
Linha de reciclagem de sacolas de polipropileno tecido e ráfia
Este sistema processa sacos de ráfia pós-consumo, fitas/fios de ráfia e resíduos de FIBC com areia grossa, tinta e matéria orgânica residual. Ele integra alimentação controlada, trituração em baixa velocidade, granulação úmida, lavagem intensiva e secagem em etapas para fornecer flocos de PP condicionados para extrusão. Opcional peletização completa o ciclo de reciclagem.
- Matéria-prima: Sacos de polipropileno (PP) tecido, ráfia (fita/fio) e aparas de FIBC (contêineres de fibra de vidro).
- Etapas de limpeza: lavagem por fricção + enxágue/separação (lavagem a quente opcional)
- Umidade residual: tipicamente < 3% com secagem térmica (dependendo da matéria-prima)
- Capacidade de produção típica: 300–1500 kg/h (dependendo da configuração)
Fatores de decisão
Os principais fatores de seleção determinam a escolha do módulo, o dimensionamento das utilidades e a consistência da saída.
Tolerância à contaminação
Projetada para sacos de ráfia, retalhos de FIBC (contêineres de fibra de vidro) empoeirados, impressos e com areia, onde o nível de contaminação determina a intensidade da lavagem e a escolha do módulo.
Controle do tamanho dos flocos
A trituração e a granulação úmida são configuradas em conjunto para criar uma faixa de tamanho de saída estável que melhora a eficiência da lavagem e a alimentação subsequente.
Objetivos de Umidade
A desidratação, a secagem térmica e, opcionalmente, a densificação são selecionadas com base na meta de umidade residual necessária para a estabilidade da extrusão ou para a granulação direta.
Acesso ao desgaste e serviço
O layout das lâminas, a seleção das telas e a proteção dos rolamentos são adequados aos contaminantes abrasivos, de modo que a manutenção permaneça previsível mesmo sob condições operacionais exigentes.
Circuito de água e carga de energia
O planejamento de utilidades está vinculado ao perfil de contaminação, à temperatura de lavagem selecionada e ao projeto do circuito, para que o desempenho da limpeza permaneça alinhado com as metas de custo operacional do local.
Automação e Intertravamentos de Segurança
Os controles em nível de linha coordenam a alimentação, o corte, a lavagem e a secagem, de modo que a produção permaneça estável, enquanto as condições de sobrecarga e segurança são gerenciadas automaticamente.
Formas de matéria-prima suportadas
Os processos típicos para materiais recebidos estão listados abaixo (compartilhe fotos/amostras e detalhes de contaminação para seleção da configuração).

Sacolas de tecido de PP
Sacos de cimento, sacos de fertilizantes, sacos de arroz e outros sacos de tecido estampado.

PP Não Tecido
Retalhos de tecido não tecido e sacos (PP), com opção de lavagem mais profunda.

PP Ráfia (Fita/Fio)
Tiras de ráfia, fitas e resíduos de fios provenientes de operações de tecelagem e embalagem.

Sacos de tecido laminado com BOPP
Sacos de tecido laminado e camadas impressas, configurados de acordo com o nível de contaminação.
.webp?auto=format,compress)
Sacos Jumbo (FIBC)
Sacos a granel e big bags, incluindo materiais empoeirados ou contaminados com areia.

Retalhos de tecido PP
Tecelagem de aparas e retalhos, com intensidade de limpeza selecionada de acordo com poeira, carga de areia e laminação.
Fluxo de Processo
Segue uma sequência que vai da redução de tamanho à lavagem e secagem em etapas. A configuração final depende do perfil de contaminação, do tamanho desejado dos flocos e dos requisitos de extrusão subsequentes.
Alimentação e pré-seleção
Medir os sacos de tecido e ráfia recebidos, filtrando a contaminação por materiais estranhos antes do corte.
Destruição
A redução em baixa velocidade e alto torque abre a estrutura entrelaçada e estabiliza o corte a jusante.
Granulação úmida
O corte assistido por água cria uma faixa de tamanho de flocos definida e inicia o processo de lavagem precocemente.
Lavagem por fricção
A fricção de alta intensidade remove areia, poeira, tinta solta e fibras aderidas da superfície do floco.
Enxágue e Separação
A lavagem e a separação por densidade melhoram a pureza do PP, removendo simultaneamente a contaminação pesada remanescente.
Desidratação e secagem
A desidratação mecânica combinada com a secagem térmica, com opção de prensagem, proporciona a umidade residual desejada.
Granulação (Opcional)
Os flocos condicionados são transformados em grânulos uniformes quando o armazenamento, a dosagem ou a revenda exigem esse formato.
Alimentação e pré-seleção
Medir os sacos de tecido e ráfia recebidos, filtrando a contaminação por materiais estranhos antes do corte.
Destruição
A redução em baixa velocidade e alto torque abre a estrutura entrelaçada e estabiliza o corte a jusante.
Granulação úmida
O corte assistido por água cria uma faixa de tamanho de flocos definida e inicia o processo de lavagem precocemente.
Lavagem por fricção
A fricção de alta intensidade remove areia, poeira, tinta solta e fibras aderidas da superfície do floco.
Enxágue e Separação
A lavagem e a separação por densidade melhoram a pureza do PP, removendo simultaneamente a contaminação pesada remanescente.
Desidratação e secagem
A desidratação mecânica combinada com a secagem térmica, com opção de prensagem, proporciona a umidade residual desejada.
Granulação (Opcional)
Os flocos condicionados são transformados em grânulos uniformes quando o armazenamento, a dosagem ou a revenda exigem esse formato.
Serviços públicos e área ocupada
Utilidades de referência e layout por nível de capacidade (o dimensionamento final depende do nível de contaminação e dos módulos selecionados).
| Capacidade (kg/h) | Potência instalada (kW) | Área típica do layout (m²) | Operadores / Turno | Ar comprimido (MPa) | Água de processo (m³/h) |
|---|---|---|---|---|---|
| 300 | 150 | 350 | 4 | 0.6-0.8 | 3 |
| 500 | 230 | 460 | 6 | 0.6-0.8 | 4 |
| 1000 | 430 | 500 | 6 | 0.6-0.8 | 5 |
Nota: Os valores são indicativos. Os valores finais dependem do perfil de contaminação, da seleção de lavagem/aquecimento a quente e da configuração de secagem.
Orientações dos fornecedores de serviços públicos: o fornecimento de energia elétrica é especificado pela voltagem/Hz e pelo método de partida; a demanda de água depende do projeto de circuito aberto versus fechado e da seleção de água quente para lavagem/aquecimento.
Módulos principais
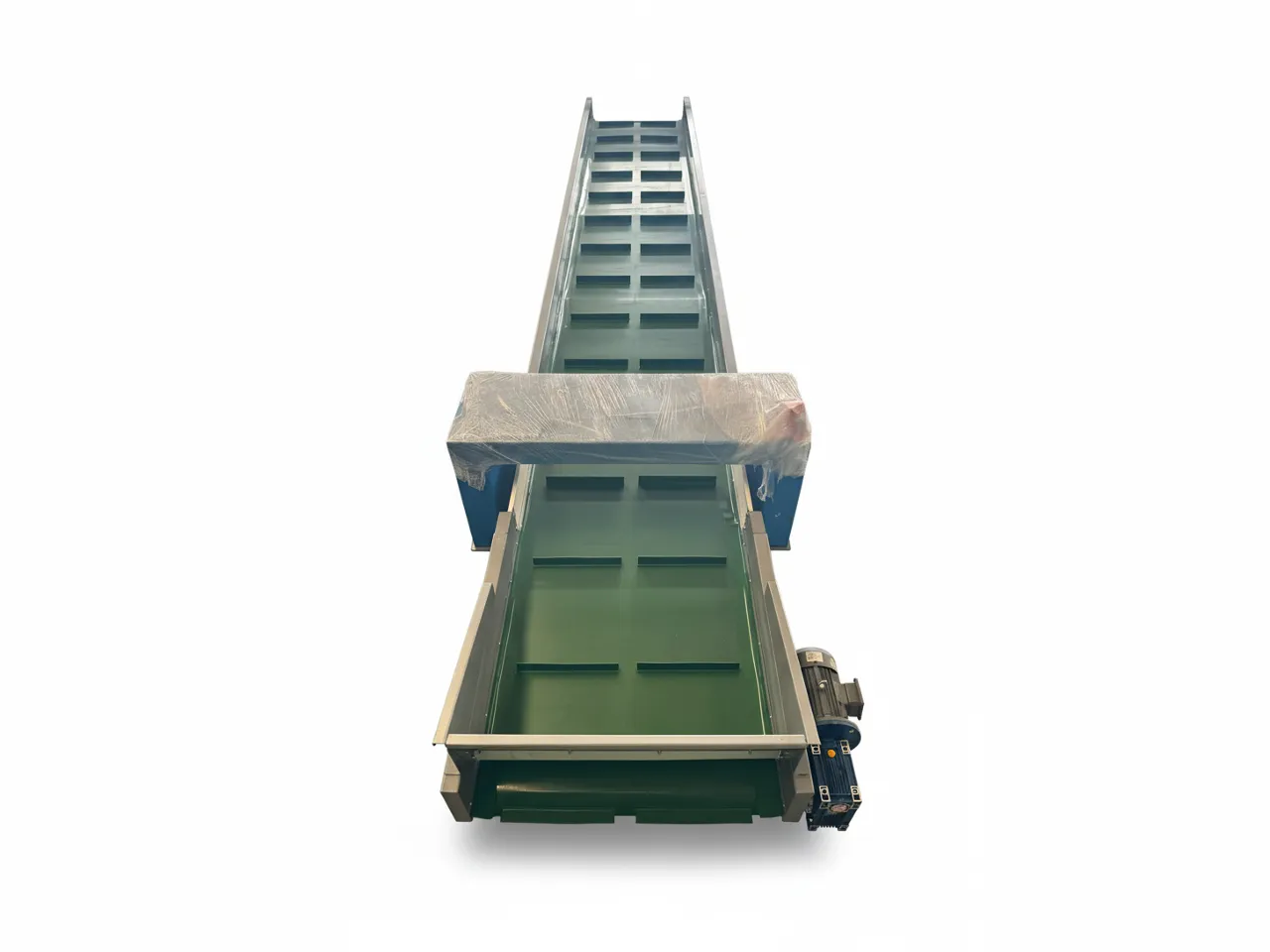
Correia transportadora
- Quadro: Aço carbono ou aço inoxidável 304 (opções)
- Tipo de correia: PVC/PU (dependendo da aplicação)
- Com dispositivo de tensionamento da correia e funil de recepção
- Largura e Comprimento da Cinta: Dimensionado de acordo com a capacidade de produção e o layout.
- Transportando materiais brutos para o sistema.
Triturador de eixo único
- Velocidade do rotor: 60–100 RPM (típico)
- Material da faca: Aço ferramenta D2 ou aço ferramenta ligado (dependendo da aplicação)
- Tamanho da tela: 40–100 mm (definido por corte e lavagem a jusante)
- Empurrador hidráulico: Sim (para alimentação estável sob carga)
- Potência do motor: Dimensionados por capacidade e matéria-prima (tipicamente 30–200 kW)
- Abre estruturas entrelaçadas e reduz o volume.
- Estabiliza a consistência do corte e da lavagem subsequentes.
- Reduz a formação de pontes e melhora o controle da alimentação.

Granulador de plástico úmido
- Velocidade do rotor: 400–600 RPM (típico)
- Material da lâmina: Aço ferramenta D2 (comum)
- Disposição das facas: Corte em V ou corte com tesoura (devido ao comportamento do material)
- Tamanho do filtro de tela: 20–60 mm (típico para linhas de PP tecido/ráfia)
- Produz flocos com o tamanho ideal para lavagem e enxágue eficientes.
- Reduz a dispersão de poeira através do corte úmido e enxágue imediato.
- Melhora a estabilidade da alimentação nas etapas de desidratação e secagem.

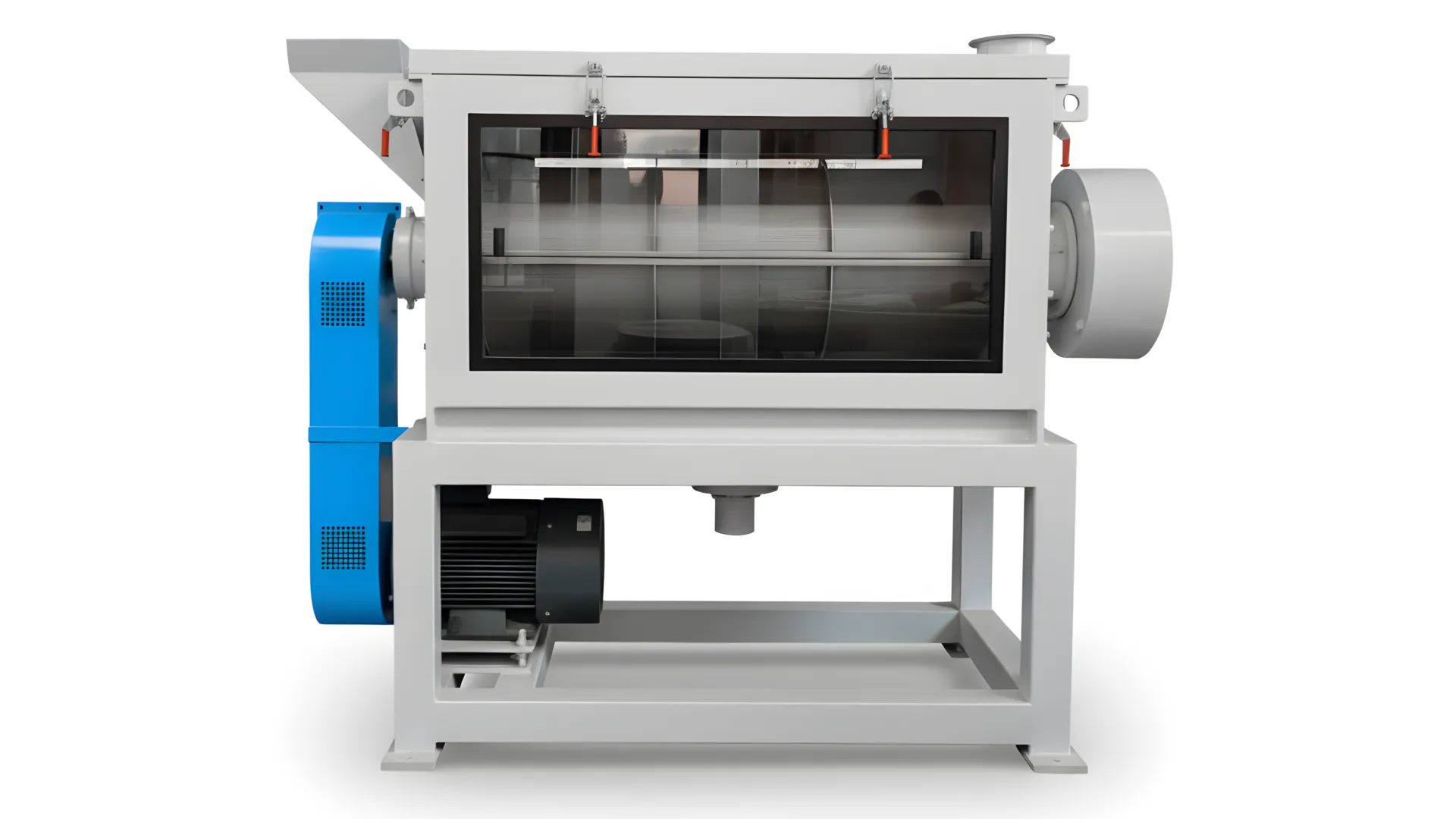
Lavadora de fricção
- Velocidade do rotor: 500-600 RPM
- Sistema de água: Entrada superior, saída inferior
- Operação: Contínuo
- Método de limpeza: Friction high-speed
- Remove areia/pó e resíduos de tinta/fibras.
- Transfere material entre estágios com tempo de residência controlado.
- Reduz a transferência de abrasivos para os processos de desidratação e secagem.

Tanque de separação flutuante
- Largura interna: 1000mm - 1800mm
- Comprimento total: 4 - 7 metros
- Material interno: Aço inoxidável tipo 304
- Estrutura externa: Aço carbono
- Motores de pás: 1.5KW × 2 (controle de frequência)
- Geometria configurada para separação e enxágue estáveis.
- O design seccionado permite a lavagem em etapas e o controle da contaminação.
- O circuito de água pode ser configurado para operação aberta ou fechada.

Lavadora de água quente
- Modo de operação: Contínuo ou em lote (por contaminação)
- Opções de aquecimento: Integração elétrica, a vapor ou por caldeira (dependendo do local)
- Método de lavagem: Lavagem aquecida com dosagem opcional de produtos químicos
- Caso de uso: Tinta, óleos, cola e materiais orgânicos densos (quando necessário)
- Melhora a remoção de óleos, cola e matéria orgânica resistente quando especificado.
- Os sistemas de aquecimento e química são configurados de acordo com o nível de limpeza desejado e as utilidades.
- Integrado ao circuito de lavagem com temperatura e tempo de residência controlados.

Secador centrífugo
- Velocidade de rotação: Aproximadamente 1.000 RPM (típico)
- Redução de umidade: Geralmente ~20–30% (dependendo da matéria-prima)
- Principais componentes: Rotor com pás, túnel com grade
- Configuração: Dimensionado pela vazão e carga de água de entrada.
- Reduz a carga térmica de secagem removendo mecanicamente a água livre.
- Operação contínua para garantir um fluxo de linha estável.
- Configurado com proteção contra desgaste para partículas abrasivas finas.
Secador por Tubo Térmico
- Método de secagem: Transporte de ar quente com separação ciclônica
- Entrada de calor: Integração elétrica ou térmica (dependendo do local)
- Material do tubo: Aço inoxidável 304 (comum) com opções de resistência à abrasão
- Configuração: Estágio único ou múltiplo (por capacidade e umidade alvo)
- Controles: Controle de temperatura e fluxo de ar para secagem estável
- Secagem contínua para preparação estável por extrusão.
- A separação ciclônica ajuda a controlar partículas finas e contaminantes leves.
- Configurado para atender a uma meta definida de umidade residual.
- Escalável com múltiplos estágios para maior produtividade.

Espremedor de Filme
- Redução de umidade: Normalmente reduz a umidade de ~10–35% para ~1–8% (dependendo da entrada)
- Mecanismo: Compressão tipo parafuso e densificação por aquecimento/fricção
- Capacidade de saída: 300–1500 kg/h (adequado à capacidade de produção da linha)
- Consumo de energia: Dimensionado por capacidade e requisito de densificação
- Reduz a umidade e aumenta a densidade aparente, proporcionando estabilidade à alimentação.
- Melhora a consistência da dosagem na extrusão/granulação.
- Etapa opcional selecionada quando a secagem térmica isoladamente não é a ideal.

Sistema de granulação por anel de água (Opcional)
- Tipo de pellet: Corte em anel de água, grânulos uniformes
- Entradas típicas: Remova os flocos de PP removidos de sacolas de tecido, ráfia e aparas de FIBC.
- Personalização: Opções de face do molde, filtragem e automação
- Granula flocos de PP condicionados com corte estável na matriz.
- Melhora o manuseio e a dosagem em comparação com flocos soltos.
- As opções de filtragem e automação são selecionadas de acordo com a meta de qualidade dos pellets.

Notas de desempenho em campo
Observações operacionais representativas (anonimizadas). Os resultados dependem da matéria-prima e da configuração.
Sacos de cimento impressos com alta carga de areia: a lavagem a quente e a maior intensidade de fricção reduziram a transferência de abrasivos para a secagem e melhoraram a limpeza dos flocos.
Retalhos de fita/fio de ráfia com matéria orgânica leve: a granulação controlada melhorou a eficiência da lavagem e estabilizou a alimentação subsequente para a preparação da extrusão.
Retalhos mistos de tecido e FIBC: etapas selecionadas de desidratação e secagem térmica atingiram a meta de umidade com base na carga de água de entrada (espremedor opcional).
Perguntas frequentes técnicas
Respostas orientadas à tomada de decisão para a seleção de módulos, utilitários e metas de produção.
Processa sacos de tecido PP, ráfia (fita/fio), aparas de FIBC e não tecido PP. Especifica a intensidade da lavagem e a lavagem a quente (se necessário) para sacos de tecido laminados com BOPP, de acordo com a contaminação por tinta/adesivo.
A capacidade de produção varia de 300 a 1500 kg/h, dependendo da seleção do módulo e da carga de contaminação. A umidade residual depende das etapas de desidratação e secagem; a secagem térmica geralmente atinge um valor < 3% quando necessário para uma extrusão estável (dependendo da matéria-prima).
Especifique a lavagem a quente quando for necessário reduzir a quantidade de tinta, óleos, cola ou matéria orgânica pesada para atingir o nível de limpeza desejado. A lavagem por fricção com enxágue é suficiente para cargas leves de poeira/areia. O método de aquecimento e os produtos químicos dependem das instalações disponíveis no local e do perfil de contaminação.
Sim, adicione extrusão/granulação. Selecione uma prensa para reduzir a umidade e aumentar a densidade aparente antes da extrusão, caso a carga de água na entrada seja alta ou a estabilidade da granulação seja crítica. A filtração depende da qualidade desejada para os grânulos.
Sim. Configuramos o layout, a seleção de módulos e a lógica de controle com base na capacidade, contaminação, utilidades disponíveis e área ocupada. A automação típica inclui intertravamentos, proteção contra sobrecarga e permissões para cada módulo; especifique níveis de automação mais altos na solicitação de cotação.
Requisitos da Solicitação de Cotação
Forneça as informações mínimas abaixo para que possamos dimensionar os módulos, as instalações e o layout para o seu fluxo de PP tecido/ráfia.
- Tipo(s) de matéria-prima: sacos de tecido, ráfia (fita/fio), FIBC, laminado com BOPP (sim/não)
- Contaminação: areia/poeira %, tinta/adesivo, óleos/orgânicos, umidade na entrada.
- Capacidade de produção alvo (kg/h) e horas de operação por dia.
- Resultado desejado: faixa de tamanho de flocos e requisitos de limpeza/umidade para extrusão.
- Informações disponíveis: voltagem/Hz, fonte de aquecimento, preferência de circuito de água (aberto/fechado)
- Restrições de espaço: comprimento/largura disponíveis, limites de elevação, restrições de movimentação de materiais.
- Nível de automação e preferência de comissionamento (remoto/no local)