
Tweetraps pelletiseren voor het recyclen van stijf polyolefine
Machine voor het pelleteren van stijve PP HDPE-kunststofvlokken
Een productielijn voor het pelleteren van stijve kunststofvlokken, speciaal ontworpen voor gewassen en vermalen PP- en HDPE-vlokken afkomstig van flessen, containers, buizen, profielen, pallets en spuitgietafval. Het tweetraps extrusieproces verbetert de homogenisatie, ontgassing, smeltfiltratie en de uiteindelijke pelletstabiliteit voor gebruik in latere spuitgiet- en extrusieprocessen.
Waarom een tweetraps pelletiseerlijn voor stijve vlokken van belang is
Stijve PP- en HDPE-vlokken zijn dichter en gemakkelijker te doseren dan folie, maar de korrelkwaliteit hangt nog steeds sterk af van de smeltconsistentie, ontgassing en filtratiecontrole.
Tweetrapsextrusie verbetert de smeltstabiliteit.
De eerste fase omvat het primaire smelten en grof filteren, terwijl de tweede fase de homogenisatie, ontgassing en de uiteindelijke consistentie van het smeltmengsel verbetert voordat het tot pellets wordt geperst.
Stabiele vlokkenvoeding
De door een frequentieomvormer aangestuurde schroefaanvoer zorgt ervoor dat de toevoer van vlokken constant blijft tijdens lange productieruns, waardoor de kwaliteit van het eindproduct en de korrelgrootte consistenter blijven.
Tweetrapsfiltratie
Gesegmenteerde filtratie helpt bij het verwijderen van resterend papier, etiketten, fijnstof en andere verontreinigingen die zelfs na het wassen nog aanwezig kunnen zijn.
Ontgassing in twee zones zorgt voor schonere gerecyclede pellets.
Vacuümontgassing helpt bij het verminderen van ingesloten gas, vocht en resterende vluchtige stoffen, wat belangrijk is wanneer de vlokkenbron of de wasconsistentie varieert.
Waterringpelletisering zorgt voor een uniforme output.
Het snijgedeelte met waterring aan het matrijsvlak produceert dichte, uniforme pellets die gemakkelijker op te slaan, te doseren en te verwerken zijn in spuitgiet-, profiel- of pijpproductie.
Ontworpen voor continue herverwerking.
De volledige installatie is bedoeld voor recyclingprocessen met een lange cyclus, waarbij harde vlokken met een constante output worden omgezet in een herbruikbare korrelstroom.
Materialen en toepassingen van stijf gerecycled materiaal
Deze lijn is bedoeld voor gereinigde, vermalen en gewassen harde PP- en HDPE-vlokken, waarbij het doel is om de korrels door te verkopen of opnieuw te gebruiken in de verdere productie.
HDPE-flessenvlokken
Geschikt voor het vermalen van gewassen HDPE-flessen na sorteren, vermalen, etiket verwijderen, wassen en drogen.
Stijve containers en kratten
Het systeem verwerkt vlokken uit kratten, bakken, dozen en transportverpakkingen, waarbij de korrels gemakkelijker hergebruikt kunnen worden dan los gemalen materiaal.
Pijp- en profielherslijpen
Geschikt voor het verwerken van restmateriaal van stijve PP- en HDPE-buizen, profielen en extrusieproducten na verkleining en reiniging.
Spuitgietafval
Geschikt voor gewassen gietstukken, restproducten, afgekeurde vormstukken en harde, postindustriële vlokken die bestemd zijn voor pelletwinning.
Uitvoer van een waslijn van stijf plastic
Geschikt als pelletiseerfase na een stijve PP- of HDPE-waslijn, wanneer het doel verkoopbare of intern herbruikbare pellets zijn.
Voorbereiding van compound- en vormgrondstoffen
Zet gewassen vlokken om in een meer consistente korrelvorm voor compounding, spuitgieten, extrusie en blaasvormen.
Hoe het pelletiseerproces van stijve vlokken verloopt
De productielijn zet gewassen, harde vlokken om in een schonere en stabielere pelletstroom door middel van gecontroleerde toevoer, gefaseerde extrusie, filtratie en matrijsafsnijding.
Voer de gewassen vlokken.
De harde plastic vlokken worden via een gecontroleerde schroefaanvoer in de lijn gebracht, waardoor een stabiele materiaalstroom naar de extruder wordt gegarandeerd.
Primaire smelting en grove filtratie
De eerste extrusiestap smelt de harde vlokken en verwijdert grotere verontreinigingen voordat het materiaal verdergaat.
Secundaire extrusie en ontgassing
De tweede fase verbetert de uniformiteit van het smeltproces en maakt gebruik van vacuümzones om ingesloten gas, vocht en resterende vluchtige stoffen te verwijderen.
Fijnsmeltfiltratie
Het smeltmateriaal doorloopt een fijnere filterfase, waardoor de uiteindelijke pelletstroom schoner is en beter geschikt voor veeleisende toepassingen verderop in het proces.
Waterringpelletisering
Het gefilterde smeltproduct wordt in gelijkmatige korrels gesneden, vervolgens afgekoeld en gedroogd voor onmiddellijke opslag, verpakking of hergebruik.
Tweetraps pelletiseermachine voor stijve vlokken versus eentraps pelletiseermachine
Bij de productie van harde PP- en HDPE-vlokken is vaak meer procescontrole nodig dan bij een eenvoudigere éénstapslijn, vooral wanneer de consistentie van het wassen en de mate van vervuiling variëren.
| Beslissingsfactor | Tweetraps pelletiseermachine voor stijve vlokken | Eentraps pelletiseermachine |
|---|---|---|
| Smeltstabiliteit | Betere homogenisatie dankzij twee extrusiestappen. | Goed voor een schonere en gelijkmatigere aanvoer. |
| Ontgassingscontrole | Betere ontgassingsprestaties bij variabele vochtigheid en resterende vluchtige stoffen. | Beperktere toegang tot moeilijk materiaal. |
| Filtratiestrategie | Grove en fijne filtratie gescheiden in verschillende fasen. | Eenvoudiger smeltreinigingspad |
| Beste voersoort | Gewassen, stijve PP- en HDPE-vlokken met variabele conditie. | Schoner, stabieler en stijver hervermalen |
| Beste pasvorm | Wanneer de kwaliteit van de pellets en de consistentie in het verdere proces het belangrijkst zijn. | Wanneer procesvereenvoudiging de hoogste prioriteit heeft. |
Technische specificaties
Het juiste model hangt af van de zuiverheid van de vlokken, de beoogde output, de zeefvereisten en de uiteindelijke pelletkwaliteit die uw vervolgproces nodig heeft.
| Model | Schroefdiameter | Uitvoercapaciteit | Sollicitatie |
|---|---|---|---|
| RPP-90 | 90 / 80 mm | 200 - 300 kg/h | PP/HDPE gemalen maalgoed |
| RPP-100 | 100 / 90 mm | 300 - 400 kg/u | PP/HDPE gemalen maalgoed |
| RPP-120 | 120 / 110 mm | 400 - 500 kg/u | PP/HDPE gemalen maalgoed |
| RPP-150 | 150 / 140 mm | 600 - 800 kg/u | PP/HDPE gemalen maalgoed |
| RPP-180 | 180 / 170 mm | 800 - 1000 kg/u | PP/HDPE gemalen maalgoed |
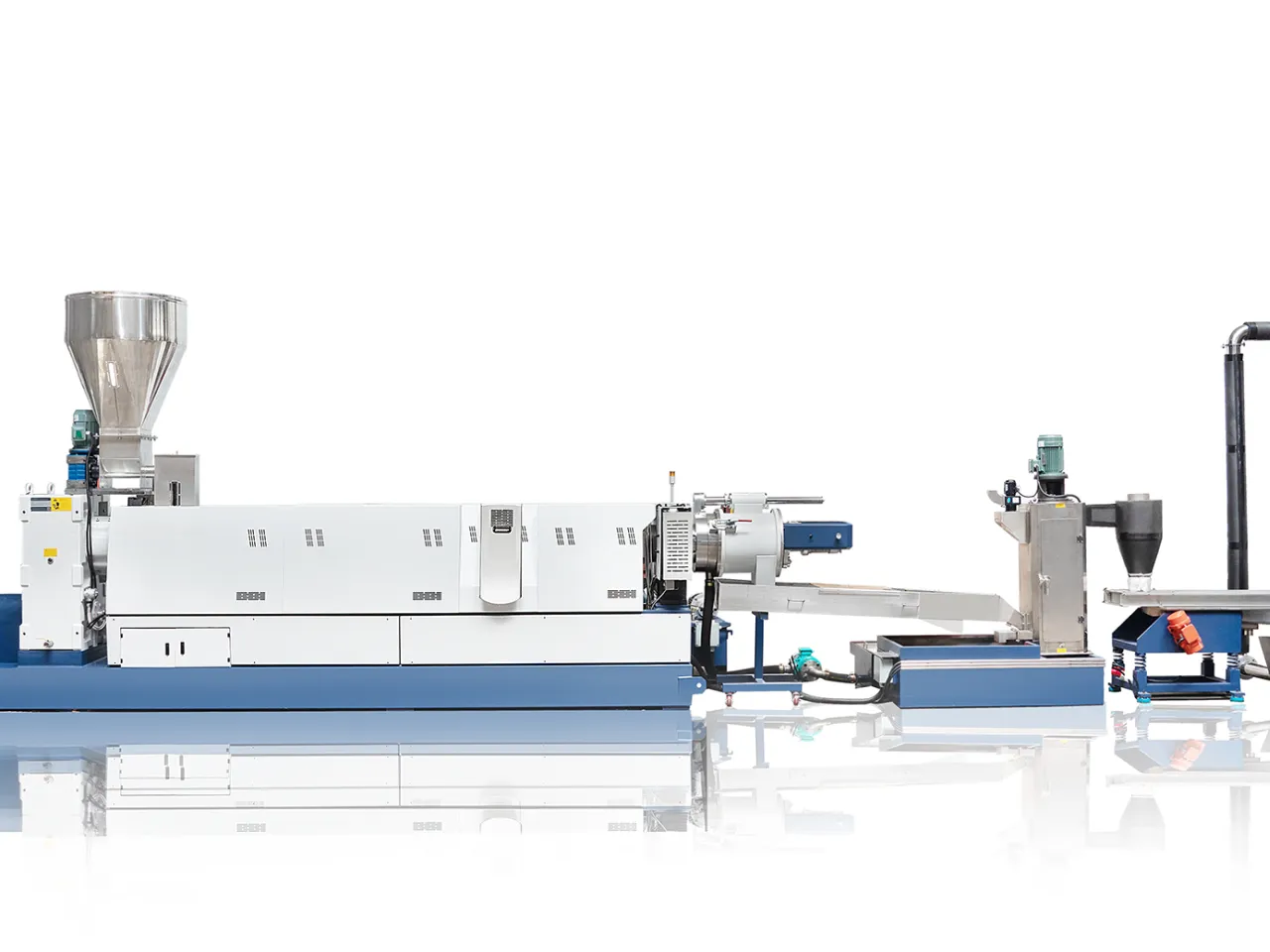
Machinegalerij
Referentiebeelden van de productielijn voor het pelleteren van stijve vlokken, een detail van het tweetraps extrusieproces en de output van gerecyclede pellets.


Veelgestelde vragen
Antwoorden op de vragen die kopers doorgaans stellen voordat ze een stijve PP- of HDPE-vlokpelletiseerlijn kiezen.
Een tweetrapssysteem scheidt het smelten, filtreren, homogeniseren en ontgassen effectiever dan een eenvoudiger eentrapssysteem. Dit verbetert doorgaans de zuiverheid van de pellets en de smeltstabiliteit bij variabele, stijve vlokken als grondstof.
Het is hoofdzakelijk ontworpen voor voorgekrompen PP- en HDPE-vlokken afkomstig van flessen, containers, kratten, buizen, profielen, spuitgietafval en andere harde kunststofproducten na wassen en verkleinen.
De korrels zijn geschikt voor spuitgieten, profielextrusie, pijpextrusie, blaasvormen, compounding en andere nabewerkingsprocessen waarbij gerecyclede PP- of HDPE-korrels nodig zijn.
Zelfs harde vlokken kunnen vocht, ingesloten lucht, drukresten of vluchtige stoffen die vrijkomen bij het wassen bevatten. Ontgassen helpt de smelt te stabiliseren en de consistentie van de korrels te verbeteren.
De belangrijkste inputfactoren zijn het type vlok, de waskwaliteit, de mate van verontreiniging, het vochtgehalte, de gewenste output, de filtratiefijnheid en de pelletkwaliteit die nodig is voor uw vervolgproces.
Transformeer gewassen harde vlokken in een waardevollere pelletstroom.
Onze productielijnen voor het pelletiseren van harde kunststof kunnen worden geconfigureerd op basis van de gewenste output, het verontreinigingsniveau, de filtratievereisten en de lay-out van de fabriek. Stuur ons uw materiaalspecificaties en wij bepalen het juiste model voor uw project.