
Egy újrahasznosító sor jövedelmezőségét gyakran egyetlen fogyóeszköz határozza meg: a Forgókés. Egy olyan pengekészlet, amely 200 óra alatt tompul el, szemben egy 800 órás élettartamúval, alapvetően megváltoztatja az üzemeltetési költségeit. Ez a technikusoknak szóló útmutató az ipari aprítógép-pengék kohászati technológiáját és a hulladékáramhoz megfelelő acél kiválasztását mutatja be.
Kapcsolódó felszerelés: egytengelyes aprító | pót aprítópengék | tungsten carbide rotor vágóvillák | vágólap polírozó.
A forgácsolás kémiája: Az acélminőségek megértése
Nem minden “edzett acél” egyforma. Az iparági szabvány a hidegalakító szerszámacélokra támaszkodik, amelyeket magas szén- és krómtartalom jellemez.
1. D2 acél (AISI D2 / DIN 1.2379)
- Összetétel1,5% szén, 12% króm.
- A StandardA D2 a műanyagipar igáslova. Jó egyensúlyt kínál a kopásállóság és a költség között.
- KeménységHőkezelt 58-60 HRC.
- LegjobbTiszta poliolefinek (HDPE, PP), PET palackok és általános műanyaghulladék.
- GyengeségViszonylag törékeny. Ha nehézfém szennyeződés (például kalapácsfej) kerül az aprítógépbe, a D2 pengék gyakran megrepednek vagy eltörnek.
2. DC53 (továbbfejlesztett hidegalakító szerszámacél)
- A frissítésAz SKD11-ből módosított, saját fejlesztésű minőség.
- KeménységElérhető 62-64 HRC magas hőmérsékletű megeresztés után.
- SzívósságA DC53 körülbelül 2x erősebb mint a D2. Sokkal jobban ellenáll a lepattogzásnak ütés hatására.
- LegjobbNehéz alkalmazások, mint például E-hulladék, Gumiabroncsok, és Rézhuzal ahol gyakoriak a lökésszerű terhelések.
3. Keményfelület-megmunkálás (volfrám-karbid bevonat)
- A páncélSzabványos acél test, volfrám-karbid mátrixmintával hegesztve.
- KeménységA karbidrészecskék elérik 70+ HRC.
- LegjobbCsiszoló anyagok, mint például Piszkos mezőgazdasági fólia (homok/szilícium-dioxid tartalom) vagy Üvegszálas műanyagok.
- KompromisszumEzeket a pengéket nem lehet könnyen élezni. Elhasználódhatnak, vagy speciális újrahegesztést igényelnek.
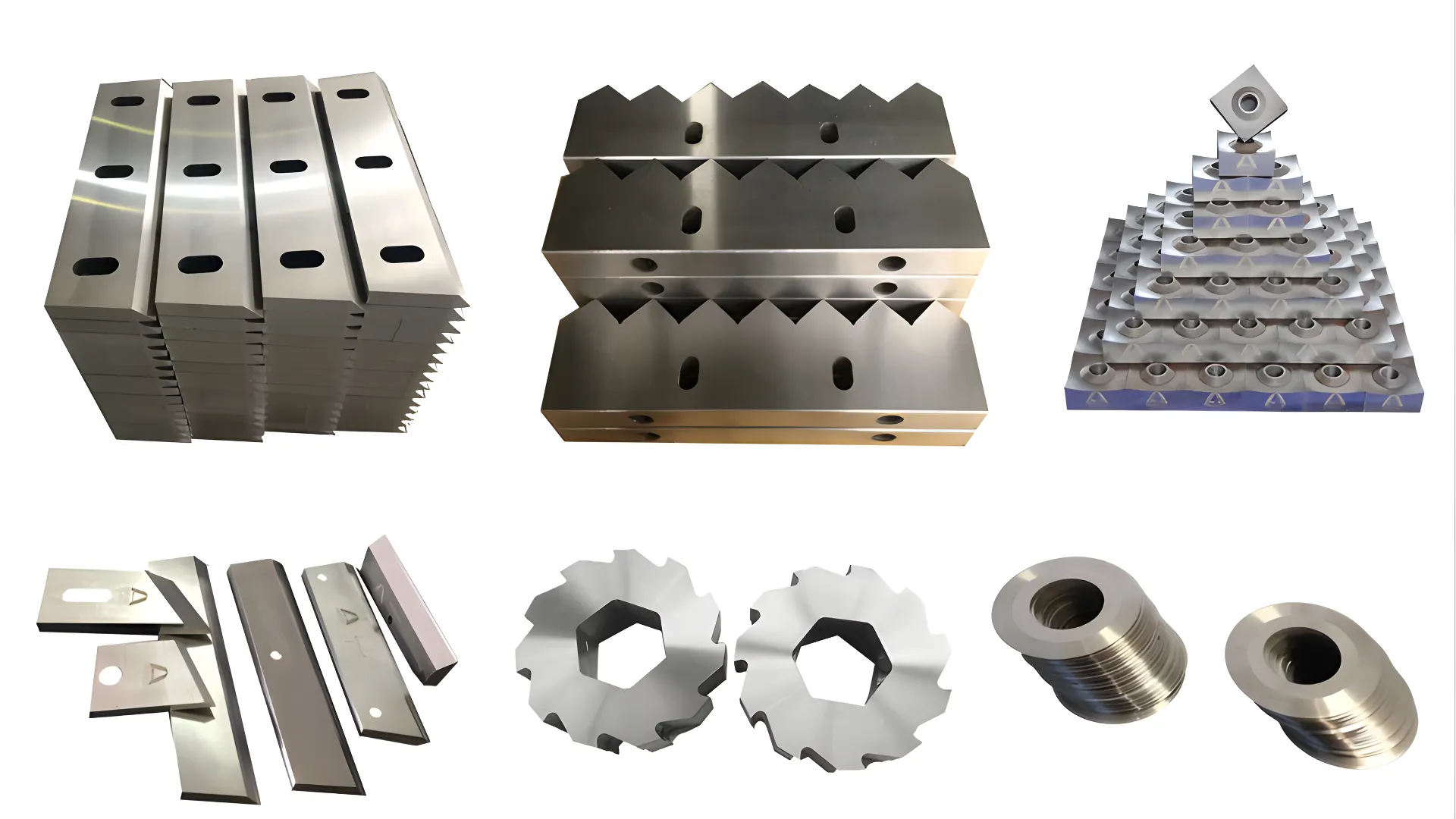
Penge geometria és konfiguráció
A penge alakja határozza meg a “harapást”.”
Rotor kések (mozgó)
- Négyzet alakú (4 irányú)A leggyakoribb kialakítás. Amikor az egyik él tompa lesz, 90 fokkal elforgatjuk.
- Tipp: Forgatáskor nyomatékkulcsot használjon. A laza csavarok katasztrofális rotorkárosodást okozhatnak.
- Horog / HawkbillAgresszív forma terjedelmes fólia vagy szálak megragadásához.
- KockázatHa a horog szilárd tárgynak ütközik, a nyomatékcsúcs hatalmas.
Állórész kések (álló)
- Ezek az “üllő” szerepét töltik be. Általában a kissé lágyabb (2-3 HRC-ponttal alacsonyabb), mint a rotorkés. Ez biztosítja, hogy ütközés esetén az olcsóbb/könnyebben cserélhető állórész viseli a sérülést, megkímélve a drága rotort.
Hőkezelés: A láthatatlan változó
Két penge ugyanúgy nézhet ki, de eltérően működhet a következők miatt: Edzés.
- Standard edzésHevítés ~200°C-ra. Jó keménység, alacsonyabb szívósság.
- Vákuumkeményítés + kriogén kezelésA penge -196°C-ra történő fagyasztása edzés után a megmaradt ausztenitet martenzitté alakítja. Ez növeli a kopási élettartamot azáltal, hogy 20-30% anélkül, hogy a penge ridegebbé válna. Mindig kérdezd meg a beszállítódat, hogy használnak-e kriogenikus oldatot.
- Eddy Current Szeparátor: Teljes Útmutató
- Desktop Plastic Shredder: Complete Guide
Karbantartási protokoll: Mikor kell változtatni?
Ne várd meg, amíg a penge kerek lesz.
1. Áramerősség-monitorEgy éles gép alacsony áramerősséggel jár alapjáraton, és stabil tüskékkel vág. Egy tompa gép folyamatos nagy áramerősséget fogyaszt.
2. Bírságok százalékaA tompa pengék “összetörik” a műanyagot a vágás helyett, ami túlzott port (finom szemcséket) eredményez. Ha a porgyűjtő kétszer gyorsabban telik meg, ellenőrizze a hézagot.
3. A rés (vágási távolság)A rotor és az állórész közötti távolságnak a következőnek kell lennie: 0,3 mm – 0,5 mm filmhez, és 1,0 mm – 2,0 mm merev csövekhez. Tartsa fenn ezt a pontosságot.
GYIK
Miért lepattannak a D2 pengéim?
Valószínűleg fémszennyeződés van, vagy az előtolási sebesség túl agresszív (lökésszerű terhelés). Váltson a következőre: DC53 jobb ütésállóság érdekében vagy telepítsen mágneses szeparátor a bevezetésen.
Meg tudom magam élezni az aprítógép pengéit?
Igen, de szükséged van egy Felületcsiszoló hűtőfolyadékkal. Soha ne használjon száraz sarokcsiszolót; a helyi hő meglágyítja (meglágyítja) az acélt, és azonnal tönkreteszi az élét.
Mi a költségkülönbség?
A DC53 pengék gyakran drágábbak, mint a D2-esek, de az ütéseknek kitett alkalmazásokban jelentősen tovább tartanak. A tényleges élettartam a szennyeződéstől, a keménységi céloktól, a hőkezelés minőségétől és a kés geometriájától függ – ezért a beszállítókat tonnánkénti költség és próbaadatok alapján hasonlítsa össze, ne pedig egyetlen százalékos értékkel.
Acélféle összehasonlító táblázat
| Tényező | D2 (1.2379) | DC53 | Karbidszilárd burkolat |
|---|---|---|---|
| Keménység | 58–60 HRC | 62–64 HRC | 70+ HRC (karbidszilárd részecskék) |
| Szívósság | Közepes (ütés alatt törékeny) | ~2x D2 rugalmasság | Alacsony (karbidszilárd réteg repedése alatt) |
| Kopásállóság | Jó | Nagyszerű | Kiváló |
| Legjobb anyagok | Tiszta HDPE, PP, PET, általános műanyag | E-scrap, abroncsok, rézvezeték, szennyezett folyamatok | Sós homokos film, üveggyantázott műanyag, rozsdás hulladék |
| Általános élettartam | 200–400 óra | 400–800 óra | 600–1,200 óra (újra polírozás nélkül) |
| Újra polírozás | Igen (felület polírozóval és hűtőfolyadékkal) | Igen (felület polírozóval és hűtőfolyadékkal) | Nem (hibás működés vagy újravájolás) |
| Relatív költség | $$ (alap) | $$$ (15–30% több, mint D2) | $$$$ (2–3x D2) |
| Kilogrammonkénti költség | Nagyobb merev anyagok esetén | Leggyebek közül a legkisebb a vegyes/szennyezett folyadatoknál | A legkisebb rozsdás anyagoknál |
Hogyan válasszuk ki a megfelelő szalagvágót?
Kövesd ezt a döntési keretrendszert, hogy a vágóvágó acélt az alkalmazásodhoz igazítsd:
- Azonosítsd a fő hulladékfolyamodat: Tiszta műanyag → D2. Szennyezett/keverett → DC53. Homokos/rozsdás → Vastagítás.
- Értékeld a szennyezés kockázatát: Ha fémek bejuthatnak a szalagvágóba, válaszd a DC53-t a csapásállósága miatt. Adj hozzá mágneses szeparátor és örvényáramú szeparátor felsőfokozatot.
- Számítsd ki a tonnánkénti költséget: Ne csak a vágóvágó árával hasonlítsd össze. Vegyél figyelembe: vágóvágó élettartama (órák), újrahegesztési ciklusok (általában 3–5 ciklus egy csomagban), a vágóvágó cseréjének kiesési költsége (2–4 óra), és a darabok/por aránya (sokkoló vágók = több hulladék).
- Kérj próbapakettet: Kérj a beszállítótól egy 2–3 osztályú próbapakettet. Futtasd minden egy teljes cikluson keresztül, és mérd az actual órákat, amperárium stabilitását, és az output minőségét.
- Határozd meg a hőkezelést: Mindig kérj üveggyűrűs keményítést + kriogén kezelést D2 és DC53 esetén. A 20–30% élettartam-megnövelés messze meghaladja a minimális árkülönbséget.
Szükséged van szalagvágókra a szalagvágódra? Nézd meg a pót aprítópengék vagy tungsten carbide rotor vágóvillák. Granulátorvágók esetén lásd a granulátorvágó katalógusunkat.
Referenciák
[1] “Szerszámacélok: Tulajdonságok és alkalmazások” ASM Nemzetközi. Szerszámacélok: Tulajdonságok és alkalmazások
[2] “Fogaskerekek és vágószerszámok hőkezelése” Ipari Fűtés Magazin. Fogaskerekek és vágószerszámok hőkezelése