
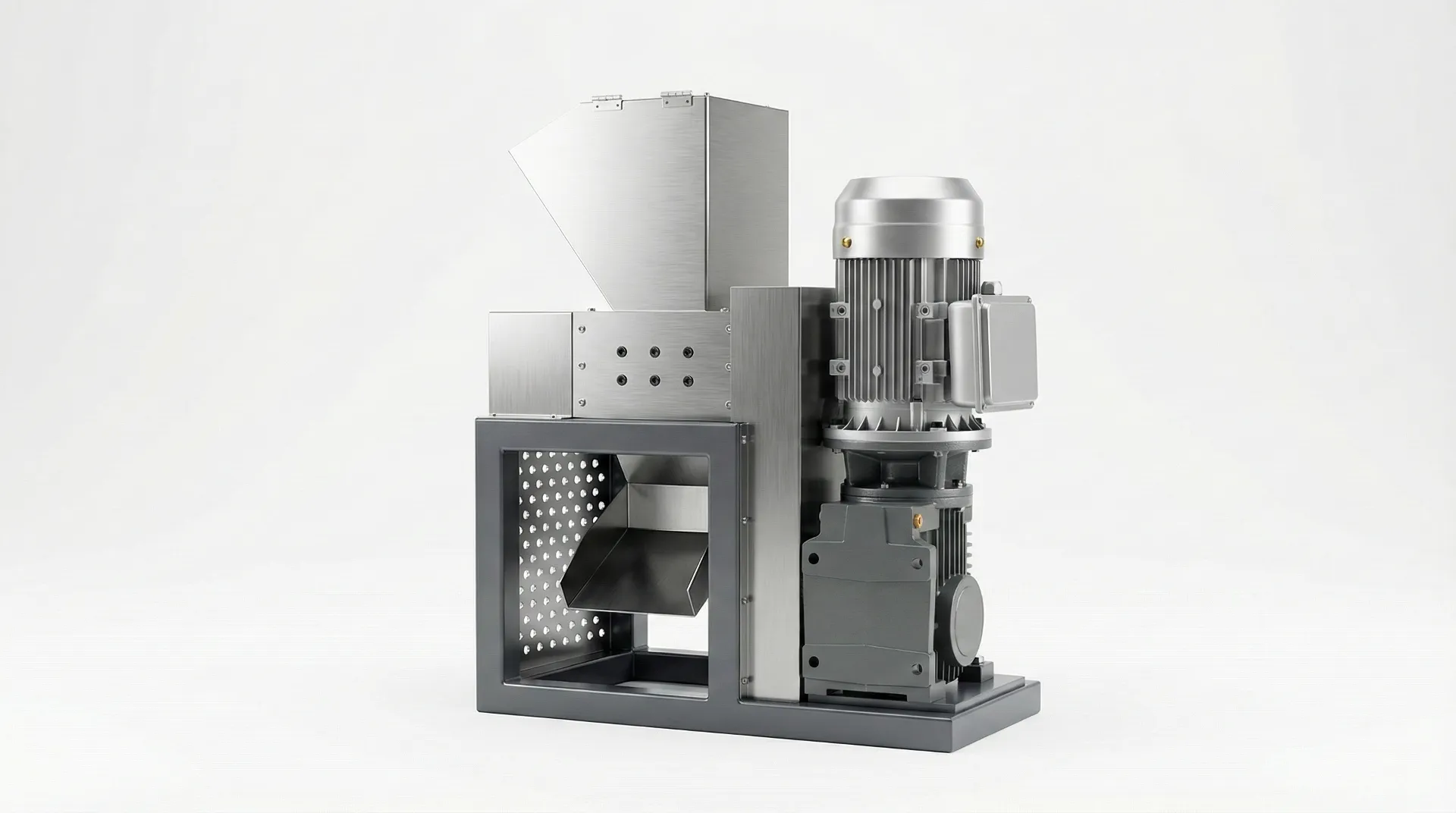
Tocător compact de birou pentru loturi mici de plastic măcinat
Transformă resturile de imprimare 3D, capacele de sticle și sticlele PET pregătite în material măcinat de 3-6 mm pentru reutilizare și materie primă pentru extrudarea filamentului.
Compatibilitatea materialelor de intrare
Confirmați comportamentul polimerului, geometria deșeurilor și nivelul de contaminare în raport cu orificiul de alimentare și setul de cuțite.
Selecția începe cu potrivirea materiei prime. Definiți familia principală de polimeri, forma deșeului și cea mai mare piesă care trebuie să treacă prin deschiderea de 120 x 200 mm fără forțare manuală. Deșeurile curate și rigide se forfecează de obicei constant și produc o măcinare stabilă.
Filmele și materialele elastice se pot înfășura sau pot forma punți și pot necesita tăiere prealabilă și alimentare controlată. Contaminarea precum nisipul, hârtia și metalul influențează uzura cuțitelor și frecvența de întreținere, așa că ar trebui declarată dinainte pentru o planificare realistă a service-ului și criterii de testare.
Resturi și rebuturi de producție rigide
Canale de presare, canale de așchiere, piese cu pereți groși și recipiente rigide. Verificați grosimea și duritatea maximă pentru o sarcină de așchiere stabilă și o durată de viață a muchiei.
Pelicule subțiri și resturi de tablă
Folii PP și PE plus profile decorative. Specificați grosimea și lungimea pre-tăiată pentru a reduce înfășurarea și acoperirea.
Deșeuri de imprimare 3D și resturi de prototipare
Imprimări și resturi eșuate (PLA/PETG/ABS). Confirmați dimensiunea materialului regrăsat și metoda de manipulare ulterioară.
Curente mixte și materiale elastice
Polimerii mixți, cauciucul sau deșeurile contaminate necesită o probă de acceptare și o limită de contaminare definite.
Specificații cheie
Dimensiunile miezului, opțiunile cuțitelor și configurația electrică pentru compararea produselor.
Folosiți datele de mai jos pentru a confirma potrivirea deschiderii de alimentare, capacitatea sistemului de acționare și opțiunile de setare a cuțitelor pentru materialul regrăsit dorit. Pentru sticlele PET, planificați pregătirea: îndepărtați capacele și etichetele, clătiți, uscați și tăiați pentru a se potrivi deschiderii.
| Dimensiunile portului de alimentare | 120 mm x 200 mm |
| Rezultat țintă pentru macinare | 3-6 mm (în funcție de aplicație) |
| Randament tipic | 1-5 kg/h (în funcție de material) |
| Lamă Model A | 22 lame rotative și 22 lame fixe (lățime 5 mm) |
| Lamă Model B | 36 de lame rotative și 36 fixe (grosime 3 mm) |
| Diametrul lamei rotative | 100 mm |
| Materialul lamei | Oțel industrial rapid H13 |
| Putere motor | 1,5 kW cu cutie de viteze |
| Voltaj | Personalizabil (opțiuni 110V/220V) |
| Greutatea mașinii | 101 kilograme |
| Dimensiuni totale (L x l x Î) | 650 x 300 x 780 mm |
Notă: Specificațiile sunt cu titlu de referință. Confirmați configurația finală înainte de a comanda.
Ieșire de măcinare 3-6 mm
Dimensionat pentru alimentare uniformă în extrudere mici și depozitare controlată între etape.
Pentru extrudarea filamentului 3D și reutilizarea în loturi mici, consistența materialului regrăcinat contează mai mult decât viteza maximă de tăiere. Această unitate este configurată pentru un interval de ieșire de 3-6 mm (în funcție de material), care este mai ușor de uscat, depozitat și dozat într-un buncăr de extrudare a filamentului.
Dacă vizați o bandă de dimensiuni mai mici, adăugați cernere după mărunțire.

Randament în loturi mici
Rezultate practice pentru fluxurile de lucru de reciclare acasă și în laborator.
Randamentul tipic este de 1-5 kg/h, în funcție de tipul de polimer, grosimea piesei și consistența alimentării. Deșeurile rigide și curate se procesează, în general, mai rapid decât peliculele subțiri și formele neregulate.
Când alimentați un extruder cu filamente, calculați randamentul pe întregul flux de lucru, nu doar pe cel de mărunțire. Timpul de uscare, cernerea opțională și segregarea polimerilor controlează de obicei randamentul efectiv.
Selectarea modelului de lamă
Alegeți setul de cuțite care corespunde dimensiunii dorite a șlefuirii și comportamentului materialului.
Set de cuțite Model A (5 mm)
Cuțite mai late, cu mai puține tăieturi pe rotație. Adesea preferate pentru piese mai groase și pentru prelucrarea generală a șlefuirii, unde toleranța este prioritară.
Set de cuțite Model B (3 mm)
Cuțite mai subțiri cu mai multe tăieturi pe rotație. Adesea preferate pentru o alimentare mai fină și mai uniformă a materialului regăsit.
Cuțite din oțel pentru scule H13
Conceput pentru impacturi repetate și controlul uzurii. Durata de viață a muchiei depinde puternic de curățenia alimentării și de sarcina abrazivă.
Compensare înainte/înapoi
Ajută la recuperarea după evenimente de bridging sau wrap fără dezasamblare și susține funcționarea zilnică stabilă.
Colectare și depozitare
Păstrați materialul regrăsit curat, uscat și ușor de introdus într-un extruder cu filament.
Definiți modul în care colectați materialul rezultat (recipient, găleată sau sac), cum îl păstrați uscat și cum îl transferați într-o pâlnie de extruder fără a vărsa particule fine. Dacă reciclați mai multe materiale plastice, etichetați recipientele și evitați amestecarea polimerilor, cu excepția cazului în care procesarea ulterioară permite acest lucru.
1. Pregătiți și încărcați
Clătiți și uscați sticlele, îndepărtați etichetele/capacele și tăiați bucăți pentru a se potrivi orificiului de alimentare.
2. Mărunțiți și curățați
Setul de cuțite și transmisia cu angrenaj produc material regăsit. Mersul înainte/înapoi ajută la revenirea după îndoire sau înfășurare.
3. Colectați și depozitați
Colectați într-un recipient etanș. Uscați dacă este necesar și depozitați în funcție de tipul de polimer înainte de extrudare.
Operare și siguranță
Comenzi simple, manipulare sigură și curățare previzibilă pentru uz casnic și în laborator.
Folosiți o poziționare stabilă și țineți mâinile și uneltele departe de orificiul de alimentare în timpul funcționării. Controlul înainte/înapoi este prevăzut pentru a elimina blocajele din folia de aluminiu sau formele neregulate.
Nu introduceți metalul, pietrele și murdăria abrazivă în alimentare pentru a reduce uzura. Când calitatea tăierii scade sau forța de tăiere crește, planificați curățarea și service-ul cuțitelor. Păstrarea unui set de cuțite de rezervă reduce timpul de nefuncționare.
Fotografii și videoclip demonstrativ
Vedeți setul de lame, comenzile și o demonstrație scurtă.
Imaginile prezintă ansamblul cuțitului și dispunerea comenzilor pentru curățarea înainte/înapoi. În demonstrație, verificați uniformitatea producției, nivelul particulelor fine și dacă colectarea în containere sau saci rămâne curată și controlată.



Întrebări Frecvente (FAQ)
Răspunsuri rapide pentru configurațiile de reciclare acasă și în laborator.
Ce materiale plastice pot mărunți pentru filament sau pot reutiliza?
Printre materialele de consum tipice se numără resturi de imprimare 3D (PLA, PETG, ABS), capace de sticle (HDPE/PP) și bucăți de sticle PET pregătite. Păstrați materialul curat, uscat și sortat după tipul de polimer. Evitați metalul, pietrele, sticla și murdăria abrazivă.
Care este dimensiunea de ieșire?
Randamentul țintă este de 3-6 mm (în funcție de material). Dacă extruderul dumneavoastră are nevoie de o bandă de dimensiuni mai strânse, adăugați cernere după mărunțire.
Cât material poate procesa?
Randamentul tipic este de 1-5 kg/h, în funcție de tipul de polimer, grosime și consistența alimentării. Timpul de preparare definește adesea rata generală a fluxului de lucru.
Este disponibilă o sursă de 110V?
Da. Tensiunea este personalizabilă (opțiuni 110V/220V). Confirmați regiunea și tipul de priză atunci când solicitați prețul.
Trebuie să usuc materialul înainte de extrudare?
Pentru majoritatea fluxurilor de lucru cu filament, da. Umiditatea poate cauza bule, diametru inconsistent și finisaj de suprafață slab.
La ce întreținere ar trebui să mă aștept?
Mențineți camera de tăiere curată și preveniți pătrunderea particulelor abrazive. Când calitatea tăierii scade sau sarcina crește, inspectați și reparați cuțitele.
Prețuri și disponibilitate
Verificați prețul, opțiunea de voltaj și modelul cuțitului pentru fluxul dvs. de lucru de reciclare.
Pentru a confirma configurația și prețul, ne spuneți ce intenționați să reciclați (imprimări PLA/PETG/ABS, capace de sticle, sticle PET), dimensiunea dorită de imprimare și modelul preferat de cuțit.
Includeți aceste detalii pentru un răspuns mai rapid:
- Materiale: PLA/PETG/ABS, capace (HDPE/PP) sau fulgi de sticle PET
- Cea mai mare dimensiune a piesei pe care doriți să o alimentați
- Preferință model cuțit: 5 mm (general) sau 3 mm (alimentare mai fină)
- Opțiune de tensiune: 110V sau 220V
- Oraș și țară pentru estimarea livrării și timpul de livrare