
Opłacalność linii recyklingowej często zależy od jednego materiału eksploatacyjnego: Nóż obrotowy. Zestaw ostrzy, które stępią się po 200 godzinach, w porównaniu z zestawem o żywotności 800 godzin, radykalnie zmienia Twoje wydatki operacyjne. Ten poradnik techniczny omawia metalurgię ostrzy do niszczarek przemysłowych i dobór odpowiedniej stali do Twojego strumienia odpadów.
Sprzęt powiązany: niszczarka jednowałowa | ostrza zamienne do niszczarki | tungstenowe noże do tnienia z twardą stopą krzemu | maszyna do szlifowania noży.
Chemia cięcia: zrozumienie gatunków stali
Nie każda “stal hartowana” jest taka sama. Norma branżowa opiera się na stalach narzędziowych do pracy na zimno, charakteryzujących się wysoką zawartością węgla i chromu.
1. Stal D2 (AISI D2 / DIN 1.2379)
- Kompozycja: 1,5% Węgiel, 12% Chrom.
- Standard:D2 to „koń roboczy” w przemyśle tworzyw sztucznych. Oferuje dobry balans między odpornością na zużycie a ceną.
- Twardość: Poddane obróbce cieplnej 58-60 HRC.
- Najlepszy dla:Czyste poliolefiny (HDPE, PP), butelki PET i ogólne odpady plastikowe.
- Słabość: Jest stosunkowo kruchy. Jeśli do niszczarki dostanie się ciężkie zanieczyszczenie metaliczne (np. głowica młotka), ostrza D2 często pękają lub rozpadają się.
2. DC53 (Ulepszona stal matrycowa do obróbki na zimno)
- Aktualizacja:Gatunek zastrzeżony, zmodyfikowana wersja SKD11.
- Twardość:Można dotrzeć 62-64 HRC po odpuszczaniu w wysokiej temperaturze.
- Wytrzymałość:DC53 to około 2x twardszy niż D2. Jest znacznie bardziej odporny na odpryskiwanie pod wpływem uderzeń.
- Najlepszy dla:Trudne zastosowania, takie jak Złom elektroniczny, Opony, I Drut miedziany gdzie powszechne są obciążenia udarowe.
3. Napawanie (nakładanie węglika wolframu)
- Zbroja:Standardowy korpus stalowy spawany metodą matrycową z węglika wolframu.
- Twardość:Cząsteczki węglika docierają 70+ HRC.
- Najlepszy dla:Materiały ścierne, takie jak Brudny film rolniczy (zawartość piasku/krzemionki) lub Tworzywa sztuczne wypełnione szkłem.
- Kompromis:Tych ostrzy nie da się łatwo naostrzyć. Są one podatne na uszkodzenia lub wymagają specjalistycznego ponownego spawania.
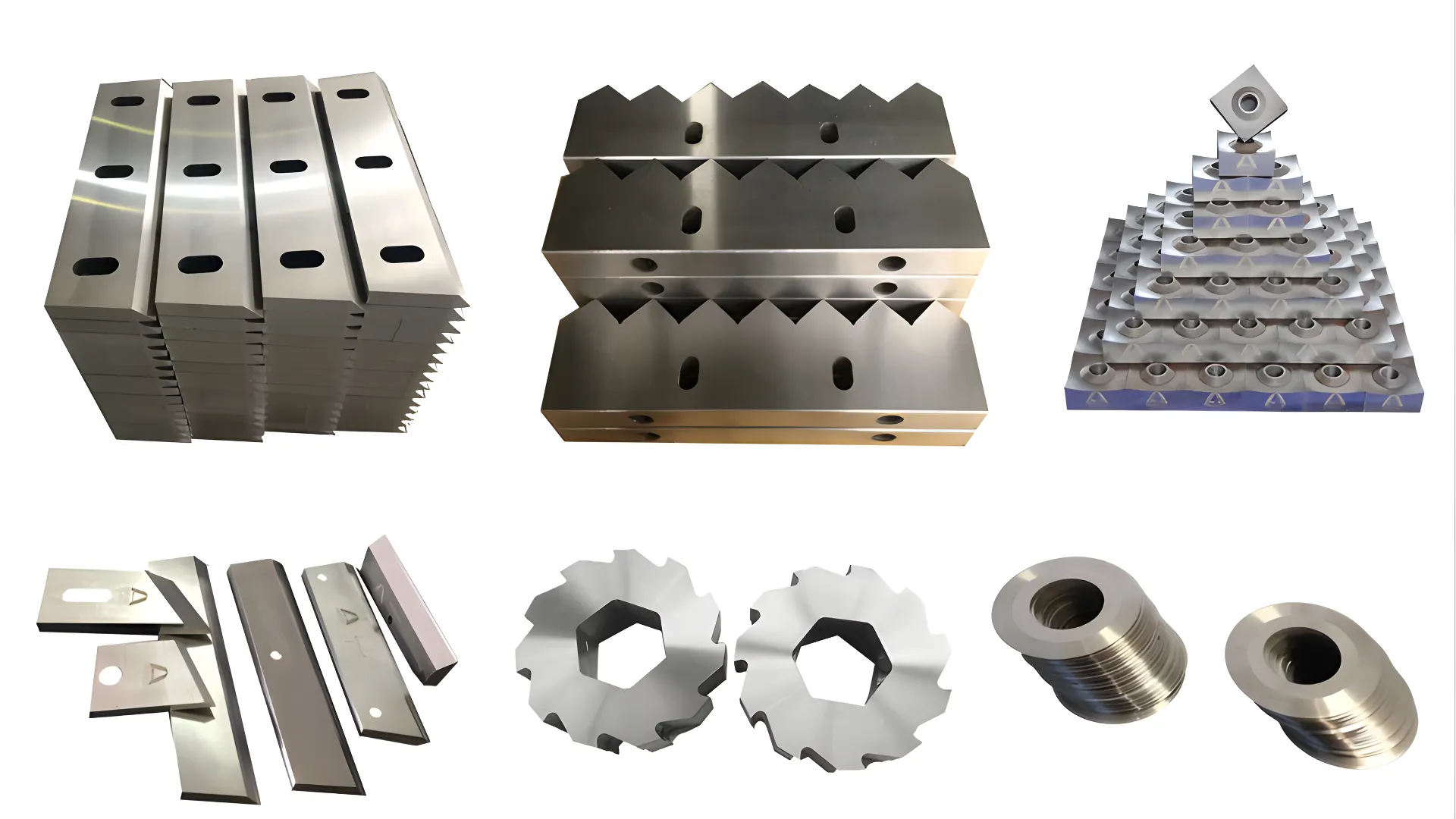
Geometria i konfiguracja ostrza
Kształt ostrza decyduje o “ugryzieniu”.”
Noże wirnika (ruchome)
- Kwadrat (4-drożny):Najpopularniejsza konstrukcja. Gdy jedna krawędź się stępi, obraca się ją o 90 stopni.
- Wskazówka: Podczas obracania należy używać klucza dynamometrycznego. Luźne śruby mogą prowadzić do poważnego uszkodzenia wirnika.
- Hak / Hawkbill:Agresywny kształt umożliwiający chwytanie obszernych folii lub włókien.
- Ryzyko:Jeśli hak uderzy w twardy obiekt, moment obrotowy będzie ogromny.
Noże stojana (stacjonarne)
- Pełnią one funkcję “kowadła”. Ogólnie rzecz biorąc, powinny być nieco bardziej miękki (o 2-3 punkty HRC niższe) niż noże wirnika. Dzięki temu w razie awarii tańszy/łatwiejszy w wymianie stator przyjmie uszkodzenie, oszczędzając kosztowny wirnik.
Obróbka cieplna: niewidzialna zmienna
Dwa ostrza mogą wyglądać identycznie, ale działać inaczej ze względu na Ruszenie.
- Standardowe hartowanie: Podgrzewanie do ~200°C. Dobra twardość, niższa wytrzymałość.
- Hartowanie próżniowe + obróbka kriogeniczna:Zamrożenie ostrza do temperatury -196°C po hartowaniu powoduje przekształcenie austenitu szczątkowego w martenzyt. Zwiększa to trwałość dzięki 20-30% bez zwiększania kruchości ostrza. Zawsze pytaj swojego dostawcę, czy stosuje technologię Cryo.
- Oddziaływujący separator magnetyczny: Kompleksowe Przewodnik
- Mobilny tnaczka do plastiku: Kompleksowe Przewodnik
Protokół konserwacji: kiedy zmienić?
Nie czekaj, aż ostrze będzie okrągłe.
1. Monitor natężenia prądu:Ostra maszyna pracuje na biegu jałowym z niskim natężeniem prądu i tnie stabilnymi impulsami. Tępa maszyna pobiera wysokie, ciągłe natężenie prądu.
2. Procent karTępe ostrza “miażdżą” plastik zamiast go ciąć, wytwarzając nadmiar pyłu (drobinek). Jeśli Twój odpylacz zapełnia się 2 razy szybciej, sprawdź szczelinę.
3. Szczelina (odległość cięcia):Odległość między wirnikiem a stojanem powinna wynosić 0,3 mm – 0,5 mm do filmu i 1,0 mm – 2,0 mm dla rur sztywnych. Zachowaj tę precyzję.
Często zadawane pytania
Dlaczego moje ostrza D2 się odpryskują?
Prawdopodobnie masz zanieczyszczenie metalem lub prędkość podawania jest zbyt agresywna (obciążenie udarowe). Przełącz na DC53 dla lepszej odporności na uderzenia lub zamontuj separator magnetyczny na wejściu.
Czy mogę samodzielnie ostrzyć ostrza niszczarki?
Tak, ale potrzebujesz Szlifierka powierzchniowa z chłodziwem. Nigdy nie używaj szlifierki kątowej na sucho; miejscowe ciepło wyżarza (zmiękcza) stal, natychmiast niszcząc krawędź.
Jaka jest różnica w kosztach?
Ostrza DC53 często kosztują więcej niż D2, ale mogą być znacznie trwalsze w zastosowaniach narażonych na uderzenia. Rzeczywista żywotność zależy od zanieczyszczeń, docelowej twardości, jakości obróbki cieplnej i geometrii noża – dlatego porównuj dostawców, kierując się kosztem na tonę i danymi z prób, a nie pojedynczym procentem.
Tabela porównania klas stali
| Czynnik | D2 (1.2379) | DC53 | Hardfacing z twardą stopą krzemu |
|---|---|---|---|
| Twardość | 58–60 HRC | 62–64 HRC | 70+ HRC (cząstki krzemu) |
| Wytrzymałość | Średnia (krucha pod wpływem uderzeń) | ~2x wytrzymałość D2 | Niska (kruszona warstwa krzemu pod wpływem wstrząsu) |
| Odporność na zużycie | Dobry | Bardzo dobra | Doskonały |
| Najlepsze materiały | Czysta HDPE, PP, PET, ogólna plastik | E-scrap, opony, miedziany przewód, zanieczyszczone strumienie | Piaskowy film, plastik wypełniony szkłem, odpady ścierne |
| Zwykły czas eksploatacji | 200–400 godzin | 400–800 godzin | 600–1,200 godzin (bez ponownego ostrzenia) |
| Ponowne ostrzenie | Tak (powierzchniowy szlifierz z chłodziwem) | Tak (powierzchniowy szlifierz z chłodziwem) | Nie (do wygaśnięcia lub ponownego spawania) |
| Relatywny koszt | $$ (podstawowy) | $$$ (15–30% więcej niż D2) | $$$$ (2–3x D2) |
| Koszt na ton przetworzonego materiału | Wysoki dla twardych materiałów | Często najniższa dla mieszanych/śmieciowych strumieni | Najniższa dla materiałów ściernych |
Jak wybrać odpowiednią ostrzą dla tnika
Postępuj zgodnie z tym ramem decyzji, aby dopasować stal ostrzą do Twojej aplikacji:
- Zidentyfikuj swój główny strumień odpadów: Czysty plastik → D2. Zanieczyszczony/mieszany → DC53. Piaskowy/ścierny → Hardfacing.
- Oceni ryzyko zanieczyszczenia: Jeśli metale mogą wejść do tnika, wybierz DC53 ze względu na jego odporność na uderzenia. Dodaj separator magnetyczny I separator prądów wirowych przed.
- Oblicz koszt za tonę: Nie porównuj ceny ostrzy same w sobie. Weź pod uwagę: żywotność ostrzy (godziny), cykle ponownego ostrzenia (zwykle 3–5 na zestaw), koszt przestoju związany z wymianą ostrzy (2–4 godziny) oraz procent drobnych frakcji (zabrudzone ostrza = więcej odpadów).
- Złóż wniosek o próbki: Poproś swojego dostawcę o próbki zestawu 2–3 klas. Uruchom każdy na pełny cykl i zmierz rzeczywiste godziny, stabilność prądu oraz jakość wyjściową.
- Określ proces termiczny: Zawsze prosimy o próbkowanie próżniowe + kriogeniczne dla D2 i DC53. Wzrost żywotności 20–30% przewyższa minimalny nadmiar kosztów.
Potrzebujesz ostrzy dla swojego tnika? Przejrzyj nasze ostrza zamienne do niszczarki Lub tungstenowe noże do tnienia z twardą stopą krzemu. Dla ostrzy tnika granulatora, zobacz nasz katalog ostrzy tnika granulatora.
Odniesienia
[1] “Stale narzędziowe: właściwości i zastosowania”,” ASM International. Stale narzędziowe: właściwości i zastosowania
[2] “Obróbka cieplna kół zębatych i narzędzi skrawających” Magazyn Industrial Heating. Obróbka cieplna kół zębatych i narzędzi skrawających