
La redditività di una linea di riciclaggio è spesso determinata da un singolo materiale di consumo: il Coltello rotante. Un set di lame che si usurano in 200 ore rispetto a uno che dura 800 ore cambia radicalmente i costi operativi. Questa guida per tecnici esplora la metallurgia alla base delle lame per trituratori industriali e come selezionare l'acciaio giusto per il flusso di rifiuti.
Attrezzatura correlata: trituratore monoalbero | lame di ricambio per trituratore | Rugine di tungsteno carbide per lama rotante | mattatrice per lama.
La chimica del taglio: comprendere le diverse tipologie di acciaio
Non tutti gli acciai temprati sono uguali. Lo standard del settore si basa sugli acciai per utensili a freddo, caratterizzati da un elevato contenuto di carbonio e cromo.
1. Acciaio D2 (AISI D2 / DIN 1.2379)
- Composizione: 1.5% Carbonio, 12% Cromo.
- Lo standardIl D2 è il materiale più utilizzato nell'industria delle materie plastiche. Offre un buon equilibrio tra resistenza all'usura e costo.
- Durezza: Trattato termicamente per 58-60 HRC.
- Il migliore per: Poliolefine pulite (HDPE, PP), bottiglie in PET e rifiuti plastici generici.
- Debolezza: È relativamente fragile. Se un contaminante metallico pesante (come la testa di un martello) entra nel trituratore, le lame D2 spesso si rompono o si frantumano.
2. DC53 (Acciaio migliorato per stampi per lavorazione a freddo)
- L'aggiornamento: Un grado proprietario modificato da SKD11.
- Durezza: Può raggiungere 62-64 HRC dopo il rinvenimento ad alta temperatura.
- Resistenza: DC53 è circa 2 volte più resistente rispetto al D2. Resiste molto meglio alle scheggiature in caso di impatto.
- Il migliore per: Applicazioni difficili come E-Scarto, Pneumatici, E filo di rame dove i carichi d'urto sono frequenti.
3. Riporto duro (rivestimento in carburo di tungsteno)
- L'armatura: Un corpo in acciaio standard saldato con un modello a matrice in carburo di tungsteno.
- Durezza: Le particelle di carburo raggiungono 70+ HRC.
- Il migliore per: Materiali abrasivi come Film agricolo sporco (contenuto di sabbia/silice) o Plastica caricata in vetro.
- Scambio: Queste lame non si possono affilare facilmente. Sono soggette a usura o richiedono una saldatura specializzata.
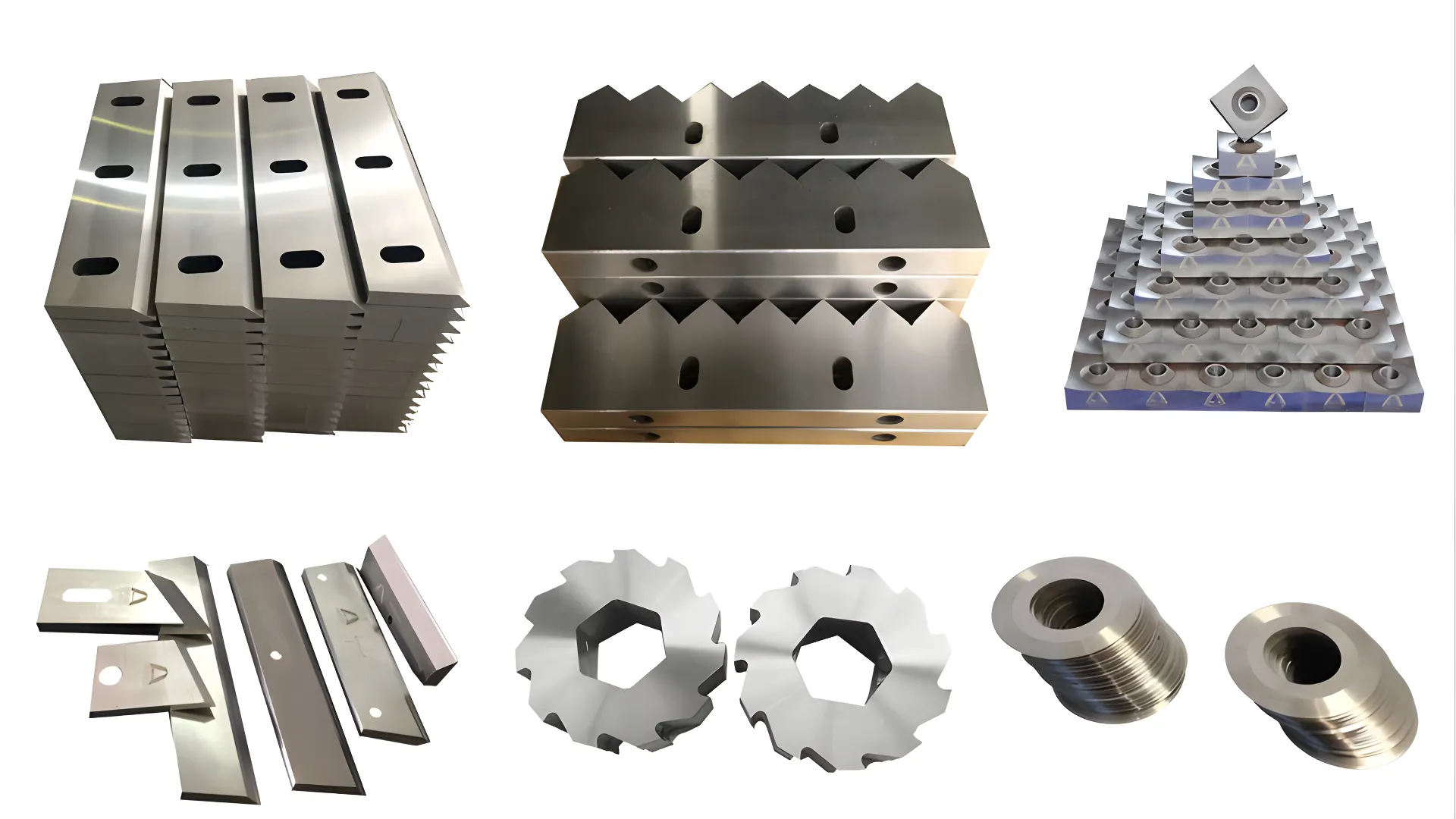
Geometria e configurazione della lama
La forma della lama determina il "morso".“
Coltelli del rotore (mobili)
- Quadrato (4 vie): Il design più comune. Quando un bordo si smussa, lo si ruota di 90 gradi.
- Mancia: Utilizzare una chiave dinamometrica durante la rotazione. Bulloni allentati possono causare danni irreparabili al rotore.
- Uncino / Falco: Forma aggressiva per afferrare pellicole o fibre voluminose.
- Rischio: Se il gancio colpisce un oggetto solido, il picco di coppia è enorme.
Coltelli statorici (fissi)
- Questi agiscono come l'"incudine". In genere dovrebbero essere leggermente più morbido (2-3 punti HRC in meno) rispetto alle lame del rotore. Questo garantisce che, in caso di incidente, lo statore, più economico e facile da sostituire, subisca il danno, salvaguardando il costoso rotore.
Trattamento termico: la variabile invisibile
Due lame possono sembrare identiche ma funzionare in modo diverso a causa di Tempra.
- Tempra standard: Riscaldamento a ~200°C. Buona durezza, minore tenacità.
- Tempra sotto vuoto + trattamento criogenico: Il congelamento della lama a -196 °C dopo la tempra trasforma l'austenite residua in martensite. Ciò aumenta la durata di usura del 20-30% senza rendere la lama più fragile. Chiedi sempre al tuo fornitore se utilizza Cryo.
Protocollo di manutenzione: quando cambiarlo?
Non aspettare che la lama sia rotonda.
1. Monitor di amperaggio: Una macchina precisa gira al minimo a bassi amperaggi e taglia con picchi stabili. Una macchina smussata assorbe alti amperaggi continui.
2. Percentuale delle multeLe lame smussate "schiacciano" la plastica invece di tagliarla, creando una quantità eccessiva di polvere (particelle fini). Se il raccoglitore di polvere si riempie due volte più velocemente, controlla la distanza tra le lame.
3. The Gap (Distanza di taglio): La distanza tra rotore e statore dovrebbe essere 0,3 mm – 0,5 mm per il cinema e 1,0 mm – 2,0 mm per tubi rigidi. Mantenere questa precisione.
Domande frequenti
Perché le mie lame D2 si scheggiano?
Probabilmente hai una contaminazione da metallo oppure la tua velocità di alimentazione è troppo aggressiva (carico d'urto). Passa a DC53 per migliorare la resistenza all'impatto o installare una separatore magnetico sul carrello di alimentazione.
Posso affilare le lame del trituratore da solo?
Sì, ma hai bisogno di un Rettificatrice di superficie con liquido di raffreddamento. Non utilizzare mai una smerigliatrice angolare a secco; il calore localizzato ricuocerà (ammorbidirà) l'acciaio, rovinando istantaneamente il tagliente.
Qual è la differenza di costo?
Le lame DC53 spesso costano più delle D2, ma possono durare significativamente più a lungo in applicazioni soggette a urti. La durata effettiva dipende dalla contaminazione, dai target di durezza, dalla qualità del trattamento termico e dalla geometria della lama: quindi, confrontate i fornitori utilizzando il costo per tonnellata e i dati di prova, anziché una singola percentuale.
Tabella di Confronto delle Classi di Acciaio
| Fattore | D2 (1.2379) | DC53 | Rivestimento duro in carburo di tungsteno |
|---|---|---|---|
| Durezza | 58–60 HRC | 62–64 HRC | 70+ HRC (particelle di carburo) |
| Resistenza | Moderata (fragile sotto impatto) | ~2x robustezza D2 | Bassa (strato di carburo si rompe sotto impatto) |
| Resistenza all'usura | Bene | Molto buona | Eccellente |
| Materiali migliori | HDPE pulito, PP, PET, plastica generale | Scarti elettronici, pneumatici, cavi di rame, flussi contaminati | Pellicola agglomerata sabbiosa, plastica riempita di vetro, rifiuti abrasivi |
| Vita tipica | 200–400 ore | 400–800 ore | 600–1,200 ore (senza affilatura) |
| Affilatura | Sì (mattatrice superficiale con raffreddamento) | Sì (mattatrice superficiale con raffreddamento) | No (esercizio fino a guasto o riassemblaggio) |
| Costo relativo | $$ (base) | $$$ (15–30% in più rispetto al D2) | $$$$ (2–3x D2) |
| Costo per tonnellata trattata | Superiore per materiali resistenti | Spesso il più basso per flussi misti/contaminati | Il più basso per materiali abrasivi |
Come scegliere la lama giusta per lo shredder
Segui questo schema decisionale per abbinare la lamiera alla tua applicazione:
- Identifica il tuo flusso di rifiuti primario: Plastica pulita → D2. Contaminato/misto → DC53. Sabbioso/abrasivo → Rivestimento duro.
- Valuta il rischio di contaminazione: Se i metalli possono entrare nello shredder, scegli DC53 per la sua resistenza agli urti. Aggiungi un separatore magnetico E separatore a correnti parassite filtri a monte.
- Calcola il costo per tonnellata: Non confrontare solo il prezzo della lama. Considera: durata della lama (ore), cicli di rifinitura (tipicamente 3-5 per set), costo di inattività per il cambio della lama (2-4 ore), e percentuale di polvere/fine (lame affilate = meno scarto).
- Richiedi set di prova: Chiedi al tuo fornitore un set di prova di 2-3 gradi. Fai funzionare ognuno per un ciclo completo e misura le ore effettive, la stabilità dell'amperaggio e la qualità dell'output.
- Specificare il trattamento termico: Richiedi sempre solidificazione a vuoto + trattamento criogenico per D2 e DC53. La vita estesa del 20-30% supera di gran lunga il piccolo sovrapprezzo di costo.
Hai bisogno di lame per il tuo shredder? Esplora la nostra lame di ricambio per trituratore O Rugine di tungsteno carbide per lama rotante. Per le lame del granulatore, consulta il nostro catalogo di lame per granulatore.
Riferimenti
[1] “Acciai per utensili: proprietà e applicazioni”,” ASM Internazionale. Acciai per utensili: proprietà e applicazioni
[2] “Trattamento termico degli ingranaggi e degli utensili da taglio”,” Rivista di riscaldamento industriale. Trattamento termico di ingranaggi e utensili da taglio