
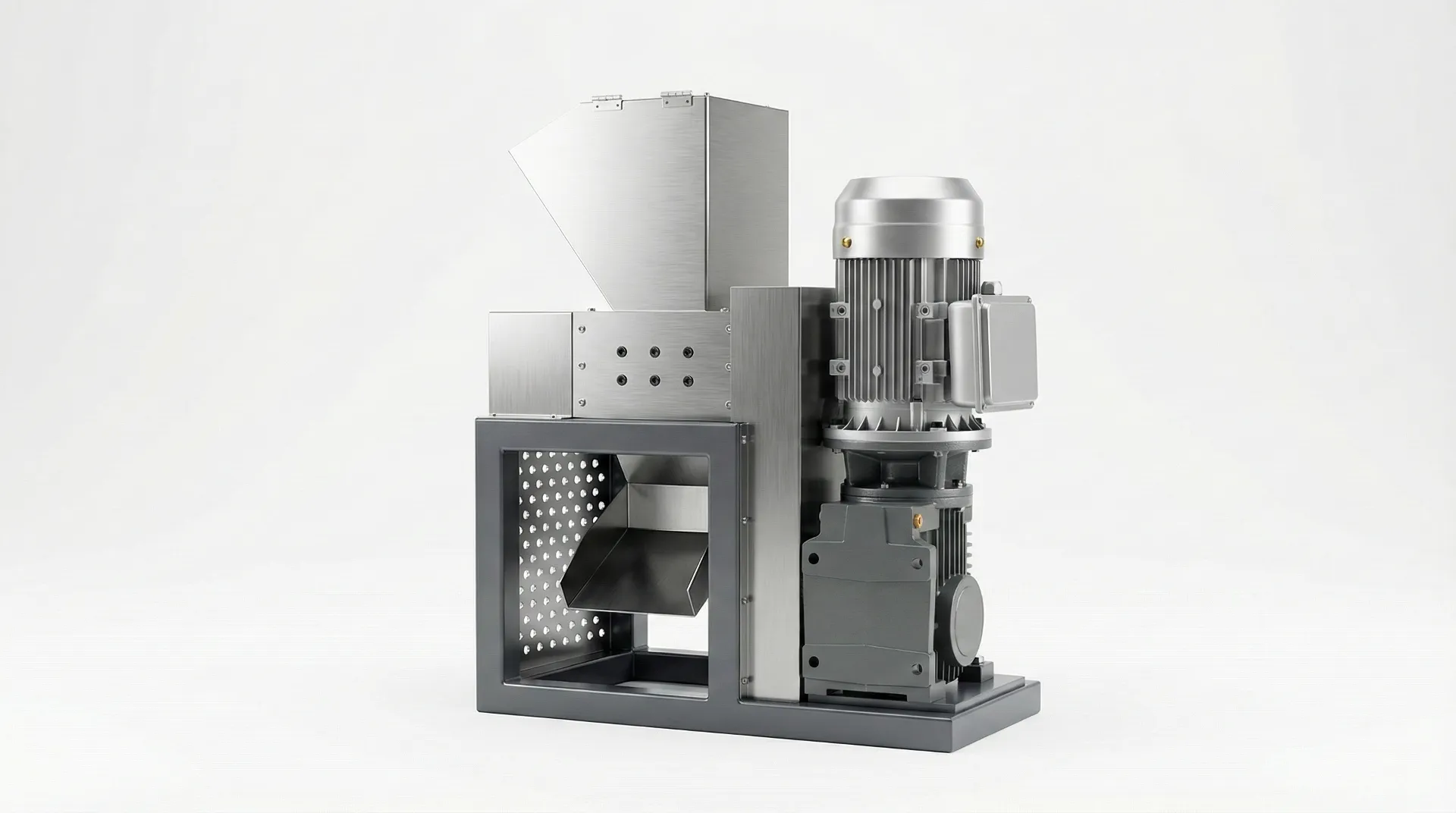
Kompaktowa niszczarka biurkowa do recyklingu plastiku w małych partiach
Przetwarzamy odpady z drukarek 3D, nakrętki i przygotowane butelki PET na przemiał o granulacji 3-6 mm do ponownego wykorzystania i jako surowiec do wytłaczania filamentów.
Zgodność materiałów wejściowych
Sprawdź zachowanie polimeru, geometrię odpadów i poziom zanieczyszczeń w otworze podającym i zestawie noży.
Wybór rozpoczyna się od dopasowania surowca. Określ swoją podstawową rodzinę polimerów, formę złomu oraz największy element, który musi przejść przez otwór o wymiarach 120 x 200 mm bez ręcznego dociskania. Sztywny, czysty złom zazwyczaj ścina się równomiernie i zapewnia stabilny przemiał.
Folie i materiały elastyczne mogą być mostkowane lub owijane i mogą wymagać wstępnego cięcia i kontrolowanego podawania. Zanieczyszczenia, takie jak piasek, papier i metal, wpływają na zużycie noży i częstotliwość konserwacji, dlatego należy je zgłosić z góry, aby umożliwić realistyczne planowanie usług i kryteria testowe.
Sztywne odpady produkcyjne i odrzuty
Kanały wlewowe, kanały dolotowe, elementy o grubych ściankach i sztywne pojemniki. Sprawdź maksymalną grubość i twardość dla stabilnego obciążenia skrawaniem i trwałości krawędzi.
Cienkie folie i resztki arkuszy
Folie PP i PE oraz arkusze wykończeniowe. Prosimy o podanie grubości i wstępnie przyciętej długości, aby ograniczyć powstawanie mostków i zawijanie.
Odpady z druku 3D i złom z prototypów
Nieudane wydruki i skrawki (PLA/PETG/ABS). Sprawdź rozmiar przemiału i metodę dalszego postępowania.
Mieszane strumienie i materiały elastyczne
Mieszane polimery, guma lub zanieczyszczony złom wymagają określonego badania akceptacyjnego i limitu zanieczyszczenia.
Kluczowe specyfikacje
Wymiary rdzenia, opcje noży i konfiguracja elektryczna umożliwiające porównanie produktów.
Skorzystaj z poniższych danych, aby sprawdzić dopasowanie otworu wlotowego, wydajność układu napędowego i opcje zestawu noży dla docelowego przemiału. W przypadku butelek PET zaplanuj przygotowanie: zdejmij nakrętki i etykiety, opłucz, osusz i przytnij, aby dopasować do otworu.
| Wymiary portu zasilającego | 120 mm x 200 mm |
| Docelowa wydajność przemiału | 3-6 mm (w zależności od zastosowania) |
| Typowa przepustowość | 1-5 kg/h (w zależności od materiału) |
| Ostrze Model A | 22 ostrza obrotowe i 22 ostrza stałe (szerokość 5 mm) |
| Ostrze Model B | 36 obrotowych i 36 stałych ostrzy (grubość 3 mm) |
| Średnica ostrza obrotowego | 100 mm |
| Materiał ostrza | Stal szybkotnąca przemysłowa H13 |
| Moc silnika | 1,5 kW z przekładnią |
| Woltaż | Możliwość dostosowania (opcje 110 V/220 V) |
| Waga maszyny | 101 kilogramów |
| Wymiary całkowite (dł. x szer. x wys.) | 650 x 300 x 780 mm |
Uwaga: Dane techniczne mają charakter poglądowy. Przed złożeniem zamówienia należy potwierdzić ostateczną konfigurację.
Wydajność przemiału 3-6 mm
Zaprojektowane tak, aby zapewnić równomierne podawanie do małych wytłaczarek i kontrolowane przechowywanie pomiędzy etapami.
W przypadku wytłaczania filamentów 3D i ponownego wykorzystania w małych partiach, spójność przemiału ma większe znaczenie niż maksymalna prędkość cięcia. To urządzenie jest skonfigurowane do pracy w zakresie 3-6 mm (w zależności od materiału), co ułatwia suszenie, przechowywanie i dozowanie do leja zasypowego wytłaczarki filamentów.
Jeśli chcesz uzyskać mniejszą ilość materiału, po rozdrabnianiu dodaj przesiewanie.

Przepustowość małych partii
Praktyczne informacje na temat procesów recyklingu w domu i laboratorium.
Typowa wydajność wynosi 1-5 kg/h, w zależności od rodzaju polimeru, grubości elementu i konsystencji wsadu. Sztywne, czyste odpady zazwyczaj przetwarza się szybciej niż cienkie folie i nieregularne kształty.
Podczas podawania filamentu do wytłaczarki, należy obliczyć wydajność w całym procesie roboczym, a nie tylko w procesie rozdrabniania. Czas suszenia, opcjonalne przesiewanie i segregacja polimeru zazwyczaj decydują o efektywnej wydajności.
Wybór modelu ostrza
Wybierz zestaw noży odpowiadający docelowemu rozmiarowi przemiału i zachowaniu materiału.
Zestaw noży model A (5 mm)
Szersze noże z mniejszą liczbą cięć na obrót. Często preferowane do grubszych elementów i ogólnego szlifowania, gdzie priorytetem jest tolerancja.
Zestaw noży model B (3 mm)
Cieńsze noże z większą liczbą cięć na obrót. Często preferowane ze względu na drobniejsze i bardziej równomierne podawanie przeszlifowanego materiału.
Noże narzędziowe H13 ze stali
Zaprojektowane z myślą o wielokrotnych uderzeniach i kontroli zużycia. Żywotność ostrza w dużym stopniu zależy od czystości podawania i ścierania.
Czyszczenie do przodu/do tyłu
Pomaga w odzyskaniu sprawności po zderzeniu lub zawinięciu bez konieczności demontażu i zapewnia stabilną, codzienną pracę.
Zbieranie i przechowywanie
Utrzymuj przemiał w czystości, suchości i łatwości podawania do wytłaczarki filamentu.
Określ sposób zbierania odpadów (pojemnik, wiadro lub worek), sposób ich utrzymywania w stanie suchym oraz sposób przenoszenia ich do leja zasypowego wytłaczarki bez rozsypywania drobnych cząstek. Jeśli recyklingujesz wiele tworzyw sztucznych, oznaczaj pojemniki i unikaj mieszania polimerów, chyba że dalsze przetwarzanie na to pozwala.
1. Przygotuj i załaduj
Wypłucz i osusz butelki, usuń etykiety/nakrętki i przytnij kawałki pasujące do otworu wlotowego.
2. Zniszcz i wyczyść
Zestaw noży i napęd zębaty zapewniają ponowne szlifowanie. Przesuw do przodu/do tyłu pomaga w regeneracji po zwarciu lub zawinięciu.
3. Zbieraj i przechowuj
Zebrać w szczelnym pojemniku. W razie potrzeby wysuszyć i przechowywać zgodnie z rodzajem polimeru przed wytłaczaniem.
Obsługa i bezpieczeństwo
Proste sterowanie, bezpieczna obsługa i przewidywalne czyszczenie do użytku domowego i laboratoryjnego.
Podczas pracy należy zachować stabilność i trzymać ręce i narzędzia z dala od otworu wlotowego. Sterowanie do przodu/do tyłu ułatwia usuwanie zacięć spowodowanych przez folię lub nieregularne kształty.
Unikaj kontaktu z metalem, kamieniami i zanieczyszczeniami ściernymi, aby zmniejszyć zużycie. Gdy jakość cięcia spada lub siła cięcia wzrasta, zaplanuj czyszczenie i serwis noży. Posiadanie jednego zapasowego zestawu noży zmniejsza przestoje.
Zdjęcia i film demonstracyjny
Zobacz zestaw ostrzy, elementy sterujące i krótką demonstrację.
Zdjęcia przedstawiają zespół noży i układ sterowania do zbierania w przód/w tył. W wersji demonstracyjnej sprawdź równomierność wydobycia, poziom drobnych zanieczyszczeń oraz to, czy zbiórka do pojemników lub worków pozostaje czysta i kontrolowana.



Często zadawane pytania
Krótkie odpowiedzi na pytania dotyczące recyklingu w domu i laboratorium.
Jakie rodzaje tworzyw sztucznych mogę rozdrabniać na filament lub ponownie wykorzystywać?
Typowe materiały wejściowe obejmują odpady z druku 3D (PLA, PETG, ABS), nakrętki do butelek (HDPE/PP) oraz przygotowane fragmenty butelek PET. Utrzymuj materiał w czystości, suchości i posortuj go według rodzaju polimeru. Unikaj metalu, kamieni, szkła i zabrudzeń ściernych.
Jaki jest rozmiar wyjściowy?
Docelowa grubość materiału to 3-6 mm (w zależności od materiału). Jeśli wytłaczarka wymaga węższej taśmy, należy dodać sito po rozdrabnianiu.
Ile materiału może przetworzyć?
Typowa wydajność wynosi 1–5 kg/h, w zależności od rodzaju polimeru, jego grubości i konsystencji podawanego materiału. Czas przygotowania często określa ogólną szybkość przepływu pracy.
Czy dostępne jest napięcie 110 V?
Tak. Napięcie można dostosować (opcje 110 V/220 V). Potwierdź swój region i typ wtyczki, pytając o cenę.
Czy muszę wysuszyć materiał przed wytłaczaniem?
W przypadku większości procesów z filamentami – tak. Wilgoć może powodować powstawanie pęcherzyków powietrza, nierównomierną średnicę i słabą jakość powierzchni.
Jakich prac konserwacyjnych mogę się spodziewać?
Utrzymuj komorę tnącą w czystości i zapobiegaj przedostawaniu się zanieczyszczeń. W przypadku spadku jakości cięcia lub wzrostu obciążenia, sprawdź i przeprowadź serwis noży.
Ceny i dostępność
Sprawdź cenę, opcję napięcia i model noża dla swojego procesu recyklingu.
Aby potwierdzić konfigurację i cenę, podaj, co planujesz poddać recyklingowi (wydruki PLA/PETG/ABS, nakrętki, butelki PET), docelowy rozmiar wydruku i preferowany model noża.
Aby uzyskać szybszą odpowiedź, podaj poniższe szczegóły:
- Materiały: PLA/PETG/ABS, nakrętki (HDPE/PP) lub płatki z butelek PET
- Największy rozmiar kawałka, jaki chcesz podać
- Preferowany model noża: 5 mm (ogólny) lub 3 mm (drobniejsze podawanie)
- Dostępne napięcie: 110 V lub 220 V
- Miasto i kraj do oszacowania czasu dostawy i realizacji zamówienia