A merev műanyagok számos iparág alapvető anyagai, kivételes tartósságuk, sokoldalúságuk és gyártási hatékonyságuk miatt nagyra becsülve. A modern élet számtalan aspektusának szerves részét képezik, a mindennapi kényelmektől a kifinomult technológiai fejlesztésekig. Ez a tanulmány a legelterjedtebb merev műanyagokra összpontosít, beleértve a nagy sűrűségű polietilént (HDPE), a polipropilént (PP) és a polivinil-kloridot (PVC), részletezve azok egyedi jellemzőit és sokrétű alkalmazási lehetőségeit.
1. Nagy sűrűségű polietilén (HDPE) – A kemény és megbízható választás
Alapvető tulajdonságok és előnyök:
- Magas szilárdság-sűrűség arány: Kivételes szilárdságot biztosít, miközben könnyű súlyt biztosít, optimális egyensúlyt biztosítva a teherhordó alkalmazásokhoz.
- Kiváló vegyi ellenállás: Kiemelkedő ellenálló képességet mutat számos oldószerrel, savval és bázissal szemben, így alkalmassá teszi kémiailag igényes környezetben való használatra.
- Kiváló nedvességállóság: Elhanyagolható mennyiségű vizet szív magába, így ideális párás körülményekhez vagy folyékony csomagoláshoz.
- Tartós és ütésálló: Robusztus kialakításának köszönhetően jelentős ütéseknek is ellenáll anélkül, hogy könnyen repedne vagy törne.
Gyakori alkalmazási területek:
- Tartályok és palackok: Nélkülözhetetlen a mindennapi használati tárgyakhoz, mint például a tejeskancsók és a mosószeres flakonok, biztonságuk és megbízhatóságuk miatt értékesek.
- Csövek és szerelvények: Széles körben használják vízvezeték- és öntözőrendszerekben a bizonyított tartósságuk miatt.
- Műanyag fűrészáru: Kültéri bútorokhoz, teraszburkolatokhoz és játszótéri eszközökhöz használják, esztétikus megjelenést és időjárásállóságot biztosítva.
- LEGO játékok a hosszantartó játékokban alkalmazott ABS anyag híres példái. Gyakran választják tartós játékokhoz nagy szilárdsága és nem mérgező tulajdonságai miatt.
2. Polipropilén (PP) – A könnyű és hőálló, mindenes
Alapvető tulajdonságok és előnyök:
- Magas olvadáspont: Magas hőmérsékletű alkalmazásokhoz, például mikrohullámú sütőben használható ételtárolókhoz alkalmas.
- Kiváló fáradásállóság: Képes elviselni az ismételt hajlítást meghibásodás nélkül, amire példa a palackkupak zsanérjai.
- Széleskörű kémiai ellenállás: Hatékonyan ellenáll számos gyakori savnak, bázisnak és szerves oldószernek.
- Könnyűsúlyú: Alacsonyabb sűrűségű, mint sok más műanyag, ami könnyebb végtermékeket eredményez.
Gyakori alkalmazási területek:
- Autóalkatrészek: Lökhárítókhoz, akkumulátorházakhoz és belső alkatrészekhez használják, hatékonyan egyensúlyozva a könnyű kialakítás és a tartósság között.
- Csomagolás: Ideális élelmiszer-tárolóedényekhez, kupakokhoz és záróelemekhez, biztosítva a termékbiztonságot és a higiéniát.
- Textilek: Szőnyegekben, kárpitokban és nem szőtt szövetekben is megtalálható, bemutatva sokoldalúságát.
- Orvostechnikai eszközök: Fecskendőkben és laboratóriumi berendezésekben alkalmazzák, sterilizálhatósága miatt kedvelt.
3. Polivinil-klorid (PVC) – A sokoldalú és gazdaságos anyag
Alapvető tulajdonságok és előnyök:
- Sokoldalú mechanikai tulajdonságok: A felhasznált adalékanyagoktól függően merev vagy rugalmas formában is elkészíthető.
- Jó vegyi ellenállás: Savakkal, bázisokkal és sókkal szembeni ellenállást mutat.
- Hatékony elektromos szigetelő: Ideális szigetelőanyagként szolgál különféle elektromos alkalmazásokhoz.
- Tartós és hosszú élettartamú: Hatékonyan ellenáll a környezeti hatásoknak, hosszú élettartamot biztosítva.
Gyakori alkalmazási területek:
- Építőanyagok: Gazdaságossága és praktikussága miatt széles körben használják csövekhez, ablakkeretekhez és lambériához.
- Elektromos kábelszigetelés: Védi az elektromos vezetékeket, növelve az elektromos biztonságot.
- Orvostechnikai eszközök: Vérzsákokhoz, csövekhez és tartályokhoz használják, biztonságáról és megbízhatóságáról ismert.
- Fogyasztási cikkek: Megtalálható hitelkártyákban, játékokban és különféle háztartási cikkekben, változatos formákban.
4. Polietilén-tereftalát (PET/PETE) – Az átlátszó és erős csomagolás sztárja
Alapvető tulajdonságok és előnyök:
- Nagy szakítószilárdság: A szilárdság és a könnyű súly kombinációját kínálja, ami robusztus és tartós termékeket eredményez.
- Kiváló záró tulajdonságok: Jó ellenállást biztosít a gázokkal és a nedvességgel szemben, ami elengedhetetlen a csomagolás frissességének megőrzéséhez.
- Magasan újrahasznosítható: Az egyik leggyakrabban újrahasznosított műanyag, amely jelentősen hozzájárul a környezetvédelemhez.
- Átlátszó és fényes felület: Esztétikus megjelenést kölcsönöz a csomagolásnak, növelve a termék vonzerejét.
Gyakori alkalmazási területek:
- Italpalackok: Az üdítőital- és vizespalackok leggyakoribb anyaga.
- Élelmiszer-csomagolás: Tálcákhoz, tartályokhoz és kagylóhéjas csomagolásokhoz használják, biztosítva a biztonságot és a higiéniát.
- Textilek: Poliészter szálakká dolgozzák fel ruházathoz és kárpitozáshoz.
- Elektronika: Szigetelő tulajdonságai miatt elektronikus eszközök alkatrészeibe építik be.
5. Polisztirol (PS) – A könnyű és szigetelő öntvények szakértője
Alapvető tulajdonságok és előnyök:
- Merev és átlátszó: Általában tiszta és kemény, jó vizuális megjelenést kölcsönöz számos terméknek.
- Jó szigetelő: Kiváló hő- és elektromos szigetelést biztosít.
- Könnyen formázható és alakítható: Formázhatósága alkalmassá teszi bonyolult minták készítésére.
Gyakori alkalmazási területek:
- Csomagolóanyagok: Tartalmaz habszivacs csomagolást, eldobható evőeszközöket és CD-tokokat.
- Szórakoztató elektronika: Televíziók, számítógépek és háztartási gépek házait alkotja.
- Orvosi felszerelés: Eldobható cikkekhez, például fecskendőkhöz és laboratóriumi tartályokhoz használják.
- Játékok és modellek: Könnyű formázhatósága miatt részletgazdag és könnyű tárgyakhoz választották.
6. Akrilnitril-butadién-sztirol (ABS) – A strapabíró és ütésálló műszaki műanyag
Alapvető tulajdonságok és előnyök:
- Nagy ütésállóság: Kivételesen strapabíró és ellenálló a fizikai behatásokkal és ütésekkel szemben.
- Jó méretstabilitás: Hatékonyan megőrzi alakját nyomás és hőmérséklet-változások alatt is.
- Könnyen formázható és megmunkálható: Lehetővé teszi az összetett alkatrészek precíz gyártását.
- Fényes: Magasfényű felülettel gyártható, esztétikailag igényes termékekhez alkalmas.
Gyakori alkalmazási területek:
- Autóalkatrészek: Tartalmazza a műszerfal alkatrészeit, a dísztárcsákat és a belső kárpitokat.
- Szórakoztató elektronika: Tartós házat képez számítógépek, nyomtatók és játékkonzolok számára.
- Játékok: LEGO bricks are a renowned example of ABS's application in durable toys.
- Háztartási gépek: Porszívók, hűtőszekrények és mosógépek alkatrészeiben használják.
7. Polikarbonát (PC) – Kivételesen erős, nagy teljesítményű anyag
Alapvető tulajdonságok és előnyök:
- Kivételes ütésállóság: Gyakorlatilag törhetetlen, így kiváló védelmet nyújt még extrém körülmények között is.
- Nagy átláthatóság: Tiszta, üvegszerű megjelenést biztosít.
- Hőálló: Képes ellenállni a magas hőmérsékletnek deformálódás nélkül.
- Jó elektromos szigetelő: Különböző szigetelést igénylő elektronikus alkalmazásokhoz alkalmas.
Gyakori alkalmazási területek:
- Biztonsági felszerelés: Sisakokban, golyóálló üvegben és védőpajzsokban használják.
- Optikai lemezek: A választott anyag CD-khez, DVD-khez és Blu-ray lemezekhez.
- Autóipari és repülőgépipari alkatrészek: Könnyű, mégis erős alkatrészek készítéséhez ajánlott.
- Elektronika: Jellemzők okostelefon-képernyőkben, laptopházakban és más kijelzőeszközökben.
A gyakori merev műanyagok gyors összehasonlítása
| Műanyag típus | Sűrűség (g/cm³) | Szakítószilárdság (MPa) | Gyakori alkalmazások |
| HDPE (nagy sűrűségű polietilén) | 0,93–0,97 | 20–37 | Palackok, pipák, műanyag fűrészáru |
| PP (polipropilén) | 0,90–0,92 | 30–50 | Autóalkatrészek, csomagolás, textil |
| PVC (polivinil-klorid) | 1,16–1,58 | 50–60 | Csövek, elektromos szigetelés, orvostechnikai eszközök |
| PET (polietilén-tereftalát) | 1,38–1,40 | 55–75 | Italpalackok, textíliák, elektronika |
| PS (polisztirol) | 1,04–1,06 | 30–50 | Csomagolás, elektronikai házak, játékok |
| ABS (akrilnitril-butadién-sztirol) | 1,04–1,06 | 40–50 | Játékok, elektronika, autóalkatrészek |
| PC (Polikarbonát) | 1,20–1,22 | 60–70 | Biztonsági berendezések, optikai lemezek, elektronika |
Megjegyzés: A megadott értékek hozzávetőlegesek, és az adott összetételtől és gyártási folyamatoktól függően változhatnak.
Környezetvédelmi szempontok: Merev műanyagok és fenntartható jövő
Bár a merev műanyagok számos előnnyel rendelkeznek, környezeti hatásuk jelentős szempont. Elkötelezettek vagyunk a fenntartható fejlődés előmozdítása iránt célzott gyakorlatokon keresztül:
- Az újrahasznosíthatóság fokozása: Az olyan műanyagok, mint a PET és a HDPE, nagymértékben újrahasznosíthatók. Elkötelezettek vagyunk az újrahasznosítási hatékonyság javítása iránt, ezáltal csökkentve a hulladékot és megőrizve az értékes erőforrásokat.
- A termelés optimalizálása: Folyamatosan keressük az energiahatékonyabb és környezettudatosabb termelési folyamatokat, hogy csökkentsük a nem megújuló erőforrásoktól való függőségünket.
- Felelős hulladékgazdálkodás: A nehezen újrahasznosítható műanyagok esetében aktívan keressük a megfelelő ártalmatlanítási módszereket, amelyek célja a környezeti tartósságuk minimalizálása és az ökoszisztémák védelme.
Elkötelezettségünk a fenntartható gyakorlatok iránt:
- Újrahasznosítási programok népszerűsítése: Széleskörű társadalmi részvételt ösztönözünk a merev műanyagok újrahasznosítási kezdeményezéseiben, hogy közösen csökkentsük a környezeti terhelést.
- Biológiailag lebomló és innovatív anyagokba való befektetés: A biológiailag lebomló műanyagok és más környezetbarát alternatívák kutatására és fejlesztésére összpontosítunk és befektetünk, szorgalmasan keresve a zöldebb anyagmegoldásokat.
- A racionális használat mellett érvelve: Az újrafelhasználható termékek választását és az egyszer használatos műanyagok fogyasztásának minimalizálását támogatjuk, ezzel is hozzájárulva a környezet védelméhez a forrásnál.
Konklúzió: Okos döntések, a jövő közös alakítása
A HDPE ellenálló képességétől a PC lenyűgöző szilárdságáig minden egyes merev műanyagtípus kritikus szerepet játszik a modern iparban és a mindennapi életben, egyedi tulajdonságaik jellemzik őket. Jellemzőik és alkalmazási területeik alapos ismerete nemcsak lehetővé teszi számunkra, hogy tájékozott, az adott igényekhez igazított anyagválasztást hozzunk, hanem hangsúlyozza a környezeti hatások kezelésének és a fenntartható fejlődés előmozdításának fontosságát is. Innovatív gondolkodásmóddal és felelősségteljes megközelítéssel közösen alakíthatunk egy fenntarthatóbb és virágzóbb jövőt.


A műanyag-újrahasznosítás a kortárs fenntarthatósági kezdeményezések sarokköve, amelynek létfontosságú célja a hulladék minimalizálása és az anyagok ötletes újrahasznosítása új, értékes termékekké. Az újrahasznosítási folyamat bonyolult szakaszain belül... víztelenítés abszolút kulcsfontosságú lépésként jelenik meg. Elsődleges funkciója a víz hatékony eltávolítása a mosott műanyagokból, és azok aprólékos előkészítése a későbbi, átalakító feldolgozásra.
Ez a cikk mélyrehatóan feltárja a nélkülözhetetlen szerep, változatos típusok és jelentős előnyök a víztelenítő gépekről a műanyag-újrahasznosítási szektorban. Célunk, hogy értékes betekintést nyújtsunk az iparági szakembereknek, akik optimalizálni szeretnék működésüket, valamint a környezettudatos olvasóknak, akik szeretnék megérteni a hatékony újrahasznosítás mögött meghúzódó mechanizmusokat.
A víztelenítő gépek megértése: A műanyag-újrahasznosítás elfeledett hősei
A víztelenítő gépek kifinomult, speciális berendezések, amelyeket aprólékosan úgy terveztek, hogy különféle anyagokból kinyerjék a vizet. A műanyag-újrahasznosítás konkrét kontextusában fő funkciójuk a felesleges nedvesség eltávolítása az alapos mosási fázison átesett műanyagokból. Ez biztosítja, hogy a műanyagok optimálisan felkészült a kulcsfontosságú downstream folyamatokra, mint például a szárítás, pelletizálás vagy extrudálásMiért olyan fontos ez? A túlzott víz súlyosan befolyásolhatja a rontja az általános hatékonyságot az újrahasznosító sorból, potenciálisan károsíthatja az érzékeny berendezéseket később, és kritikusabban, negatívan befolyásolja a minőséget és az integritást a végső újrahasznosított műanyag termékből.
Egy tipikus, jól strukturált műanyag-újrahasznosítási folyamat általában a következő főbb szakaszokat foglalja magában:
1. Gyűjtés és szűrés – Ez a kezdeti fázis a műanyaghulladék összegyűjtését, majd típus (pl. PET, HDPE, LDPE) és minőség szerinti gondos szétválasztását foglalja magában, mivel a különböző műanyagok eltérő feldolgozást igényelnek.
2. Mosás – A szétválogatott műanyagokat ezután alaposan átmossák, hogy eltávolítsák a szennyeződéseket, például a koszt, az ételmaradékokat, a címkéket, a ragasztókat és egyéb szennyeződéseket.
3. Víztelenítés – Mosás utáni szakaszra összpontosítunk. A víztelenítő gépek arra törekszenek, hogy a lehető legtöbb vizet mechanikusan kivonják a tisztított műanyagból.
4. Szárítás – Még víztelenítés után is maradhat némi maradék nedvesség. Egy későbbi szárítási szakasz tovább csökkenti ezt a nedvességtartalmat, hogy megfeleljen a szigorú feldolgozási követelményeknek.
5. Pelletizálás/Extrudálás – Végül a tiszta, száraz műanyagot megolvasztják és pelletekké alakítják (későbbi felhasználásra), vagy közvetlenül új termékekké extrudálják, ezzel lezárva az újrahasznosítási körforgást.
Az iparági kutatások következetesen kiemelik, hogy jelentős nedvességtartalom-ingadozás mosott műanyagokban található. Például az olyan anyagok, mint a műanyag fóliák, akár 30% víz tömegarányosan, míg más típusú merev műanyagok akár annyit is befogadhatnak, mint 70% nedvességtartalom a víztelenítési lépés előttA víztelenítési folyamat elsődleges célja a drasztikus csökkentse ezt a nedvességszintet egy kezelhetőbb tartományba, jellemzően 5% és 30% közé, az adott víztelenítő gép típusától és a műanyag jellegétől függően. Ez biztosítja az optimális feltételeket a későbbi szárítási és feldolgozási fázisokhoz.
Víztelenítő gépek típusai és mechanizmusaik
A műanyag-újrahasznosító ipar számos különböző víztelenítő technológiát alkalmaz, amelyek mindegyike egyedi előnyöket kínál, az adott műanyagtípusokhoz, az átviteli követelményekhez és az üzemeltetési igényekhez igazítva.
1. Centrifugális víztelenítő gépek
Centrifugal dewatering machines, also known as centrifugális szárítós, harness the power of high-speed forgó erők hogy hatékonyan eltávolítsák a vizet a műanyagokból. Ahogy a nedves műanyagot egy gyorsan forgó dobba vagy kosárba adagolják, a centrifugális erő a vizet egy perforált szűrőn keresztül kifelé nyomja, miközben a víztelenített műanyag szilárd anyagok visszamaradnak. Különösen hatékonyak a feldolgozás során apró műanyag pelyhek, őrlemények és részecskék, és gyakran megtalálhatók a műanyagfólia-újrahasznosító üzemek és merev műanyagpelyheket kezelő műveletek.
• Főbb előnyök: Magas működési hatékonyság, gyors nedvességcsökkentő képesség, viszonylag kompakt helyigény.
• Víztelenítés utáni nedvességtartalom: Általában eléri 5-30% maradék nedvességtartalom, az anyagtól és a gép beállításaitól függően.
• Használat: Kiválóan alkalmas különféle műanyagokhoz, beleértve a PET, HDPE, LDPE és PP pelyhek és fóliák.
2. Lépcsős szárítógépek
A lépcsős szárítógépek speciálisabb megközelítést képviselnek, és egy többlépcsős mechanikus víztelenítési folyamatÁltalában egyedi jellemzőkkel rendelkeznek. lépcső alakú kosár alakú szűrő és egy speciálisan tervezett rotor amely finoman forog és továbbítja az anyagot különböző zónákon keresztül. Ez a progresszív működés fokozatosan vonja ki a vizet. Különösen hatékonyak az újrahasznosításban. hőre lágyuló műszaki műanyagok, mint például polikarbonát (PC) és polipropilén (PP) ahol a kivételesen alacsony végső nedvességtartalom kritikus fontosságú az anyag integritásának megőrzése szempontjából.
• Főbb előnyök: Rendkívül alacsony maradék nedvességtartalom elérésére képes (pl. 0,4%-től lenyűgöző 0,06 wt%-ig), biztosítva a kivételesen kiváló minőségű újrahasznosított anyagokat.
• Víztelenítés utáni nedvességtartalom: Lehet olyan alacsony, mint 0.06%, ami jelentősen csökkenti a termikus szárítás szükségességét.
• Használat: Ideális a következőkhöz: prémium minőségű kimenetet igénylő, magas színvonalú újrahasznosítási műveletek, különösen a hidrolízisre érzékeny műanyagok esetében.
3. Préselőgépek (csigás prések)
A présgépek, gyakran csavaros présmechanizmust használva, folyamatos nyomás alkalmazásával távolítják el a vizet. mechanikai nyomásA nedves műanyagot egy kamrába vezetik, ahol egy forgó csiga szállítja és egy perforált szűrőhöz vagy egy szűkített kimenethez nyomják. Ez a nyomás hatékonyan kipréseli a vizet. Rendkívül robusztusak és ideálisak a következőkhöz: nagyméretű műanyag-újrahasznosító üzemek nagy mennyiségek kezelésére alkalmasak. Különösen hatékonyak a víztelenítésben rugalmas anyagok, mint például műanyag fóliák és lágy műanyagok, gyakran csökkentve a nedvességet akár 3% is bizonyos fejlett alkalmazásokban.
• Főbb előnyök: Általában energiahatékony a termikus szárításhoz képest, képes nagy folyamatos térfogatok kezelésére, hatékony a nehezen vízteleníthető anyagoknál.
• Víztelenítés utáni nedvességtartalom: Általában 2-10%, nagymértékben függ az adott modelltől, az anyagtulajdonságoktól és a működési paraméterektől.
• Használat: Rendkívül hatékony a műanyag fóliák (LDPE, LLDPE), mezőgazdasági fóliák, szőtt zsákok és egyéb lágy műanyagok.
Minden víztelenítő géptípus rendelkezik egyedi előnyökAz optimális választás olyan tényezők gondos értékelésétől függ, mint a kezdeti és a célérték. nedvességtartalom, a feldolgozott műanyag konkrét típusa, valamint az újrahasznosító üzem teljes kapacitása és gazdasági céljai.
A víztelenítő gépek fő előnyei a műanyag-újrahasznosításban
A hatékony víztelenítő gépek műanyag-újrahasznosítási műveletekbe való integrálása számos jelentős előnnyel jár, optimalizálva a teljes folyamatot:
1. Anyag súlyának és térfogatának csökkentése
A felesleges víz nagy részének hatékony eltávolításával a víztelenítő gépek jelentősen csökkenti mind a súlyt, mind a térfogatot a feldolgozott műanyaghulladékból. Ez a csökkenés közvetlen pozitív hatással van a logisztikára, jelentősen megkönnyítve a tárolást és a szállítást kezelhetőbb és költséghatékonyabb.
Példa számítás:
• Fontolja meg 1 tonna (1000 kg) száraz műanyaghulladék ami kezdetben tart 70% nedvességtartalom. Ez az áztatott anyag teljes súlya valójában 1000 / (1 - 0.70) = ~3333 kg (3,33 tonna).
• A hatékony víztelenítés után a nedvességtartalom a következőre csökken 20%, a teljes súly így 1000 / (1 - 0.20) = 1250 kg (1,25 tonna).
• Ez jelentős ~62,5% össztömegcsökkenés, ami jelentősen alacsonyabb logisztikai költségek (üzemanyag, kezelés, járműkapacitás) és a tételenkénti megnövekedett feldolgozási hatékonyság.
2. Műanyagok optimális előkészítése további feldolgozásra
A későbbi szakaszokhoz, mint például extrudálás és pelletizálás A hatékonyság és a kiváló minőségű eredmények érdekében a műanyag alapanyag nedvességtartalmának minimálisnak kell lennie. A felesleges víz számos problémát okozhat, többek között anyaghibák például üregek, ezüstös csíkok vagy törékenység a végtermékben. Súlyos esetekben akár gőzrobbanásokhoz is vezethet a feldolgozógépekben, ami drága berendezések károsodása mint az extruderek. A víztelenítés biztosítja, hogy a műanyag optimálisan előkészített, minimalizálva ezeket a kockázatokat.
3. Az újrahasznosított műanyag minőségének javítása
A jobb minőségű újrahasznosított műanyag közvetlen eredménye hatékony víztelenítésA maradék nedvesség minimalizálásával a feldolgozók megelőzhetik az olyan gyakori problémákat, mint a öntés utáni repedés, vetemedés vagy gyengült szerkezeti integritás a végtermékekben. Ez a fokozott minőség különösen fontos azokban az iparágakban, ahol pontos anyagspecifikációk és teljesítményszabványok nem képezik alku tárgyát, lehetővé téve az újrahasznosított műanyagok számára, hogy hatékonyabban versenyezzenek a szűz anyagokkal.
4. Nagy költségmegtakarítás és általános hatékonyság növelése
A nedvességtartalom jelentős mechanikai csökkentésével, lényegesen kevesebb hőenergia szükséges minden későbbi (és gyakran energiaigényes) termikus szárítás szakaszok. Ez közvetlenül az alacsonyabb működési költségek (pl. villany- vagy gázszámlák). Továbbá, ahogy korábban kiemeltük, a könnyebb anyag azt jelenti, hogy alacsonyabb szállítási költségek és gyakran nagyobb áteresztőképességet tesz lehetővé a későbbi berendezésekben.
Szemléltető esettanulmány:
• Egy műanyag-újrahasznosító üzem, egy hatékony WEIMA C.200 csavaros prés a fóliahulladék víztelenítésére vonatkozóan körülbelül megtakarítást jelentettek 250 euró naponta tisztán a szállítási és ártalmatlanítási költségek az anyag csökkentett súlya és térfogata miatt.
• A víztelenítő berendezésbe történő kezdeti befektetés megtérült körülbelül egy éven belül, egyértelműen bizonyítva a meggyőző gazdasági előnyök hatékony víztelenítő technológia bevezetéséről.
Kihívások és fontos megfontolások
Bár rendkívül hatékony, fontos megérteni, hogy a legtöbb mechanikai szárító gép esetében teljesen távolítsa el az összes nedvességet a műanyagból. A műanyag típusától, formájától (pehely, fólia stb.) és az alkalmazott víztelenítési technológiától függően bizonyos szintű maradék nedvesség maradhat vissza. Ez gyakran szükségessé teszi a további termikus szárítási szakasz hogy elérjük a bizonyos magas szintű alkalmazásokhoz szükséges ultraalacsony nedvességtartalmat. A víztelenítés utáni nedvességtartalom jelentősen változhat:
• Centrifugális víztelenítő gépekÁltalában távozik 5-30% maradék nedvesség.
• Lépcsős szárítógépekKivételesen alacsony szinteket érhet el, néha akár 0,06% nedvességtartalom.
• Préselőgépek (csigaprések)Általában a következő eredményt hozzuk: 2-10% nedvesség, a tervezés kifinomultságától és a feldolgozott anyagtól függően változva.
Ezért a jobb víztelenítő gép, vagy a víztelenítő és szárító technológiák kombinációja elengedhetetlen a maximalizáláshoz az általános feldolgozási hatékonyság, jelentős költségmegtakarítás elérése és a kívánt kimeneti minőség biztosítása az újrahasznosított műanyagból.
Következtetés: A víztelenítés nélkülözhetetlen szerepe
A víztelenítő gépek valóban elengedhetetlen a modern műanyag-újrahasznosítási infrastruktúra alkatrészei. Jelentősen javítják a működési hatékonyság, a végtermék minősége és az általános fenntarthatóság az újrahasznosítási folyamatban. Azzal, hogy hatékonyan eltávolítják a vizet egy kritikus szakaszban, segítenek csökkenteni a működési költségeket, növelni az újrahasznosított műanyagok piaci értékét, és aktívan támogatni egy zöldebb, körforgásos gazdaságot.
Bármely szervezet számára, amely a következőket keresi: optimalizálják műanyag-újrahasznosítási folyamatukat, a megfelelőbe való befektetés víztelenítő gép egy olyan stratégiai döntés, amely jelentős megtérülést eredményezhet mind a megnövekedett jövedelmezőség és pozitív környezeti hatás.
Összehasonlító táblázat: Víztelenítő gépek típusai áttekintéssel
| Géptípus | Elsődleges mechanizmus | Főbb előnyök | Tipikus nedvességtartalom víztelenítés után | Gyakori használat / Legjobb |
|---|---|---|---|---|
| Centrifugális víztelenítés | A nagy sebességű centrifugális erő kiszorítja a vizet | Hatékony apró részecskék/pelyhek ellen, gyors hatás | 5-30% | Különböző műanyagok (PET, HDPE, PP pehely), fólia újrahasznosítás |
| Lépcsős szárítógépek | Többlépcsős mechanikus vízeltávolítás, kíméletes forgatás | Rendkívül alacsony nedvességtartalmat biztosít, megőrzi az anyag integritását | 0.4-0.06% | Kiváló minőségű hőre lágyuló műanyagok (PC, PP), igényes alkalmazásokhoz |
| Préselőgép (csavarprés) | Mechanikus nyomás és kompressziós extrakció | Nagy mennyiségeket kezel, energiahatékony, robusztus | 2-10% (filmek esetén alacsonyabb lehet) | Műanyag fóliák, lágy műanyagok, nagy áteresztőképességű műveletek |
A gondos kiválasztással legmegfelelőbb víztelenítő gép az újrahasznosító létesítmények jelentősen javíthatják saját igényeiket optimalizálják működésüket, csökkentik az energiafogyasztást, a működési költségeket, és jelentősebben hozzájárulnak a fenntartható jövőhöz.


A hatékonyság felszabadítása: A műanyag granulátor megfelelő szitaméretének kiválasztásához szükséges útmutató
Az ipari berendezések vásárlói, a műanyag-feldolgozó és -újrahasznosító mérnökök és műszaki személyzet számára a granulátor egy igazi kincs. De a hatékonysága és a kimenet – az őrlés – minősége kritikusan függ egy gyakran figyelmen kívül hagyott elemtől: a szitától. A megfelelő granulátor szitaméret kiválasztása nem csupán apró részlet; ez egy olyan döntés, amely befolyásolja az áteresztőképességet, a részecskekonzisztenciát, az energiafogyasztást és még a berendezés élettartamát is.
Ez az útmutató végigvezet mindenen, amit tudnod kell a megalapozott döntés meghozatalához, biztosítva, hogy az adott alkalmazásodhoz optimális képernyőméretet válaszd. Vágjunk bele!
Mi az a granulátorszűrő és miért olyan fontos?
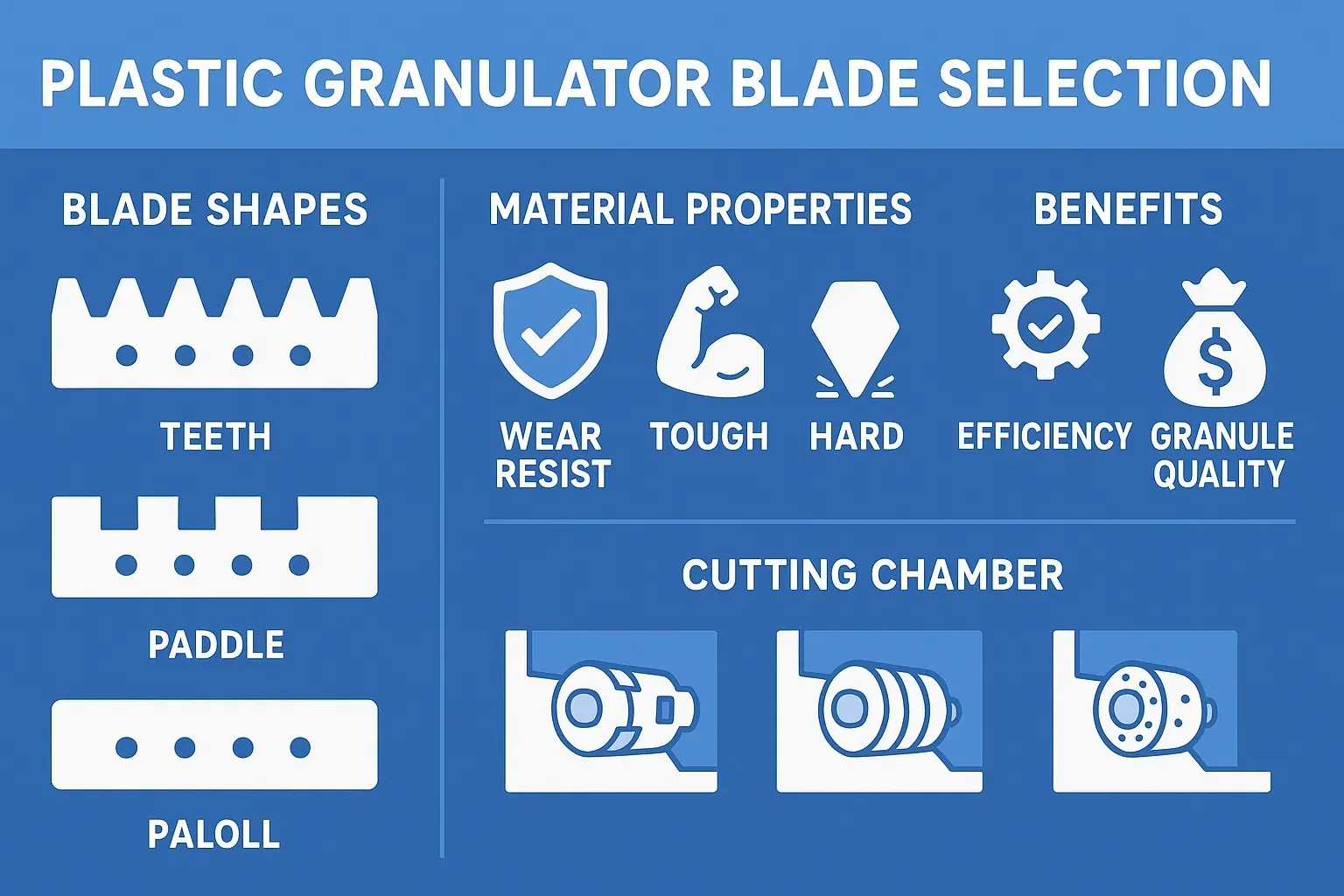
Lényegében egy műanyag granulátor A műanyaghulladék, a szemcsék, a tisztítószeres hulladék vagy a selejtes alkatrészek méretét kisebb, egyenletes részecskékké csökkenti, amelyeket „újraőrlésre” neveznek. A granulátor szita, amely jellemzően egy perforált fémlemez vagy lemez, a vágókamra alatt helyezkedik el. Ahogy a rotorkések vágják a műanyagot, az anyag átpréselődik a szita lyukain.
A képernyő fő funkciói a következők:
- A kontrolláláshoz maximális részecskeméret az újraköszörülésből. Az anyag a vágókamrában marad, amíg elég kicsi nem lesz ahhoz, hogy áthaladjon a szita nyílásain.
- Hozzájárulni a egyenletesség az újraőrlésből.
Miért kulcsfontosságú ez?
- Újraőrlési minőség: Az őrlemény mérete és állaga közvetlenül befolyásolja annak újrafelhasználhatóságát a későbbi folyamatokban (pl. fröccsöntés, extrudálás). Az egyenetlen vagy túlméretezett részecskék feldolgozási problémákat okozhatnak, míg a túlzott finom szemcsék anyagkezelési problémákhoz és olvadékegyenetlenségekhez vezethetnek.
- Áteresztőképesség és hatékonyság: A szita mérete befolyásolja, hogy az anyag milyen gyorsan távozik a vágókamrából. A nem megfelelően méretezett szita szűk keresztmetszeteket okozhat, csökkentheti az áteresztőképességet és növelheti az energiafogyasztást.
- Felszerelés kopása: A rosszul illeszkedő szita fokozott kopást okozhat a késeken és magán a szitán, valamint indokolatlan terhelést jelenthet a granulátor motorjára és hajtóművének alkatrészeire.
A granulátor szitaméretének kiválasztását befolyásoló fő tényezők
A megfelelő képernyőméret kiválasztása egyensúlyozás kérdése. Íme a legfontosabb szempontok, amelyeket figyelembe kell venni:
Kívánt végső részecskeméret (újraőrlési specifikáció):
Ez gyakran a kiindulópont. Mekkora méretű őrleményre van szükség a további folyamathoz? Ha öntéshez szűz anyagba visszajuttatja az őrleményt, annak általában hasonló méretűnek és alakúnak kell lennie a szűz pelletekhez az egyenletes olvadás és áramlás érdekében.
Általános szabály: A szita lyukátmérője általában valamivel nagyobb, mint a kívánt maximális részecskeméret. Például egy 10 mm-es szita lyuk főként 8-10 mm-es részecskéket eredményezhet.
A feldolgozott műanyag típusa:
- Kemény, rideg műanyagok (pl. PS, SAN, akril): Ezek az anyagok könnyen törnek. Használhat a célszemcsemérethez közelebbi szitaméretet. Azonban koptató hatásúak is lehetnek.
- Puha, rugalmas műanyagok (pl. LDPE, PP fólia, TPE-k): Ezek az anyagok kihívást jelenthetnek. Hajlamosak inkább nyúlni és deformálódni, mintsem széttörni. A hatékony vágás biztosításához kisebb szitanyílásokra lehet szükség, de ez csökkentheti az áteresztőképességet és növelheti a hőképződést. A speciális „filmgranulátorok” gyakran speciális szitakialakítással rendelkeznek.
- Tartós, ütésálló műanyagok (pl. PC, ABS, nejlon): Ezek granulálásához több energia szükséges. A szita kiválasztásának egyensúlyt kell teremtenie a részecskeméret és a granulátor azon képessége között, hogy hatékonyan feldolgozza az anyagot túlzott hő vagy finom szemcsék nélkül.
Bemeneti anyag mérete és alakja:
- Nagyméretű alkatrészek (pl. tisztítófolyadékok, nagyméretű öntött alkatrészek): Kezdetben nagyobb, nyitottabb sziták használata javasolt, hogy a kések „megrághassák” az anyagot, de a végső szemcseméret továbbra is kulcsfontosságú. Nagyon nagy alkatrészek esetén előaprításra lehet szükség.
- Futók és sprues: Ezeket általában könnyebb feldolgozni.
- Film és lemez: Nem megfelelő kezelés esetén rátekeredhet a rotorra. A szita mérete és a kések konfigurációja kritikus fontosságú.
- Szükséges áteresztőképesség (kg/óra vagy font/óra):
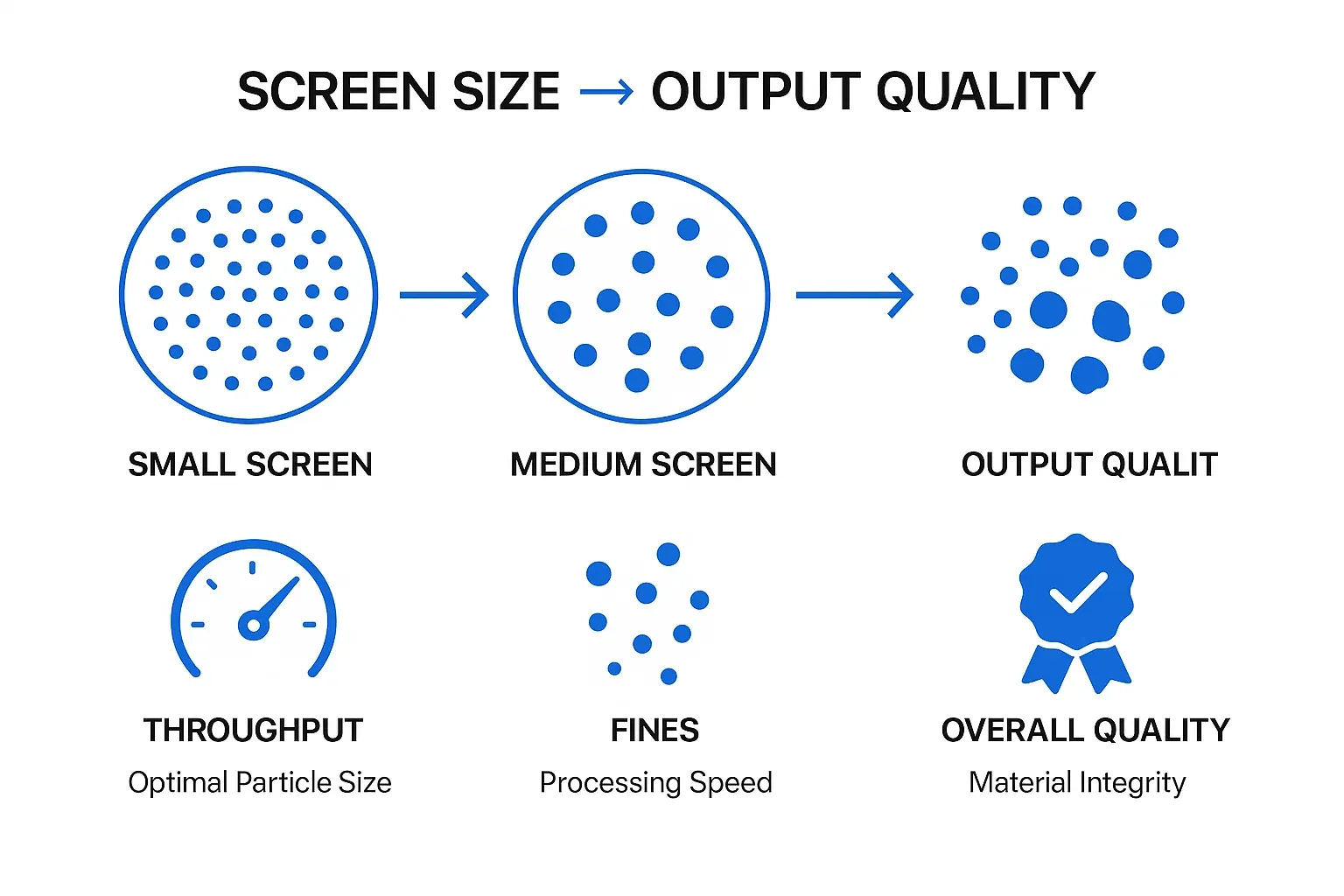
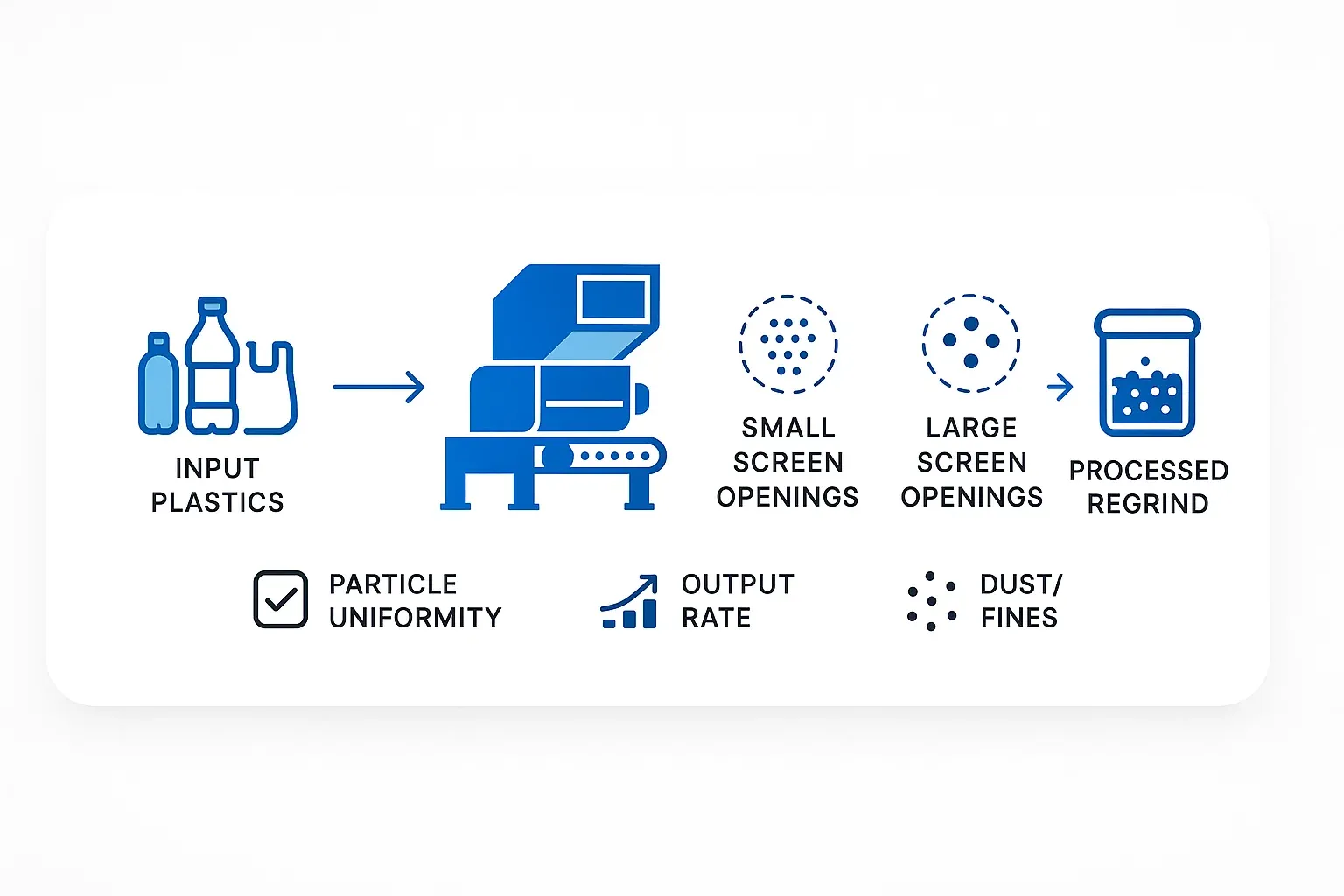
A nagyobb szűrőlyukak általában nagyobb áteresztőképességet tesznek lehetővé, mivel az anyag gyorsabban távozik a vágókamrából.
A kisebb szűrőlyukak azt jelentik, hogy az anyag tovább marad a kamrában, ami csökkenti az áteresztőképességet és potenciálisan növeli a finomszemcsék és a hő mennyiségét. A kívánt részecskeméretet a termelési igényekkel kell egyensúlyba hozni.
Granulátor rotor kialakítása és késkonfiguráció:
- Nyitott rotor: Jobb hőérzékeny anyagokhoz és terjedelmes alkatrészekhez, mivel nagyobb légáramlást biztosít.
- Zárt (tömör) rotor: Nagyobb vágóerőt biztosít a keményebb anyagokhoz.
- Rotor és ágykések száma: Több kés általában több vágást jelent fordulatonként, ami valamivel nagyobb szitanyílásokat tesz lehetővé, miközben továbbra is kisebb részecskeméretet ér el.
- Késrés: A megfelelően beállított késtávolság elengedhetetlen a hatékony vágáshoz, és a szitával összhangban működik.
Elfogadható bírságszint:
A „finom por” nagyon apró részecskék vagy por. A túlzott finom por mennyisége problémákat okozhat a további folyamatokban.
A kisebb szitalyukak, különösen puha vagy hőérzékeny anyagok esetén, a túlzott csiszolás és a hő felhalmozódása miatt néha megnövekedett finomszemcsékhez vezethetnek.
A képernyőlyukak alakjának és mintázatának megértése
Bár a kerek lyukak a leggyakoribbak, más lehetőségek is léteznek:
- Kerek lyukak: Jó részecskealakot kínálnak, és a legtöbb alkalmazásban ipari szabványnak számítanak. Jó szilárdságot biztosítanak.
- Négyzet alakú lyukak: Less common, can sometimes offer slightly higher throughput for a given open area but may result in less uniform particles or more "tails" on particles.
- Lépcsőzetes vs. egyenes minták: Az eltolt mintázatok (ahol a szomszédos sorokban lévő lyukak el vannak tolva) általában jobb szita szilárdságot és egyenletesebb kopást biztosítanak az egyenes soros mintázatokhoz képest.
A nyílt terület százalékos aránya (a lyukak teljes felületének a teljes szitafelülethez viszonyított aránya) szintén kritikus tényező. A nagyobb nyitott terület általában nagyobb áteresztőképességet jelent, de csökkentheti a szita szilárdságát is.
A képernyőméret hatása: gyors összehasonlítás
Szemléltetésképpen nézzük meg az általános trendeket:
| Jellemző | Kisebb szűrőlyukak (pl. 6-8 mm) | Nagyobb szűrőnyílások (pl. 10-15 mm+) |
|---|---|---|
| részecskeméret | Kisebb, egyenletesebb | Nagyobb, potenciálisan kevésbé egyenletes |
| Áteresztőképesség | Alacsonyabb | Magasabb |
| Bírságok generálása | Potenciálisan magasabb (túlőrlés esetén) | Általában alacsonyabb |
| Energiafogyasztás | Potenciálisan magasabb egységnyi kibocsátás | Általában alacsonyabb egységnyi kibocsátás |
| Hőképződés | Magasabb | Alacsonyabb |
| Alkalmasság | Finom utáncsiszolást igénylő alkalmazások | Tömegcsökkentés, kevésbé kritikus specifikációk |
Megjegyzés: Ez egy általánosítás. A tényleges eredmények az anyagtól, a granulátor kialakításától és egyéb tényezőktől függenek.
Gyakorlati tippek a képernyő kiválasztásához és optimalizálásához
- Forduljon a granulátor gyártójához: Ők a legjobb elsődleges forrásaid. Adj nekik részletes tájékoztatást az anyagaidról, a beviteli űrlapról és a kívánt kimenetről.
- Kezdjük egy standard ajánlással: Ha bizonytalan, kezdje az anyagtípushoz általánosan használt mérettel (pl. 8 mm vagy 10 mm sok merev műanyag esetében).
- Teszt, teszt, teszt! Az optimális képernyő megtalálásának legjobb módja az empirikus tesztelés. Végezzen kísérleteket különböző képernyőméretekkel, és elemezze:
- Újraőrölt szemcseméret-eloszlás (szitaanalízis)
- Átviteli sebesség
- Bírságok jelenléte
- Az őrlő és a granulátor házának hőmérséklete
- A motor áramfelvétele
- Vegyük figyelembe a képernyők széles skáláját: Gyakran előnyös, ha kéznél van néhány különböző szitaméret, különösen akkor, ha különféle anyagokat dolgoz fel, vagy változó utánköszörülési specifikációi vannak.
- Kerüld a feleslegesen kicsinyített méretet: A szükségesnél jóval kisebb szita használata jelentősen csökkenti az áteresztőképességet, növeli a kopást és az energiafogyasztást.
- Kerülje a túl nagy méreteket: Ez túlméretezett részecskéket eredményez, amelyek használhatatlanok lehetnek, vagy problémákat okozhatnak a későbbiekben.
- Rendszeresen ellenőrizze és tartsa karban a képernyőket: A kopott, sérült vagy eltömődött szűrők drasztikusan csökkentik a teljesítményt. Szükség esetén cserélje ki őket.
- Győződjön meg arról, hogy a képernyők helyesen és biztonságosan telepítve.
Következtetés: A megfelelő szűrő a granuláció sikerének kulcsa
A megfelelő műanyag granulátor szitaméret kiválasztása kritikus lépés a műanyag-feldolgozási és -újrahasznosítási műveletek optimalizálásában. Az anyagtípus, a kívánt részecskeméret, az átviteli igények és a granulátor képességeinek gondos mérlegelésével olyan szitát választhat, amely kiváló minőségű őrleményt biztosít, maximalizálja a hatékonyságot és minimalizálja az üzemeltetési költségeket.
Ne becsülje alá ennek az egyszerűnek tűnő alkatrésznek az erejét. Egy jól megválasztott szűrő, a granulátor megfelelő karbantartásával párosulva, hosszú távon megtérül. Kétség esetén mindig konzultáljon a berendezés beszállítójával vagy egy granulációs szakértővel. Tekintse meg kínálatunkat is. műanyag granulátorok hogy megtekinthesse az elérhető lehetőségeket, és biztosan a saját igényeinek leginkább megfelelőt válassza.