
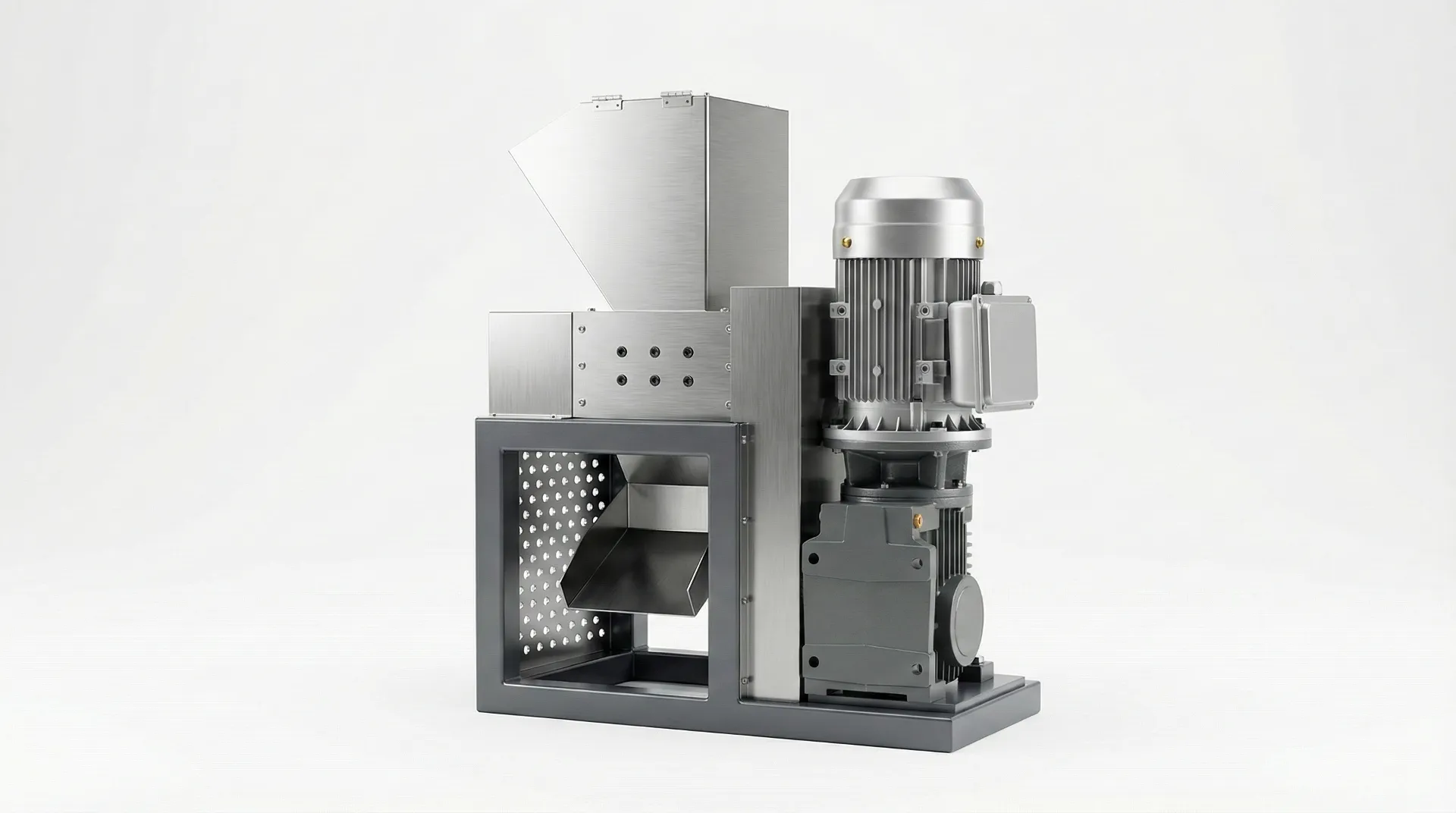
Trituratore da tavolo compatto per piccoli lotti di plastica riciclata
Trasforma gli scarti di stampa 3D, i tappi di bottiglia e le bottiglie in PET preparate in materiale macinato da 3-6 mm per il riutilizzo e come materia prima per l'estrusione di filamenti.
Compatibilità del materiale di input
Verificare il comportamento del polimero, la geometria dello scarto e il livello di contaminazione rispetto all'apertura di alimentazione e al set di coltelli.
La selezione inizia con l'adattamento della materia prima. Definisci la famiglia di polimeri primari, la forma dello scarto e il pezzo più grande che deve passare attraverso l'apertura di 120 x 200 mm senza forzatura manuale. Gli scarti rigidi e puliti solitamente si tagliano in modo uniforme e producono un macinato stabile.
Pellicole e materiali elastici possono formare ponti o avvolgere e potrebbero richiedere un pretaglio e un'alimentazione controllata. La contaminazione da sabbia, carta e metallo determina l'usura delle lame e la frequenza di manutenzione, pertanto è opportuno dichiararla in anticipo per una pianificazione realistica della manutenzione e per criteri di prova.
Scarti e scarti di produzione rigidi
Canali di colata, canali di colata, componenti a parete spessa e contenitori rigidi. Verificare lo spessore e la durezza massimi per un carico di taglio stabile e una maggiore durata del tagliente.
Film sottili e ritagli di fogli
Film in PP e PE più rifili in fogli. Specificare spessore e lunghezza pretagliata per ridurre ponti e avvolgimento.
Rifiuti di stampa 3D e scarti di prototipazione
Stampe e scarti non riusciti (PLA/PETG/ABS). Verificare le dimensioni del rimacinato e il metodo di gestione a valle.
Flussi misti e materiali elastici
I polimeri misti, la gomma o i rottami contaminati richiedono una prova di accettazione definita e un limite di contaminazione.
Specifiche chiave
Dimensioni del nucleo, opzioni di coltello e configurazione elettrica per il confronto dei prodotti.
Utilizzare i dati sottostanti per verificare la compatibilità dell'apertura di alimentazione, la capacità del sistema di azionamento e le opzioni del set di coltelli per il rimacinato desiderato. Per le bottiglie in PET, pianificare la preparazione: rimuovere tappi ed etichette, risciacquare, asciugare e tagliare per adattarle all'apertura.
| Dimensioni della porta di alimentazione | 120 mm x 200 mm |
| Output di rimacinazione target | 3-6 mm (a seconda dell'applicazione) |
| Portata tipica | 1-5 kg/h (dipende dal materiale) |
| Modello Blade A | 22 lame rotanti e 22 fisse (larghezza 5 mm) |
| Blade modello B | 36 lame rotanti e 36 fisse (spessore 3 mm) |
| Diametro della lama rotante | 100 millimetri |
| Materiale della lama | Acciaio industriale rapido H13 |
| Potenza del motore | 1,5 kW con cambio |
| Voltaggio | Personalizzabile (opzioni 110V/220V) |
| Peso della macchina | 101 chili |
| Dimensioni complessive (L x P x A) | 650 x 300 x 780 mm |
Nota: le specifiche sono solo di riferimento. Confermare la configurazione finale prima di ordinare.
Uscita di rimacinazione da 3-6 mm
Progettato per un'alimentazione uniforme in piccoli estrusori e per uno stoccaggio controllato tra le fasi.
Per l'estrusione di filamenti 3D e il riutilizzo in piccoli lotti, la consistenza del rimacinato è più importante della massima velocità di taglio. Questa unità è configurata per un intervallo di uscita da 3 a 6 mm (a seconda del materiale), più facile da essiccare, conservare e dosare nella tramoggia dell'estrusore di filamenti.
Se si desidera una fascia di dimensioni più strette, aggiungere la schermatura dopo la triturazione.

Produzione di piccoli lotti
Risultati pratici per flussi di lavoro di riciclaggio domestici e di laboratorio.
La produttività tipica è di 1-5 kg/h, a seconda del tipo di polimero, dello spessore del pezzo e della consistenza del materiale. Gli scarti rigidi e puliti vengono generalmente processati più velocemente rispetto ai film sottili e alle forme irregolari.
Quando si alimenta un estrusore di filamenti, è importante calcolare la produttività per l'intero flusso di lavoro, non solo per la triturazione. Il tempo di asciugatura, la setacciatura opzionale e la segregazione dei polimeri solitamente influenzano la produttività effettiva.
Selezione del modello della lama
Scegli il set di coltelli più adatto alle dimensioni di riaffilatura desiderate e al comportamento del materiale.
Set di coltelli modello A (5 mm)
Coltelli più larghi con meno tagli per giro. Spesso preferiti per pezzi più spessi e per riaffilature generiche in cui la tolleranza è la priorità.
Set di coltelli modello B (3 mm)
Coltelli più sottili con più tagli per rotazione. Spesso preferiti per un'alimentazione più fine e uniforme della riaffilatura.
Coltelli in acciaio per utensili H13
Progettato per il controllo degli urti ripetuti e dell'usura. La durata del tagliente dipende fortemente dalla pulizia dell'alimentazione e dal carico abrasivo.
Sgombero avanti/indietro
Aiuta a recuperare da eventi di bridging o wrap senza smontare e supporta un funzionamento quotidiano stabile.
Raccolta e conservazione
Mantenere il materiale macinato pulito, asciutto e facile da inserire in un estrusore di filamenti.
Definisci come raccogliere l'output (contenitore, secchio o sacco), come mantenerlo asciutto e come trasferirlo nella tramoggia dell'estrusore senza fuoriuscire residui. Se ricicli più materie plastiche, etichetta i contenitori ed evita di mescolare i polimeri, a meno che la lavorazione a valle non lo consenta.
1. Preparare e caricare
Sciacquare e asciugare le bottiglie, rimuovere le etichette/i tappi e tagliare i pezzi in modo che si adattino all'apertura di alimentazione.
2. Triturare e pulire
Il set di coltelli e la trasmissione a ingranaggi producono una riaffilatura. La rotazione avanti/indietro aiuta a recuperare da ponti o avvolgimenti.
3. Raccogliere e conservare
Raccogliere in un contenitore sigillato. Asciugare se necessario e conservare in base al tipo di polimero prima dell'estrusione.
Funzionamento e sicurezza
Comandi semplici, utilizzo sicuro e pulizia prevedibile per l'uso domestico e in laboratorio.
Mantenere una posizione stabile e tenere mani e utensili lontani dall'apertura di alimentazione durante il funzionamento. È disponibile un comando avanti/indietro per eliminare inceppamenti dovuti a pellicole o forme irregolari.
Tenere metalli, pietre e sporco abrasivo lontani dall'alimentazione per ridurre l'usura. Quando la qualità del taglio diminuisce o la forza di taglio aumenta, pianificare la pulizia e la manutenzione delle lame. Tenere un set di lame di riserva riduce i tempi di fermo.
Foto e video dimostrativo
Guarda il set di lame, i comandi e una dimostrazione di breve durata.
Le immagini mostrano il montaggio delle lame e la disposizione dei comandi per la pulizia in avanti/indietro. Nella demo, è possibile verificare l'uniformità del flusso, il livello delle polveri e se la raccolta in contenitori o sacchi avviene in modo pulito e controllato.



Domande frequenti
Risposte rapide per le configurazioni di riciclaggio domestiche e di laboratorio.
Quali tipi di plastica posso triturare per ricavarne filamenti o riutilizzarli?
Gli input tipici includono scarti di stampa 3D (PLA, PETG, ABS), tappi di bottiglia (HDPE/PP) e pezzi di bottiglie in PET preparati. Mantenere il materiale pulito, asciutto e suddiviso in base al tipo di polimero. Evitare metallo, pietre, vetro e sporco abrasivo.
Qual è la dimensione di output?
La resa desiderata è di 3-6 mm (a seconda del materiale). Se l'estrusore necessita di una banda di dimensioni più strette, aggiungere un setaccio dopo la triturazione.
Quanto materiale può elaborare?
La produttività tipica è di 1-5 kg/h, a seconda del tipo di polimero, dello spessore e della consistenza del materiale di alimentazione. Il tempo di preparazione spesso definisce la velocità complessiva del flusso di lavoro.
La tensione a 110 V è disponibile?
Sì. La tensione è personalizzabile (opzioni 110V/220V). Conferma la tua regione e il tipo di spina quando richiedi il prezzo.
Devo asciugare il materiale prima dell'estrusione?
Per la maggior parte dei flussi di lavoro con filamenti, sì. L'umidità può causare bolle, diametri non uniformi e una finitura superficiale scadente.
Che tipo di manutenzione dovrei aspettarmi?
Mantenere pulita la camera di taglio ed evitare l'ingresso di sabbia. Quando la qualità del taglio diminuisce o il carico aumenta, ispezionare e sottoporre a manutenzione i coltelli.
Prezzi e disponibilità
Controlla il prezzo, l'opzione di tensione e il modello di coltello per il tuo flusso di lavoro di riciclaggio.
Per confermare la configurazione e il prezzo, comunica cosa intendi riciclare (stampe in PLA/PETG/ABS, tappi di bottiglia, bottiglie in PET), le dimensioni di output desiderate e il modello di coltello preferito.
Per una risposta più rapida, includi questi dettagli:
- Materiali: PLA/PETG/ABS, tappi (HDPE/PP) o scaglie di bottiglie in PET
- La dimensione massima del pezzo che vuoi alimentare
- Preferenza modello di coltello: 5 mm (generale) o 3 mm (alimentazione più fine)
- Opzione di tensione: 110 V o 220 V
- Città e paese per la stima della spedizione e i tempi di consegna