

Nonwoven PP Scrap Recycling Pellet Production
PP Meltblown Nonwoven Pelletizing Line
A PP meltblown pelletizing line designed for post-industrial meltblown fabric, spunbond offcuts, filter media trim, and other lightweight PP nonwoven scrap. Integrated compaction, gentle extrusion, vacuum degassing, melt filtration, and pelletizing help convert fluffy production waste into reusable PP pellets with more stable handling and storage.
Why This Pelletizing Line Fits Meltblown and Nonwoven PP Scrap
Meltblown and nonwoven PP are difficult to feed consistently because they are fluffy, light, and often carry residual finish oil or moisture. This layout is built to solve those feed and stability problems before pellet cutting.
Built for Low-Bulk-Density Nonwoven Feed
The front-end compaction stage helps densify fluffy PP scrap so the extruder sees a steadier and more controllable intake than it would with loose fabric alone.
In-House Scrap Recovery
Production trim and offcuts can be pelletized directly for internal reuse, reducing disposal cost and helping factories close the loop on PP nonwoven waste.
Gentler Plasticization
The process is designed to stabilize melting and reduce unnecessary thermal stress so recycled PP remains more useful for downstream blending and conversion.
Degassing and Filtration Improve Pellet Quality
Vacuum degassing helps remove moisture and volatiles, while screen changing removes residual contamination before the pelletizing step.
Uniform Pellets Are Easier to Store, Dose, and Blend
Pelletizing converts bulky nonwoven scrap into a denser output format that is easier to store, transport, and meter into later extrusion or molding workflows.
Configured Around Throughput and Fabric Type
Capacity, compaction level, filtration setup, and pelletizing arrangement can be matched to your PP scrap density, cleanliness, and target kg/h.
Typical Materials and Application Scope
This line is intended for relatively clean PP nonwoven production scrap where the goal is pellet recovery rather than only size reduction.
Meltblown Filter Media Trim
Processes post-industrial meltblown trim and edge waste generated during filter, mask, and technical fabric production.
Spunbond and SMS Nonwoven Scrap
Suitable for spunbond, SMS, and related PP nonwoven offcuts that need densifying before stable extrusion.
Production Offcuts and Roll Ends
Handles roll change trim, side trim, and fabric offcuts from continuous nonwoven production lines.
Protective Fabric Scrap
Works on clean post-industrial PP fabrics from hygiene, medical, filtration, and protective textile applications.
Factory Internal Reuse Programs
Fits plants that want to reprocess internally generated nonwoven waste into pellets for controlled reuse or compounding.
PP Pellet Feed Preparation
Turns fluffy scrap into a more manageable pellet format for storage silos, dosing systems, and downstream blending.
How the PP Nonwoven Pelletizing Workflow Runs
The process is designed to solve feed instability first, then protect melt quality through controlled extrusion, filtration, and pelletizing.
Feed and Densify the Fabric Scrap
Loose meltblown or nonwoven PP enters the cutter compactor, where the material is cut, mixed, and densified before extrusion.
Extrude and Plasticize Gently
The densified material is melted in the extruder under controlled thermal conditions to preserve process stability.
Remove Moisture and Volatiles
Vacuum degassing helps reduce residual moisture, trapped gas, and surface finish volatiles that would otherwise disturb pellet quality.
Filter the Melt Continuously
Screen changers remove residual contamination before the melt goes to the pelletizing head.
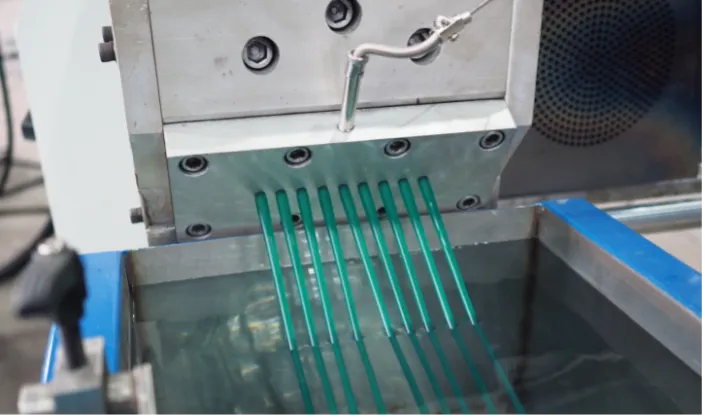
Pelletize, Cool, and Dry
The melt is cut into pellets, then cooled and dried so the final PP output is easier to handle and reuse.
PP Meltblown Pelletizing Line vs Other Flexible Scrap Routes
The right solution depends on whether your priority is direct pellet recovery from nonwoven PP, broader film handling, or simpler densification.
| Decision Factor | PP Meltblown Pelletizing Line | PP PE Film Pelletizing Machine | Plastic Film Agglomerator |
|---|---|---|---|
| Best Feed Type | Meltblown, spunbond, and fluffy PP nonwoven scrap | Washed PE or PP film flakes and flexible regrind | Dry loose film or bags needing simple densification |
| Output Format | Reusable PP pellets | Uniform pellets | Densified agglomerate rather than full pellet output |
| Degassing and Filtration | Strong fit for finish oil and moisture control | Good for washed film feed | No full melt filtration stage |
| Use Case Priority | In-house recovery of nonwoven PP production waste | Flexible film recycling and pellet resale | Upstream densification before later extrusion |
| System Complexity | Moderate integrated pelletizing workflow | Moderate integrated pelletizing workflow | Simplest route |
Machine Specifications
These capacities are typical references for clean or relatively clean post-industrial PP nonwoven scrap. Final output depends on bulk density, contamination, and target pellet quality.
| Model | Screw Dia. (mm) | Compactor Power | Extruder Power | Capacity |
|---|---|---|---|---|
| SJ85 | 85 | 37 kW | 45 kW | 160 - 220 kg/h |
| SJ100 | 100 | 55 kW | 90 kW | 300 - 380 kg/h |
| SJ120 | 120 | 90 kW | 132 kW | 450 - 550 kg/h |
| SJ160 | 160 | 132 kW | 250 kW | 800 - 1000 kg/h |
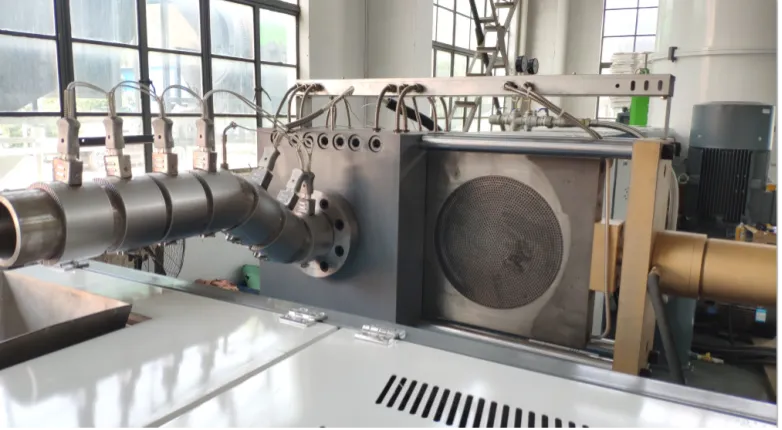
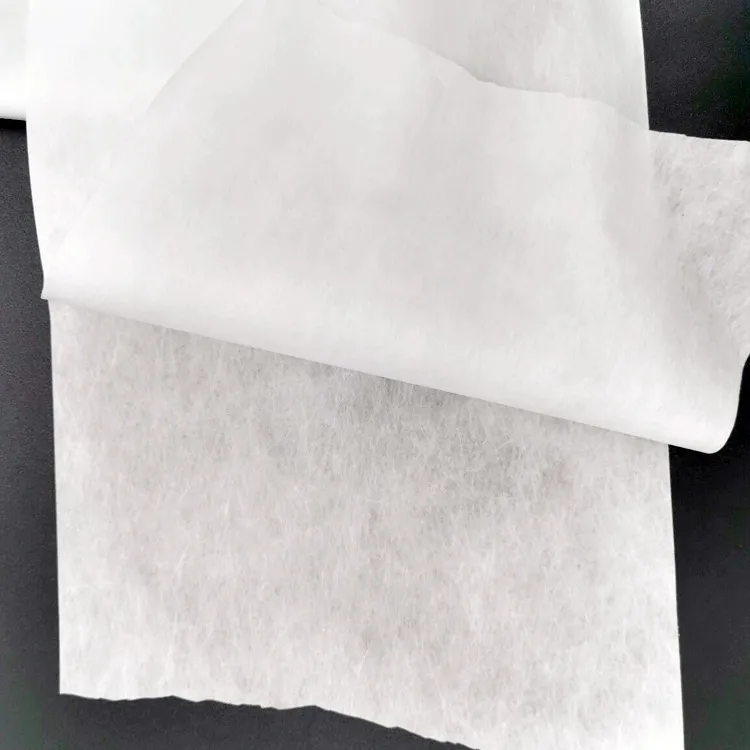
Machine Gallery
Reference views of the nonwoven pelletizing line, filtration section, die head, and incoming meltblown material.

Frequently Asked Questions
Common questions from factories planning in-house PP nonwoven and meltblown recycling.
Meltblown and similar nonwoven PP have very low bulk density. The cutter compactor densifies the material and stabilizes feed so the extruder can run continuously instead of surging or starving.
That depends on the product type, quality target, and blending ratio. Many factories reuse part of the recycled pellet stream in non-critical layers or controlled formulations after testing.
Moisture, finish oil, dust, and mixed polymer contamination have the biggest effect on extrusion stability and pellet quality. Cleaner, more uniform PP scrap always improves results.
The models shown here cover roughly 160 to 1000 kg/h. Final sizing depends on scrap density, cleanliness, and the pellet quality target.
Please share material photos, fabric type, contamination level, moisture condition, target kg/h, and whether the pellets will be reused internally or sold.
Need a Pelletizing Line for PP Nonwoven Scrap?
Send us your material details, target throughput, and reuse objective. We will help match the compaction, extrusion, filtration, and pelletizing layout to your production waste stream.