
Primary Size Reduction for Tire Recycling
Industrial Tire Shredder Machine for Waste Tire & Tyre Recycling
Convert debeaded car and truck tires into uniform chips for pyrolysis, tire-derived fuel, civil engineering fill, or downstream granulation. This low-speed, high-torque tire shredding machine is engineered industrial tire shredding equipment built for stable throughput, lower blade wear, and easy handling of bulky waste tires. Tire shredders for sale in two capacity classes.
Why This Tire Shredder Works in Real Recycling Plants
The first shredding stage sets the economics of a tire recycling project. Stable feed, controlled chip size, and manageable wear matter more than headline power alone.
High Torque for Dense, Elastic Tire Bodies
A planetary gear reducer delivers the low-speed, high-torque cutting force needed for whole passenger and truck tires, helping the machine pull material consistently instead of skating over the tread.
Low-Noise Operation
The slow-speed design supports a more stable shredding cycle with less shock and lower operating noise than high-speed reduction equipment.
Wear-Resistant Alloy Cutting Edges
Hard-alloy blade edges are built for abrasive service, helping plants maintain chip quality and reduce the frequency of unplanned blade intervention.
Blade Service Without Full Chamber Dismantling
The shredding chamber is arranged for practical maintenance access, so operators can replace wear parts faster and shorten downtime during routine servicing.
Uniform Chip Sizing for Downstream Value Recovery
An integrated rotary screener controls discharge size, producing more uniform tire chips for pyrolysis feed preparation, TDF, civil engineering use, or further granulation.
Lower Transport and Storage Cost
Reducing bulky tires into chips cuts the storage footprint and makes the material easier to convey, stockpile, and load into the next process.
Where Tire Shredder Output Creates Commercial Value
Uniform tire chips are easier to sell, meter, and process than whole waste tires. This makes the shredder a key entry machine in several tire recycling flows.
Tire-Derived Fuel
Sized chips are used as a high-calorific alternative fuel in cement kilns, paper mills, and industrial boilers.
Pyrolysis Feed Preparation
Stable chip size improves metering and reactor feeding for plants recovering pyrolysis oil, carbon black, and steel.
Civil Engineering Fill
Processed tire chips can be used in lightweight fill, embankments, drainage layers, and landfill engineering projects.
Crumb Rubber Lines
As a primary shredder, the machine prepares tire chips for granulators, steel separation, fiber removal, and powder milling.
Volume Reduction at Collection Yards
Reduce transport inefficiency and storage pressure when waste tires accumulate faster than downstream processing capacity.
Integrated Tire Recycling Projects
Fits into full tire recycling systems where debeading, shredding, granulation, and steel liberation are designed as one line.
Recommended Tire Shredding Workflow
The tire shredder performs best when the upstream bead-removal step is done correctly and the downstream chip target is defined before installation.
Remove the Bead Wire
Debeading protects the cutter set from concentrated steel at the tire sidewall and improves downstream reliability.
Feed Whole Tires
Passenger and truck tires are loaded into the hopper according to the selected model and feed opening.
High-Torque Primary Shredding
The low-speed cutting system tears the tire body into manageable rubber pieces with controlled load and steady rotation.
Screen and Discharge Chips
The rotary screener defines the chip size so the output matches downstream pyrolysis, TDF, or granulation requirements.
Remove the Bead Wire
Debeading protects the cutter set from concentrated steel at the tire sidewall and improves downstream reliability.
Feed Whole Tires
Passenger and truck tires are loaded into the hopper according to the selected model and feed opening.
High-Torque Primary Shredding
The low-speed cutting system tears the tire body into manageable rubber pieces with controlled load and steady rotation.
Screen and Discharge Chips
The rotary screener defines the chip size so the output matches downstream pyrolysis, TDF, or granulation requirements.
Dedicated Tire Shredder vs General-Purpose Low-Duty Reduction
Waste tires are elastic, dense, and dirty. A machine built for rigid plastics alone is often not the right answer for continuous tire processing.
| Decision Factor | This Tire Shredder | Low-Duty General Reduction Setup |
|---|---|---|
| Torque Reserve for Tire Bodies | Built for dense, elastic tire structures and continuous heavy load | More likely to stall or wear quickly on heavy tire service |
| Chip Size Control | Rotary screening helps standardize the discharged chip size | Output can be less consistent without integrated sizing control |
| Blade Maintenance Access | Service-oriented chamber design reduces maintenance downtime | Maintenance procedures can be slower and less practical |
| Best Downstream Fit | Pyrolysis, TDF, tire recycling lines, and civil engineering applications | Often suitable only for lighter-duty pre-breaking or intermittent use |
| Project Goal | Built for profitable waste tire volume reduction and controlled chip production | Better as a compromise machine than a tire-focused production unit |
Technical Specifications
Typical tire shredder configurations for passenger and truck tire processing. Final throughput depends on tire construction, pre-treatment quality, and selected output size.
| Parameter | RTMSS900 | RTMSS1300 |
|---|---|---|
| Capacity | 0.8-3 t/h | 2-5 t/h |
| Feeding Size | ≤ Phi850 mm | ≤ Phi1250 mm |
| Output Size | ≤ 50 x 50 mm | ≤ 60 x 60 mm |
| Motor Power | 45 + 4 kW | 155 + 7.5 kW |
| Main Shaft Speed | 16 rpm | 13 rpm |
| Machine Weight | 7.6 tonne | 21 tonne |
Tire Shredder for Sale: Price, Options, and Lead Time
A tire shredder machine for sale is quoted per project rather than as a fixed shelf price. The cost of a tire shredding machine depends on capacity, automation, and the recycling line it has to feed.
What Drives Tire Shredder Price
Tire shredder price scales with rotor size, motor power, and throughput. A compact RTMSS900 unit rated for 0.8-3 t/h sits well below a high-capacity RTMSS1300 industrial tire shredder line. Steel-belt and OTR tire handling, integrated screening, and conveyors also move the final cost, so a precise quote follows your tons-per-hour target and output spec.
New, Portable, and Mobile Options
We supply new industrial tire shredding equipment rather than used units, with stationary, portable, and skid-mounted mobile tire shredder layouts available for sale depending on site and project scale.
Lead Time and Shipping
Typical production lead time runs a few weeks after the configuration is confirmed. Machines ship worldwide, and we support container loading, installation guidance, and commissioning at the destination plant.
Get an Exact Tire Shredder Quote
Send your tire type, maximum diameter, target tons per hour, and chip size. We will return a tire shredder machine price for the right model and the recommended pre-treatment and downstream line, so the figure reflects your real scrap tire recycling needs. New to sizing? Read our tire shredder guide on types, capacity, and cost. Request a quote.
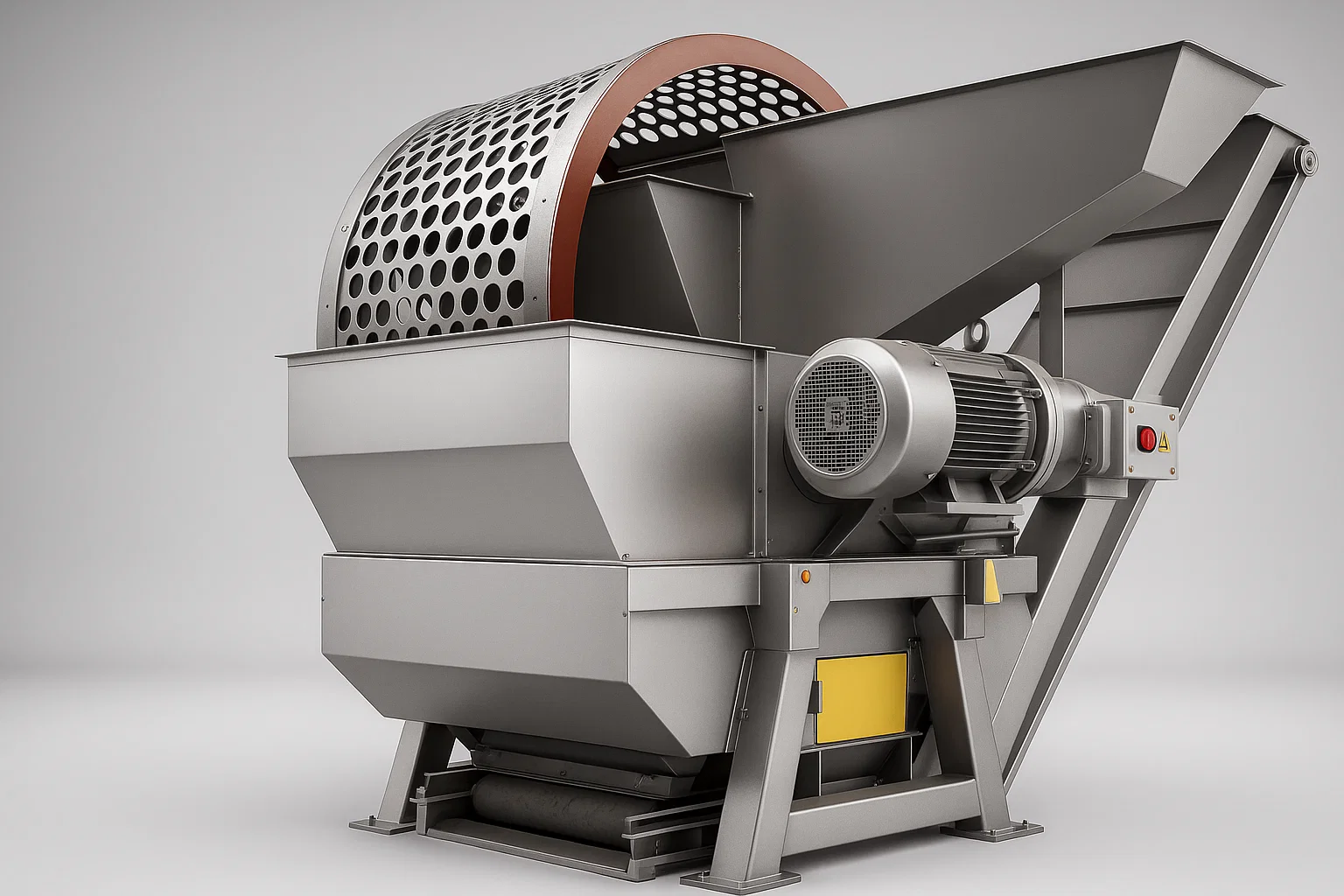
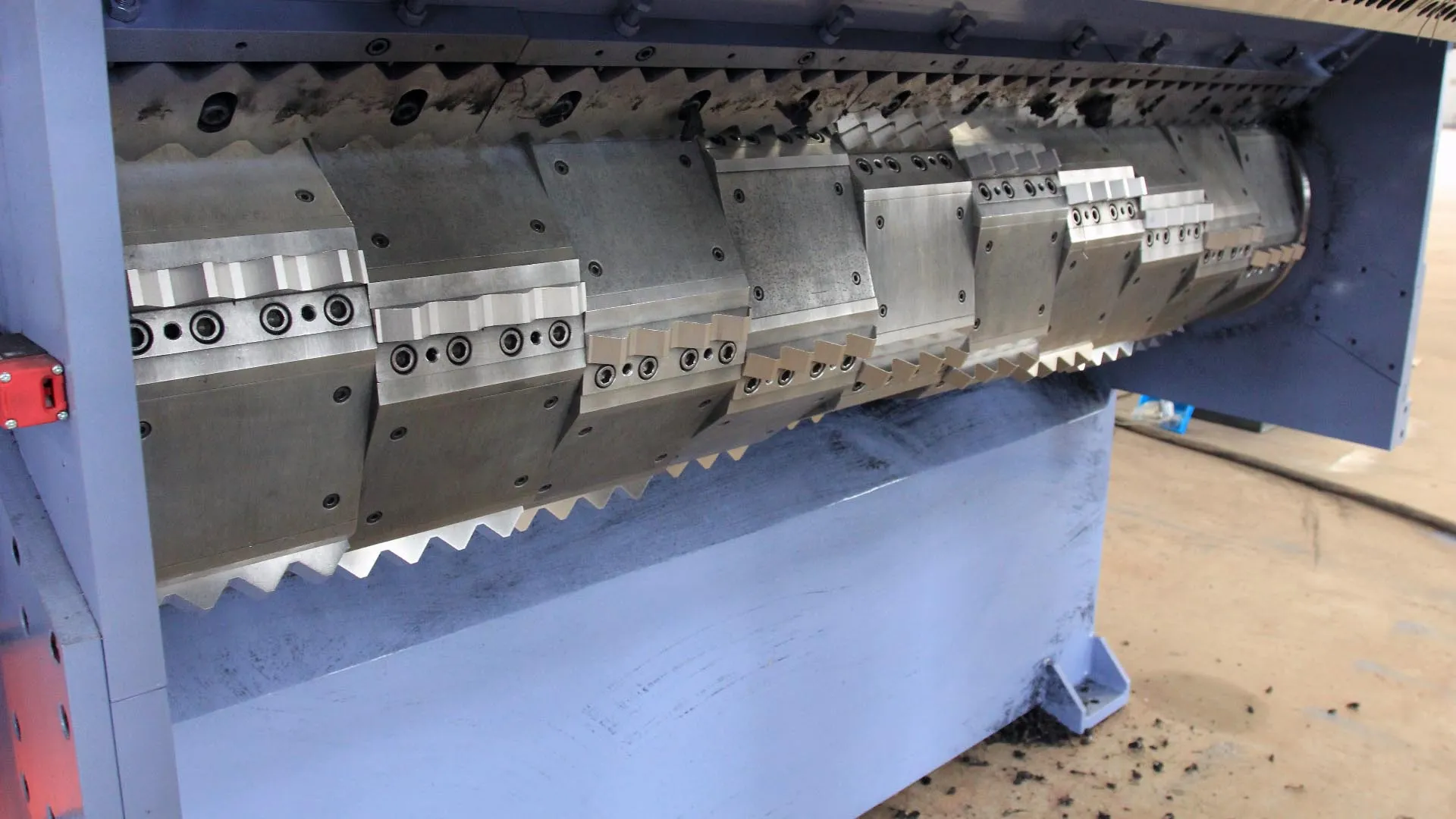
Machine Gallery
Reference views of tire shredding equipment used in heavy-duty recycling applications.



Watch the Tire Shredder in Operation
See how debeaded tires are reduced into uniform chips ready for the next stage of recycling.
Reliable Support Throughout the Equipment Lifecycle
From installation planning to routine maintenance, our service team helps keep your equipment operating safely, consistently, and efficiently.
1-Year Limited Warranty
Coverage includes manufacturing defects in major mechanical and electrical components for one year. Normal wear parts and damage caused by improper operation are handled separately.
Installation Guidance
We provide layout, foundation, utility, clearance, line-integration, and commissioning guidance to support a smooth installation and reliable startup.
Spare Parts Supply
Replacement wear parts, bearings, seals, sensors, electrical components, and other service items are available for scheduled maintenance and long-term operation.
Technical Assistance
Remote troubleshooting, operating recommendations, maintenance guidance, and optional on-site service are available when your project needs additional support.
Frequently Asked Questions
Common questions about tire preparation, chip sizing, maintenance, and downstream use.
A tire shredder (or tyre shredder) is a heavy-duty machine that reduces whole or pre-cut tires into 25-100 mm pieces through high-torque shearing. It uses counter-rotating shafts, or a single shaft with a hydraulic ram, to process tires including embedded steel belts and bead wire. The output feeds secondary granulators for further size reduction.
Tire shredders range from 1-2 tonnes/hr for small single-shaft models to 10-20 tonnes/hr for large double-shaft industrial units. Capacity depends on tire type (passenger vs truck/OTR), pre-processing (whole vs pre-cut tires), and target output size. Most recycling operations use 3-8 tonne/hr capacity shredders.
Yes. For best performance and blade protection, the bead wire should be removed before shredding. Debeading reduces concentrated steel impact at the sidewall and helps the line run more reliably.
The RTMSS900 is suitable for feed up to Phi850 mm, while the RTMSS1300 handles larger tires up to Phi1250 mm. Final model selection depends on tire diameter, sidewall thickness, and target hourly throughput.
The discharge size is controlled by the integrated rotary screener. Selecting the correct screen arrangement helps match the shredder output to pyrolysis, TDF, civil engineering, or granulation requirements.
The cutting edges are made from wear-resistant alloy material and designed for easier replacement access. Routine service is faster because the chamber does not need to be fully dismantled for normal blade maintenance.
In many projects, yes. The answer depends on the downstream feed specification. If the chip size and cleanliness match the receiving process, the shredded output can be fed directly to pyrolysis or used as tire-derived fuel.
Tire shredder price is project-based. A small RTMSS900 unit costs significantly less than a high-capacity RTMSS1300 industrial line. The final cost depends on throughput, motor power, steel-belt handling, screening, and conveyors. Share your target tons per hour and output size and we will quote the exact tire shredder machine price.
Yes. Besides stationary plants, skid-mounted and portable tire shredder layouts are available for sale for sites that need to relocate the machine or run a mobile tire shredding setup. We supply new equipment configured for your capacity and site rather than used units.
Yes. This scrap tire shredder handles steel-belted passenger and truck tires. We still recommend removing the bead wire first to protect the cutters; the high-torque shafts then process the steel-reinforced carcass into uniform chips for downstream recycling.
Plan the Right Tire Shredding Setup
Send us your tire type, maximum tire diameter, expected tons per hour, and target chip size. We will recommend the correct model, pre-treatment step, and downstream line layout.