
General Twin-Screw Extrusion Platform
Twin-Screw Extruder System
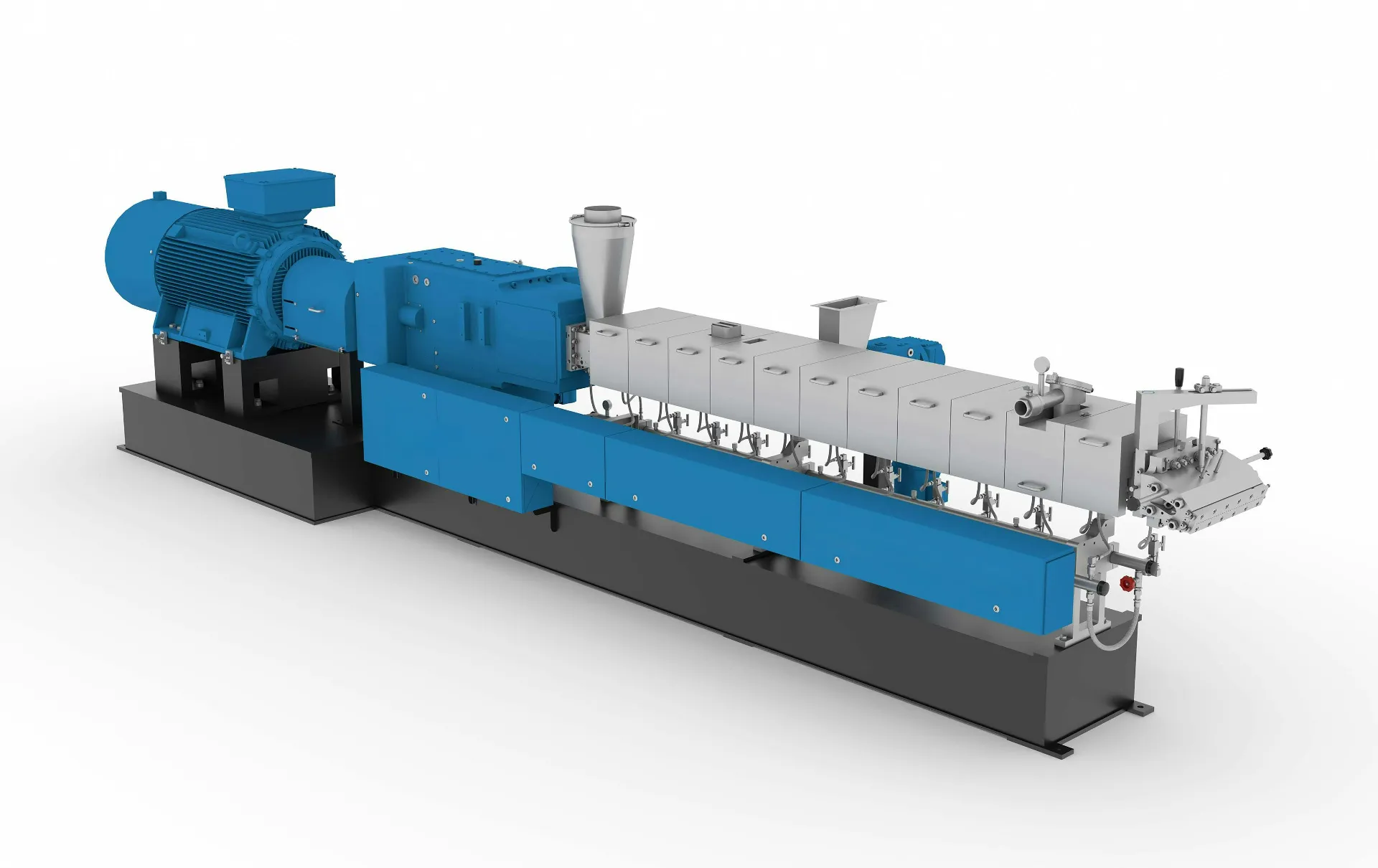
A modular co-rotating twin-screw extruder system for stable melting, conveying, devolatilization, and continuous extrusion across profile, pipe, sheet, and general polymer processing projects. It is intended for dependable extrusion duty and flexible configuration rather than a fully integrated pelletizing line by default.
Why Choose a Modular Twin-Screw Extruder System
This platform is aimed at reliable continuous extrusion with flexible screw and barrel configuration. It is the right fit when you need broader process control than a basic extruder, but not necessarily a dedicated pelletizing package.
Modular Screw and Barrel Layout
The building-block design lets the system be adjusted around your polymer, product geometry, venting need, and downstream line layout.
Accurate Temperature Control
Independent heating zones help maintain stable melt viscosity and improve day-to-day production consistency.
Multiple Gearbox and Torque Options
Different torque series and drive arrangements allow the line to be sized around throughput, resin type, and product duty.
Self-Cleaning Screw Interaction
Co-rotating intermeshing screws help reduce dead zones and residue accumulation, which supports more stable long-run extrusion.
Flexible Feeding and Venting Configurations
Main feed, side feed, venting, and vacuum sections can be combined according to the polymer system and downstream product target.
Maintenance-Friendly Service Layout
Replaceable wear sections and modular service access help reduce downtime and simplify long-term maintenance planning.
Typical Applications for This Extruder System
This machine is best understood as a configurable extrusion platform rather than only a pelletizing line.
Profiles and WPC Products
Suitable for profile and WPC extrusion projects that need stable melt delivery and matched downstream equipment.
Pipe Extrusion
Supports pipe lines that depend on stable output, controlled melt temperature, and compatible calibration or haul-off sections.
Sheet and Board Extrusion
Works on sheet and board applications where thickness consistency and steady melt flow matter.
Cable Material Extrusion
Can be configured for cable compound extrusion with appropriate feeding, temperature zoning, and downstream matching.
Specialty Polymer Processing
A good base when the project needs custom venting, dosing, and screw-section selection around a specific polymer job.
Complete Extrusion Lines
Can be integrated with die heads, cooling tables, tanks, haul-off units, and cutters to form a full production line.
How the Twin-Screw Extruder System Runs
The process flow changes by product type, but the core extrusion logic remains broadly consistent across line configurations.
Feed the Resin or Compound
Material enters through the main hopper, and side feeding can be added when the process requires multi-point dosing.
Melt and Convey
The twin screws plasticize the material while maintaining controlled melt development and stable output pressure.
Vent if Needed
Optional venting and vacuum zones remove moisture and volatiles where the process requires cleaner melt conditions.
Shape Through the Die
The melt passes through a matched die head for profile, pipe, sheet, or other extrusion targets.
Integrate Downstream Handling
Cooling, calibration, haul-off, and cutting are matched to the finished product and production requirement.
Twin-Screw Extruder System vs Pelletizing-Focused Alternatives
This page covers a general extrusion platform. If your real goal is compounded pellets, the better match may be a pelletizing-focused line instead.
| Decision Factor | Twin-Screw Extruder System | Twin-Screw Plastic Extruder | Single-Screw Pelletizer |
|---|---|---|---|
| Primary Goal | General extrusion into profile, pipe, sheet, or similar products | Compounding and pelletizing into uniform pellets | Standard pellet recovery from prepared scrap |
| Downstream Focus | Die forming with matched cooling and haul-off | Integrated pellet cutting and pellet handling | Pelletizing and discharge |
| Best Process Fit | Extrusion production lines | High-value compounds, masterbatch, and additive mixing | General recycling projects with simpler feed and lower complexity |
| Mixing Intensity | Configurable extrusion duty | Stronger compounding focus | Lower than twin-screw systems |
| When to Choose | When the final product is an extruded shape rather than pellets | When pellet output and formulation control are the priority | When feed is prepared and a standard pelletizing route is sufficient |
Technical Specifications
Final sizing depends on polymer type, die design, downstream equipment, and the intended extrusion product.
| Screw Diameter | 50 - 150 mm |
|---|---|
| L/D Ratio | Up to 68:1 |
| Max Screw Speed | Up to 600 rpm |
| Motor Power | 55 - 450 kW |
| Max Capacity | 150 - 2000 kg/h |
Machine Gallery
A reference image showing modular screw-element configurations used to match the extruder to different polymer tasks.
Video Overview
A quick look at the modular twin-screw platform and how the extrusion system can be configured.
Frequently Asked Questions
Questions we usually hear when buyers are deciding between a general twin-screw extruder and pelletizing-focused systems.
It is commonly used for PVC and other thermoplastics depending on configuration. Final suitability depends on your polymer, product type, additives, and downstream line target.
Selection depends on throughput, melt stability, die type, venting needs, and the finished extrusion product. We usually size the system after reviewing the full production target.
Yes. Venting and vacuum sections can be configured when moisture or volatiles need to be removed for cleaner extrusion and better product finish.
Yes. Dies, calibration, cooling, haul-off, and cutting equipment can be selected to build a complete extrusion line around the core twin-screw system.
If the main goal is compounded pellets or recycled pellet output rather than profiles, sheet, or pipe, a twin-screw pelletizing line or single-screw pelletizer is usually the better fit.
Need a Twin-Screw Extrusion Layout Matched to Your Product?
Send us your polymer type, product target, output requirement, and downstream line preference. We will help define screw diameter, L/D ratio, venting, die, and support equipment.