

PVC grinding vs crushing determines the efficiency and output quality of plastic recycling and compounding lines. While operators often use these terms interchangeably, they represent two distinct mechanical processes applied sequentially. Crushing provides initial volume reduction for bulky waste, while grinding delivers precise, secondary size reduction to produce high-value, reusable powder. Energycle designs industrial size-reduction systems that integrate both stages to maintain material integrity and continuous throughput.
Selecting the correct process relies on incoming feedstock dimensions, required output particle size, and the thermal limitations of polyvinyl chloride. This guide details the mechanical differences, operating parameters, and equipment selection criteria for rigid PVC processing.
Primary Size Reduction: PVC Crushing
Operators deploy a PVC Crusher to break down large, rigid plastic items into coarse flakes or irregular chunks. This primary stage handles bulky waste directly, including long pipes, thick window profiles, rigid sheets, and manufacturing scrap.
Crushing machinery relies on heavy compression, impact forces, or high-speed rotary cutting knives. These mechanisms fracture the plastic rapidly until the pieces can pass through a sizing screen. The standard output range for crushed PVC falls between 5 mm and 20 mm.
Because crushing prioritizes volume reduction and uses intermittent cutting rather than sustained friction, it generates moderate heat and consumes less energy per ton. Facilities use crushers to prepare bulk materials for transport, compact factory waste, or pre-process scrap before it enters a fine milling system.
Secondary Size Reduction: PVC Grinding (Pulverizing)
PVC grinding, or pulverizing, takes the 5–20 mm coarse flakes generated by a crusher and reduces them into fine, uniform powder. An industrial PVC Grinder relies on continuous abrasion and friction generated by high-speed rotating discs, hammers, or mills to execute this secondary size reduction.
Grinders produce particle sizes between 0.1 mm and 0.5 mm, equivalent to a 30–80 mesh. Achieving this fine, uniform consistency is a strict prerequisite for downstream manufacturing. Compounders and manufacturers require 30–80 mesh powder to ensure rapid melting and proper blending with virgin PVC during re-extrusion or injection molding.
Unlike crushing, grinding generates extreme thermal loads due to high-speed friction. PVC is highly heat-sensitive; overheating causes the polymer to melt, degrade, or release corrosive hydrochloric acid (HCl) gas. Industrial PVC grinders require active water-cooling systems circulating through the mill housing and stationary discs to extract heat and protect the polymer's molecular structure.
Technical Comparison Matrix
| Parameter | PVC Crushing | PVC Grinding (Pulverizing) |
|---|---|---|
| Target Input Material | Large, rigid items (pipes, window frames, sheets) | Pre-crushed coarse flakes (5–20 mm) |
| Working Principle | Compression, impact, or high-speed rotary knives | Abrasion and friction via rotating discs/mills |
| Output Size | 5 mm – 20 mm (Coarse flakes/chunks) | 0.1 mm – 0.5 mm (30–80 mesh powder) |
| Heat Generation | Moderate (Basic ambient air or water cooling) | High (Requires active water-cooling circuits) |
| Energy Consumption | Lower per ton (Fast volume reduction) | Higher per ton (Slower, precise reduction) |
| Primary Application | Initial volume reduction, transport prep | Preparation for re-extrusion, compounding |
Sequential Integration in Processing Lines
Industrial recycling operations rarely choose between these methods; they deploy them sequentially. Facilities feed raw, bulky PVC scrap into heavy-duty crushers to generate a consistent 5–20 mm regrind. This uniform coarse material then acts as a controlled, predictable feedstock for the pulverizer, preventing mechanical jams and motor overloads.
Moisture control between these stages is critical, particularly when recycling post-consumer waste that requires washing. Processing wet or damp material through a high-speed grinder causes severe powder agglomeration and instantly blinds the sizing screens. If your process includes wet granulation, passing the material through a centrifugal dewatering machine strips surface moisture from the flakes. This ensures a dry, continuous feed into the pulverizer chamber.
Equipment Selection and Maintenance Checks
Rigid PVC contains abrasive additives like calcium carbonate, which accelerates wear on cutting surfaces. Plant engineers must evaluate specific maintenance intervals and safety mechanisms when specifying equipment.
Prioritize the following operational criteria:
- Wear Part Replacement: Crusher rotary knives require frequent gap calibration and sharpening to maintain shear efficiency. Grinder discs or hammers require complete replacement or re-machining once throughput drops or motor amperage spikes.
- Thermal Monitoring: Grinding systems must feature automated temperature sensors linked to the feed system. The system must automatically reduce the feed auger speed if chamber temperatures approach PVC degradation thresholds.
- Dust Control: Generating 30–80 mesh powder creates airborne particulate hazards. Pulverizing lines require enclosed pneumatic conveying, high-velocity cyclone extraction, and pulse-jet baghouse filters to prevent combustible dust accumulation.
Frequently Asked Questions
Can I feed bulky PVC pipe directly into a grinding machine?
No. Grinding machines (pulverizers) require uniform, pre-sized feedstock measuring 5–20 mm. Feeding bulky items directly into a grinder will instantly jam the milling discs, trigger motor overload faults, and potentially shatter the internal components. You must process large rigid items through a primary crusher first.
Why does PVC grinding require higher energy consumption than crushing?
Grinding forces coarse plastic through a micro-gap between serrated discs, relying on sustained high-speed friction to achieve a 30–80 mesh powder. The continuous RPM required to generate this friction, combined with the power drawn by active water-cooling pumps and pneumatic conveying blowers, demands significantly higher motor amperage per ton processed compared to crushing.
How do I prevent PVC from degrading or melting during the grinding process?
You prevent thermal degradation by ensuring the grinder's active water-cooling circuits operate at specified flow rates and temperatures. Industrial pulverizers circulate chilled water through the stationary disc housing and the bearing assemblies to extract friction heat. Additionally, automated feed systems must monitor chamber temperatures and slow the feed rate if heat approaches the polymer's melting point.
Related Resources

Plastic film dewatering equipment determines the thermal load and volumetric efficiency of downstream extrusion lines. Wet polyethylene (PE) and polypropylene (PP) films increase drying energy consumption and frequently cause bridging in extruder hoppers. Upgrading mechanical dewatering setups can decrease thermal drying times by up to 30%. Energycle engineers these systems to target the specific physical properties of flexible packaging and agricultural films.
Process Flow and Mechanical Principles
Removing surface and capillary moisture from flexible plastics requires equipment matched to the material's structural limits. Facilities primarily install two categories of machinery: centrifugal systems and squeezing machines.
Centrifugal Dewatering Mechanics
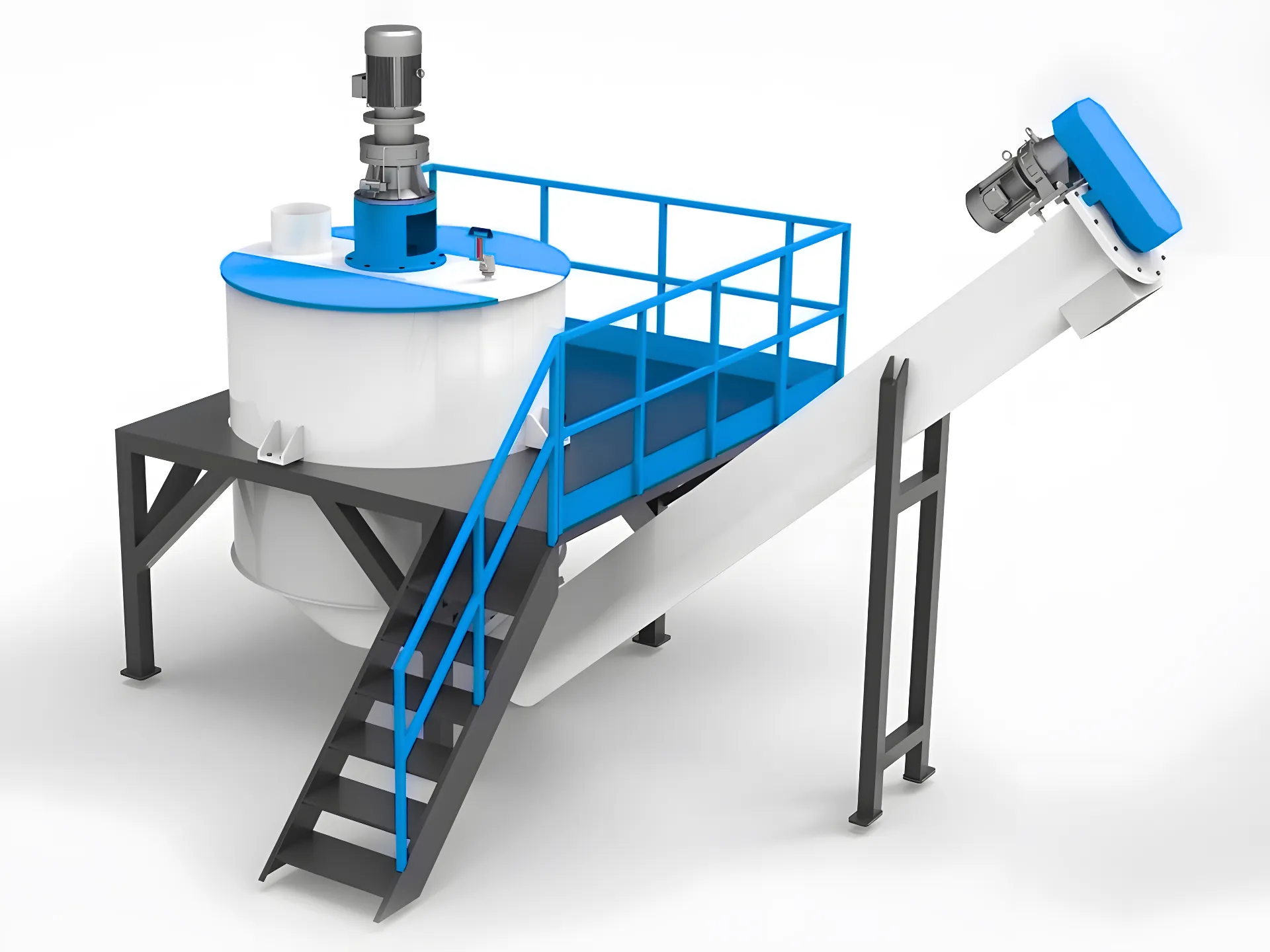
A centrifugal dewatering machine applies high rotational G-forces to separate surface water from suspended plastic flakes. Research on high-density polyethylene (HDPE) film centrifugation demonstrates that flexible materials tend to form a dense "plastic cake" against the outer screen [1]. Capillary action traps residual water within the twisted layers and microscopic pores of this cake.
To break this capillary hold, systems require specific rotor configurations and precise material sizing. Maintaining feedstock flake dimensions between 1 and 2 cm prevents excessive overlapping and minimizes water retention. These systems typically achieve up to a 90% reduction in surface moisture within minutes.
Mechanical Squeezing Principles
Film squeezing machines process washed PP, PE, and woven bags through mechanical compression. A high-torque conical screw forces the wet material against a restrictive die or set of rollers. This physical compaction pushes liquid out through perforated barrel screens.
The intense mechanical friction generated during compaction produces heat, which initiates the evaporation of remaining moisture. This dual-action process lowers the final moisture content to under 5%. Facilities feeding this densified, pre-heated material into extruders regularly observe a 20% increase in pelletizing output [2].
Equipment Specifications and Performance Parameters
The choice between rotation-based and compression-based moisture removal dictates utility requirements and plant layout.
| Parameter | Centrifugal Dewatering | Squeezing Machines |
|---|---|---|
| Primary Mechanism | High-speed rotation (G-force) | Mechanical compaction (Conical Screw) |
| Target Moisture Output | Up to 90% water reduction | Under 5% final moisture |
| Ideal Feedstock | 1–2 cm HDPE/LDPE flakes | Washed PP, PE films, woven bags |
| Operational Advantage | Drops thermal dryer energy use by 15% | Increases extruder throughput by 20% |
| Space Requirement | Vertical or horizontal footprint | Highly compact inline integration |
Feedstock Constraints and Material Compatibility
Machine selection depends heavily on the incoming material geometry and thickness. Thin, highly flexible films dry rapidly under centrifugal forces but require correct screen sizing to prevent material loss. Thicker agricultural mulch films and non-woven fabrics demand the higher mechanical force provided by squeezing equipment.
Engineers must size the motor capacity precisely to the expected throughput. High-volume continuous operation will stall an underpowered rotor, causing immediate line bottlenecks. Operators must also match screen perforation sizes to the target polymer to prevent screen blinding.
Wear Parts, Maintenance, and Uptime Risks
Mechanical dewatering operates under severe friction and high-moisture conditions, accelerating component wear. Preventive maintenance dictates the operational lifespan of the system.
- Rotor Blades and Screw Flights: Subject to constant abrasion from microscopic contaminants; require hardfacing or regular replacement to maintain compression ratios.
- Stainless Steel Screens: Vulnerable to blinding from melted plastics or irregular flakes; require scheduled pressure washing and thickness inspections.
- Bearings and Seals: High-speed operation and water proximity necessitate strict lubrication schedules to prevent catastrophic bearing failure.
- Drive Motors: Belt tension and motor alignment must be checked monthly to prevent power transmission losses.
Commissioning and Site Acceptance Checklist
Verify equipment performance during Factory Acceptance Testing (FAT) or Site Acceptance Testing (SAT) using quantifiable metrics.
- Moisture Content Verification: Collect output samples every 30 minutes to verify final moisture remains under 5% (squeezers) or meets the 90% reduction baseline (centrifuges).
- Throughput and Load Testing: Run the system at 100% rated capacity for 4 continuous hours to monitor for motor amp spikes or thermal overload limits.
- Vibration Analysis: Record baseline displacement on centrifuge bearing housings to detect early signs of rotor imbalance.
- Discharge Consistency: Confirm that automated discharge mechanisms eject the processed material without bridging or jamming in the transition chutes.
Frequently Asked Questions
What causes high moisture retention in centrifugal dewatering systems?
Moisture retention in a centrifugal system typically results from incorrect flake geometry or insufficient rotor speed. HDPE and LDPE films tend to fold and trap water within capillary spaces, forming a dense material cake. Operators must maintain feedstock dimensions between 1 and 2 cm to prevent this capillary trapping. Additionally, screen blinding caused by degraded wipers restricts water ejection. Routine screen inspection and maintaining specified motor speeds ensure the machine achieves the required 90% moisture reduction margin.
How do film squeezing machines impact downstream extrusion energy costs?
Film squeezing machines compress lightweight materials like woven bags and polyethylene films into denser, semi-dry agglomerates. This physical compaction forces water through a barrel screen while generating internal friction heat, which evaporates residual moisture to under 5%. Feeding this dense, pre-heated material into an extruder prevents hopper bridging and stabilizes the melt pressure. Facilities replacing conventional thermal dryers with squeezing equipment frequently measure a 15% drop in total heating costs and a 20% increase in continuous extruder output.
What are the primary failure modes for film squeezing screws?
The most common failure mode for film squeezing screws is abrasive wear on the screw flights, which directly reduces the compression ratio and leaves excess moisture in the plastic. Secondary failures occur in the thrust bearings, which absorb immense axial loads during the compaction process. Insufficient lubrication or overloading the machine with oversized rigid plastics accelerates bearing degradation. Operators must specify hardfaced screw edges and monitor gearbox oil temperatures to maximize component lifespan and prevent unexpected line downtime.
Choosing Between Centrifugal and Squeezer Dewatering for Your Film Line
The decision between a centrifugal dewatering machine and a film squeezer depends on several factors specific to your recycling operation. Here is a practical comparison framework:
Film thickness and type: Thin films (under 30 microns) such as stretch wrap and agricultural film respond best to squeezing machines, which compress moisture out without the risk of film wrapping around a rotor. Thicker films (30–80 microns) like woven bags can be processed in high-speed centrifugal dewatering machines designed for flexible materials.
Target moisture level: Squeezers typically achieve 3–8% moisture content, while high-speed centrifugal machines for film reach 5–10%. For agglomeration or pelletizing, squeezer output is usually sufficient. For direct extrusion of thin film, a squeezer followed by a short thermal drying stage may be needed.
Throughput requirements: Film squeezers handle 300–2,000 kg/hr depending on model size. Centrifugal film dewatering machines typically process 500–3,000 kg/hr. For high-volume lines, centrifugal machines offer higher throughput per unit of floor space.
Energy consumption: Both methods are significantly more energy-efficient than thermal drying. Squeezers consume 15–30 kWh/ton, while centrifugal machines use 10–20 kWh/ton. The energy savings over thermal drying (80–150 kWh/ton) make either method essential for cost-effective plastic film recycling.
Maintenance Considerations for Film Dewatering Equipment
Both centrifugal and squeezer dewatering systems require regular maintenance, but the wear patterns differ:
- Squeezer machines: Main wear items are the screw flights, barrel liner, and discharge die. Abrasive contaminants (sand, glass) in poorly washed film accelerate wear. Typical screw replacement interval is 2,000–4,000 operating hours.
- Centrifugal machines: Screen perforations, bearings, and rotor balance are the primary maintenance concerns. Film wrapping around the rotor shaft is a common issue that requires proper feed preparation. See our centrifugal dryer maintenance guide for detailed schedules.
Regardless of which dewatering method you choose, proper upstream washing and contaminant removal significantly extend equipment life and reduce downtime. A well-designed plastic washing line with effective sink-float separation and friction washing removes the abrasive particles that cause premature wear in dewatering equipment.
Related Equipment & Guides
- Centrifugal Dewatering Machine for Plastic Flakes
- High-Speed Film Centrifugal Dewatering Machine
- Film Squeezer Dryer for PP/PE Film
- Complete Dewatering & Drying Guide
- Centrifugal Dryers vs Air Drying: Energy Comparison

With rising energy costs and stricter recycled-content mandates expected in 2026, relying on outdated grinding technology is no longer viable. Choosing the right plastic pulverizer for your recycling production line directly affects powder quality, daily output, energy bills, and how smoothly the rest of your operation runs.
You feed in clean flakes or granules from your granulator or shredder, and the pulverizer turns them into uniform fine powder that goes straight into rotomolding, masterbatch production, or high-end compounding. Get the match wrong, and you face inconsistent particle sizes, overheating, frequent blade changes, or a bottleneck that slows your entire line.
This guide walks you through every decision point with clear steps, real examples, and practical checklists you can use today. By the end, you will know exactly what to look for and how to confirm your choice fits your 2026 recycling goals.
What a Plastic Pulverizer Does in a Modern Recycling Line
A plastic pulverizer takes rigid or semi-rigid plastic regrind and reduces it to powder, typically 20–120 mesh (roughly 840–125 microns). Unlike granulators that produce chips or flakes for re-extrusion, pulverizers create the fine, flowable powder required for rotational molding tanks and containers, PVC pipe and profile compounding, or color masterbatch.
In a typical modern line, the sequence runs like this:
[ Shredder / Granulator ] ➔ [ Washer & Centrifugal Dryer ] ➔ [ Plastic Pulverizer ] ➔ [ Silo Storage / Pelletizer ]
The pulverizer sits after cleaning and drying because clean, dry input prevents clumping and extends disc or blade life.
Main Types of Plastic Pulverizers You Will Encounter in 2026
Most recycling lines use standard disc or turbo models. Cryogenic units appear when you handle specialty resins or need ultra-fine powder below 100 mesh without quality loss. Here is a quick comparison:
| Pulverizer Type | Best For | Key Advantages | Considerations |
|---|---|---|---|
| Disc Pulverizer | Rigid PVC, PE | Consistent fineness; built-in air/water cooling; long disc life. | Most common & cost-effective. |
| Turbo / Blade | Softer plastics, Film-grade | Uses impact force; higher throughput for specific materials. | May require more frequent blade maintenance. |
| Cryogenic | Heat-sensitive, Tough HDPE | Uses liquid nitrogen to prevent melting & oxidation; ultra-fine output. | Higher upfront and operational costs. |
Step-by-Step Process to Select Your Plastic Pulverizer
Follow these steps in order. Each builds on the last and prevents costly changes later.
Step 1: Define your input material and daily volume
List the main polymers you process: rigid PVC, LLDPE/HDPE film or pipe, PP raffia, or mixed post-industrial regrind. Measure average flake size after your granulator (usually 5–10 mm) and target hourly or daily tonnage. Add a 10–20% buffer so the pulverizer never starves your downstream equipment.
Example: A medium plant running 8 tons per day of PVC pipe regrind needs a model rated for 400–500 kg/h continuous duty.
Step 2: Set your required powder fineness
Rotomolding usually needs 35–60 mesh. High-end masterbatch or thin-wall compounding often calls for 80–120 mesh. Finer powder improves flow and surface finish but raises energy use and wear. Choose a machine with an adjustable classifier or interchangeable screens so you can dial in the exact range without buying a second unit.
Step 3: Match capacity and line integration
Your plastic pulverizer must keep pace with the granulator output and feed the next step without surge bins or downtime. Look for models with variable frequency drives (VFD) on the main motor. They let you slow the rotor when running lighter loads and save 15–25% on electricity compared with fixed-speed units.
Step 4: Evaluate cooling and energy performance
Heat is the enemy. PVC degrades above 160 °C; PE and PP soften and smear. Air-cooled models suit lighter duty, while water-jacketed discs or forced-air vortex systems handle heavier runs. In 2026, top models use high-efficiency IE4 motors and sealed bearings that cut power draw by up to 30% versus older designs.
Step 5: Review automation, safety, and maintenance features
- Automated feeding and discharge reduce labor to one operator.
- Dust collection and closed-loop systems keep the plant clean and meet strict air-quality rules.
- Easy-access doors matter—some models let you swap a full set of discs in under 30 minutes.
- Tip: Quality tungsten-carbide or hardened alloy discs should last 800–1,500 hours on clean PVC.
Step 6: Calculate Total Cost of Ownership (TCO)
Purchase price is only the start. Add energy, maintenance, spare parts, and expected downtime. A $5,000 cheaper machine that needs new discs every 400 hours will cost you far more in the first year than a premium model with longer intervals and lower power use.
📋 Quick Decision Checklist
- [ ] Polymer types confirmed?
- [ ] Target mesh range set?
- [ ] Hourly capacity with 15% buffer calculated?
- [ ] Cooling system matches material heat sensitivity?
- [ ] VFD and automation included?
- [ ] Manufacturer provides test grind on your actual flakes?
- [ ] Spare parts and local service available within 48 hours?
If you answer yes to all seven, you have a strong candidate.
How to Integrate the Pulverizer into Your Full Production Line
- Place the unit after your centrifugal dryer so input stays below 0.5% moisture.
- Use a vacuum loader or screw conveyor with level sensors to keep the hopper at 60–70% full and avoid surges.
- Install a metal detector just before the feed throat—tramp metal destroys discs fast.
- For closed-loop operation, route oversize particles back to the inlet via an air classifier. This raises yield to 95%+ and cuts waste.
Common Pitfalls and How to Avoid Them
- Buying on price alone: Discovering high energy bills or constant blade wear six months later.
- Ignoring material testing: Always send 50–100 kg samples to the supplier for a trial grind.
- Oversizing the machine: Running it at 30% load wastes electricity and causes uneven wear.
- Skipping dust control: Facing regulatory fines or poor workplace air quality.
Maintenance Schedule That Keeps Output High
- Daily: Check inlet and outlet for buildup; inspect dust filters.
- Weekly: Clean classifier screens; grease bearings per manual.
- Monthly: Measure disc gap and adjust; record power draw.
- Every 800–1,200 hours: Rotate or replace grinding elements; perform a full alignment check.
Follow this routine, and you can expect 4–6 years of reliable service before a major overhaul.
What Is Changing in Plastic Pulverizer Technology in 2026
VFDs and smart sensors are now standard on mid-range models, letting you monitor vibration, temperature, and power in real-time through a phone app. New composite disc coatings are extending wear life on abrasive recycled streams. Furthermore, manufacturers are focusing on lower noise (under 85 dB) and modular designs so you can upgrade cooling or classification later without replacing the whole machine.
Frequently Asked Questions (FAQs)
Q: What is the difference between a granulator and a plastic pulverizer?
A: A granulator cuts large plastic pieces into 5–10 mm chips or flakes, suitable for injection molding or re-extrusion. A pulverizer takes those flakes and grinds them into a fine powder (20–120 mesh) needed for rotomolding or compounding.
Q: Can a plastic pulverizer process wet materials?
A: No. Moisture must be kept below 0.5%. Wet materials cause clumping, clog the classifier screens, reduce throughput, and can severely damage the grinding discs. Always use a dryer before pulverizing.
Q: Do pulverizers consume a lot of electricity?
A: They are energy-intensive, but modern 2026 systems featuring IE4 high-efficiency motors, optimized disc designs, and Variable Frequency Drives (VFD) can reduce energy consumption by up to 30% compared to older models.
Ready to Move Forward?
Take your material specs, target capacity, and fineness needs to a few reputable suppliers and request test runs on your actual feedstock. Compare the reports side by side using the checklist above.
If you run a PVC, PE, or PP recycling line and want to see high-efficiency machinery built for continuous duty, explore the advanced PVC and plastic grinding machines at Energycle. Our team can run your samples and show exact performance data tailored to your specific line.
You now have a complete, actionable framework. Use it, test thoroughly, and you will install a plastic pulverizer that boosts output, cuts costs, and delivers consistent powder day after day.
Related Resources
- Industrial PVC Pulverizers
- Micronize Grinding System
- Plastic Granulators
- Vertical Granulator for PVC
- Fully Automatic PVC Pulverizer System


At Energycle, we process thousands of tons of PET bottles each year. We have tested both wet and dry crushing methods in real facilities. Time and again, wet crushing proves its value for operators who aim for high-quality flakes and smooth operations.
Wet crushing adds water directly into the crushing chamber as bottles feed in. This simple step changes the entire process. Water cools the material, rinses away dirt, and helps separate labels early. Dry crushing skips the water, which keeps setup basic but brings challenges like dust and heat.
Operators often ask us why we recommend wet crushing for most PET lines. The reasons come down to better results, lower long-term costs, and easier maintenance. Let us break down the main advantages we see every day.
Superior Contaminant Removal from the Start
Water acts as a built-in rinse during crushing. As blades shred bottles, water washes away sand, grit, paper pulp, and loose adhesives right away. This prevents contaminants from embedding into PET flakes.
In dry systems, labels and glue can smear across surfaces when heat builds up. That forces extra cleaning steps later. With wet crushing, flakes arrive cleaner at the washing stage. Facilities we work with report up to 30% less residue after initial crushing.
This early cleaning pays off in purer output that meets strict standards for food-grade rPET.
Protection of Material Quality and Intrinsic Viscosity
PET degrades when it gets too hot. Friction in dry crushers raises temperatures quickly, which lowers intrinsic viscosity (IV). Lower IV means weaker pellets and lost value.
Water keeps everything cool. It absorbs heat and prevents thermal damage. Tests in our lines show wet-crushed flakes retain higher IV values, often by 0.05–0.1 points compared to dry methods.
Buyers pay more for consistent, high-IV material. Wet crushing helps you deliver flakes that command better prices without extra treatments.
Extended Equipment Life and Reduced Maintenance
Dry crushing creates heavy wear on blades and screens. Abrasive particles like sand grind against metal without lubrication.
Water cushions the action and flushes abrasives away. Blades stay sharper longer, and screens clog less often. Operators tell us they replace blades 40–50% less frequently with wet systems.
Fewer breakdowns mean more uptime and lower repair costs over time.
Safer, Cleaner, and Quieter Operations
Dry crushing produces clouds of dust and plastic particles. That raises safety risks and requires strong ventilation.
Wet methods control dust almost completely. Water binds particles, so the workspace stays cleaner and workers face fewer hazards.
Noise drops noticeably too. The water dampens blade impacts, creating a quieter plant that keeps teams comfortable during long shifts.
Energy Efficiency and Consistent Performance
Water creates a smoother load on motors. Power draw stays steady instead of spiking during tough feeds.
Many lines we install use less electricity overall with wet crushing, even after accounting for pumps. The gains come from efficient cutting and reduced friction.
Practical Tips to Maximize Wet Crushing Benefits
Choose the right water flow. Start at 5–10% of material weight and adjust based on contamination levels. Our wet PET bottle crushers are designed with adjustable water injection systems to make this optimization easy.
Add a pre-sort step. Remove caps and heavy dirt before crushing to ease the load.
Maintain proper pH in the water. Neutral or slightly alkaline levels help loosen labels without harming PET.
Recycle process water. Use filtration and settling tanks to reuse it and cut fresh water needs by up to 70%.
Pair with strong downstream washing. Wet crushing handles the first clean; follow with hot wash and friction separators for top purity.
We guide every Energycle customer through these adjustments during setup. Small changes often boost output quality fast.
Interested in full PET recycling lines? Check our PET bottle washing systems or compare options on our PET recycling equipment guide.
Insights from Industry Sources
Experts back these advantages. A detailed look at wet grinding in plastics recycling highlights reduced power use, quieter runs, and better control of fly-back material. Studies on crushing methods also show wet processes enrich pure components more effectively.
For broader PET recycling context, the EPA notes high recovery potential when processes minimize degradation.
Wet crushing stands out for serious PET recyclers. It delivers cleaner flakes, protects material value, cuts maintenance, and creates a better work environment. Initial setup costs more than dry systems, but the returns in quality and efficiency add up quickly.
Contact Energycle if you want to explore wet crushing for your operation. We share real data from installations that match your scale.
Related Resources
- Wet Plastic Granulator
- PET Bottle Recycling System
- How to Choose a PET Granulator
- Plastic Bottle Crusher Machine
Texas leads the nation in energy production, and that activity generates massive amounts of post-consumer LDPE films. Operators use these flexible polyethylene films for packaging, drum liners, rig covers, and protective wraps across oilfields and gas facilities. Once used, these films often end up contaminated with sand, oil residues, and dirt, which complicates recycling efforts.
Energy companies in Texas face a clear choice. You can send this material to landfills, or you can turn it into valuable pellets for reuse. High-capacity mechanical processing offers a reliable path forward. At Energycle, we help facilities across the state handle thousands of pounds per hour of dirty LDPE films with equipment built for real-world industrial conditions.
Why LDPE Film Waste Builds Up in Texas Energy Operations
The oil and gas industry relies on LDPE films for their strength and flexibility. Workers use them to protect equipment, line containers, and bundle materials on site. After use, these films collect contaminants common in Texas fields:
- Sand and soil from drilling sites
- Oil and chemical residues
- Mixed labels or tapes
These issues make standard recycling lines struggle. Films wrap around shafts, clog filters, or produce low-quality output. Many Texas facilities bale and store this waste, waiting for viable options. Recent market shifts, including facility closures like WM's Natura PCR plant, highlight the need for on-site or regional mechanical solutions that deliver consistent results.
Core Challenges in Processing Dirty Post-Consumer LDPE Films
You know the problems firsthand when you deal with this material daily. Dirty LDPE films demand equipment that handles contamination without constant downtime. Common hurdles include:
- High contamination levels — Sand abrades standard blades and reduces pellet quality.
- Low bulk density — Loose films take up huge volumes in storage and transport.
- Variable moisture — Field-exposed films retain water that affects extrusion.
Facilities that overcome these produce clean, uniform pellets ready for new film or injection molding. The key lies in robust preprocessing and extrusion systems designed specifically for contaminated feeds.
High-Capacity Equipment That Handles Texas Tough Conditions
Energy sector operators need systems that process 2,000 to 5,000 pounds per hour or more. We recommend integrated lines that combine heavy-duty shredding, densification, and extrusion.
Specialized Shredders for Dirty Films
Standard granulators fail on contaminated films because material wraps or floats. Single-shaft shredders with high-torque motors cut through sandy, oily LDPE cleanly. These machines feature reinforced blades and screens that resist wear from abrasives. Learn more about specialized shredders for film recycling on our guide.
Densifiers and Squeezers for Volume Reduction
After shredding, densifiers or squeezers compress fluffy flakes into dense granules. This step removes air and residual moisture while achieving compression ratios up to 50:1. The result: easier feeding into extruders and lower transport costs. See details on plastic film squeezers and density gains.
High-Output Extruders and Pelletizers
Twin-screw or single-screw extruders with strong filtration systems melt and clean the material. Multiple screen changers catch sand and contaminants before pelletizing. Water-ring or strand pelletizers then produce uniform pellets suitable for resale or reuse.
All Energycle systems run on standard U.S. industrial power: 480V, 60Hz, 3-phase. This compatibility means no costly transformers or rewiring when you install in Texas facilities.
Step-by-Step Guide to Set Up Your LDPE Film Processing Line
Follow these practical steps to process dirty post-consumer LDPE films effectively:
- Collect and Sort → Bale films on site and separate obvious non-plastics like metal straps.
- Shred → Feed bales into a high-torque shredder to create uniform pieces.
- Densify → Run shredded material through a squeezer or agglomerator to boost density and remove moisture.
- Extrude and Filter → Melt the densified material and push it through fine screens to remove contaminants.
- Pelletize and Cool → Cut hot strands or die-face pellets and cool them for packaging.
This mechanical approach produces pellets with melt indexes suitable for film blowing or molding. Many Texas operators achieve payback in 12 to 24 months through avoided disposal fees and pellet sales.
Real Benefits for Texas Energy Companies
Facilities that invest in high-capacity lines gain control over waste streams. You reduce landfill costs, meet sustainability goals, and create a new revenue source from pellets. The U.S. Environmental Protection Agency notes that mechanical recycling conserves energy and reduces emissions compared to virgin resin production.
The American Chemistry Council reports growing demand for post-consumer resins in packaging applications.
Texas energy operators also benefit from local support and equipment designed for American power standards. Energycle systems stand up to the sandy, oily conditions common in Permian Basin and Eagle Ford operations.
Ready to process your post-consumer LDPE films at scale? Contact Energycle for a custom line consultation built for Texas energy needs. Explore our LDPE film densification solutions or complete pelletizing guide to get started.
External resources:
Related Resources
- PP/PE Film Pelletizing Machine
- PP PE Film Washing Line
- Plastic Film Agglomerator
- Film Squeezer Dryer
- What Is a Plastic Film Densifier?

A "Jack of all trades" shredder is a master of downtime. While it is tempting to buy one machine to process "everything" (Purging, Film, Pipe, Pallets), the physics of material reduction dictate that you will lose 30-40% efficiency on every ton. This guide explains why specialization is the only path to profitability.
Related equipment: PE/PP film shredder, rigid plastic shredder.
1. The RPM Mismatch
- Film/Fiber (Soft): Requires High Torque + High Speed (80-100 RPM). You need momentum to shear the material before it stretches.
- Hard Plastic (Lumps): Requires High Torque + Low Speed (40-60 RPM). High speed causes the rotor to bounce off the block, creating shock loads.
- The "Universal" Compromise: A machine running at 70 RPM is too fast for lumps (shock) and too slow for film (jamming).
2. Rotor Geometry: Spline vs. Smooth
- Film/Fiber: Often uses an Anti-Winding Spline Rotor. The raised surfaces prevent the material from lying flat and wrapping.
- Rigid Plastic: Uses a Smooth Rotor. Splines would create stress concentration points that could crack when hitting a solid block of PP.
- Result: Running film on a smooth rotor often leads to wrapping. Running dense lumps on a spline rotor can increase stress concentrations and risk mechanical damage, depending on rotor design and control settings.
3. Ram Logic (Hydraulics)
- Film: Light and fluffy. Requires a Turbo Ram (fast approach, low pressure) to constantly force material into the blades.
- Pipe/Purging: Dense and solid. Requires a Load Sensing Ram (slow approach, high pressure) that "nibbles" the material to prevent stalling.
- Conflict: A universal ram logic will either overfeed the lumps (stall) or underfeed the film (throughput drop).
4. Screen Design
- Film: 40mm screen with 50% Open Area.
- Rigid: 40mm screen with 35% Open Area (stronger web thickness).
- Failure: Running lumps on a film screen will bend or break the screen due to lack of structural rigidity.
Conclusion
Buying two specialized machines (one for film, one for rigid) often has a lower Total Cost of Ownership (TCO) than buying one "Universal" machine that runs at 60% efficiency and requires constant maintenance.
References
[1] "Efficiency in Plastic Recycling," Waste Management World. Efficiency in Plastic Recycling
[2] "Design Principles of Industrial Shredders," Journal of Engineering. Design Principles of Industrial Shredders
Related Resources
- PE/PP film shredder
- Browse plastic shredders
- Shredder vs granulator vs pelletizer
- Fiber & textile shredder