
Cienkowarstwowe tworzywa sztuczne, takie jak folie LDPE, stwarzają poważne problemy w zakresie obsługi, podawania i transportu w procesach recyklingu. Umyte płatki LDPE charakteryzują się zazwyczaj bardzo niską gęstością nasypową i wysoką zawartością powietrza, co czyni je nieefektywnymi w transporcie i kosztownymi w transporcie.
W tym przewodniku wyjaśniono, jak zagęszczanie mechaniczne zmienia gęstość nasypową, zmniejsza objętość i poprawia wydajność przetwarzania w kontekście recyklingu przemysłowego. Omówiono w nim zasady fizyczne, typowe wyniki wydajności i praktyczne zalety przetwarzania – bez skupiania się na konkretnych modelach urządzeń.
Co sprawia, że materiały filmowe są trudne w obsłudze
Płatki folii LDPE posiadają:
- Niska gęstość objętościowa — duża przestrzeń pusta i uwięzione powietrze
- Słaba płynność — płatki tworzą mostki i wirują, zamiast płynąć
- Duża objętość w stosunku do wagi — nieefektywne wykorzystanie przestrzeni kontenerowej
Na przykład:
- Luźne płatki folii LDPE: 30–80 kg/m³
- Płatki myte z wilgocią: 60–120 kg/m³
Na tym etapie 40-stopowy kontener typu high-cube może być wypełniony tylko 1,5–3 tony materiałów, marnując możliwości logistyczne i zwiększając koszty.
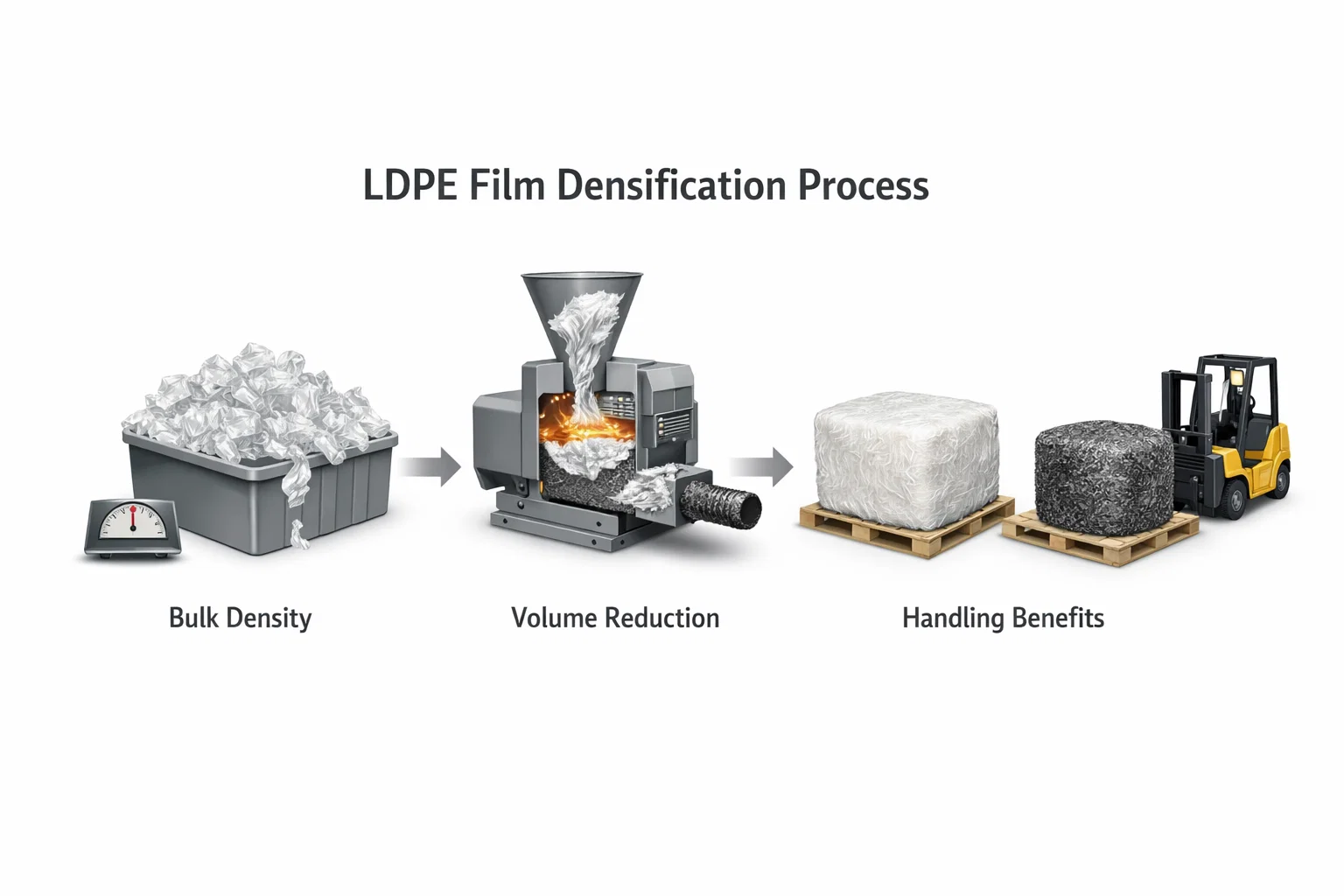
Jak zagęszczanie zmienia gęstość objętościową
Zagęszczanie mechaniczne polega na kontrolowanym ściskaniu i odwadnianiu w celu przekształcenia płatków folii w zwarte aglomeraty o większej gęstości nasypowej.
Proces obejmuje:
1. Kompresja mechaniczna
Gdy materiał przechodzi przez strefę sprężania lub śrubę, wolna woda i uwięzione powietrze są wydalane przez perforowane sita, co zmniejsza całkowitą objętość pustych przestrzeni.
2. Ciepło tarcia i zmiękczenie powierzchni
Praca mechaniczna generuje ciepło, podnosząc temperaturę LDPE do zakresu mięknięcia (zwykle 70–100 °C). Zmiękczenie to delikatnie łączy powierzchnie i eliminuje resztki pęcherzyków powietrza, nie powodując całkowitego stopienia polimeru.
3. Tworzenie zwartych aglomeratów
Produktem końcowym jest gęsta, nieregularna forma aglomeratu o znacznie zmniejszonej objętości wolnej i zwiększonej stabilności.
Typowe zakresy gęstości objętościowej zagęszczonego materiału:
- 400–600 kg/m³ (najczęściej)
- Aż do 650–700 kg/m³ w zoptymalizowanych warunkach
Stanowi to mniej więcej Wzrost 6–10× w porównaniu do stanu sprzed zagęszczania.
Redukcja objętości i jej wpływ na logistykę
Zagęszczanie powoduje zmniejszenie objętości materiału foliowego LDPE o około 70–85% (redukcja objętości od 6:1 do 10:1), co ma kilka bezpośrednich zalet:
- Bardziej wydajne ładowanie kontenerów
- Niższy koszt transportu za tonę
- Zmniejszona liczba cykli transportowych
Przekształcanie dużych ładunków płatków w aglomeraty o większej gęstości nasypowej pozwala na ograniczenie transportu pod względem wagi, a nie objętości — jest to istotny czynnik kosztowy w globalnej logistyce recyklingu.
Poprawiona stabilność podawania i procesu
Płatki folii o niskiej gęstości często powodują:
- Praca na własny rachunek i mostkowanie w lejach
- Przeciążenie lub niedobór w wytłaczarkach
- Nierównomierny przepływ stopu
Po zagęszczeniu materiał:
- Przepływa bardziej konsekwentnie
- Zmniejsza tworzenie się mostków i puszenie się włosów
- Zapewnia bardziej stabilne wejście dla urządzeń znajdujących się dalej w dół rzeki
Zwiększa to wydajność, skraca przestoje i zwiększa ogólną wydajność recyklingu.
Rozważania dotyczące energii w porównaniu z suszeniem termicznym
Zagęszczanie mechaniczne ma zalety w porównaniu z suszeniem termicznym:
- Niższe zużycie energii
- Zmniejszone ryzyko degradacji termicznej
- Resztkowe ciepło sprężania podgrzewa wstępnie materiał
- Nie ma potrzeby stosowania dużych pieców suszarniczych ani źródeł ciepła
Korzyści te sprawiają, że zagęszczanie mechaniczne staje się atrakcyjną metodą dla zakładów recyklingu, których celem jest optymalizacja całkowitego zużycia energii w procesie.
Rozróżnianie gęstości objętościowej od gęstości rzeczywistej materiału
Ważne jest rozróżnienie:
- Gęstość objętościowa — masa na jednostkę objętości, wliczając puste przestrzenie (ważne dla logistyki i żywienia)
- Prawdziwa gęstość — gęstość wewnętrzna polimeru (LDPE ≈ 0,91–0,93 g/cm³)
Zwiększa się zagęszczanie mechaniczne gęstość objętościowa, nie jest to rzeczywista gęstość polimeru. Materiał pozostaje poniżej gęstości rzeczywistej, dopóki nie zostanie całkowicie stopiony i zgranulowany.
Kiedy zagęszczanie jest szczególnie korzystne
Zagęszczanie filmu sprawdza się w sytuacjach, gdy:
- Koszt transportu ma decydujący wpływ na ekonomię recyklingu
- Zmienność surowca utrudnia stabilną ekstruzję
- Ograniczenia przestrzenne ograniczają możliwości przechowywania lub składowania materiałów
- Spójność podawania ma kluczowe znaczenie dla niezawodności dalszych procesów
Praktyczne uwagi dotyczące sprzętu
Wiele zakładów recyklingu wykorzystuje mechaniczne systemy kompresji i odwadniania w ramach swoich linii do przygotowywania folii. Rozważając alternatywne procesy, warto wziąć pod uwagę moc systemu, przepustowość, powierzchnię sita i wymagania konserwacyjne.
Obiekty poszukujące przemysłowych rozwiązań do ściskania i odwadniania folii z tworzyw sztucznych mogą zapoznać się ze specjalistycznymi opcjami sprzętowymi dostępnymi tutaj:
(Uwaga: powyższy link zawiera kontekst dotyczący sprzętu; niniejszy artykuł skupia się na korzyści procesowe.)
Wniosek
W przypadku linii recyklingu folii LDPE, mechaniczne zagęszczanie znacząco poprawia gęstość nasypową, obniża koszty transportu i stabilizuje podawanie materiału. Dzięki zrozumieniu, jak zmienia się gęstość nasypowa przed i po zagęszczaniu – oraz jak zmienia się zachowanie materiału w logistyce i dalszym przetwarzaniu – działy recyklingu mogą podejmować lepsze decyzje inżynieryjne i osiągać bardziej spójne wyniki produkcji.