
Ligne de recyclage des sacs tissés en PP et du raphia
Une ligne complète de recyclage pour les sacs PP tissés post-consommation, les bandes de raphia et les fils, et les déchets de big bags FIBC avec du sable lourd, de l'encre, de la poussière et des organiques résiduels. Le système combine une alimentation contrôlée, un broyage à basse vitesse, une granulation humide, un lavage intensif, un séchage en étapes et une granulation optionnelle.

Facteurs de Sélection qui Modèlent la Ligne
Le choix des modules, la dimension des utilities et la constance de la production dépendent du niveau de contamination, de la forme du matériau, du taux d'humidité cible et des exigences d'extrusion downstream.
Tolerance a la contamination
Conçue pour les sacs tissés en coton, les bandes de raphia et les déchets de big bags FIBC avec une contamination importante, où le niveau de contamination détermine l'intensité du lavage et le choix des modules.
Controle de la taille des paillettes
Le broyage et la granulation humide sont configurés ensemble pour créer une fenêtre de taille de sortie stable pour le lavage, le rinçage, le séchage et la granulation.
Objectifs d humidite
Le déshydratage, le séchage thermique et l'option de compression sont sélectionnés autour de l'humidité résiduelle nécessaire pour l'extrusion ou la granulation directe.
Usure et acces maintenance
L'agencement des lames, la sélection du tamis et la protection des paliers sont adaptés aux contaminants abrasifs afin que l'entretien reste prévisible.
Boucle d eau et charge energetique
La planification des utilities est liée au profil de contamination, à la température de lavage sélectionnée et au design de boucle d'eau ouverte ou fermée.
Automatisation et interverrouillages de securite
Les contrôles de niveau de ligne coordonnent l'alimentation, la coupe, le lavage et le séchage tout en gérant automatiquement les conditions de surcharge et de sécurité.
Formes de matières premières prises en charge
Partagez des photos, des échantillons, des détails de contamination et les cibles de qualité downstream afin que nous puissions sélectionner l'intensité de lavage et le chemin de séchage.
Sac en Tissu PP
Sacs de ciment, sacs d'engrais, sacs de riz et autres sacs tissés imprimés.

PP non tissé
Déchets de tissu non tissé et sacs, avec un lavage optionnel plus profond.

Tape et Fils de Raphia PP
Bandes, rubans et déchets de fil de raphia provenant des opérations de tissage et d'emballage.

Sacs tissés laminés BOPP
Sacs tissés imprimés et laminés configurés autour de l'encre, de l'adhésif et du niveau de contamination.
.webp?auto=format,compress)
Big Bags
Sacs en vrac et grands sacs, y compris les matériaux poussiéreux ou contaminés par du sable.

Chutes de tissage PP
Trimmings de tissage, coupures et le backing PP associé, avec une intensité de nettoyage sélectionnée par la poussière, le sable et la lamination.
De Déchets Tissés Sale à Éclat PP Prêt à l'Extrusion
La ligne suit une séquence de réduction de taille à travers le lavage et le séchage en étapes. La configuration finale dépend du profil de contamination, de la taille cible de l'éclat et des exigences d'extrusion downstream.
Alimentation et pré-tri
Mesure des sacs tissés et du raphia entrants tout en éliminant les contaminants indésirables avant la découpe.
Déchiquetage
Une réduction à basse vitesse et à fort couple ouvre la structure tissée et stabilise la coupe downstream.
Granulation par voie humide
La coupe assistée par l'eau crée une gamme de taille d'éclat définie et commence le lavage tôt.
Lavage par friction
Le lavage à haute shear enlève le sable, la poussière, l'encre détachée et les fibres attachées.
Rinçage et séparation
Le rinçage et la séparation par densité améliorent la pureté du PP tout en éliminant une contamination lourde.
Déshydratation et séchage
Le déshydratage mécanique et le séchage thermique livrent l'humidité résiduelle cible.
Granulation
Optionnel : la granulation optionnelle transforme les copeaux conditionnés en granulés uniformes pour le stockage, la dosage ou la revente.
Alimentation et pré-tri
Alimentation dosée et vérification des contaminations entrantes.
Déchiquetage
La réduction à basse vitesse ouvre la structure tissée.
Granulation par voie humide
La coupe assistée par l'eau définit la taille des copeaux.
Lavage par friction
Le lavage à haute shear élimine les contaminations collées.
Rinçage et séparation
Le rinçage et le tri par densité améliorent la pureté du PP.
Déshydratation et séchage
Le séchage mécanique et thermique atteignent l'objectif de teneur en humidité.
Granulation
Granulation optionnelle et granulation à anneau d'eau.
Services publics et empreinte au sol
Référez-vous aux installations et à l'enveloppe de conception par tranche de capacité. La taille finale dépend du niveau de contamination, du lavage à chaud et de la configuration de séchage.
| Capacité (kg/h) | Puissance installée (kW) | Surface d'aménagement typique (m²) | Opérateurs / Équipe | Air comprimé (MPa) | Eau de process (m³/h) |
|---|---|---|---|---|---|
| 300 | 150 | 350 | 4 | 0.6-0.8 | 3 |
| 500 | 230 | 460 | 6 | 0.6-0.8 | 4 |
| 1000 | 430 | 500 | 6 | 0.6-0.8 | 5 |
Faites glisser pour voir le tableau complet.
Note: Les valeurs sont indicatives. Les installations finales dépendent du profil de contamination, du lavage à chaud ou du choix du chauffage, et de la configuration de séchage. L'alimentation électrique est spécifiée par tension/Hz et méthode de démarrage ; la demande en eau dépend du design en boucle ouverte ou fermée.
Équipement principal dans une ligne de recyclage de sacs en tissu PP
Chaque module est sélectionné en fonction de la forme du matière première, du profil de contamination, du débit et de l'objectif de production en aval.
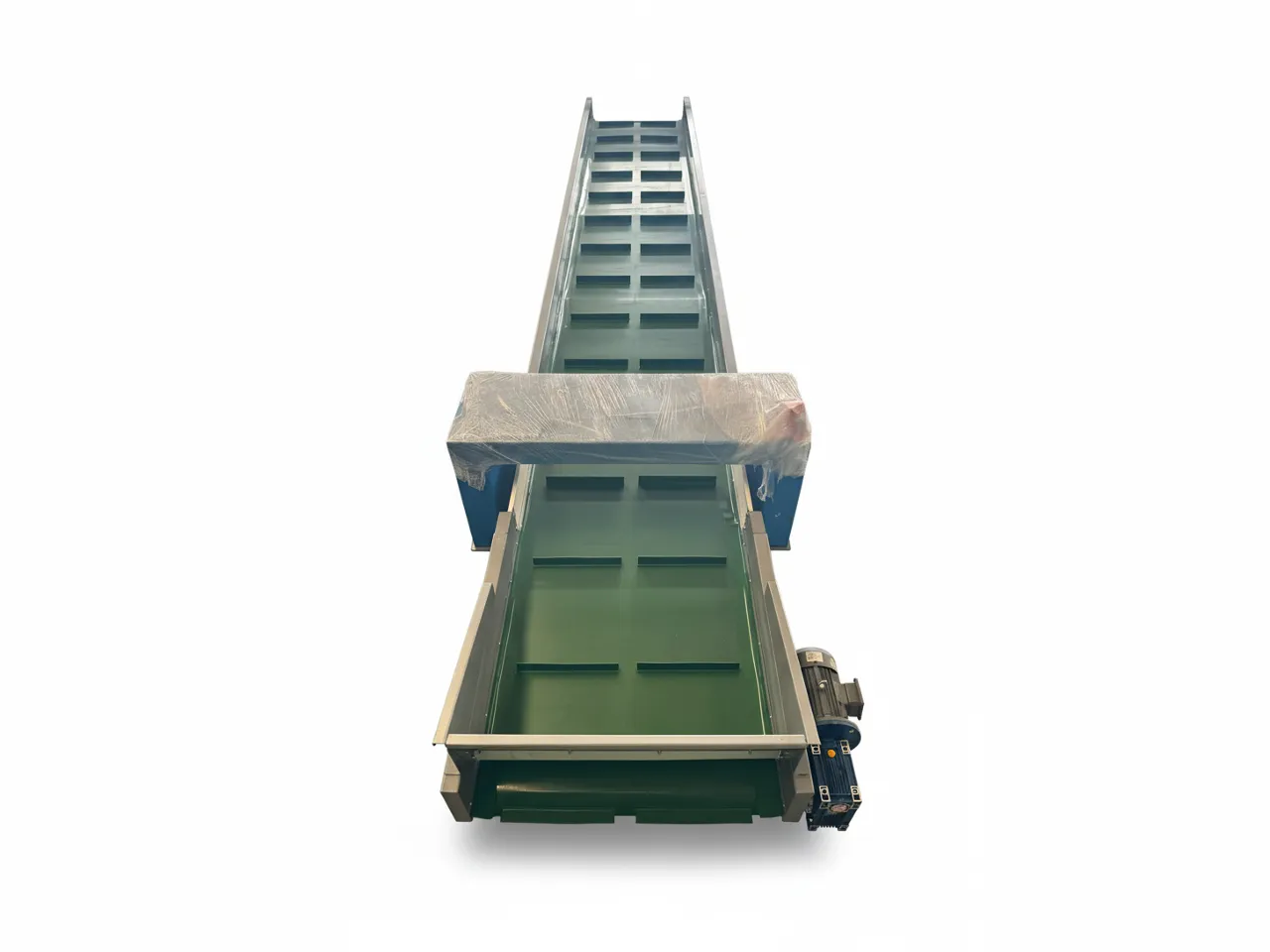
Convoyeur à bande
Les sacs en tissu en vrac et le raphia sont mesurés dans la ligne, soutenant un débit stable et une inspection ou détection de métaux en amont optionnelle.

Broyeur à arbre unique
La broyage à basse vitesse et haute couple ouvre la structure tissée, réduit le volume en vrac et stabilise la granulation humide en aval.

Granulateur de plastique humide
La coupe assistée par l'eau crée des copeaux définis, commence le rinçage tôt et améliore l'efficacité du lavage.

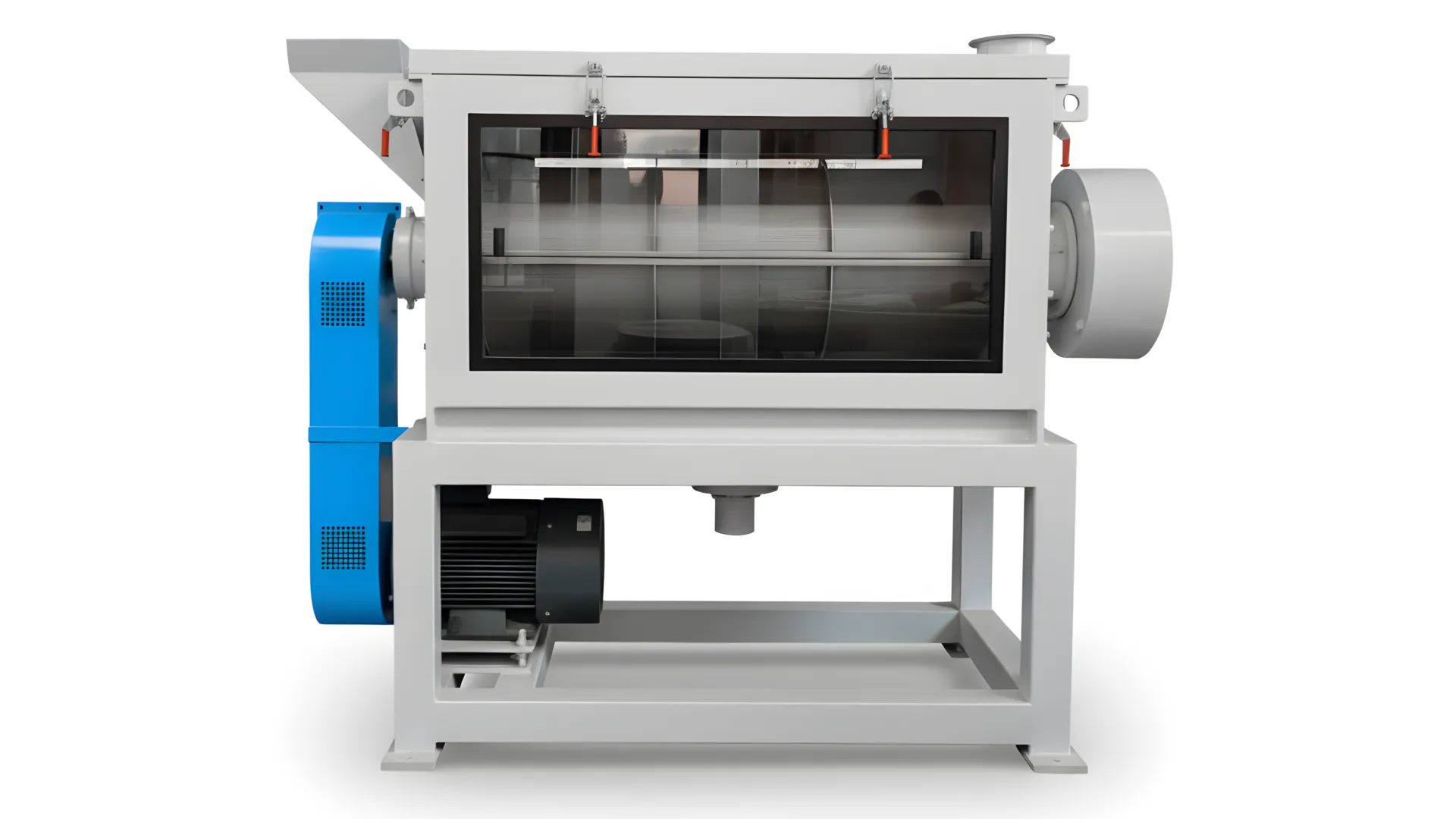
Rondelle de friction
Le friction à haute vitesse élimine le sable, la poussière, l'encre détachée, les fibres et les contaminations abrasives des surfaces des copeaux.

Réservoir de séparation flottant
Le rinçage et le tri par densité réduisent les contaminants lourds et améliorent la pureté du PP avant le déshydratage.

Laveuse à chaud
Le lavage à chaud améliore l'élimination des huiles, de la colle, des résidus d'encre et des organiques tenaces lorsque cela est nécessaire.
Sécheur centrifuge
Le déshydratage mécanique élimine l'eau libre et réduit la charge sur le séchage thermique en aval.

Sècheur tubulaire thermique
Le conveyage par air chaud et la séparation cyclonique aident à atteindre l'objectif de teneur en humidité résiduelle pour l'extrusion.

Presse-film
La compression par vis optionnelle réduit l'humidité et augmente la densité volumique où la stabilité de la granulation est importante.

Système de granulation à anneau d'eau
Transforme les copeaux de PP conditionnés en granulés coupés par anneau d'eau pour le stockage, la dosage ou la revente.
Video de la ligne de recyclage de sacs en tissu PP et raphia
Regardez le concept de ligne pour le recyclage de sacs en tissu, de raphia et de FIBC.
Notes sur les performances sur le terrain
Observations opérationnelles représentatives. Les résultats réels dépendent du matière première, de la contamination, des installations et de la configuration.
Sacs de ciment imprimés avec un fort chargement de sable bénéficient d'un lavage à chaud et d'une intensité de lavage à friction plus élevée, réduisant le transfert abrasif vers le séchage et améliorant la propreté des écaillons.
Tissu de raffia et copeaux de fil avec des organiques légers utilisent une granulation contrôlée pour améliorer l'efficacité du rinçage et stabiliser la préparation d'extrusion en aval.
Les copeaux de tissés et de FIBC nécessitent un déshydratage plus un séchage thermique pour atteindre l'objectif de teneur en humidité, avec un presseur sélectionné lorsque la densité volumique élevée est nécessaire.
FAQ techniques
Des réponses orientées décision pour la sélection des modules, des utilitaires et des objectifs de sortie.
Une ligne complète peut inclure le broyage, le pré-lavage, le lavage à friction, le lavage à chaud pour les sacs imprimés ou contaminés, le rinçage, la séparation par flottaison, le déshydratage centrifuge, le séchage thermique, et l'extrusion optionnelle avec le granulateur à anneau d'eau.
Avec un lavage approprié, les granulés PP issus du recyclage des sacs tissés peuvent atteindre une couleur naturelle ou légère, une teneur en cendres faible, un débit de fusion stable et des propriétés mécaniques adaptées à l'injection, l'extrusion et la production de nouveaux sacs tissés.
La ligne traite les sacs tissés PP, le tissu de raffia et le fil, les copeaux de FIBC et les non-tissés PP. Les sacs tissés laminés BOPP peuvent être configurés avec une intensité de lavage appropriée et un lavage à chaud si nécessaire.
Le débit typique varie de 300 à 1500 kg/h selon les modules et la charge de contamination. Avec le séchage thermique, la teneur en humidité résiduelle est généralement inférieure à 3% lorsque nécessaire pour une extrusion stable, dépendante du matière première.
Spécifiez un lavage à chaud lorsque l'encre, les huiles, la colle ou les organiques lourds doivent être réduits pour atteindre un objectif de propreté. Le lavage à friction plus le rinçage est souvent suffisant pour des charges légères de poussière et de sable.
Oui. Ajouter l'extrusion et le granulateur à anneau d'eau. Un presseur peut réduire l'humidité et augmenter la densité volumique avant l'extrusion lorsque la charge d'eau d'entrée est élevée ou que la stabilité du granulat est critique.
Oui. La disposition, la sélection de module et la logique de contrôle sont configurées autour de la capacité, de la contamination, des utilities et de la surface occupée. L'automatisation peut inclure des verrous, la protection contre les surcharges et les permissions par module.
Planifiez votre projet de recyclage de sacs tisses PP
Partagez vos détails de matière première, votre capacité cible, le profil de contamination, les utilities et les contraintes de disposition. Nous dimensionnerons les modules, le circuit d'eau, la stratégie de séchage et le granulateur optionnel autour de votre projet.
Demander une proposition technique
Utilisez le formulaire pour envoyer les détails de votre matière première, votre capacité cible et les contraintes d'agencement.