
Podczas projektowania linii do recyklingu tworzyw sztucznych, głównym wąskim gardłem często jest mechanizm podający. Systemy tnąco-kompaktujące (zintegrowane) i systemy z podajnikiem rozdrabniającym (modułowe) rozwiązują ten problem w różny sposób. Niniejszy przewodnik omawia przepływy pracy operacyjnej, wymagania konserwacyjne i protokoły rozwiązywania problemów dla każdego z nich, pomagając kierownikom zakładów wybrać odpowiednią architekturę dla ich hali.
Sprzęt powiązany: Niszczarka do folii PE/PP, rozdrabniacz grudek wytłaczarki.
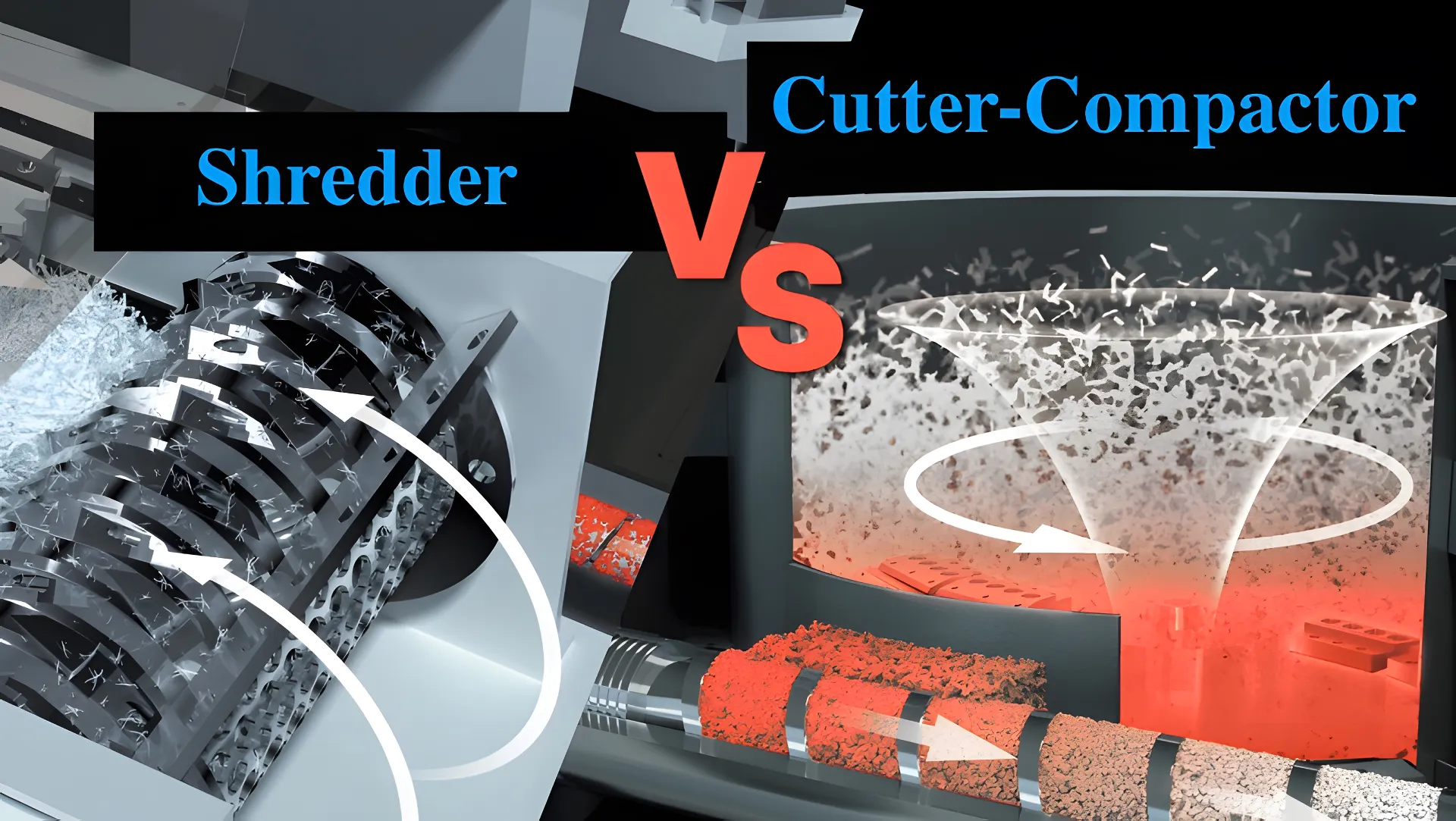
Przepływ pracy 1: Maszyna tnąco-zagęszczająca (zintegrowana)
Idealny dla: Folia poprodukcyjna (LDPE/LLDPE), BOPP, CPP, torby tkane
Jak to działa
- Bezpośrednie karmienie:Lekki, puszysty złom jest transportowany bezpośrednio do pojemnika zagęszczarki.
- ZagęszczanieSzybko obracające się noże tną i nagrzewają materiał przez tarcie, zwiększając gęstość nasypową od ~50 kg/m³ do ~300 kg/m³.
- Dawkowanie styczne:Zagęszczony, gorący materiał jest podawany siłą odśrodkową do ślimaka wytłaczarki.
- Wyrzucenie:Ślimak topi wstępnie podgrzany polimer przy minimalnym ścinaniu, zachowując właściwości materiału (minimalizacja spadku IV).
Zalety operacyjne
- Proces jednoetapowy: Eliminuje potrzebę stosowania oddzielnej niszczarki, przenośnika i podajnika siłowego.
- Samoregulujący:Jeśli ciśnienie w wytłaczarce wzrośnie, zagęszczarka automatycznie zwalnia (w przypadku zaawansowanych sterowników PLC), zapobiegając przepełnieniu.
- Odparowywanie wilgoci:Ciepło tarcia odparowuje wilgoć z powierzchni (do 5%), działając jako wydajny wstępny osuszacz.
Rozwiązywanie problemów
- “Pomostowanie materiałowe”:Jeśli zagęszczarka nagrzeje się zbyt mocno (>110°C w przypadku LDPE), plastik topi się w “kłodę” zamiast w okruchy. Rozwiązanie: Zwiększ przepływ wody chłodzącej do zagęszczarki lub zmniejsz prędkość ostrza.
- Zużycie ostrzaTępe ostrza generują mniej ciepła, ale tną słabo. Aby uzyskać optymalną wydajność, należy je ostrzyć co 40–80 godzin.
Przepływ pracy 2: Linia do rozdrabniania (modułowa)
Idealny dla: Twarde tworzywa sztuczne (HDPE/PP), usuwanie grudek, zanieczyszczona folia
Jak to działa
- Zmniejszenie rozmiaru:Materiał jest wrzucany do dużej rozdrabniarki jednowałowej, która rozdrabnia go na wióry o średnicy 40 mm.
- Przechowywanie buforowe:Wióry są transportowane do silosu lub zasobnika buforowego.
- Karmienie przymusowe:Podajnik boczny lub podajnik wciskowy wpycha zimne wióry do wytłaczarki.
- Topienie ścinające:Zwykle większość pracy związanej ze stopieniem zimnego plastiku wykonuje ślimak wytłaczarki, co wymaga dłuższego stosunku L/D (zwykle 32:1 lub więcej).
Zalety operacyjne
- Tolerancja zanieczyszczeń:Niszczarki radzą sobie lepiej z metalem, piaskiem i papierem niż zagęszczarki szybkoobrotowe.
- Wszechstronność:Możliwość przełączania między sztywnymi rozmiarami (rury, bryły) i folią (z odpowiednim sitem) bez konieczności większych przezbrojeń.
- Zimny start:Nie ma potrzeby “rozgrzewania” zbiornika zagęszczającego; system jest gotowy do pracy natychmiast.
Rozwiązywanie problemów
- “Zagłuszanie podajnika”: Zatory w podajniku zgarniającym są częste w przypadku cienkiej folii. Rozwiązanie: Użyj mieszadła w zasobniku buforowym.
- Oślepiający ekran:Sita niszczarki łatwo zatykają się mokrą folią. Rozwiązanie: Użyj większego sita (50 mm lub więcej) i polegaj na wytłaczarce w celu ostatecznego wymieszania.
Tabela porównawcza: wskaźniki operacyjne
| Metryczny | Linia Cutter-Compactor | Linia do rozdrabniania |
|---|---|---|
| Czas uruchomienia | 15-30 min (faza rozgrzewania) | Instant (zimne podawanie) |
| Umiejętności operatora | Wysoki (wymaga zrównoważenia ciepła/prędkości) | Umiarkowany (skupienie mechaniczne) |
| Konserwacja | Ostrzenie ostrzy (częste) | Obrót noża (okresowy) |
| Efektywność energetyczna | ~0,30 kWh/kg | ~0,38 kWh/kg (z powodu podawania na zimno) |
| Powierzchnia podłogi | Kompaktowy (zintegrowany) | Duży (komponenty modułowe) |
Zalecenie inżyniera
Jeśli w Twoim obiekcie przetwarzane są Folia/włókno 80%, ten Frezarka-zagęszczarka jest najlepszym wyborem pod względem efektywności energetycznej i stabilności przepustowości.
Jeśli Twoja placówka obsługuje mieszane strumienie sztywne/elastyczne lub wysoki poziom zanieczyszczeń, Karmione przez niszczarkę architektura zapewnia niezbędną solidność i elastyczność.
Często zadawane pytania
Czy maszyna Cutter-Compactor może przetwarzać sztywne tworzywa sztuczne?
Tak, ale jest nieefektywny. Sztywne części są hałaśliwe i szybko zużywają ostrza. Jest przeznaczony do materiałów cienkościennych.
Jak często należy wymieniać noże w niszczarce?
W przypadku czystego plastiku, noże kwadratowe mogą wytrzymać 500-1000 godzin na ostrze (łącznie 4 ostrza). W przypadku zanieczyszczonych odpadów pokonsumenckich ten czas znacznie spada.
Który system produkuje lepsze peletki?
Ten Frezarka-zagęszczarka generalnie daje lepsze granulki do produkcji folii, ponieważ “delikatne topienie” zachowuje łańcuchy polimerowe, co skutkuje większą wytrzymałością na rozciąganie w produkcie poddanym recyklingowi.
Odniesienia
[1] “Efektywność energetyczna w recyklingu tworzyw sztucznych” Recyklerzy plastiku w Europie. Efektywność energetyczna w recyklingu tworzyw sztucznych
[2] “Systemy podawania ekstruzji” Podręcznik inżynierii tworzyw sztucznych. Systemy podawania ekstruzji