

Le broyage du PVC, par opposition au concassage, détermine l'efficacité et la qualité du produit des lignes de recyclage et de compoundage de plastique. Bien que ces termes soient souvent utilisés indifféremment, ils désignent deux procédés mécaniques distincts appliqués successivement. Le concassage permet une première réduction de volume pour les déchets volumineux, tandis que le broyage assure une réduction de taille secondaire et précise afin de produire une poudre réutilisable à haute valeur ajoutée. Energycle conçoit des systèmes industriels de réduction de taille intégrant ces deux étapes pour garantir l'intégrité des matériaux et un débit continu.
Le choix du procédé approprié dépend des dimensions de la matière première, de la granulométrie souhaitée et des limites thermiques du polychlorure de vinyle (PVC). Ce guide détaille les différences mécaniques, les paramètres de fonctionnement et les critères de sélection des équipements pour la transformation du PVC rigide.
Réduction de taille primaire : Écrasement du PVC
Les opérateurs déploient un Broyeur de PVC Ce procédé consiste à décomposer les objets en plastique rigide de grande taille en flocons grossiers ou en morceaux irréguliers. Cette première étape traite directement les déchets volumineux, notamment les longs tuyaux, les profilés de fenêtres épais, les plaques rigides et les rebuts de fabrication.
Les broyeurs utilisent une forte compression, des forces d'impact ou des couteaux de coupe rotatifs à grande vitesse. Ces mécanismes fragmentent rapidement le plastique jusqu'à ce que les morceaux puissent passer à travers un tamis de calibrage. La granulométrie standard du PVC broyé se situe entre 5 et 20 mm.
Le concassage, privilégiant la réduction du volume et utilisant une coupe intermittente plutôt qu'une friction continue, génère une chaleur modérée et consomme moins d'énergie par tonne. Les installations utilisent des concasseurs pour préparer les matériaux en vrac au transport, compacter les déchets de production ou prétraiter les rebuts avant leur introduction dans un système de broyage fin.
Réduction secondaire de la taille : Broyage (pulvérisation) du PVC
Le broyage, ou pulvérisation, du PVC consiste à transformer les flocons grossiers de 5 à 20 mm produits par un concasseur en une poudre fine et uniforme. Broyeur de PVC repose sur l'abrasion et la friction continues générées par des disques, des marteaux ou des broyeurs rotatifs à grande vitesse pour effectuer cette réduction de taille secondaire.
Les broyeurs produisent des particules de granulométrie comprise entre 0,1 mm et 0,5 mm, soit un tamis de 30 à 80 mesh. L'obtention de cette granulométrie fine et homogène est une condition essentielle pour les étapes de fabrication ultérieures. Les formulateurs et les fabricants exigent une poudre de granulométrie 30-80 mesh pour garantir une fusion rapide et un mélange homogène avec le PVC vierge lors de la réextrusion ou du moulage par injection.
Contrairement au concassage, le broyage génère des charges thermiques extrêmes dues au frottement à grande vitesse. Le PVC est très sensible à la chaleur ; une surchauffe peut entraîner la fusion, la dégradation ou le dégagement d'acide chlorhydrique (HCl) gazeux corrosif. Les broyeurs industriels de PVC nécessitent des systèmes de refroidissement à eau actifs, avec circulation dans le carter et autour des disques fixes, afin d'évacuer la chaleur et de préserver la structure moléculaire du polymère.
Matrice de comparaison technique
| Paramètre | Écrasement du PVC | Broyage (pulvérisation) du PVC |
|---|---|---|
| Matières premières cibles | Objets volumineux et rigides (tuyaux, cadres de fenêtres, draps) | Flocons grossiers pré-broyés (5–20 mm) |
| Principe de fonctionnement | Couteaux à compression, à impact ou rotatifs à grande vitesse | Abrasion et frottement par disques/broyeurs rotatifs |
| Taille de sortie | 5 mm – 20 mm (Gros flocons/morceaux) | 0,1 mm – 0,5 mm (poudre de 30 à 80 mesh) |
| Génération de chaleur | Modéré (Refroidissement ambiant de base ou par eau) | Élevé (Nécessite des circuits de refroidissement à eau actifs) |
| Consommation d'énergie | Prix par tonne inférieur (réduction rapide du volume) | Plus élevé par tonne (réduction plus lente et précise) |
| Application principale | Réduction initiale du volume, préparation au transport | Préparation à la réextrusion, compoundage |
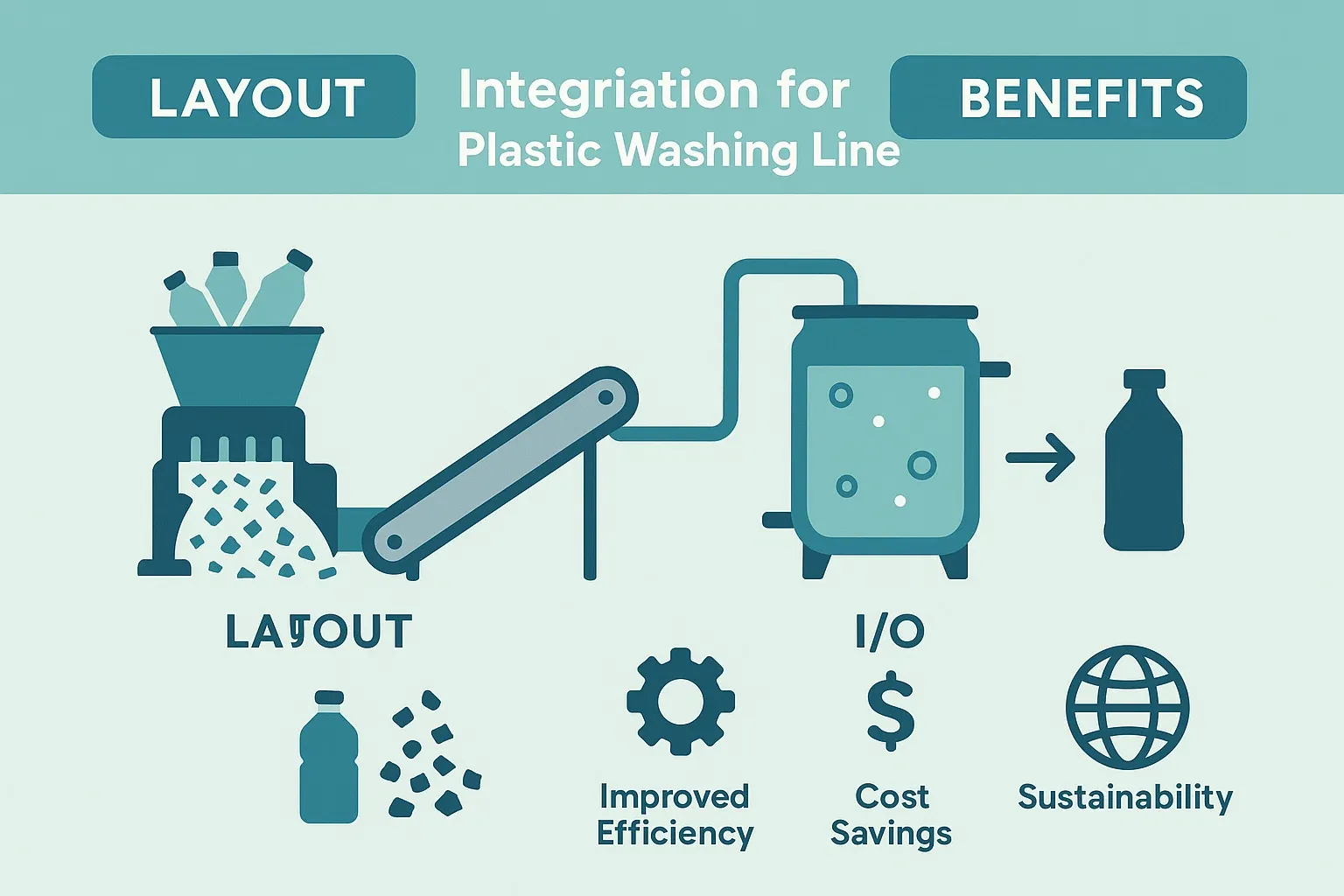
Intégration séquentielle dans les lignes de traitement
Les opérations de recyclage industriel privilégient rarement le choix entre ces méthodes ; elles les mettent en œuvre successivement. Les installations alimentent des broyeurs robustes avec des déchets de PVC bruts et volumineux afin d'obtenir un broyé homogène de 5 à 20 mm. Ce matériau grossier et uniforme sert ensuite de matière première contrôlée et prévisible pour le pulvérisateur, évitant ainsi les blocages mécaniques et les surcharges du moteur.
Le contrôle de l'humidité entre ces étapes est crucial, notamment lors du recyclage des déchets post-consommation nécessitant un lavage. Le traitement de matériaux humides ou mouillés dans un broyeur à grande vitesse provoque une forte agglomération de la poudre et encrasse instantanément les tamis de calibrage. Si votre procédé inclut une granulation humide, le passage du matériau dans un machine de déshydratation centrifuge Elle élimine l'humidité superficielle des flocons. Ceci assure une alimentation sèche et continue dans la chambre de pulvérisation.
Sélection des équipements et contrôles de maintenance
Le PVC rigide contient des additifs abrasifs comme le carbonate de calcium, qui accélèrent l'usure des surfaces de coupe. Les ingénieurs d'usine doivent évaluer les intervalles de maintenance spécifiques et les mécanismes de sécurité lors du choix des équipements.
Prioriser les critères opérationnels suivants :
- Remplacement des pièces d'usure : Les couteaux rotatifs des concasseurs nécessitent un étalonnage et un affûtage fréquents pour maintenir leur efficacité de cisaillement. Les disques ou marteaux des broyeurs doivent être entièrement remplacés ou réusinés en cas de baisse de débit ou de pic d'intensité du moteur.
- Surveillance thermique : Les systèmes de broyage doivent être équipés de capteurs de température automatisés reliés au système d'alimentation. Le système doit réduire automatiquement la vitesse de la vis d'alimentation si la température de la chambre approche les seuils de dégradation du PVC.
- Contrôle de la poussière : La production de poudre de granulométrie 30 à 80 mesh génère des risques liés aux particules en suspension dans l'air. Les lignes de pulvérisation nécessitent un transport pneumatique en circuit fermé, une extraction par cyclone à haute vitesse et des filtres à manches à jet d'air pulsé pour prévenir l'accumulation de poussières combustibles.
Foire aux questions
Puis-je introduire directement un tuyau en PVC de gros diamètre dans une machine à broyer ?
Non. Les broyeurs nécessitent des matériaux d'alimentation uniformes et précalibrés de 5 à 20 mm. Introduire directement des objets volumineux dans un broyeur bloquera instantanément les disques de broyage, provoquera des surcharges du moteur et risque d'endommager les composants internes. Il est impératif de traiter les objets rigides de grande taille au préalable avec un concasseur primaire.
Pourquoi le broyage du PVC nécessite-t-il une consommation d'énergie plus élevée que le concassage ?
Le broyage force les particules de plastique grossières à travers un micro-espace entre des disques dentelés, grâce à un frottement soutenu à haute vitesse, pour obtenir une poudre de granulométrie 30–80 mesh. La vitesse de rotation continue nécessaire pour générer ce frottement, combinée à la puissance consommée par les pompes de refroidissement à eau et les souffleurs de transport pneumatique, exige un ampérage moteur nettement supérieur par tonne traitée par rapport au concassage.
Comment empêcher le PVC de se dégrader ou de fondre pendant le processus de broyage ?
On prévient la dégradation thermique en veillant à ce que les circuits de refroidissement à eau du broyeur fonctionnent aux débits et températures spécifiés. Les broyeurs industriels font circuler de l'eau glacée dans le carter du disque fixe et les paliers afin d'évacuer la chaleur de friction. De plus, les systèmes d'alimentation automatisés doivent surveiller la température de la chambre et réduire le débit d'alimentation si la température approche le point de fusion du polymère.
Ressources associées

L'équipement de déshydratation des films plastiques détermine la charge thermique et le rendement volumétrique des lignes d'extrusion en aval. Les films humides de polyéthylène (PE) et de polypropylène (PP) augmentent la consommation d'énergie de séchage et provoquent fréquemment des pontages dans les trémies d'extrusion. La modernisation des systèmes de déshydratation mécanique peut réduire les temps de séchage thermique jusqu'à 30%. Energycle conçoit ces systèmes pour répondre aux propriétés physiques spécifiques des films d'emballage souples et des films agricoles.
Flux de processus et principes mécaniques
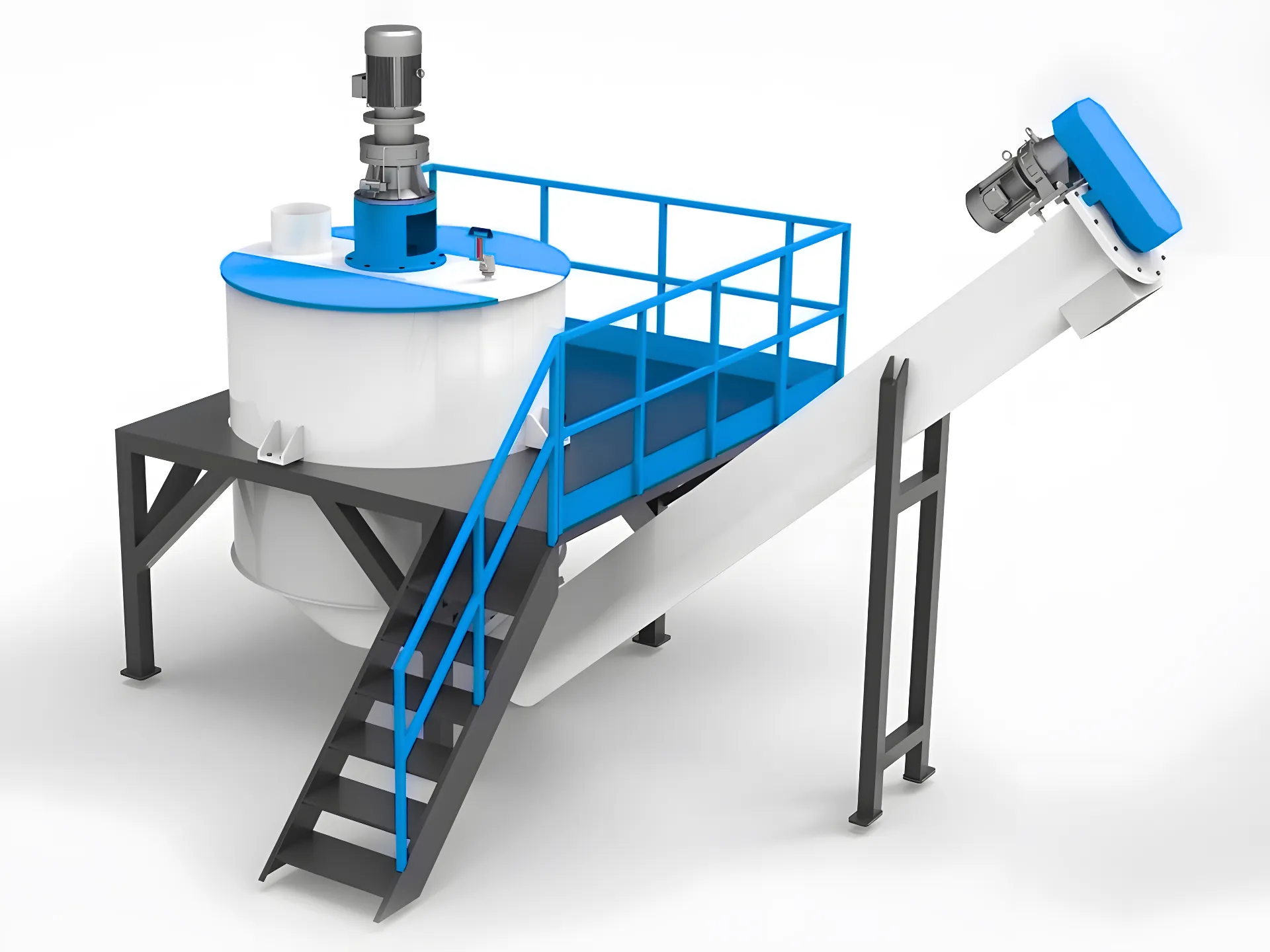
L'élimination de l'humidité superficielle et capillaire des plastiques souples nécessite un équipement adapté aux limites structurelles du matériau. Les installations utilisent principalement deux types de machines : les systèmes centrifuges et les presses à essorer.
Mécanismes de déshydratation centrifuge
UN machine de déshydratation centrifuge L'application de forces G rotationnelles élevées permet de séparer l'eau de surface des particules de plastique en suspension. Des recherches sur la centrifugation de films de polyéthylène haute densité (PEHD) démontrent que les matériaux flexibles ont tendance à former un " gâteau de plastique " dense contre la grille extérieure [1]. La capillarité emprisonne l'eau résiduelle dans les couches torsadées et les pores microscopiques de ce gâteau.
Pour rompre cette rétention capillaire, les systèmes nécessitent des configurations de rotor spécifiques et un dimensionnement précis des matériaux. Le maintien de dimensions de flocons de matière première comprises entre 1 et 2 cm évite un chevauchement excessif et minimise la rétention d'eau. Ces systèmes permettent généralement d'atteindre une réduction de l'humidité superficielle allant jusqu'à 90% en quelques minutes.
Principes de compression mécanique
Les machines d'essorage de films transforment les sacs en PP, PE et tissés lavés par compression mécanique. Une vis conique à couple élevé force le matériau humide contre une filière ou un ensemble de rouleaux. Cette compression physique expulse le liquide à travers des tamis perforés.
Le frottement mécanique intense généré lors du compactage produit de la chaleur, ce qui amorce l'évaporation de l'humidité résiduelle. Ce processus à double action abaisse la teneur en humidité finale à moins de 51 TP7T. Les installations qui alimentent les extrudeuses avec ce matériau densifié et préchauffé constatent régulièrement une augmentation de 201 TP7T de leur rendement de granulation [2].
Spécifications techniques et paramètres de performance de l'équipement
Le choix entre l'élimination de l'humidité par rotation et par compression détermine les besoins en services publics et l'agencement de l'installation.
| Paramètre | Déshydratation centrifuge | Machines à presser |
|---|---|---|
| Mécanisme primaire | Rotation à grande vitesse (force G) | Compactage mécanique (vis conique) |
| Sortie d'humidité cible | Réduction d'eau jusqu'à 90% | Humidité finale inférieure à 5% |
| Matières premières idéales | Flocons de PEHD/PEBD de 1 à 2 cm | Films PP et PE lavés, sacs tissés |
| Avantage opérationnel | Réduit la consommation d'énergie du sèche-linge thermique de 15% | Augmente le débit de l'extrudeuse de 20% |
| Besoins en espace | Empreinte verticale ou horizontale | Intégration en ligne ultra-compacte |
Contraintes liées aux matières premières et compatibilité des matériaux
Le choix de la machine dépend fortement de la géométrie et de l'épaisseur du matériau entrant. Les films fins et très souples sèchent rapidement sous l'effet de la force centrifuge, mais nécessitent un tamisage adapté pour éviter les pertes de matière. Les films de paillis agricole plus épais et les non-tissés requièrent la force mécanique plus élevée fournie par les équipements de pressage.
Les ingénieurs doivent dimensionner précisément la puissance du moteur en fonction du débit prévu. Un fonctionnement continu à haut volume entraînera le blocage d'un rotor sous-dimensionné, provoquant des goulots d'étranglement immédiats sur la ligne. Les opérateurs doivent également adapter la taille des perforations du tamis au polymère cible afin d'éviter son colmatage.
Risques liés aux pièces d'usure, à la maintenance et à la disponibilité
Le drainage mécanique fonctionne dans des conditions de frottement intense et d'humidité élevée, ce qui accélère l'usure des composants. La durée de vie opérationnelle du système dépend de la maintenance préventive.
- Pales de rotor et spires d'hélice : Soumis à une abrasion constante due à des contaminants microscopiques ; nécessitent un rechargement dur ou un remplacement régulier pour maintenir les taux de compression.
- Écrans en acier inoxydable : Sensible au colmatage par les plastiques fondus ou les écailles irrégulières ; nécessite un lavage à haute pression régulier et des contrôles d'épaisseur.
- Roulements et joints d'étanchéité : Le fonctionnement à grande vitesse et la proximité de l'eau nécessitent des programmes de lubrification stricts afin d'éviter une défaillance catastrophique des roulements.
- Moteurs d'entraînement : La tension de la courroie et l'alignement du moteur doivent être vérifiés mensuellement afin d'éviter les pertes de transmission de puissance.
Liste de contrôle de mise en service et d'acceptation sur site
Vérifier les performances de l'équipement lors des tests d'acceptation en usine (FAT) ou des tests d'acceptation sur site (SAT) à l'aide de mesures quantifiables.
- Vérification de la teneur en humidité : Collectez des échantillons de sortie toutes les 30 minutes pour vérifier que l'humidité finale reste inférieure à 5% (presses) ou répond à la valeur de base de réduction 90% (centrifugeuses).
- Tests de débit et de charge : Faites fonctionner le système à sa capacité nominale 100% pendant 4 heures consécutives pour surveiller les pics d'ampérage du moteur ou les limites de surcharge thermique.
- Analyse vibratoire : Enregistrez le déplacement de référence des paliers de la centrifugeuse afin de détecter les premiers signes de déséquilibre du rotor.
- Consistance du débit : Vérifiez que les mécanismes d'évacuation automatisés éjectent le matériau traité sans blocage ni engorgement dans les goulottes de transition.
Foire aux questions
Qu’est-ce qui provoque une forte rétention d’humidité dans les systèmes de déshydratation centrifuge ?
La rétention d'humidité dans un système centrifuge résulte généralement d'une géométrie incorrecte des flocons ou d'une vitesse de rotor insuffisante. Les films de PEHD et de PEBD ont tendance à se replier et à emprisonner l'eau dans les espaces capillaires, formant ainsi un gâteau de matière dense. Les opérateurs doivent veiller à ce que les dimensions de la matière première soient comprises entre 1 et 2 cm afin d'éviter ce piégeage capillaire. De plus, le colmatage du tamis dû à la dégradation des racleurs limite l'éjection de l'eau. Une inspection régulière du tamis et le maintien des vitesses de moteur spécifiées garantissent que la machine atteint la marge de réduction d'humidité requise par la norme 90%.
Quel est l'impact des machines de pressage de film sur les coûts énergétiques de l'extrusion en aval ?
Les presses à film compressent les matériaux légers, tels que les sacs tissés et les films de polyéthylène, en agglomérats semi-secs plus denses. Cette compression physique force l'eau à travers un tamis cylindrique tout en générant de la chaleur par friction interne, ce qui évapore l'humidité résiduelle à moins de 51 TP7T. L'alimentation d'une extrudeuse avec ce matériau dense et préchauffé évite le colmatage de la trémie et stabilise la pression de fusion. Les installations qui remplacent les séchoirs thermiques conventionnels par des presses à film compressé constatent fréquemment une baisse de 151 TP7T des coûts totaux de chauffage et une augmentation de 201 TP7T du débit de l'extrudeuse en continu.
Quels sont les principaux modes de défaillance des vis de compression de film ?
Le mode de défaillance le plus fréquent des vis de compression de film est l'usure abrasive des spires, qui réduit directement le taux de compression et entraîne un excès d'humidité dans le plastique. Des défaillances secondaires surviennent au niveau des butées axiales, qui absorbent d'importantes charges axiales lors du compactage. Une lubrification insuffisante ou une surcharge de la machine avec des pièces de plastique rigides surdimensionnées accélèrent la dégradation des butées. Les opérateurs doivent impérativement utiliser des vis à arêtes de vis rechargées et surveiller la température de l'huile de la boîte de vitesses afin d'optimiser la durée de vie des composants et d'éviter les arrêts de production imprévus.
Choosing Between Centrifugal and Squeezer Dewatering for Your Film Line
The decision between a machine de déshydratation centrifuge et un presse-film depends on several factors specific to your recycling operation. Here is a practical comparison framework:
Film thickness and type: Thin films (under 30 microns) such as stretch wrap and agricultural film respond best to squeezing machines, which compress moisture out without the risk of film wrapping around a rotor. Thicker films (30–80 microns) like woven bags can be processed in high-speed centrifugal dewatering machines designed for flexible materials.
Target moisture level: Squeezers typically achieve 3–8% moisture content, while high-speed centrifugal machines for film reach 5–10%. For agglomeration or pelletizing, squeezer output is usually sufficient. For direct extrusion of thin film, a squeezer followed by a short thermal drying stage may be needed.
Throughput requirements: Film squeezers handle 300–2,000 kg/hr depending on model size. Centrifugal film dewatering machines typically process 500–3,000 kg/hr. For high-volume lines, centrifugal machines offer higher throughput per unit of floor space.
Energy consumption: Both methods are significantly more energy-efficient than thermal drying. Squeezers consume 15–30 kWh/ton, while centrifugal machines use 10–20 kWh/ton. The energy savings over thermal drying (80–150 kWh/ton) make either method essential for cost-effective plastic film recycling.
Maintenance Considerations for Film Dewatering Equipment
Both centrifugal and squeezer dewatering systems require regular maintenance, but the wear patterns differ:
- Squeezer machines: Main wear items are the screw flights, barrel liner, and discharge die. Abrasive contaminants (sand, glass) in poorly washed film accelerate wear. Typical screw replacement interval is 2,000–4,000 operating hours.
- Centrifugal machines: Screen perforations, bearings, and rotor balance are the primary maintenance concerns. Film wrapping around the rotor shaft is a common issue that requires proper feed preparation. See our centrifugal dryer maintenance guide for detailed schedules.
Regardless of which dewatering method you choose, proper upstream washing and contaminant removal significantly extend equipment life and reduce downtime. A well-designed corde à linge en plastique with effective sink-float separation and friction washing removes the abrasive particles that cause premature wear in dewatering equipment.
Related Equipment & Guides
- Machine de déshydratation centrifuge pour paillettes de plastique
- High-Speed Film Centrifugal Dewatering Machine
- Film Squeezer Dryer for PP/PE Film
- Complete Dewatering & Drying Guide
- Centrifugal Dryers vs Air Drying: Energy Comparison

Comment choisir le broyeur de plastique adapté à votre ligne de production de recyclage (Guide 2026)
Face à la hausse des coûts énergétiques et au renforcement des normes de recyclage prévu pour 2026, le recours à des technologies de broyage obsolètes n'est plus envisageable. Choisir le broyeur de plastique adapté à votre ligne de production de recyclage a un impact direct sur la qualité de la poudre, la productivité journalière, les factures d'énergie et le bon fonctionnement de l'ensemble de votre activité.
Vous introduisez des flocons ou des granulés propres provenant de votre granulateur ou broyeur, et le pulvérisateur les transforme en une poudre fine et homogène, directement utilisable pour le rotomoulage, la production de mélanges-maîtres ou le compoundage haut de gamme. Un mauvais choix de composant peut entraîner des problèmes de granulométrie irrégulière, de surchauffe, de changements fréquents de lames, voire un goulot d'étranglement ralentissant toute votre ligne de production.
Ce guide vous accompagne à chaque étape de votre décision grâce à des conseils clairs, des exemples concrets et des listes de contrôle pratiques utilisables dès aujourd'hui. À la fin, vous saurez précisément ce qu'il faut rechercher et comment vous assurer que votre choix est en adéquation avec vos objectifs de recyclage pour 2026.
Rôle d'un broyeur de plastique dans une chaîne de recyclage moderne
Un broyeur de plastique transforme des déchets plastiques rigides ou semi-rigides en poudre, généralement de granulométrie 20 à 120 mesh (environ 840 à 125 microns). Contrairement aux granulateurs qui produisent des copeaux ou des paillettes pour la réextrusion, les broyeurs produisent la poudre fine et fluide nécessaire au rotomoulage de cuves et de conteneurs, au compoundage de tuyaux et de profilés en PVC, ou à la préparation de mélanges-maîtres de couleur.
Dans une ligne de production moderne typique, la séquence se déroule comme suit :
[ Broyeur / Granulateur ] ➔ [ Laveuse et sécheuse centrifuge ] ➔ [ Pulvérisateur de plastique ] ➔ [ Stockage en silo / Granulateur ]
Le broyeur reste en place après le nettoyage et le séchage, car des matériaux propres et secs empêchent l'agglomération et prolongent la durée de vie du disque ou de la lame.
Principaux types de broyeurs de plastique que vous rencontrerez en 2026
La plupart des lignes de recyclage utilisent des modèles à disque ou turbo standard. Les unités cryogéniques interviennent pour le traitement de résines spéciales ou lorsqu'il est nécessaire d'obtenir des poudres ultrafines inférieures à 100 mesh sans perte de qualité. Voici un bref comparatif :
| Type de broyeur | Idéal pour | Principaux avantages | Considérations |
|---|---|---|---|
| Broyeur à disque | PVC rigide, PE | Finesse constante ; refroidissement air/eau intégré ; longue durée de vie du disque. | Le plus courant et le plus économique. |
| Turbo / Lame | Plastiques plus souples, qualité film | Utilise la force d'impact ; débit plus élevé pour certains matériaux. | Peut nécessiter un entretien plus fréquent des lames. |
| cryogénique | PEHD résistant et thermosensible | Utilise de l'azote liquide pour éviter la fusion et l'oxydation ; production ultra-fine. | Des coûts initiaux et opérationnels plus élevés. |
Procédure étape par étape pour choisir votre broyeur de plastique
Suivez ces étapes dans l'ordre. Chacune s'appuie sur la précédente et permet d'éviter des modifications coûteuses ultérieurement.
Étape 1 : Définissez votre matière première et votre volume quotidien.
Indiquez les principaux polymères que vous transformez : PVC rigide, films ou tuyaux en PEBDL/PEHD, raphia PP ou granulés recyclés post-industriels mixtes. Mesurez la taille moyenne des flocons après granulation (généralement 5 à 10 mm) et définissez un tonnage horaire ou journalier cible. Prévoyez une quantité tampon de 10-20% afin d’assurer un approvisionnement constant de vos équipements en aval.
Exemple : Une usine de taille moyenne traitant 8 tonnes par jour de déchets de tuyaux en PVC a besoin d'un modèle conçu pour un fonctionnement continu de 400 à 500 kg/h.
Étape 2 : Définissez la finesse de poudre souhaitée
Le rotomoulage nécessite généralement une granulométrie de 35 à 60 mesh. Les mélanges-maîtres haut de gamme ou le compoundage de parois minces requièrent souvent une granulométrie de 80 à 120 mesh. Une poudre plus fine améliore la fluidité et l'état de surface, mais augmente la consommation d'énergie et l'usure. Choisissez une machine équipée d'un classificateur réglable ou de tamis interchangeables afin d'obtenir la granulométrie exacte sans avoir à acheter une deuxième machine.
Étape 3 : Adapter la capacité et l’intégration des lignes
Votre broyeur de plastique doit suivre le rythme de production du granulateur et alimenter l'étape suivante sans interruption ni stockage tampon. Privilégiez les modèles équipés d'un variateur de fréquence (VFD) sur le moteur principal. Ce dernier permet de ralentir le rotor en cas de faible charge et de réaliser des économies d'énergie de 15 à 251 W par rapport aux modèles à vitesse fixe.
Étape 4 : Évaluer les performances de refroidissement et d’énergie
La chaleur est l'ennemie. Le PVC se dégrade au-delà de 160 °C ; le PE et le PP ramollissent et se déforment. Les modèles à refroidissement par air conviennent aux travaux légers, tandis que les disques à double enveloppe ou les systèmes à vortex d'air forcé sont adaptés aux travaux plus intensifs. En 2026, les modèles haut de gamme utiliseront des moteurs IE4 à haut rendement et des roulements étanches, réduisant la consommation d'énergie jusqu'à 30% par rapport aux modèles précédents.
Étape 5 : Examiner les fonctionnalités d’automatisation, de sécurité et de maintenance
- L'alimentation et la vidange automatisées réduisent le travail à un seul opérateur.
- Les systèmes de dépoussiérage et en circuit fermé permettent de maintenir l'usine propre et de respecter les normes strictes de qualité de l'air.
- L'accessibilité des portes est importante : certains modèles permettent de changer un jeu complet de disques en moins de 30 minutes.
- Conseil: Les disques de qualité en carbure de tungstène ou en alliage trempé devraient durer de 800 à 1 500 heures sur du PVC propre.
Étape 6 : Calculer le coût total de possession (CTP)
Le prix d'achat n'est que le point de départ. Il faut également prendre en compte l'énergie, la maintenance, les pièces détachées et les temps d'arrêt prévus. Une machine $5000 moins chère, nécessitant le remplacement des disques toutes les 400 heures, vous coûtera bien plus cher la première année qu'un modèle haut de gamme avec des intervalles plus espacés et une consommation d'énergie réduite.
📋 Liste de contrôle pour une décision rapide
- [ ] Types de polymères confirmés ?
- [ ] Plage de maillage cible définie ?
- [ ] Capacité horaire avec tampon 15% calculée ?
- [ ] Le système de refroidissement est-il adapté à la sensibilité thermique du matériau ?
- [ ] Variateur de fréquence et automatisation inclus ?
- [ ] Le fabricant fournit-il un échantillon de mouture pour vos flocons réels ?
- [ ] Pièces de rechange et service local disponibles sous 48 heures ?
Si vous répondez oui à toutes les questions, Sept, vous avez un candidat de grande qualité.
Comment intégrer le broyeur à votre chaîne de production complète
- Placez l'unité après votre sécheur centrifuge donc l'entrée reste humidité inférieure à 0,51 TP7T.
- Utilisez un chargeur à vide ou un convoyeur à vis avec capteurs de niveau pour maintenir la trémie à 60–70% pleine et éviter les surtensions.
- Installer un détecteur de métaux juste avant la gorge d'alimentation, les particules métalliques abîment rapidement les disques.
- Pour un fonctionnement en circuit fermé, les particules surdimensionnées sont renvoyées à l'entrée via un classificateur d'air. Ceci augmente le rendement à 95%+ et réduit les déchets.
Pièges courants et comment les éviter
- Acheter uniquement en fonction du prix : Découvrir des factures d'énergie élevées ou une usure constante des lames six mois plus tard.
- Ignorer les essais de matériaux : Toujours envoyer des échantillons de 50 à 100 kg au fournisseur pour un essai de broyage.
- Surdimensionnement de la machine : Son fonctionnement à une charge de 30% gaspille de l'électricité et provoque une usure irrégulière.
- Négliger le contrôle de la poussière : S’exposer à des amendes réglementaires ou à une mauvaise qualité de l’air sur le lieu de travail.
Programme de maintenance garantissant une production élevée
- Tous les jours: Vérifiez l'accumulation de dépôts à l'entrée et à la sortie ; inspectez les filtres à poussière.
- Hebdomadaire: Nettoyer les tamis du classificateur ; graisser les roulements conformément au manuel.
- Mensuel: Mesurer l'écartement du disque et l'ajuster ; enregistrer la consommation électrique.
- Toutes les 800 à 1 200 heures : Faire pivoter ou remplacer les éléments de broyage ; effectuer un contrôle complet de l'alignement.
En suivant cette procédure, vous pouvez espérer 4 à 6 ans de service fiable avant une révision majeure.
Quelles sont les évolutions technologiques des broyeurs de plastique en 2026 ?
Les variateurs de fréquence et les capteurs intelligents sont désormais de série sur les modèles de milieu de gamme, permettant de surveiller en temps réel les vibrations, la température et la puissance via une application mobile. De nouveaux revêtements composites pour disques prolongent la durée de vie des flux abrasifs recyclés. Par ailleurs, les fabricants privilégient un faible niveau sonore (inférieur à 85 dB) et des conceptions modulaires, permettant ainsi d'améliorer ultérieurement le refroidissement ou la classification sans avoir à remplacer l'ensemble de la machine.
Questions fréquemment posées (FAQ)
Q : Quelle est la différence entre un granulateur et un broyeur de plastique ?
A : Un granulateur découpe de gros morceaux de plastique en copeaux ou en flocons de 5 à 10 mm, adaptés au moulage par injection ou à la réextrusion. Un pulvérisateur prend ces flocons et les broie en une poudre fine (20 à 120 mesh) nécessaire au rotomoulage ou au compoundage.
Q : Un broyeur de plastique peut-il traiter des matériaux humides ?
R : Non. L'humidité doit être maintenue en dessous de 0,51 TP7T. Les matériaux humides provoquent l'agglomération, le colmatage des tamis du classificateur, une réduction du débit et peuvent endommager gravement les disques de broyage. Utilisez toujours un séchoir avant le broyage.
Q : Les broyeurs consomment-ils beaucoup d'électricité ?
A: Ils sont énergivores, mais les systèmes modernes 2026 dotés de moteurs à haut rendement IE4, de conceptions de disques optimisées et de variateurs de fréquence (VFD) peuvent réduire la consommation d'énergie jusqu'à 30% par rapport aux modèles plus anciens.
Prêt à aller de l'avant ?
Communiquez les spécifications de vos matériaux, la capacité cible et les exigences de finesse à quelques fournisseurs réputés et demandez-leur des essais sur votre matière première. Comparez les rapports obtenus à l'aide de la liste de contrôle ci-dessus.
Si vous exploitez une ligne de recyclage de PVC, PE ou PP et que vous recherchez des machines à haut rendement conçues pour un fonctionnement continu, découvrez nos solutions avancées. machines de broyage de PVC et de plastique à Energycle. Notre équipe peut analyser vos échantillons et vous fournir des données de performance précises, adaptées à votre ligne de production spécifique.
Vous disposez désormais d'un cadre complet et opérationnel. Utilisez-le, effectuez des tests approfondis, et vous installerez un broyeur de plastique qui augmentera la production, réduira les coûts et fournira une poudre homogène jour après jour.
Ressources associées
- Concasseurs industriels en PVC
- Système de broyage micronisé
- Granulateurs de plastique
- Granulateur vertical pour PVC
- Système de broyeur PVC automatique complet


Chez Energycle, nous traitons chaque année des milliers de tonnes de bouteilles PET. Nous avons testé les méthodes de broyage humide et à sec en conditions réelles. Le broyage humide s'est avéré systématiquement avantageux pour les opérateurs recherchant des paillettes de haute qualité et un fonctionnement optimal.
Le broyage humide consiste à introduire directement de l'eau dans la chambre de broyage au fur et à mesure de l'arrivée des bouteilles. Cette simple étape modifie radicalement le processus. L'eau refroidit la matière, élimine les impuretés et facilite le décollement des étiquettes. Le broyage à sec, quant à lui, se passe d'eau, ce qui simplifie la mise en œuvre mais engendre des problèmes tels que la poussière et la chaleur.
Les opérateurs nous demandent souvent pourquoi nous recommandons le broyage humide pour la plupart des lignes de PET. Les raisons principales sont de meilleurs résultats, des coûts réduits à long terme et une maintenance simplifiée. Voici les principaux avantages que nous constatons au quotidien.
Élimination supérieure des contaminants dès le départ
L'eau agit comme un système de rinçage intégré lors du broyage. Au fur et à mesure que les lames déchiquettent les bouteilles, l'eau élimine immédiatement le sable, les gravillons, la pâte à papier et les résidus de colle. Cela empêche les contaminants de s'incruster dans les flocons de PET.
Dans les systèmes à sec, les étiquettes et la colle peuvent s'étaler sur les surfaces sous l'effet de la chaleur, ce qui nécessite des étapes de nettoyage supplémentaires. Avec le broyage humide, les paillettes sont plus propres au moment du lavage. Les installations avec lesquelles nous collaborons constatent jusqu'à 30% de résidus en moins après le broyage initial.
Ce nettoyage précoce permet d'obtenir un produit plus pur qui répond aux normes strictes en matière de rPET de qualité alimentaire.
Protection de la qualité des matériaux et de la viscosité intrinsèque
Le PET se dégrade sous l'effet de la chaleur. Le frottement dans les broyeurs à sec fait rapidement monter la température, ce qui diminue la viscosité intrinsèque (VI). Une VI plus faible signifie des granulés plus fragiles et une perte de valeur.
L'eau maintient la température basse. Elle absorbe la chaleur et prévient les dommages thermiques. Nos tests montrent que les flocons broyés à l'état humide conservent des valeurs d'indice d'iode (IV) supérieures, souvent de 0,05 à 0,1 point, par rapport aux méthodes à sec.
Les acheteurs sont prêts à payer plus cher pour un matériau homogène et de haute viscosité. Le concassage humide permet de produire des flocons qui se vendent mieux sans traitements supplémentaires.
Durée de vie prolongée des équipements et maintenance réduite
Le concassage à sec provoque une usure importante des lames et des tamis. Les particules abrasives, comme le sable, frottent contre le métal sans lubrification.
L'eau amortit les chocs et élimine les abrasifs. Les lames restent affûtées plus longtemps et les grilles s'encrassent moins souvent. Les utilisateurs nous indiquent qu'ils remplacent moins fréquemment les lames 40-50% avec les systèmes à eau.
Moins de pannes signifient une disponibilité accrue et des coûts de réparation réduits à long terme.
Opérations plus sûres, plus propres et plus silencieuses
Le broyage à sec produit des nuages de poussière et de particules de plastique. Cela accroît les risques pour la sécurité et nécessite une ventilation puissante.
Les méthodes humides permettent de contrôler la poussière de manière quasi totale. L'eau fixe les particules, ce qui maintient l'espace de travail plus propre et réduit les risques pour les travailleurs.
Le bruit diminue sensiblement lui aussi. L'eau amortit les chocs des pales, ce qui rend l'usine plus silencieuse et assure le confort des équipes pendant les longues journées de travail.
Efficacité énergétique et performances constantes
L'eau répartit la charge sur les moteurs de manière plus régulière. La consommation d'énergie reste stable au lieu de subir des pics lors des alimentations difficiles.
De nombreuses lignes que nous installons consomment moins d'électricité grâce au concassage humide, même en tenant compte des pompes. Ces gains sont dus à une coupe plus efficace et à une friction réduite.
Conseils pratiques pour optimiser les avantages du broyage humide
Choisissez le débit d'eau approprié. Commencez avec un débit de 5 à 101 TP7T (poids du matériau) et ajustez-le en fonction du niveau de contamination. broyeurs de bouteilles PET humides elles sont conçues avec des systèmes d'injection d'eau réglables pour faciliter cette optimisation.
Ajoutez une étape de tri préalable. Retirez les bouchons et les saletés importantes avant le broyage afin d'alléger la charge.
Maintenez un pH adéquat dans l'eau. Un pH neutre ou légèrement alcalin permet de décoller les étiquettes sans endommager le PET.
Recyclez l'eau de process. Utilisez des bassins de filtration et de décantation pour la réutiliser et réduire les besoins en eau douce jusqu'à 70%.
À associer à un lavage en aval intensif. Le broyage humide assure le premier nettoyage ; poursuivre avec un lavage à chaud et des séparateurs par friction pour une pureté optimale.
Nous accompagnons chaque client Energycle dans ces réglages lors de la configuration. De petits changements permettent souvent d'améliorer rapidement la qualité de la production.
Vous souhaitez en savoir plus sur nos lignes complètes de recyclage du PET ? Consultez notre site web. Systèmes de lavage de bouteilles en PET ou comparez les options sur notre site guide des équipements de recyclage du PET.
Perspectives issues de sources industrielles
Ces avantages sont confirmés par les experts. Une analyse détaillée du broyage humide dans le recyclage des plastiques met en évidence une consommation d'énergie réduite, un fonctionnement plus silencieux et un meilleur contrôle des résidus. Des études sur les méthodes de concassage montrent également que les procédés humides permettent un enrichissement plus efficace des composants purs.
Dans le contexte plus large du recyclage du PET, l'EPA note un potentiel de récupération élevé lorsque les procédés minimisent la dégradation.
Le broyage humide est la solution privilégiée des recycleurs de PET les plus exigeants. Il permet d'obtenir des flocons plus propres, préserve la valeur du matériau, réduit la maintenance et améliore l'environnement de travail. Son coût initial est supérieur à celui des systèmes à sec, mais les gains en qualité et en efficacité sont rapidement significatifs.
Contactez Energycle Si vous souhaitez explorer le concassage humide pour votre exploitation, nous partageons des données réelles provenant d'installations de taille similaire à la vôtre.
Ressources associées
- Granulateur de plastique humide
- Système de recyclage de bouteilles en PET
- Comment choisir un granulateur pour PET
- Broyeur de bouteilles en plastique
Le Texas est le premier producteur d'énergie du pays, une activité qui génère d'énormes quantités de films LDPE post-consommation. Ces films souples en polyéthylène sont utilisés pour l'emballage, le revêtement des fûts, les bâches de forage et les films de protection sur les champs pétroliers et les installations gazières. Après usage, ces films sont souvent contaminés par du sable, des résidus d'hydrocarbures et des impuretés, ce qui complique leur recyclage.
Les entreprises énergétiques du Texas sont confrontées à un choix clair : envoyer ces matériaux à la décharge ou les transformer en granulés de valeur réutilisables. Le traitement mécanique à grande capacité offre une solution fiable. Chez Energycle, nous aidons les installations de tout l’État à traiter des milliers de kilos par heure de films LDPE souillés grâce à des équipements conçus pour résister aux conditions industrielles réelles.
Pourquoi les déchets de films LDPE s'accumulent-ils dans les exploitations énergétiques du Texas ?
L'industrie pétrolière et gazière utilise les films LDPE pour leur résistance et leur flexibilité. Les ouvriers s'en servent pour protéger les équipements, revêtir les conteneurs et emballer les matériaux sur les sites. Après utilisation, ces films accumulent des contaminants courants sur les champs pétroliers du Texas.
- Sable et terre provenant des sites de forage
- Résidus pétroliers et chimiques
- Étiquettes ou cassettes mixtes
Ces problèmes mettent à rude épreuve les lignes de recyclage classiques. Les films s'enroulent autour des arbres, obstruent les filtres ou produisent un flux de faible qualité. De nombreuses installations texanes mettent ces déchets en balles et les stockent, en attendant des solutions plus viables. Les récentes évolutions du marché, notamment la fermeture d'installations comme l'usine PCR Natura de WM, soulignent la nécessité de solutions mécaniques sur site ou à l'échelle régionale, garantissant des résultats constants.
Principaux défis liés au traitement des films LDPE post-consommation souillés
Vous connaissez bien les problèmes liés à la manipulation quotidienne de ce matériau. Les films LDPE souillés exigent un équipement capable de gérer la contamination sans interruption de production constante. Parmi les difficultés courantes, on peut citer :
- niveaux de contamination élevés — Le sable abrase les lames standard et réduit la qualité des granulés.
- faible densité apparente — Les films en vrac occupent des volumes énormes en termes de stockage et de transport.
- humidité variable — Les films exposés sur le terrain retiennent l'eau, ce qui affecte l'extrusion.
Les installations qui surmontent ces difficultés produisent des granulés propres et uniformes, prêts pour le moulage par injection ou la fabrication de films. La clé réside dans des systèmes de prétraitement et d'extrusion robustes, conçus spécifiquement pour les matières premières contaminées.
Équipement haute capacité conçu pour résister aux conditions difficiles du Texas
Les opérateurs du secteur énergétique ont besoin de systèmes capables de traiter de 2 000 à 5 000 livres par heure, voire plus. Nous recommandons des lignes intégrées combinant broyage intensif, densification et extrusion.
Broyeurs spécialisés pour films obscènes
Les granulateurs standards sont inefficaces avec les films contaminés, car le matériau s'enroule ou flotte. Les broyeurs mono-arbre équipés de moteurs à couple élevé broient proprement les LDPE sableux et huileux. Ces machines sont dotées de lames et de grilles renforcées qui résistent à l'usure due aux abrasifs. Pour en savoir plus sur les broyeurs spécialisés pour le recyclage des films, consultez notre guide.
Densificateurs et presses pour la réduction de volume
Après le broyage, les densificateurs ou les presses compressent les flocons en granulés denses. Cette étape élimine l'air et l'humidité résiduelle tout en atteignant des taux de compression jusqu'à 50:1. Résultat : une alimentation facilitée dans les extrudeuses et des coûts de transport réduits. Voir les détails sur essoreuses de film plastique et gains de densité.
Extrudeuses et granulateurs à haut rendement
Les extrudeuses à double vis ou à vis unique dotées de systèmes de filtration performants permettent de fondre et de nettoyer le matériau. changeur d'écrans attrape le sable et les contaminants avant la granulation. Anneau d'eau ou granulés de brinIls produisent ensuite des granulés uniformes, adaptés à la revente ou à la réutilisation.
Tous les systèmes Energycle fonctionnent sur une alimentation électrique industrielle standard américaine : 480 V, 60 Hz, triphasé. Cette compatibilité signifie qu'il n'est pas nécessaire d'installer des transformateurs coûteux ni de procéder à un recâblage lors de l'installation dans des bâtiments au Texas.
Guide étape par étape pour la mise en place de votre ligne de traitement de films LDPE
Suivez ces étapes pratiques pour traiter efficacement les films LDPE post-consommation souillés :
- Collecter et trier → Filmer les balles sur place et séparer les matériaux non plastiques évidents comme les sangles métalliques.
- Déchiqueter → Introduire les balles dans un broyeur à couple élevé pour créer des morceaux uniformes.
- Densifier → Passez le matériau déchiqueté dans une presse ou un agglomérateur pour augmenter sa densité et éliminer l'humidité.
- Extrusion et filtration → Faire fondre le matériau densifié et le faire passer à travers des tamis fins pour éliminer les contaminants.
- Granuler et refroidir → Couper les brins chauds ou les granulés de matrice et les refroidir pour l'emballage.
Ce procédé mécanique permet de produire des granulés dont l'indice de fusion convient au soufflage de films ou au moulage. De nombreux exploitants texans amortissent leur investissement en 12 à 24 mois grâce aux économies réalisées sur les frais d'élimination et aux ventes de granulés.
Des avantages concrets pour les entreprises énergétiques du Texas
Les installations qui investissent dans des lignes à haute capacité maîtrisent mieux leurs flux de déchets. Elles réduisent ainsi les coûts d'enfouissement, atteignent leurs objectifs de développement durable et créent une nouvelle source de revenus grâce aux granulés. L'Agence américaine de protection de l'environnement (EPA) souligne que le recyclage mécanique permet d'économiser de l'énergie et de réduire les émissions par rapport à la production de résine vierge.
L'American Chemistry Council signale une demande croissante de résines post-consommation dans les applications d'emballage.
Les exploitants énergétiques texans bénéficient également d'un soutien local et d'équipements conçus selon les normes énergétiques américaines. Les systèmes Energycle résistent aux conditions sableuses et huileuses typiques des exploitations du bassin permien et d'Eagle Ford.
Prêt à traiter vos films LDPE post-consommation à grande échelle ? Contactez Energycle pour une consultation personnalisée sur une ligne énergétique adaptée aux besoins du Texas. Découvrez nos offres. Solutions de densification des films LDPE ou un guide complet sur la granulation pour commencer.
Ressources externes :
- Principes de base du recyclage selon l'EPA
- Division des plastiques du Conseil américain de chimie
- Association des recycleurs de plastique
Ressources associées
- Machine de granulation de film PP/PE
- Ligne de lavage de films PP PE
- Agglomèreur de film plastique
- Sécheur à film
- Qu'est-ce qu'un densificateur de film plastique ?

Un broyeur " tout-en-un " est un véritable gouffre à temps d'arrêt. S'il est tentant d'acheter une seule machine capable de tout traiter (purge, films, tuyaux, palettes), les lois de la physique du broyage impliquent une perte d'efficacité de 30 à 40 % par tonne. Ce guide explique pourquoi la spécialisation est la seule voie vers la rentabilité.
Équipements associés : destructeur de films PE/PP, broyeur de plastique rigide.
1. Le décalage du régime moteur
- Film/Fibre (Souple): Nécessite Couple élevé + Vitesse élevée (80-100 tr/min). Il faut de l'élan pour cisailler le matériau avant qu'il ne s'étire.
- Plastique dur (morceaux): Nécessite Couple élevé + faible vitesse (40-60 tr/min). La vitesse élevée provoque le rebond du rotor sur le bloc, créant des chocs.
- Le compromis " universel "Une machine tournant à 70 tr/min est trop rapide pour les grumeaux (choc) et trop lente pour le film (bourrage).
2. Géométrie du rotor : spline ou lisse
- Film/Fibre: Utilise souvent un Rotor cannelé anti-enroulement. Les surfaces en relief empêchent le matériau de se poser à plat et de s'enrouler.
- Plastique rigide: Utilise un Rotor lisse. Les cannelures créeraient des points de concentration de contraintes susceptibles de provoquer des fissures au contact d'un bloc massif de PP.
- RésultatLe passage d'un film de roulement sur un rotor lisse provoque souvent un enroulement. Le passage de grumeaux denses sur un rotor cannelé peut accroître les concentrations de contraintes et risquer des dommages mécaniques, selon la conception du rotor et les réglages de contrôle.
3. Logique Ram (Hydraulique)
- FilmLéger et moelleux. Nécessite un Turbo Ram (approche rapide, basse pression) pour forcer constamment le matériau dans les lames.
- Tuyauterie/PurgeDense et solide. Nécessite un RAM à détection de charge (approche lente, haute pression) qui " grignote " le matériau pour éviter le blocage.
- ConflitUne logique RAM universelle alimentera soit trop les morceaux (blocage), soit pas assez le film (baisse de débit).
4. Conception de l'écran
- Film: écran de 40 mm avec 50% Espace ouvert.
- Rigide: écran de 40 mm avec 35% Espace ouvert (épaisseur de la toile plus importante).
- ÉchecLes irrégularités de la surface d'un écran de cinéma peuvent le plier ou le casser en raison d'un manque de rigidité structurelle.
Conclusion
L'achat de deux machines spécialisées (une pour film, une pour rigide) a souvent un coût total de possession (CTP) inférieur à celui de l'achat d'une seule machine " universelle " fonctionnant à l'efficacité 60% et nécessitant un entretien constant.
Références
[1] " L’efficacité du recyclage du plastique "," Monde de la gestion des déchets. Efficacité du recyclage du plastique
[2] " Principes de conception des broyeurs industriels "," Journal d'ingénierie. Principes de conception des broyeurs industriels
Ressources associées
- destructeur de films PE/PP
- Consulter les déchiqueteuses plastiques
- Déchiqueteuse vs granulateur vs extrudeuse à granulés
- broyeur de fibres et de textiles