stát, protože čistý a suchý vstupní materiál zabraňuje shlukování a prodlužuje životnost disku nebo nože.
Hlavní typy drtičů plastů, se kterými se setkáte v roce 2026
Většina recyklačních linek používá standardní diskové nebo turbo modely. Kryogenní jednotky se používají, když pracujete se speciálními pryskyřicemi nebo potřebujete ultrajemný prášek pod 100 mesh bez ztráty kvality. Zde je rychlé srovnání:
| Typ drtiče | Nejlepší pro | Klíčové výhody | Úvahy |
|---|---|---|---|
| Diskový drtič | Pevné PVC, PE | Konzistentní jemnost; vestavěné chlazení vzduchem/vodou; dlouhá životnost kotouče. | Nejběžnější a cenově nejvýhodnější. |
| Turbo / čepel | Měkčí plasty, fóliová kvalita | Využívá rázovou sílu; vyšší propustnost pro specifické materiály. | Může vyžadovat častější údržbu čepele. |
| Kryogenní | Tepelně citlivý, odolný HDPE | Používá tekutý dusík k zabránění tavení a oxidaci; ultrajemný výstup. | Vyšší počáteční a provozní náklady. |
Podrobný postup pro výběr drtiče plastů
Postupujte podle těchto kroků v daném pořadí. Každý z nich navazuje na předchozí a zabraňuje pozdějším nákladným změnám.
Krok 1: Definujte vstupní materiál a denní objem
Uveďte hlavní polymery, které zpracováváte: rigidní PVC, fólie nebo trubky z LLDPE/HDPE, PP rafie nebo směsný postindustriální drť. Změřte průměrnou velikost vloček za granulátorem (obvykle 5–10 mm) a zaměřte se na hodinovou nebo denní tonáž. Přidejte vyrovnávací paměť 10–20%, aby drtič nikdy nevyčerpával vaše následné zařízení.
Příklad: Střední závod s denní kapacitou 8 tun drceného PVC potrubí potřebuje model s kapacitou 400–500 kg/h pro nepřetržitý provoz.
Krok 2: Nastavte požadovanou jemnost prášku
Rotační tváření obvykle vyžaduje zrnitost 35–60 mesh. Pro vysoce kvalitní masterbatch nebo tenkostěnné směsi je často nutná zrnitost 80–120 mesh. Jemnější prášek zlepšuje tok a povrchovou úpravu, ale zvyšuje spotřebu energie a opotřebení. Vyberte si stroj s nastavitelným třídičem nebo vyměnitelnými síty, abyste si mohli nastavit přesný rozsah bez nutnosti kupovat druhou jednotku.
Krok 3: Přizpůsobení kapacity a integrace linky
Váš drtič plastů musí držet krok s výstupem granulátoru a podávat materiál do dalšího kroku bez přetížení zásobníků nebo prostojů. Hledejte modely s frekvenčními měniči (VFD) na hlavním motoru. Umožňují zpomalit rotor při nižším zatížení a ušetřit 15–25% za elektřinu ve srovnání s jednotkami s pevnou rychlostí.
Krok 4: Vyhodnocení chladicího a energetického výkonu
Teplo je nepřítel. PVC degraduje nad 160 °C; PE a PP měknou a rozmazávají se. Vzduchem chlazené modely jsou vhodné pro lehčí provoz, zatímco kotoučové motory s vodním pláštěm nebo systémy s nuceným prouděním vzduchu zvládnou těžší provoz. V roce 2026 používají špičkové modely vysoce účinné motory IE4 a utěsněná ložiska, která snižují spotřebu energie až o 30% oproti starším konstrukcím.
Krok 5: Zkontrolujte funkce automatizace, bezpečnosti a údržby
- Automatické podávání a vykládání snižují počet práce na jednoho operátora.
- Odsávání prachu a systémy s uzavřeným okruhem udržují závod čistý a splňují přísné předpisy pro kvalitu ovzduší.
- Důležité jsou snadno přístupné dvířka – některé modely umožňují výměnu celé sady disků za méně než 30 minut.
- Tip: Kvalitní kotouče z karbidu wolframu nebo kalené slitiny by měly na čistém PVC vydržet 800–1 500 hodin.
Krok 6: Výpočet celkových nákladů na vlastnictví (TCO)
Pořizovací cena je jen začátek. Připočítejte energii, údržbu, náhradní díly a očekávané prostoje. Levnější stroj $5 000, který potřebuje nové kotouče každých 400 hodin, vás v prvním roce bude stát mnohem více než prémiový model s delšími intervaly a nižší spotřebou energie.
📋 Kontrolní seznam pro rychlé rozhodnutí
- [ ] Byly potvrzeny typy polymerů?
- [ ] Je nastaven cílový rozsah sítě?
- [ ] Byla vypočítána hodinová kapacita s vyrovnávací pamětí 15%?
- [ ] Odpovídá chladicí systém citlivosti materiálu na teplo?
- [ ] Je frekvenční měnič a automatizace zahrnuta?
- [ ] Výrobce provádí zkušební mletí vašich skutečných vloček?
- [ ] Jsou náhradní díly a místní servis k dispozici do 48 hodin?
Pokud na všechny odpovíte ano sedm, máte silného kandidáta.
Jak integrovat drtič do vaší kompletní výrobní linky
- Umístěte jednotku za odstředivá sušička takže vstup zůstává vlhkost pod 0,51 TP7T.
- Použijte vakuový nakladač nebo šnekový dopravník se senzory hladiny, abyste udrželi násypku naplněnou na 60–70% a zabránili přetížení.
- Nainstalujte detektor kovů těsně před podávacím hrdlem – kovové částice rychle ničí disky.
- Pro provoz s uzavřenou smyčkou se nadměrné částice vracejí zpět do vstupu přes vzduchový třídič. Tím se zvýší výtěžnost na 95%+ a sníží se plýtvání.
Časté nástrahy a jak se jim vyhnout
- Nákup pouze na základě ceny: Zjištění vysokých účtů za energie nebo neustálého opotřebení čepele o šest měsíců později.
- Ignorování testování materiálů: Vždy zašlete dodavateli vzorky o hmotnosti 50–100 kg k zkušebnímu mletí.
- Předimenzování stroje: Provoz při zatížení 30% plýtvá elektřinou a způsobuje nerovnoměrné opotřebení.
- Přeskočení kontroly prachu: Čelíte regulačním pokutám nebo špatné kvalitě ovzduší na pracovišti.
Plán údržby, který udržuje vysoký výkon
- Denní: Zkontrolujte vstup a výstup, zda se v nich nenahromadily nečistoty; zkontrolujte prachové filtry.
- Týdně: Vyčistěte síta třídiče; namažte ložiska dle návodu.
- Měsíční: Změřte mezeru mezi kotouči a seřiďte ji; zaznamenejte odběr energie.
- Každých 800–1 200 hodin: Otočte nebo vyměňte brusné prvky; proveďte úplnou kontrolu souososti.
Dodržujte tento postup a můžete očekávat 4–6 let spolehlivého provozu před generální opravou.
Co se změní v technologii drtičů plastů v roce 2026
VFD a inteligentní senzory jsou nyní standardem u modelů střední třídy a umožňují vám sledovat vibrace, teplotu a výkon v reálném čase prostřednictvím telefonní aplikace. Nové kompozitní povlaky disků prodlužují životnost abrazivních recyklovaných proudů. Výrobci se navíc zaměřují na nižší hlučnost (pod 85 dB) a modulární konstrukce, takže můžete později upgradovat chlazení nebo klasifikaci, aniž byste museli vyměňovat celý stroj.
Často kladené otázky (FAQ)
Otázka: Jaký je rozdíl mezi granulátorem a drtičem plastů?
A: Granulátor řeže velké plastové kusy na 5–10 mm velké třísky nebo vločky, vhodné pro vstřikování plastů nebo reextruzi. Drtič tyto vločky rozemele na jemný prášek (20–120 mesh) potřebný pro rotační tváření nebo kompaundování.
Otázka: Může drtič plastů zpracovávat mokré materiály?
A: Ne. Vlhkost musí být udržována pod 0,51 TP7T. Mokré materiály způsobují hrudkování, ucpávají síta třídiče, snižují průchodnost a mohou vážně poškodit mlecí kotouče. Před drcením vždy použijte sušičku.
Otázka: Spotřebovávají drtiče hodně elektřiny?
A: Jsou energeticky náročné, ale moderní systémy z roku 2026 s vysoce účinnými motory IE4, optimalizovanou konstrukcí disků a frekvenčními měniči (VFD) mohou snížit spotřebu energie až o 301 TP7T ve srovnání se staršími modely.
Jste připraveni jít dál?
Vezměte si specifikace materiálu, cílovou kapacitu a požadavky na jemnost mletí od několika renomovaných dodavatelů a požádejte o zkušební jízdy s vaším skutečným vstupním materiálem. Porovnejte zprávy vedle sebe pomocí výše uvedeného kontrolního seznamu.
Pokud provozujete recyklační linku na PVC, PE nebo PP a chcete vidět vysoce účinné stroje konstruované pro nepřetržitý provoz, prozkoumejte pokročilé Brusky na PVC a plasty na Energycle. Náš tým může provést testování vašich vzorků a zobrazit přesné údaje o výkonu přizpůsobené vaší konkrétní řadě.
Nyní máte kompletní a proveditelný rámec. Použijte ho, důkladně otestujte a nainstalujete si plastový drtič, který zvýší výkon, sníží náklady a bude den za dnem dodávat konzistentní prášek.
Související zdroje
- Industriální PVC mletací stroje
- Systém mikronizace mlecího systému
- Plastové granulátory
- Vertikální granulátor pro PVC
- Plně automatický systém drcení PVC


V závodě Energycle zpracováváme ročně tisíce tun PET lahví. V reálných zařízeních jsme testovali metody mokrého i suchého drcení. Mokré drcení opakovaně prokazuje svou hodnotu pro provozovatele, kteří usilují o vysoce kvalitní vločky a plynulý provoz.
Mokré drcení přidává vodu přímo do drticí komory při vkládání lahví. Tento jednoduchý krok mění celý proces. Voda ochlazuje materiál, oplachuje nečistoty a pomáhá včas oddělit etikety. Suché drcení vodu nepoužívá, což sice udržuje základní nastavení, ale přináší s sebou problémy, jako je prach a teplo.
Provozovatelé se nás často ptají, proč pro většinu PET linek doporučujeme mokré drcení. Důvody spočívají v lepších výsledcích, nižších dlouhodobých nákladech a snadnější údržbě. Pojďme si rozebrat hlavní výhody, které denně vidíme.
Vynikající odstraňování kontaminantů od samého začátku
Voda slouží jako integrovaný oplach během drcení. Jak nože drtí lahve, voda okamžitě odplavuje písek, štěrk, papírovou drť a uvolněná lepidla. Tím se zabrání usazování kontaminantů do PET vloček.
V suchých systémech se štítky a lepidlo mohou při zahřívání rozmazat po površích. To si vyžaduje dodatečné čištění. Při mokrém drcení se vločky dostávají do fáze praní čistší. Zařízení, se kterými spolupracujeme, uvádějí až o 30% méně zbytků po počátečním drcení.
Toto včasné čištění se vyplácí v čistším výstupu, který splňuje přísné normy pro rPET potravinářské kvality.
Ochrana kvality materiálu a intrinzické viskozity
PET se degraduje, když se příliš zahřeje. Tření v suchých drtičích rychle zvyšuje teploty, což snižuje vnitřní viskozitu (IV). Nižší IV znamená slabší pelety a ztrátu hodnoty.
Voda udržuje vše v chladu. Absorbuje teplo a zabraňuje tepelnému poškození. Testy na našich linkách ukazují, že vločky drcené za mokra si zachovávají vyšší hodnoty viskozity (IV), často o 0,05–0,1 bodu ve srovnání se suchými metodami.
Kupující platí více za konzistentní materiál s vysokou viskozitou. Mokré drcení vám pomáhá dodávat vločky za lepší ceny bez nutnosti dodatečného zpracování.
Prodloužená životnost zařízení a snížená údržba
Suché drcení způsobuje silné opotřebení lopatek a sít. Abrazivní částice, jako je písek, drhnou o kov bez mazání.
Voda tlumí působení a odplavuje abrazivní částice. Čepele zůstávají déle ostré a síta se méně často ucpávají. Operátoři nám říkají, že u mokrých systémů vyměňují čepele 40–50% méně často.
Méně poruch znamená delší provozuschopnost a nižší náklady na opravy v průběhu času.
Bezpečnější, čistší a tišší provoz
Suché drcení produkuje oblaka prachu a plastových částic. To zvyšuje bezpečnostní rizika a vyžaduje silné větrání.
Mokré metody téměř úplně regulují prašnost. Voda váže částice, takže pracovní prostor zůstává čistší a pracovníci čelí menšímu riziku.
Hluk se také znatelně snižuje. Voda tlumí nárazy lopatek, čímž vzniká tišší provoz, který zajišťuje pohodlí týmů během dlouhých směn.
Energetická účinnost a konzistentní výkon
Voda vytváří plynulejší zatížení motorů. Odběr energie zůstává stabilní, místo aby při náročném podávání docházelo k prudkým nárůstům.
Mnoho linek, které instalujeme, spotřebovává při mokrém drcení celkově méně elektřiny, a to i po započtení čerpadel. Výhody plynou z efektivního řezání a sníženého tření.
Praktické tipy pro maximalizaci výhod mokrého drcení
Zvolte správný průtok vody. Začněte s hmotností materiálu 5–10% a upravujte podle úrovně znečištění. Naše mokré drtiče PET lahví jsou navrženy s nastavitelnými systémy vstřikování vody, které tuto optimalizaci usnadňují.
Přidejte krok předběžného třídění. Před drcením odstraňte víčka a silné nečistoty, abyste ulehčili zatížení.
Udržujte správné pH vody. Neutrální nebo mírně zásaditá hladina pomáhá uvolňovat etikety, aniž by došlo k poškození PET.
Recyklujte procesní vodu. Použijte filtrační a usazovací nádrže k jejímu opětovnému použití a snižte spotřebu čerstvé vody až o 701 TP7T.
Kombinujte s intenzivním následným propíráním. Mokré drcení zvládne první čištění; pro dosažení nejvyšší čistoty následuje horké propírání a frikční separátory.
Každého zákazníka Energycle provedeme těmito úpravami během nastavení. Malé změny často rychle zvýší kvalitu výstupu.
Máte zájem o kompletní recyklační linky PET? Podívejte se na naše Systémy na mytí PET lahví nebo porovnejte možnosti na našich Průvodce zařízením pro recyklaci PET.
Poznatky z oborových zdrojů
Odborníci tyto výhody podporují. Podrobný pohled na mokré mletí při recyklaci plastů zdůrazňuje sníženou spotřebu energie, tišší chod a lepší kontrolu zpětného odletu materiálu. Studie metod drcení také ukazují, že mokré procesy obohacují čisté složky efektivněji.
V širším kontextu recyklace PET EPA uvádí vysoký potenciál využití, pokud procesy minimalizují degradaci.
Mokré drcení vyniká u seriózních recyklátorů PET. Dodává čistší vločky, chrání hodnotu materiálu, snižuje nároky na údržbu a vytváří lepší pracovní prostředí. Počáteční nastavení je dražší než u suchých systémů, ale návratnost v kvalitě a efektivitě se rychle sčítá.
Kontakt Energycle Pokud chcete prozkoumat možnosti mokrého drcení pro váš provoz, sdílíme s vámi reálná data z instalací, které odpovídají vašemu rozsahu.
Související zdroje
- Mokrý plastový granulátor
- Systém recyklace PET lahví
- Jak vybrat PET granulátor
- Stroj na drcení plastových lahví
Texas je v zemi lídrem ve výrobě energie a tato činnost generuje obrovské množství LDPE fólií po spotřebě. Provozovatelé používají tyto flexibilní polyethylenové fólie k balení, vložkování sudů, kryty vrtných souprav a ochranné obaly v ropných polích a plynárenských zařízeních. Po použití jsou tyto fólie často kontaminovány pískem, zbytky ropy a nečistotami, což komplikuje recyklaci.
Energetické společnosti v Texasu čelí jasné volbě. Můžete tento materiál poslat na skládky, nebo jej můžete přeměnit na cenné pelety k opětovnému použití. Vysokokapacitní mechanické zpracování nabízí spolehlivou cestu vpřed. Ve společnosti Energycle pomáháme závodům po celém státě zpracovávat tisíce liber znečištěných LDPE fólií za hodinu pomocí zařízení postavených pro reálné průmyslové podmínky.
Proč se v texaských energetických provozech hromadí odpad z LDPE fólie
Ropný a plynárenský průmysl se spoléhá na LDPE fólie pro jejich pevnost a flexibilitu. Pracovníci je používají k ochraně zařízení, potrubí a svazování materiálů na staveništi. Po použití tyto fólie zachycují kontaminanty běžné v texaských nalezištích:
- Písek a zemina z vrtných míst
- Ropné a chemické zbytky
- Smíšené štítky nebo pásky
Kvůli těmto problémům mají standardní recyklační linky potíže. Fólie se ovíjejí kolem šachet, ucpávají filtry nebo produkují nekvalitní výstup. Mnoho texaských závodů tento odpad balíkuje a skladuje a čeká na schůdná řešení. Nedávné změny na trhu, včetně uzavírání zařízení, jako je závod Natura PCR společnosti WM, zdůrazňují potřebu mechanických řešení na místě nebo v regionu, která přinášejí konzistentní výsledky.
Hlavní výzvy při zpracování znečištěných LDPE fólií po spotřebě
Problémy znáte z první ruky, když s tímto materiálem denně pracujete. Znečištěné LDPE fólie vyžadují zařízení, které zvládne kontaminaci bez neustálých prostojů. Mezi běžné překážky patří:
- Vysoká úroveň kontaminace — Písek obrušuje standardní čepele a snižuje kvalitu pelet.
- Nízká objemová hmotnost — Volné fólie zabírají při skladování a přepravě obrovské objemy.
- Proměnlivá vlhkost — Fólie exponované v terénu zadržují vodu, která ovlivňuje extruzi.
Zařízení, která tyto problémy překonají, produkují čisté a jednotné pelety připravené pro novou fólii nebo vstřikování. Klíčem jsou robustní systémy předzpracování a extruze navržené speciálně pro kontaminovaná krmiva.
Vysoce výkonné zařízení, které zvládne náročné podmínky v Texasu
Provozovatelé v energetickém sektoru potřebují systémy, které zpracovávají 2 000 až 5 000 liber za hodinu nebo více. Doporučujeme integrované linky, které kombinují vysoce výkonné drcení, zhutňování a extruzi.
Specializované skartovače pro špinavé filmy
Standardní granulátory selhávají u kontaminovaných fólií, protože materiál se navíjí nebo plave. Jednohřídelové drtiče s motory s vysokým točivým momentem čistě řežou písčitý, olejovitý LDPE. Tyto stroje jsou vybaveny zesílenými noži a síty, které odolávají opotřebení abrazivy. Více informací o specializovaných drtičích pro recyklaci fólií naleznete v našem průvodci.
Zhušťovadla a lisovací zařízení pro redukci objemu
Po rozdrcení zhutňovače nebo lisovací stroje stlačí nadýchané vločky do hustých granulí. Tento krok odstraňuje vzduch a zbytkovou vlhkost a zároveň dosahuje kompresního poměru až 50:1. Výsledkem je snazší plnění do extruderů a nižší náklady na dopravu. Podrobnosti viz. lisovací stroje na plastové fólie a zvyšování hustoty.
Vysoce výkonné extrudéry a peletizéry
Dvoušnekové nebo jednošnekové extrudéry se silnými filtračními systémy taví a čistí materiál. Vícenásobné měnič obrazovkyzachycují písek a nečistoty před peletizací. Vodní kroužek nebo pramenná peletizacePoté vyrábějí jednotné pelety vhodné k dalšímu prodeji nebo opětovnému použití.
Všechny systémy Energycle běží na standardním průmyslovém napájení v USA: 480 V, 60 Hz, 3fázové. Tato kompatibilita znamená, že při instalaci v zařízeních v Texasu nejsou nutné žádné nákladné transformátory ani přepojování.
Podrobný návod k nastavení linky na zpracování LDPE fólie
Postupujte podle těchto praktických kroků pro efektivní zpracování znečištěných LDPE fólií po spotřebě:
- Sbírat a třídit → Balené fólie na místě a oddělené zjevné neplastické materiály, jako jsou kovové pásky.
- Skartovat → Vložte balíky do drtiče s vysokým točivým momentem, abyste vytvořili jednotné kusy.
- Zhustit → Pro zvýšení hustoty a odstranění vlhkosti nechte drcený materiál protlačit lisovacím strojem nebo aglomerátorem.
- Vysunutí a filtr → Zhutněný materiál roztavte a protlačte ho přes jemná síta, abyste odstranili nečistoty.
- Peletizovat a ochladit → Nařežte horké prameny nebo pelety s vylisovanou plochou a ochlaďte je pro balení.
Tento mechanický přístup produkuje pelety s indexy taveniny vhodnými pro vyfukování fólie nebo lisování. Mnoho provozovatelů v Texasu dosahuje návratnosti investice za 12 až 24 měsíců díky ušetřeným poplatkům za likvidaci a prodeji pelet.
Skutečné výhody pro texaské energetické společnosti
Zařízení, která investují do vysokokapacitních linek, získají kontrolu nad toky odpadu. Snížíte náklady na skládkování, splníte cíle udržitelnosti a vytvoříte nový zdroj příjmů z pelet. Americká Agentura pro ochranu životního prostředí uvádí, že mechanická recyklace šetří energii a snižuje emise ve srovnání s výrobou z panenského materiálu.
Americká rada pro chemii hlásí rostoucí poptávku po pryskyřicích použitých po spotřebě v obalových aplikacích.
Texaskí energetickí operátoři také těží z místní podpory a vybavení navrženého pro americké energetické standardy. Systémy Energycle odolávají písčitým a olejovým podmínkám běžným v Permské pánvi a provozech Eagle Ford.
Jste připraveni zpracovávat vaše LDPE fólie po spotřebě ve velkém měřítku? Pro konzultaci ohledně individuálního potrubí postaveného pro energetické potřeby Texasu kontaktujte Energycle. Prozkoumejte naše Řešení pro zhutňování LDPE fólie nebo si pro začátek přečtěte kompletního průvodce peletizací.
Externí zdroje:
Související zdroje
- Stroj na peletování PP/PE fólie
- Linka na praní PP PE fólie
- Aglomerátor plastových fólií
- Sušička fólie
- Co je to zhušťovadlo plastových fólií?

Všestranný drtič je mistrem v prostojích. I když je lákavé koupit si jeden stroj na zpracování "všeho" (proplachování, fólie, trubky, palety), fyzika snižování spotřeby materiálu velí, že s každou tunou ztratíte 30 % efektivity. Tato příručka vysvětluje, proč je specializace jedinou cestou k ziskovosti.
Související vybavení: Drtič PE/PP fólie, drtič pevných plastů.
1. Neshoda otáček za minutu
- Film/vlákno (měkké)Vyžaduje Vysoký točivý moment + vysoké otáčky (80–100 ot./min.). Než se materiál natáhne, potřebujete k jeho smykovému namáhání hybnost.
- Tvrdý plast (hrudky)Vyžaduje Vysoký točivý moment + nízké otáčky (40–60 ot./min.). Vysoká rychlost způsobuje odrážení rotoru od bloku, což vytváří rázové zatížení.
- "Univerzální" kompromisStroj běžící při 70 ot./min je příliš rychlý pro hrudky (rázy) a příliš pomalý pro film (zasekávání).
2. Geometrie rotoru: Spline vs. Smooth
- Film/vláknoČasto používá Drážkovaný rotor s ochranou proti vinutí. Vyvýšené povrchy zabraňují tomu, aby materiál ležel naplocho a navíjel se.
- Pevný plastPoužívá Hladký rotor. Drážkování by vytvořilo body koncentrace napětí, které by mohly prasknout při nárazu na plný blok PP.
- VýsledekPohyb filmu na hladkém rotoru často vede k navíjení. Pohyb hustých hrudek na drážkovaném rotoru může zvýšit koncentraci napětí a riskovat mechanické poškození v závislosti na konstrukci rotoru a nastavení řízení.
3. Logika ram (hydraulika)
- FilmLehký a nadýchaný. Vyžaduje Turbo Ram (rychlý přístup, nízký tlak) pro neustálé vtlačování materiálu do lopatek.
- Potrubí/ProplachováníHustý a pevný. Vyžaduje Snímací ram zátěže (pomalý přístup, vysoký tlak), který "okusuje" materiál, aby se zabránilo zastavení.
- KonfliktUniverzální logika beranu buď přeplní hrudky (zablokuje se), nebo podá fólii (pokles propustnosti).
4. Návrh obrazovky
- Film: 40mm plátno s 50% Otevřený prostor.
- Pevný: 40mm plátno s 35% Otevřený prostor (větší tloušťka pásu).
- Selhání: Stékající hrudky na filmovém plátně ho ohnou nebo zlomí kvůli nedostatečné strukturální tuhosti.
Závěr
Nákup dvou specializovaných strojů (jednoho na fólii, jednoho na tuhý papír) má často nižší celkové náklady na vlastnictví (TCO) než koupě jednoho "univerzálního" stroje, který pracuje s účinností 60% a vyžaduje neustálou údržbu.
Reference
[1] "Efektivita recyklace plastů" Svět nakládání s odpady. Efektivita recyklace plastů
[2] "Principy návrhu průmyslových drtičů," Časopis inženýrství. Principy konstrukce průmyslových drtičů
Související zdroje
- Drtič PE/PP fólie
- Prohlížet plastové šrotovací stroje
- Roupačka vs granulátor vs pelleting
- Fiber & textile shredder