
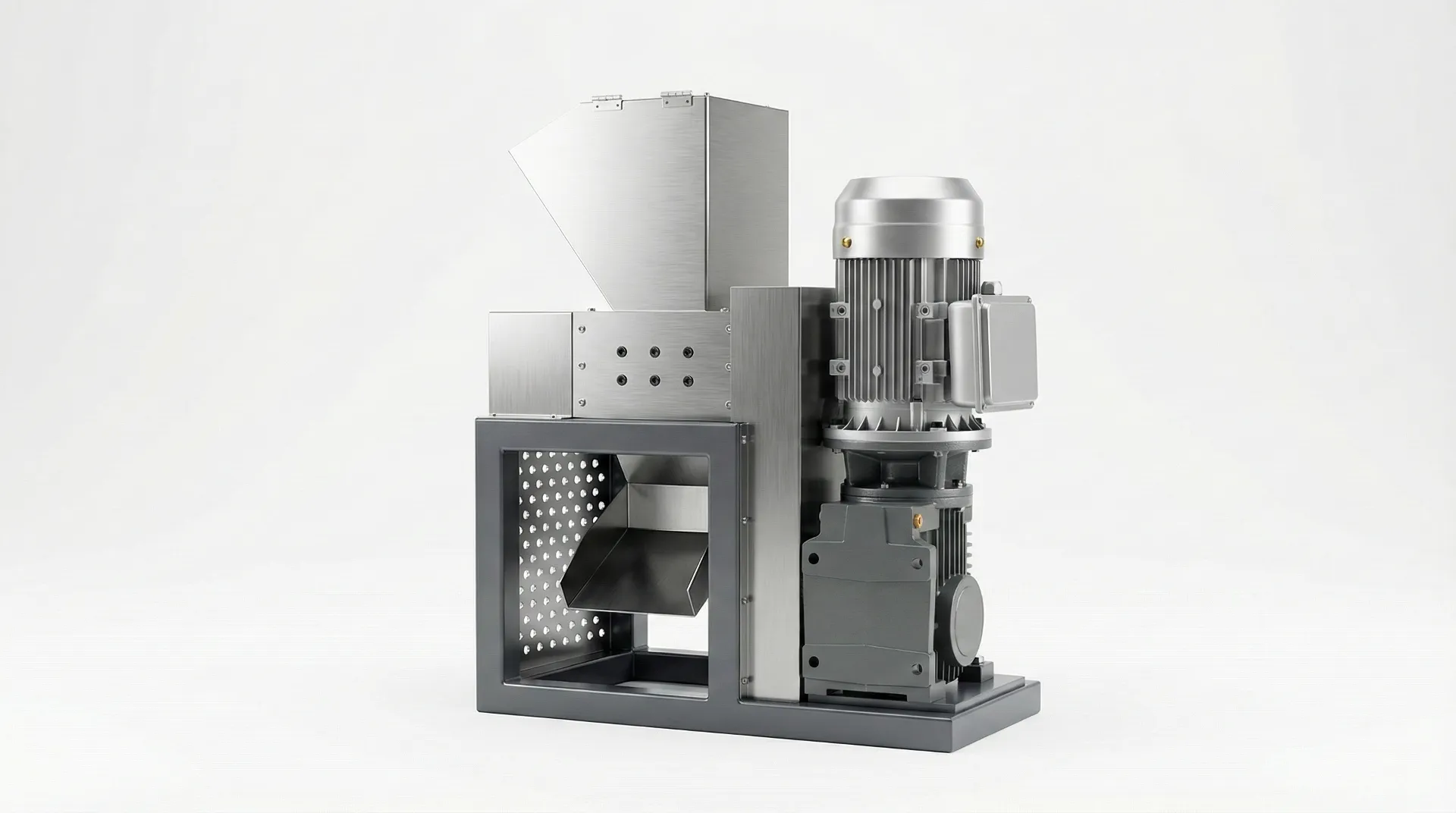
Triturador de mesa compacto para reciclagem de plástico em pequenos lotes
Transforme resíduos de impressão 3D, tampas de garrafa e garrafas PET preparadas em material reciclado de 3 a 6 mm para reutilização e como matéria-prima para extrusão de filamentos.
Compatibilidade do material de entrada
Confirme o comportamento do polímero, a geometria dos resíduos e o nível de contaminação em relação à abertura de alimentação e ao conjunto de lâminas.
A seleção começa com a adequação da matéria-prima. Defina sua família de polímeros principal, o formato da sucata e a maior peça que deve passar pela abertura de 120 x 200 mm sem força manual. Sucatas rígidas e limpas geralmente se cortam de forma consistente e produzem material moído estável.
Filmes e materiais elásticos podem formar pontes ou enrolar-se, podendo exigir pré-corte e alimentação controlada. A contaminação por elementos como areia, papel e metal aumenta o desgaste da lâmina e a frequência de manutenção, portanto, deve ser declarada antecipadamente para um planejamento de serviço realista e critérios de teste.
Sucata e rejeitos de produção rígida
Canais de alimentação, canais de distribuição, peças de paredes espessas e recipientes rígidos. Confirme a espessura e dureza máximas para uma carga de corte estável e vida útil da aresta de corte.
Filmes finos e retalhos de folhas
Filmes de PP e PE, além de aparas em folha. Especifique a espessura e o comprimento pré-cortado para reduzir a formação de pontes e o enrolamento.
Resíduos de impressão 3D e sobras de protótipos
Impressões com defeito e sobras (PLA/PETG/ABS). Confirme o tamanho do material reciclado e o método de manuseio subsequente.
Correntes mistas e materiais elásticos
Polímeros mistos, borracha ou sucata contaminada exigem um ensaio de aceitação e um limite de contaminação definidos.
Especificações principais
Dimensões principais, opções de lâminas e configuração elétrica para comparação de produtos.
Utilize os dados abaixo para confirmar o ajuste da abertura de alimentação, a capacidade do sistema de acionamento e as opções de ajuste de lâminas para o material a ser retificado. Para garrafas PET, planeje a preparação: remova as tampas e os rótulos, enxágue, seque e corte no tamanho adequado à abertura.
| Dimensões da porta de alimentação | 120 mm x 200 mm |
| Produção alvo de moagem | 3-6 mm (dependendo da aplicação) |
| Taxa de transferência típica | 1-5 kg/h (dependendo do material) |
| Modelo Blade A | 22 lâminas rotativas e 22 lâminas fixas (5 mm de largura) |
| Modelo Blade B | 36 lâminas rotativas e 36 lâminas fixas (3 mm de espessura) |
| Diâmetro da lâmina rotativa | 100 mm |
| Material da lâmina | Aço Industrial Rápido H13 |
| Potência do motor | 1,5 kW com caixa de engrenagens |
| Tensão | Personalizável (opções de 110V/220V) |
| Peso da máquina | 101 kg |
| Dimensões gerais (C x L x A) | 650 x 300 x 780 mm |
Nota: As especificações são apenas para referência. Confirme a configuração final antes de fazer o pedido.
Saída de retificação de 3 a 6 mm
Dimensionado para alimentação consistente em extrusoras de pequeno porte e armazenamento controlado entre as etapas.
Para extrusão de filamentos 3D e reutilização em pequenos lotes, a consistência do material reciclado é mais importante do que a velocidade máxima de corte. Esta unidade é configurada para uma faixa de saída de 3 a 6 mm (dependendo do material), o que facilita a secagem, o armazenamento e a dosagem no funil da extrusora de filamentos.
Se você busca uma faixa de tamanho mais justo, adicione a tela após a trituração.

Produção de pequenos lotes
Resultados práticos para fluxos de trabalho de reciclagem doméstica e laboratorial.
A taxa de produção típica é de 1 a 5 kg/h, dependendo do tipo de polímero, da espessura da peça e da consistência da alimentação. Retalhos rígidos e limpos geralmente são processados mais rapidamente do que filmes finos e formatos irregulares.
Ao alimentar uma extrusora de filamentos, calcule a produtividade em todo o fluxo de trabalho, não apenas na trituração. O tempo de secagem, a peneiração (opcional) e a segregação do polímero geralmente controlam a produção efetiva.
Seleção do modelo de lâmina
Escolha o conjunto de lâminas que corresponda ao tamanho de afiação desejado e ao comportamento do material.
Conjunto de facas Modelo A (5 mm)
Facas mais largas com menos cortes por revolução. Geralmente preferidas para peças mais espessas e para afiação em geral, onde a tolerância é fundamental.
Conjunto de facas Modelo B (3 mm)
Lâminas mais finas com mais cortes por revolução. Geralmente preferidas para uma alimentação de reafiação mais precisa e consistente.
Facas de aço ferramenta H13
Projetada para impacto repetido e controle de desgaste. A vida útil da lâmina depende muito da limpeza da alimentação e da carga abrasiva.
Limpeza para frente/para trás
Auxilia na recuperação de eventos de ponteamento ou sobreposição sem desmontagem e suporta operação diária estável.
Coleta e armazenamento
Mantenha o material reciclado limpo, seco e fácil de alimentar em uma extrusora de filamento.
Defina como você coleta o material reciclado (recipiente, balde ou saco), como o mantém seco e como o transfere para a tremonha da extrusora sem derramar partículas finas. Se você recicla vários tipos de plástico, etiquete os recipientes e evite misturar polímeros, a menos que o processamento subsequente permita.
1. Preparar e carregar
Lave e seque as garrafas, remova os rótulos/tampas e corte os pedaços para que se ajustem à abertura de alimentação.
2. Triture e limpe
O conjunto de lâminas e a transmissão por engrenagens permitem a reafiação. A função de avanço/retrocesso auxilia na recuperação de cortes em forma de ponte ou emaranhamento.
3. Recolher e armazenar
Recolha em recipiente hermeticamente fechado. Se necessário, seque e armazene por tipo de polímero antes da extrusão.
Operação e Segurança
Controles simples, manuseio seguro e limpeza previsível para uso doméstico e em laboratório.
Utilize uma posição estável e mantenha as mãos e as ferramentas afastadas da abertura de alimentação durante a operação. O controle de avanço/retrocesso permite desobstruir filamentos causados por filme plástico ou formatos irregulares.
Mantenha metais, pedras e sujeira abrasiva longe da área de alimentação para reduzir o desgaste. Quando a qualidade do corte diminuir ou a força de corte aumentar, planeje a limpeza e a manutenção das lâminas. Manter um conjunto de lâminas sobressalentes reduz o tempo de inatividade.
Fotos e vídeo de demonstração
Veja o conjunto de lâminas, os controles e uma breve demonstração em funcionamento.
As imagens mostram o conjunto de lâminas e o layout de controle para a limpeza em sentido horário/reverso. Na demonstração, verifique a uniformidade da saída, o nível de partículas finas e se a coleta em recipientes ou sacos permanece limpa e controlada.



Perguntas frequentes
Respostas rápidas para sistemas de reciclagem domésticos e de laboratório.
Que tipos de plástico posso triturar para obter filamentos ou reutilizar?
Os materiais típicos para impressão 3D incluem resíduos (PLA, PETG, ABS), tampas de garrafa (HDPE/PP) e pedaços de garrafas PET já preparadas. Mantenha o material limpo, seco e separado por tipo de polímero. Evite metal, pedras, vidro e sujeira abrasiva.
Qual é o tamanho da saída?
A saída desejada é de 3 a 6 mm (dependendo do material). Se sua extrusora precisar de uma faixa de tamanho mais estreito, adicione uma peneira após a trituração.
Qual a quantidade de material que consegue processar?
A capacidade de produção típica é de 1 a 5 kg/h, dependendo do tipo de polímero, da espessura e da consistência da alimentação. O tempo de preparação geralmente define a taxa geral do fluxo de trabalho.
Há disponibilidade de 110V?
Sim. A voltagem é personalizável (opções de 110V/220V). Confirme sua região e o tipo de tomada ao solicitar o preço.
Preciso secar o material antes da extrusão?
Para a maioria dos fluxos de trabalho com filamentos, sim. A umidade pode causar bolhas, diâmetro inconsistente e acabamento superficial ruim.
Que tipo de manutenção devo esperar?
Mantenha a câmara de corte limpa e evite a entrada de partículas abrasivas. Quando a qualidade do corte diminuir ou a carga aumentar, inspecione e faça a manutenção das lâminas.
Preços e disponibilidade
Verifique o preço, a opção de voltagem e o modelo de lâmina para o seu fluxo de trabalho de reciclagem.
Para confirmar a configuração e o preço, informe o que você pretende reciclar (impressões em PLA/PETG/ABS, tampas de garrafa, garrafas PET), o tamanho de saída desejado e o modelo de faca de sua preferência.
Inclua esses detalhes para uma resposta mais rápida:
- Materiais: PLA/PETG/ABS, tampas (HDPE/PP) ou flocos de garrafas PET.
- Qual o maior tamanho de pedaço que você deseja alimentar?
- Preferência pelo modelo de lâmina: 5 mm (geral) ou 3 mm (alimentação mais precisa)
- Opções de voltagem: 110V ou 220V
- Cidade e país para estimativa de frete e prazo de entrega