
Pellicola PP/PE Shredding & Densifying System
Linea di triturazione e densificazione per film plastico PP/PE
Trasforma scarti di film PP/PE imballati, sporchi o sfusi in scaglie densificate pulite o pellet irregolari con una linea compatta che combina triturazione, riduzione dimensionale a umido, lavaggio, separazione e asciugatura a spremitura per facilitare stoccaggio ed estrusione a valle.
Perche scegliere questa linea di triturazione e densificazione del film
Questa linea è progettata per flussi di film di plastica troppo ingombranti, sporchi o instabili per essere trasferiti direttamente alla granulazione, e che necessitano sia del lavaggio che dell'aumento della densità prima del riutilizzo.
Questa linea di frantumazione e densificazione fa parte del nostro soluzioni di riciclaggio end-to-end, progettato per convertire i film di PP/PE contaminati in prodotti puliti e densi pronti per la pellettizzazione.
Efficienza end-to-end
La triturazione, il lavaggio, la separazione e la denaturazione a pressione sono connesse in un percorso coordinato che riduce le perdite di trasferimento e la manipolazione manuale tra le macchine.
Alta Densità Volumetrica
La fase di essiccazione a pressione trasforma le scaglie di film sporgenti in un materiale di scarico più denso che è più facile da conservare, trasportare e alimentare nelle macchine di estrusione.
Pronto per la contaminazione
Granulazione umida, separazione galleggiante e pulizia a sfregamento aiutano a rimuovere sabbia, carta, etichette e contaminazione di campagna dai film post-consumatori e agricoli.
Controllo della Umidità Stabile
Il secco denaturante riduce l'umidità finale a un livello che supporta il confezionamento, la conservazione e la granulazione costante senza dipendere solo dal riscaldamento termico eccessivo.
Modulare per Diversi Condizioni di Alimentazione
Il percorso può essere regolato attorno al film bollato sporco, il mulch agricolo, i rifiuti di sacchi PP tessuti o il film industriale più pulito con cambiamenti nell'intensità del lavaggio, nel trattamento dell'acqua e nella capacità di denaturazione.
Dimostrazione video
Vedi come la linea trita, lava e denatura il film sporgente in un output riciclato più denso e più facile da gestire.
Sequenza operativa
Come funziona la linea
Il sistema riduce il volume del film, rimuove la contaminazione pesante e aumenta la densità di output prima dello stoccaggio o della granulazione.
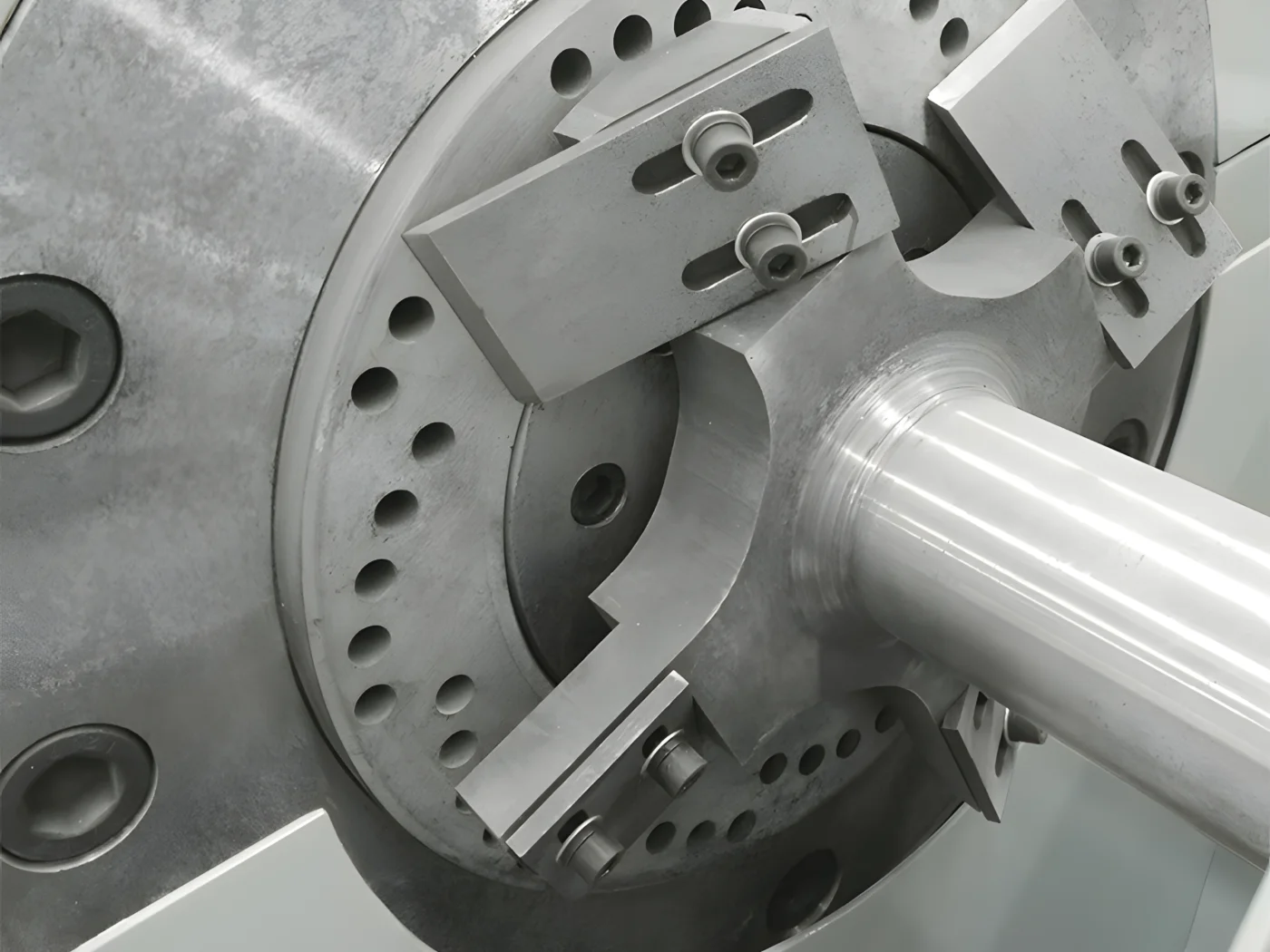
Apertura dei Balzi e Triturazione
I balzi di film compressi o lo scarto sporgente ingombrante vengono aperti e tritati in una dimensione di alimentazione stabile che si muove più uniformemente attraverso le fasi umide.
Granulazione a umido
Il film tritato viene tagliato in scaglie che sono più facili da lavare e inizia la prima fase di rimozione della contaminazione.
Separazione Galleggiante e Affondante
Il serbatoio di lavaggio separa le impurità pesanti come la sabbia, le pietre e il metallo mantenendo il film PP PE nel flusso di recupero target.
Essiccazione a Pressione e Denaturazione
Le scaglie di film lavate vengono meccanicamente schiacciate, parzialmente essiccate e denaturate in una forma di output che è più facile da imballare, ammortizzare e alimentare nella granulazione.
Apertura dei Balzi e Triturazione
Il film ingombrante viene aperto e pre-tagliato per un trasporto stabile.
Granulazione a umido
Il taglio umido riduce il materiale in scaglie pronte per il lavaggio.
Separazione Galleggiante e Affondante
Le contaminazioni pesanti vengono rifiutate dal flusso target PP PE.
Essiccazione a Pressione e Denaturazione
Il film pulito viene essiccato e denaturato per un handling più facile in fase successiva.
Applicazioni
Questa linea si adatta a flussi di rifiuti PP PE flessibili che necessitano sia del lavaggio che dell'aumento della densità prima del riutilizzo, del trasporto o della granulazione.
Pellicola di imballaggio flessibile post-consumatore
Pellicola di imballaggio in LDPE e LLDPE, film di imballaggio a spago, buste di spesa e film di raccolta mista di dettaglio che necessitano di lavaggio prima del riutilizzo.
Recupero di pellicola sporcaFilm agricolo
Pellicola di copertura e pellicola per serra con alto carico di terra e sabbia che richiedono un lavaggio e un trattamento idrico più intensi.
Scarti di tessuto di PP e Raffia
Sacchi tessuti e avanzi di raffia che beneficiano dello spargimento, del taglio umido e del rilascio densificato prima dell'estrusione.
Gestione di uscita densificata
Si adatta bene quando i clienti desiderano una maggiore densità di uscita per il buffering di silo, imballaggio, trasporto o un alimentazione del pelletizzatore più stabile.
Progetti di riciclaggio integrati
Funziona bene nei impianti di lavaggio e pelletizzazione che desiderano un legame più stretto tra la rimozione della contaminazione e la preparazione finale dell'estrusione.
Flussi di materiali con contaminazione variabile
Il percorso modulare può essere regolato per la densità dei fienili, la contaminazione idrica, gli obiettivi di umidità e la qualità del pellet in uscita, invece di forzare una configurazione di lavaggio del film fissa.
Specificare, calcolare il costo o ridurre il rischio della tua linea?
Per la guida completa dell'acquirente - come dimensionare la capacità, cosa determina il costo di proprietà triennale, la qualità dell'output per il materiale di alimentazione, la configurazione regionale e gli errori più comuni nell'acquisto - consulta la nostra Guida al riciclaggio di Pellicole di Plastica in PP e PE: Processo, Sfide e Selezione dell'Equipaggiamento.
Specifiche tecniche
Parametri di pianificazione tipici per progetti di spargimento e densificazione di film PP PE. La dimensione effettiva dipende dalla contaminazione del materiale di alimentazione, dall'umidità desiderata e dal target di densità di uscita.
| Articolo di specifica | Intervallo tipico |
|---|---|
| Opzioni di produttività | 200 a 300 kg/h, 500 a 700 kg/h e fino a 1000 kg/h |
| Modulo di output | Scaglie densificate o pellet irregolari dopo il secco a pressione |
| Densità apparente | Circa 350 a 410 kg/m3 a seconda del materiale e dell'umidità |
| Umidità finale | Tipicamente 3 a 5 percento dopo il rilascio densificato |
| Domanda di potenza | Circa 120 a 350 kW a seconda della capacità e delle fasi di lavaggio |
| Sistema idrico | Circulazione a ciclo chiuso con filtraggio e supporto opzionale DAF |
| Controlli | PLC con HMI, protezione contro sovraccarico e dispositivi di sicurezza a interblocco |
| Pianificazione | Configurazione modulare adattata alla superficie del sito e al piano di pelletizzazione successivo |
Scorri orizzontalmente per vedere la tabella completa su mobile.
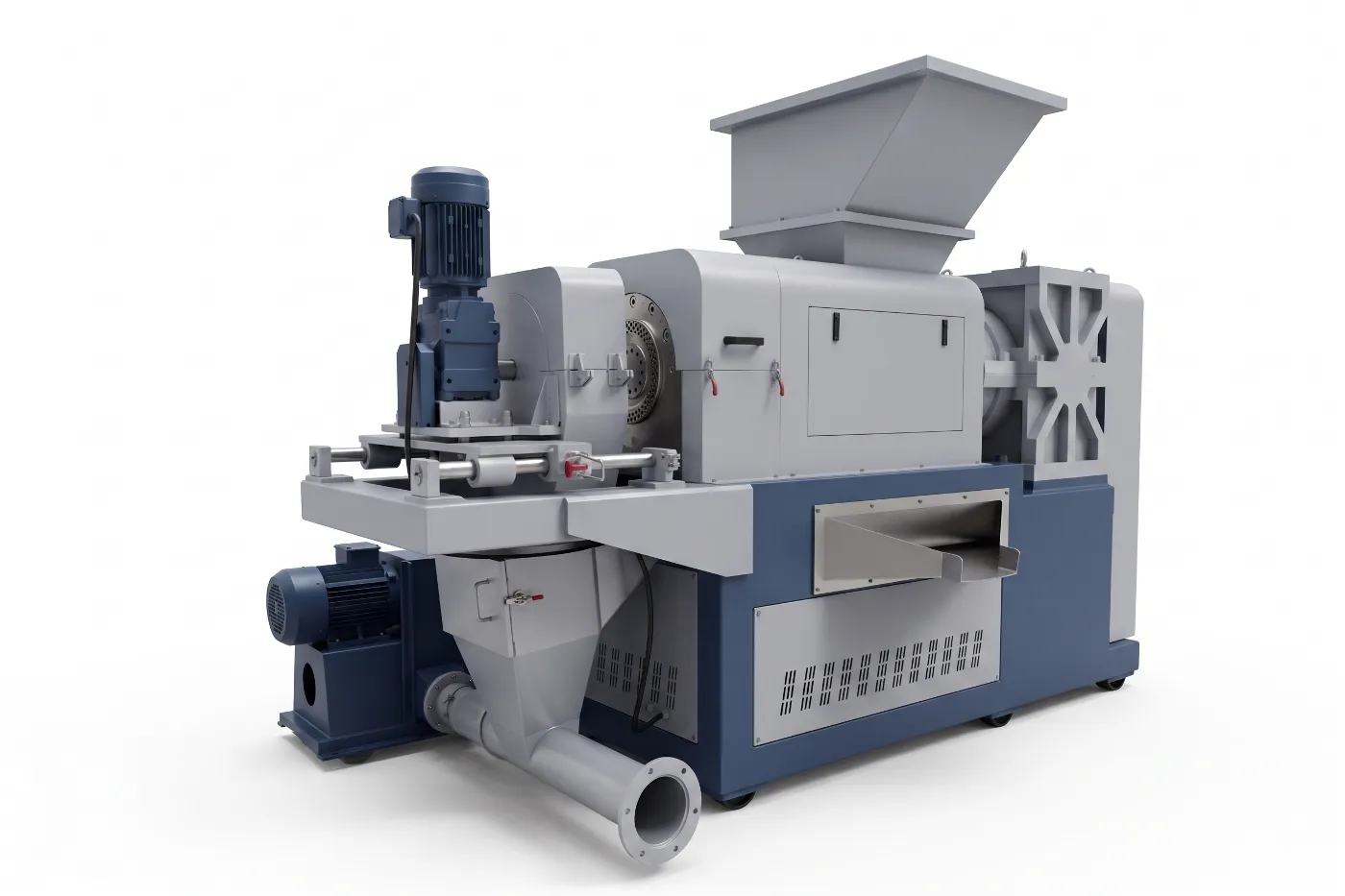
Galleria delle macchine
A closer look at the PP PE plastic film shredding and densifying line layout, including the integrated washing and densifying stages.


Soluzioni correlate di recupero
Questi macchinari collegati già appaiono in questo flusso di lavoro e utilizzano URL formali Energycle che possono supportare un progetto completo di spargimento e densificazione del film.
Trituratori per plastica
Riduzione del volume primaria per fienili ingombranti, rotoli e scarti di pellicola plastica libera prima del trattamento umido.
Granulatore di plastica bagnato
Fase di riduzione delle dimensioni umide che prepara le scaglie per la pulizia mentre inizia la rimozione della contaminazione.
Serbatoio di separazione galleggiante in plastica PP PE
Modulo di separazione della densità che espelle impurità pesanti e stabilizza il flusso lavato PP PE.
Macchina per rondella a vite di frizione
Supporto di lavaggio ad alta velocità per rimuovere carta, sabbia e contaminazione superficiale libera dalle scaglie di pellicola.
Macchina per la spremitura di pellicole di plastica
Modulo di densificazione chiave che riduce l'umidità e aumenta la densità volumetrica per un maneggio e una pelletizzazione più facili.
Domande frequenti
Risposte rapide per gli acquirenti che confrontano configurazioni di lavaggio, asciugatura e densificazione del film.
È un sistema di riciclaggio combinato che sbritta pellicole spesse, lava via le contaminazioni dalle scaglie e poi estrae l'acqua dal materiale, ottendendo un output più denso che è più facile conservare, trasportare o alimentare nella pellettizzazione.
Progetti tipici iniziano intorno ai 200-300 kg all'ora e possono scalare fino a 500-700 kg all'ora o anche fino a circa 1000 kg all'ora a seconda del tipo di pellicola, del livello di contaminazione e della densità di output richiesta.
La pulizia finale dipende dal percorso di lavaggio e dalla contaminazione in entrata, ma la linea è progettata per rimuovere sabbia, etichette, carta libera e sporco di campo prima del rilascio in scaglie densificate o granuli irregolari.
Sì. La pellicola agricola è uno dei materiali di destinazione più comuni, ma di solito richiede un lavaggio più intenso, una migliore gestione dei fanghi e una gestione dell'acqua più rigorosa, poiché il suolo e gli organici sono molto più pesanti rispetto ai scarti di fabbrica più puliti.
Sì. Possiamo supportare la pianificazione della configurazione, la messa in servizio, la formazione degli operatori e la guida all'avvio in base alla portata del progetto e all'accordo di consegna.
Il costo dell'attrezzatura dipende dalla capacità, dalla configurazione e dal livello di lavaggio e trattamento dell'acqua richiesto, quindi varia ampiamente da una linea di ingresso compatta a una linea industriale completa. Oltre all'attrezzatura, prevedere spese per le opere civili, l'arrivo elettrico, l'acqua a ciclo chiuso dove necessario, il dazio doganale e la formazione degli operatori. Poiché le variabili differiscono per progetto e regione, condividi i dettagli della tua capacità, della materia prima e del sito e prepareremo una quotazione specifica.
Determina la capacità a partire dalla tua tonnellata annua di materiale di alimentazione e ore di funzionamento: divide le tonnellate annuali per i giorni lavorativi e le ore di produzione al giorno, poi aggiungi margine per i tempi di inattività e le impennate di alimentazione. Questa linea è configurata approssimativamente nel range di 200–1.000 kg/h, quindi scegli l'opzione che copre comodamente il tuo throughput sostenuto piuttosto che il tuo picco migliore. Se i tuoi punti di alimentazione confermati indicano volumi molto più elevati, una linea dedicata più grande è la strada migliore.
La densità volumetrica dell'output varia tipicamente da circa 0.35 g/cm³ sulle linee di entrata a circa 0.60 g/cm³ sulle linee industriali completamente configurate, stabilita dalla specifica del densificatore a compressione e dall'integrazione del seccatore. Una densità volumetrica più alta riduce i costi di trasporto e è di solito necessaria per la vendita a pelletizzatori di terze parti, mentre la pelletizzazione interna può accettare una densità volumetrica più bassa senza penalità economica.
Il tempo di rimborso dipende dalla capacità, dal costo del materiale di alimentazione, dal prezzo di vendita dell'output e dall'uptime, quindi varia ampiamente tra i progetti. Le linee che alimentano una pelletizzazione interna tendono a rimborso più rapido perché catturano il pieno valore dei pellet piuttosto che vendere scaglie densificate. Esegui un'analisi di sensibilità sui costi del materiale di alimentazione, il prezzo dell'output e l'uptime prima di impegnarti - possiamo costruire questo modello attorno ai tuoi numeri reali.
Pellicola di copertura agricola contaminata con terra richiede un trapano di pre-lavaggio esteso, un serbatoio di separazione a galleggiamento a due fasi e un lavatore a frizione a doppio passaggio, poiché il carico minerale è molto più alto rispetto ai scarti di fabbrica puliti. Specificare la configurazione della pellicola agricola in anticipo è molto più economico rispetto alla retrofitting successiva, e la recupero di massa è tipicamente inferiore rispetto alla pellicola di imballaggio post-consumatore pulito. Forniscoci il tuo profilo di contaminazione in modo che la linea sia dimensionata per essa fin dall'inizio.
Parliamo del tuo progetto di riciclo del film
Condividi il tipo di materiale, il livello di contaminazione, la produttivita richiesta e se ti servono scaglie densificate o materiale pronto per il pellettizzatore. Ti consiglieremo una configurazione di lavaggio e densificazione adatta.