
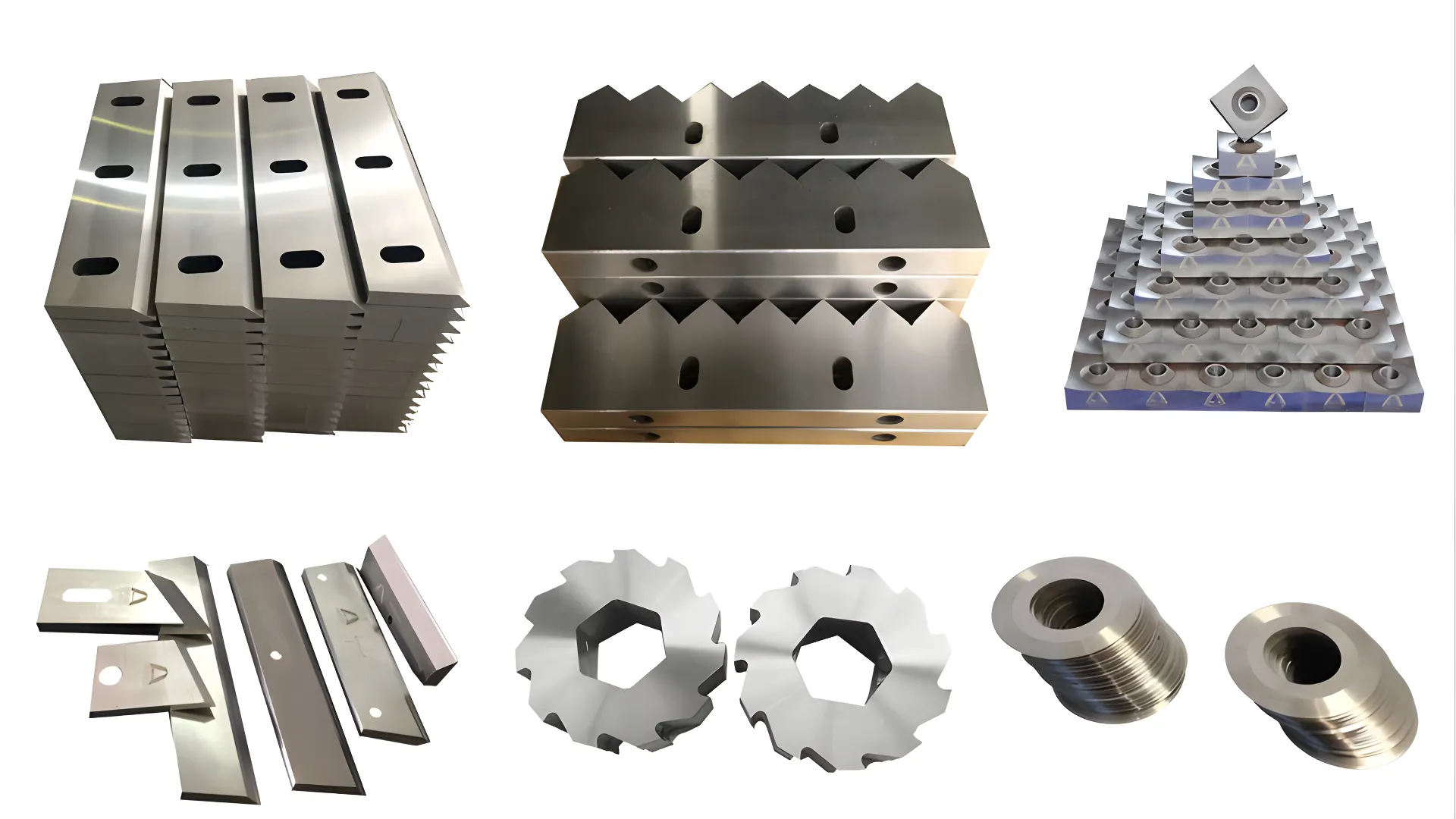
Rentabilitatea unei linii de reciclare este adesea determinată de un singur consumabil: Cuțit rotativ. Un set de lame care se tocesc în 200 de ore față de unul care durează 800 de ore schimbă fundamental cheltuielile operaționale. Acest ghid al tehnicianului explorează metalurgia din spatele lamelor de tocat industriale și cum să selectați oțelul potrivit pentru fluxul dumneavoastră de deșeuri.
Echipamente conexe: tocător cu un singur arbore | lame de schimb pentru tocător | Rotiv de cuțit din carbura de wolfram | grindură de cuțit.
Chimia tăierii: Înțelegerea claselor de oțel
Nu toate “oțelurile călite” sunt la fel. Standardul industrial se bazează pe oțelurile pentru scule pentru prelucrare la rece, caracterizate printr-un conținut ridicat de carbon și crom.
1. Oțel D2 (AISI D2 / DIN 1.2379)
- Compoziţie1.5% Carbon, 12% Crom.
- StandardulD2 este materialul de bază al industriei materialelor plastice. Oferă un echilibru bun între rezistența la uzură și cost.
- DuritateTratat termic pentru a 58-60 HRC.
- Cel mai bun pentruCurățați poliolefine (HDPE, PP), sticle PET și deșeuri de plastic în general.
- SlăbiciuneEste relativ fragil. Dacă un contaminant metalic greu (cum ar fi un cap de ciocan) intră în tocător, lamele D2 se crapă sau se sparg adesea.
2. DC53 (Oțel îmbunătățit pentru prelucrare la rece)
- ActualizareaUn grad brevetat modificat din SKD11.
- DuritatePoate ajunge 62-64 HRC după revenirea la temperatură înaltă.
- DuritateDC53 este de aproximativ De 2 ori mai rezistent decât D2. Rezistă mult mai bine la ciobire la impact.
- Cel mai bun pentruAplicații dificile precum Deșeuri electronice, Anvelopeși Sârmă de cupru unde încărcările de șoc sunt frecvente.
3. Suprapunere dură (strat de carbură de tungsten)
- ArmuraUn corp standard din oțel sudat cu un model de matrice din carbură de tungsten.
- DuritateParticulele de carbură ajung 70+ HRC.
- Cel mai bun pentruMateriale abrazive precum Film agricol murdar (conținut de nisip/silice) sau Materiale plastice umplute cu sticlă.
- CompromisNu puteți ascuți ușor aceste lame. Se uzează rapid sau necesită resudare specializată.
Geometria și configurația lamei
Forma lamei dictează “mușcătura”.”
Cuțite rotorice (în mișcare)
- Pătrat (cu 4 căi)Cel mai comun model. Când o muchie se tocește, o rotiți cu 90 de grade.
- SfatFolosiți o cheie dinamometrică la rotire. Șuruburile slăbite duc la deteriorarea gravă a rotorului.
- Cârlig / Cioc de șoimFormă agresivă pentru prinderea peliculei sau fibrelor voluminoase.
- RiscDacă cârligul lovește un obiect solid, vârful de cuplu este masiv.
Cuțite statorice (staționare)
- Acestea acționează ca “nicovală”. În general, ar trebui să fie puțin mai moale (cu 2-3 puncte HRC mai puțin) decât cuțitele rotorului. Acest lucru asigură că, în cazul unei prăbușiri, statorul, mai ieftin/mai ușor de schimbat, va fi afectat, economisind astfel rotorul scump.
Tratament termic: Variabila invizibilă
Două lame pot părea identice, dar pot funcționa diferit datorită Revenire.
- Revenire standardÎncălzire la ~200°C. Duritate bună, tenacitate mai mică.
- Călire în vid + Tratament criogenicCongelarea lamei la -196°C după călire transformă austenita reținută în martensită. Aceasta crește durata de viață a lamei prin 20-30% fără a face lama mai fragilă. Întreabă-ți întotdeauna furnizorul dacă folosește Cryo.
Protocol de întreținere: Când trebuie schimbat?
Nu așteptați până când lama este rotundă.
1. Monitor de amperajO mașină ascuțită funcționează în gol la amperaj mic și taie cu vârfuri stabile. O mașină tocită consumă amperaj mare continuu.
2. Procentul de amenziLamele tocite “zdrobesc” plasticul în loc să taie, creând praf excesiv (fine). Dacă colectorul de praf se umple de 2 ori mai repede, verificați spațiul dintre filamente.
3. The Gap (Distanța de tăiere)Distanța dintre rotor și stator trebuie să fie 0,3 mm – 0,5 mm pentru film și 1,0 mm – 2,0 mm pentru țevi rigide. Mențineți această precizie.
Întrebări Frecvente (FAQ)
De ce se ciobesc lamele mele D2?
Probabil aveți contaminare cu metal sau viteza de avans este prea agresivă (încărcare șocantă). Treceți la DC53 pentru o rezistență la impact mai bună sau instalare a separator magnetic pe intrarea.
Pot să ascuțesc singur lamele tocătorului?
Da, dar ai nevoie de un Polizor de suprafață cu agent de răcire. Nu folosiți niciodată o polizor unghiulară uscată; căldura localizată va recoace (înmuia) oțelul, distrugând instantaneu muchia.
Care este diferența de cost?
Lamele DC53 costă adesea mai mult decât cele D2, dar pot dura semnificativ mai mult în aplicații predispuse la impact. Durata de viață reală depinde de contaminare, duritatea dorită, calitatea tratamentului termic și geometria cuțitului - așadar, comparați furnizorii folosind datele de cost pe tonă și datele de testare, mai degrabă decât un singur procent.
Tabel de Comparare a Claselor de Oțel
| Factor | D2 (1.2379) | DC53 | Acoperire din carbura de wolfram |
|---|---|---|---|
| Duritate | 58–60 HRC | 62–64 HRC | 70+ HRC (particule de carbura) |
| Duritate | Moderat (cruț sub impact) | ~2x rezistență D2 | Scăzut (crăparea stratului de carbura sub șoc) |
| Rezistență la uzură | Bun | Foarte bun | Excelent |
| Cele mai bune materiale | HDPE curat, PP, PET, plastic general | E-scrap, anvelope, cablu de cupru, fluxuri contaminate | Film de agregat nisipos, plastic umplut cu sticlă, deșeuri abrazive |
| Viața tipică | 200–400 ore | 400–800 ore | 600–1,200 ore (fără reafinare) |
| Reafinare | Da (grindură de suprafață cu răcire) | Da (grindură de suprafață cu răcire) | Nu (funcționare până la eșec sau re-sudurare) |
| Cost relativ | $$ (bază) | $$$ (15–30% mai mult decât D2) | $$$$ (2–3x D2) |
| Cost pe ton procesat | Cea mai mare pentru materialele grele | De obicei cea mai mică pentru fluxuri mixte/contaminate | Cea mai mică pentru materialele abrazive |
Cum să alegi mașina de tăiat potrivită
Urmărește acest cadru de decizie pentru a potrivi oțelul de lamă aplicației tale:
- Identifică fluxul tău de deșeuri principal: Plastic curat → D2. Contamnat/mixt → DC53. Nisipos/abraziv → Hardfacing.
- Evaluează riscul contaminării: Dacă metalele pot intra în mașina de tăiat, alege DC53 pentru rezistența sa la impact. Adaugă o separator magnetic şi separator de curenți turbionari instalație upstream.
- Calculează costul pe tonă: Nu compara doar prețul lamei. Ia în considerare: durata de viață a lamei (ore), ciclurile de reașchimbare (de obicei 3–5 pe set), costul închiderii pentru schimbarea lamei (2–4 ore) și procentul de fărâmițe/pulbere (lamele uzate = mai mult deșeu).
- Solicită seturi de probă: Cere furnizorului tău un set de probă de 2–3 grade. Rulează fiecare pentru un ciclu complet și măsoară orele reale, stabilitatea amperajului și calitatea producției.
- Specifică tratamentul termic: Întotdeauna solicită hardening sub vid + tratament criogenic pentru D2 și DC53. Extinderea duratei de viață de 20–30% depășește costul premium minim.
Ai nevoie de lame pentru mașina de tăiat? Caută în lame de schimb pentru tocător sau Rotiv de cuțit din carbura de wolfram. Pentru lamele granulatorului, vezi catalogul nostru de lame granulator.
Referințe
[1] “Oțeluri pentru scule: Proprietăți și aplicații” ASM International. Oțeluri pentru scule: Proprietăți și aplicații
[2] “Tratamentul termic al angrenajelor și sculelor așchietoare” Revista de încălzire industrială. Tratamentul termic al angrenajelor și sculelor așchietoare