
PP Woven Bags & Raffia Recycling Line
This system processes post-consumer PP woven sacks, raffia tape/yarn, and FIBC scrap with heavy sand, ink, and residual organics. It integrates controlled feeding, low-speed shredding, wet granulation, intensive washing, and staged drying to deliver PP flakes conditioned for extrusion. Optional pelletizing completes the recycling loop.
- Feedstock: PP woven sacks, raffia (tape/yarn), and FIBC scrap
- Cleaning stages: friction washing + rinsing/separation (hot wash optional)
- Residual moisture: typically < 3% with thermal drying (feedstock dependent)
- Typical throughput: 300–1500 kg/h (configuration dependent)
Decision Drivers
Primary selection factors determine module choice, utilities sizing, and output consistency.
Contamination Tolerance
Built for dusty, printed, and sand-laden woven sacks, raffia, and FIBC scrap where contamination level drives wash intensity and module choice.
Flake Size Control
Shredding and wet granulation are configured together to create a stable output size window that improves washing efficiency and downstream feeding.
Moisture Targets
Dewatering, thermal drying, and optional densifying are selected around the residual moisture target needed for extrusion stability or direct pelletizing.
Wear and Service Access
Knife layout, screen selection, and bearing protection are matched to abrasive contaminants so maintenance stays predictable under demanding operating conditions.
Water Loop and Energy Load
Utilities planning is tied to contamination profile, selected wash temperature, and loop design so cleaning performance stays aligned with site operating cost targets.
Automation and Safety Interlocks
Line-level controls coordinate feeding, cutting, washing, and drying so throughput stays stable while overload and safety conditions are managed automatically.
Supported Feedstock Forms
Processes typical incoming materials listed below (share photos/samples and contamination details for configuration selection).

PP Woven Bags
Cement bags, fertilizer sacks, rice bags, and other printed woven sacks.

PP Non-Woven
Non-woven fabric scraps and bags (PP), with optional deeper washing.

PP Raffia (Tape/Yarn)
Raffia strips, tapes, and yarn waste from weaving and packaging operations.

BOPP-Laminated Woven Bags
Laminated woven bags and printed layers, configured based on contamination.
.webp?auto=format,compress)
Jumbo Bags (FIBC)
Bulk bags and big bags, including dusty or sand-contaminated material.

PP Woven Offcuts
Weaving trims and offcuts, with cleaning intensity selected by dust, sand load, and lamination.
Process Flow
Follows a sequence from size reduction through washing and staged drying. Final configuration depends on contamination profile, target flake size, and downstream extrusion requirements.
Feeding & Pre-Sorting
Meters incoming woven sacks and raffia while screening out tramp contamination before cutting.
Shredding
Low-speed, high-torque reduction opens woven structure and stabilizes the downstream cut.
Wet Granulation
Water-assisted cutting creates a defined flake size range and starts the wash process early.
Friction Washing
High-shear scrubbing removes sand, dust, loosened ink, and attached fibers from the flake surface.
Rinsing & Separation
Rinse and density-based separation improve PP purity while removing remaining heavy contamination.
Dewatering & Drying
Mechanical dewatering plus thermal drying, with optional squeezing, delivers the target residual moisture.
Pelletizing (Optional)
Conditioned flakes are converted into uniform pellets when storage, dosing, or resale requires pellet form.
Feeding & Pre-Sorting
Meters incoming woven sacks and raffia while screening out tramp contamination before cutting.
Shredding
Low-speed, high-torque reduction opens woven structure and stabilizes the downstream cut.
Wet Granulation
Water-assisted cutting creates a defined flake size range and starts the wash process early.
Friction Washing
High-shear scrubbing removes sand, dust, loosened ink, and attached fibers from the flake surface.
Rinsing & Separation
Rinse and density-based separation improve PP purity while removing remaining heavy contamination.
Dewatering & Drying
Mechanical dewatering plus thermal drying, with optional squeezing, delivers the target residual moisture.
Pelletizing (Optional)
Conditioned flakes are converted into uniform pellets when storage, dosing, or resale requires pellet form.
Utilities and Footprint
Reference utilities and layout envelope by capacity tier (final sizing depends on contamination level and selected modules).
| Capacity (kg/h) | Install Power (kW) | Typical Layout Area (m²) | Operators / Shift | Compressed Air (MPa) | Process Water (m³/h) |
|---|---|---|---|---|---|
| 300 | 150 | 350 | 4 | 0.6-0.8 | 3 |
| 500 | 230 | 460 | 6 | 0.6-0.8 | 4 |
| 1000 | 430 | 500 | 6 | 0.6-0.8 | 5 |
Note: Values are indicative. Final utilities depend on contamination profile, hot washing/heating selection, and drying configuration.
Utilities guidance: electrical supply is specified by voltage/Hz and start method; water demand depends on open vs closed loop design and hot washing/heating selection.
Key Modules
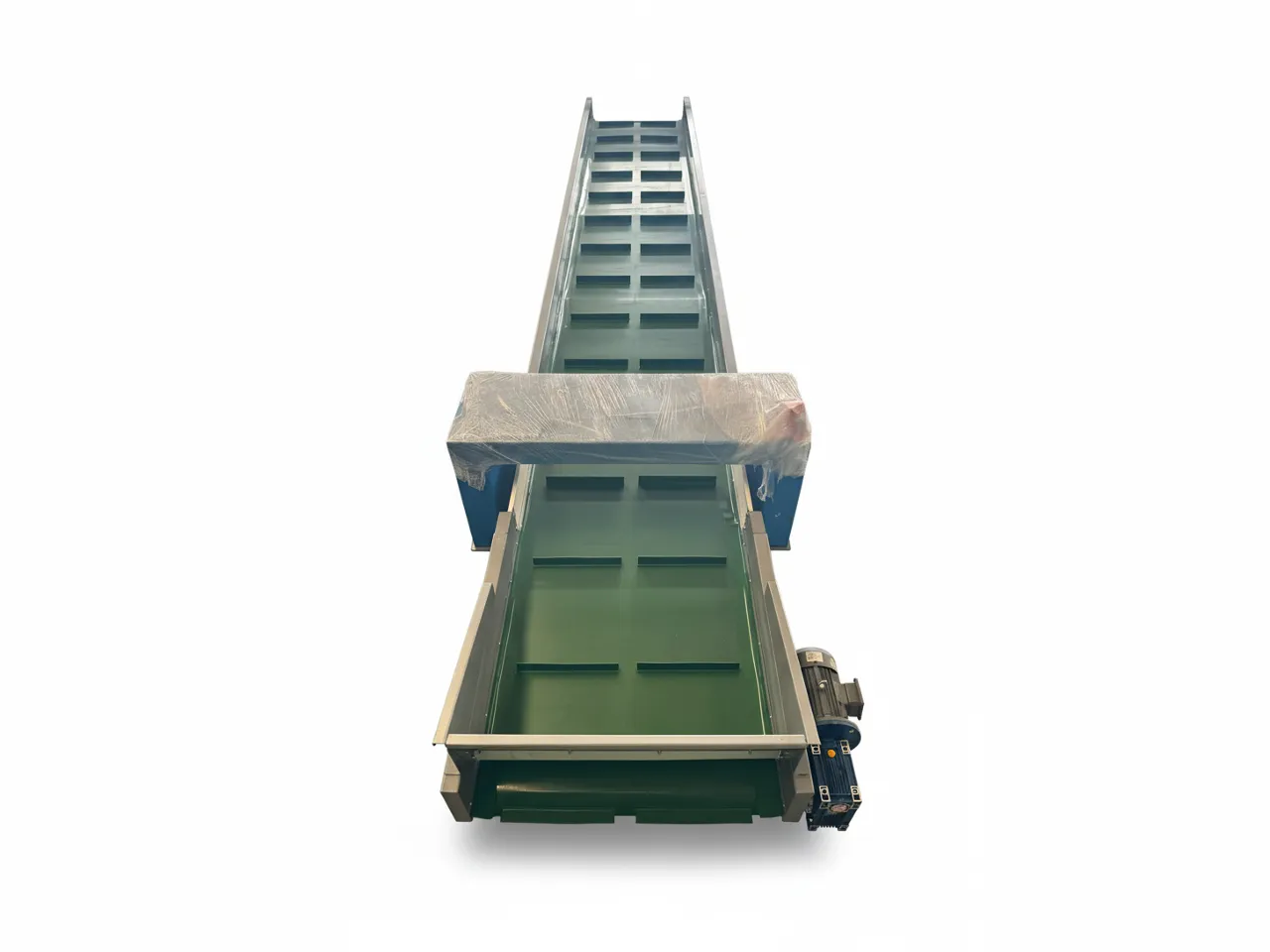
Belt Conveyor
- Frame: Carbon steel or SS304 (options)
- Belt Type: PVC/PU (application dependent)
- With belt tensioning device and receiving hopper
- Belt Width & Length: Sized to throughput and layout
- Transporting raw materials into the system.
Single-Shaft Shredder
- Rotor Speed: 60–100 RPM (typical)
- Knife Material: D2 or alloy tool steel (application dependent)
- Screen Size: 40–100 mm (set by downstream cutting and washing)
- Hydraulic Pusher: Yes (for stable feeding under load)
- Motor Power: Sized by capacity and feedstock (typ. 30–200 kW)
- Opens woven structures and reduces bulk volume.
- Stabilizes downstream cutting and washing consistency.
- Reduces bridging and improves feeding control.

Wet Plastic Granulator
- Rotor Speed: 400–600 RPM (typical)
- Blade Material: D2 tool steel (common)
- Knife Arrangement: V-cut or scissor-cut (by material behavior)
- Screen Filter Size: 20–60 mm (typical for PP woven/raffia lines)
- Produces flakes sized for washing and rinsing efficiency.
- Reduces dust carryover by wet cutting and immediate rinsing.
- Improves feeding stability for dewatering and drying stages.

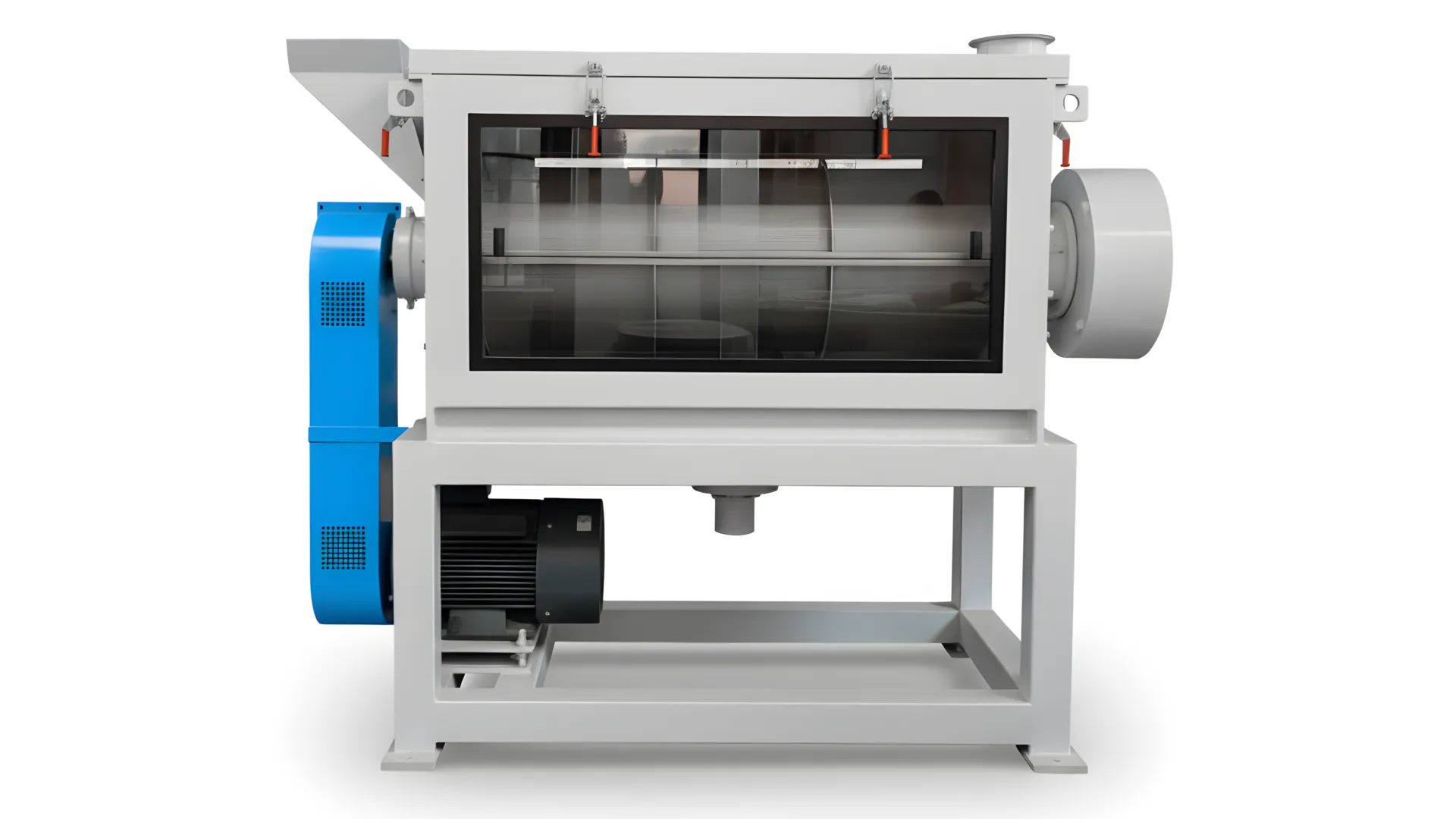
Friction Washer
- Rotor Speed: 500-600 RPM
- Water System: Top inlet, bottom outlet
- Operation: Continuous
- Cleaning Method: High-speed friction
- Removes sand/dust and loosened ink/fiber contamination.
- Transfers material between stages with controlled residence time.
- Reduces abrasive carryover into dewatering and drying.

Floating Separation Tank
- Interior Width: 1000mm - 1800mm
- Total Length: 4 - 7 meters
- Interior Material: Type 304 Stainless Steel
- Exterior Frame: Carbon Steel
- Paddle Motors: 1.5KW × 2 (frequency control)
- Geometry configured for stable separation and rinsing.
- Sectioned design supports staged rinsing and contamination management.
- Water loop can be configured for open or closed operation.

Hot Washer
- Operation Mode: Continuous or batch (by contamination)
- Heating Options: Electric, steam, or boiler integration (site dependent)
- Washing Method: Heated wash with optional chemical dosing
- Use Case: Ink, oils, glue, and heavy organics (when required)
- Improves removal of oils, glue, and stubborn organics when specified.
- Heating and chemistry are configured by cleanliness target and utilities.
- Integrated into the wash loop with controlled temperature and residence time.

Centrifugal Dryer
- Rotation Speed: ~1,000 RPM (typical)
- Moisture Reduction: Often ~20–30% (feedstock dependent)
- Main Components: Rotor with paddles, mesh screen tunnel
- Configuration: Sized by throughput and inlet water load
- Reduces thermal drying load by removing free water mechanically.
- Continuous operation for stable line throughput.
- Configured with wear protection for abrasive fines.
Thermal Pipe Dryer
- Drying Method: Hot air conveying with cyclone separation
- Heat Input: Electric or thermal integration (site dependent)
- Pipe Material: SS304 (common) with abrasion options
- Configuration: Single or multi-stage (by capacity and target moisture)
- Controls: Temperature and airflow control for stable drying
- Continuous drying for stable extrusion preparation.
- Cyclone separation helps manage fines and lightweight contamination.
- Configured to meet a defined residual moisture target.
- Scalable with multiple stages for higher throughput.

Film Squeezer
- Moisture Reduction: Typically reduces moisture from ~10–35% down to ~1–8% (inlet dependent)
- Mechanism: Screw-type compression and heating/friction densifying
- Output Capacity: 300–1500 kg/h (matched to line throughput)
- Energy Consumption: Sized by capacity and densifying requirement
- Reduces moisture and increases bulk density for feeding stability.
- Improves dosing consistency to extrusion/pelletizing.
- Optional stage selected when thermal drying alone is not optimal.

Water Ring Pelletizing System (Optional)
- Pellet Type: Water-ring cut, uniform granules
- Typical Inputs: Clean PP flakes from woven bags, raffia, and FIBC scrap
- Customization: Die face, filtration, and automation options
- Pelletizes conditioned PP flakes with stable die-face cutting.
- Improves handling and dosing versus loose flakes.
- Filtration and automation options are selected by pellet quality target.

Field Performance Notes
Representative operating observations (anonymized). Results depend on feedstock and configuration.
Printed cement sacks with heavy sand load: hot wash and higher friction-wash intensity reduced abrasive carryover into drying and improved flake cleanliness.
Raffia tape/yarn scrap with light organics: controlled granulation improved rinse efficiency and stabilized downstream feeding for extrusion preparation.
Mixed woven + FIBC scrap: selected dewatering + thermal drying stages achieved moisture target based on the inlet water load (squeezer optional).
Technical FAQs
Decision-oriented answers for selecting modules, utilities, and output targets.
Processes PP woven sacks, raffia (tape/yarn), FIBC scrap, and PP non-woven. Specify washing intensity and hot washing (if required) for BOPP-laminated woven bags to match ink/adhesive contamination.
Throughput ranges from 300–1500 kg/h depending on module selection and contamination load. Residual moisture relies on dewatering and drying stages; thermal drying commonly achieves < 3% when required for stable extrusion (feedstock dependent).
Specify hot washing when ink, oils, glue, or heavy organics must be reduced to meet an output cleanliness target. Friction washing + rinsing suffices for light dust/sand loads. Heating method and chemistry depend on site utilities and the contamination profile.
Yes—add extrusion/pelletizing. Select a squeezer to reduce moisture and increase bulk density before extrusion if inlet water load is high or pelletizing stability is critical. Filtration depends on the pellet quality target.
Yes. We configure layout, module selection, and control logic around capacity, contamination, available utilities, and footprint. Typical automation includes interlocks, overload protection, and module-by-module permissives; specify higher automation levels in the RFQ.
RFQ Requirements
Provide the minimum inputs below so we can size modules, utilities, and layout for your PP woven/raffia stream.
- Feedstock type(s): woven sacks, raffia (tape/yarn), FIBC, BOPP-laminated (yes/no)
- Contamination: sand/dust %, ink/adhesive, oils/organics, moisture at inlet
- Target throughput (kg/h) and operating hours per day
- Target output: flake size range and cleanliness/moisture requirement for extrusion
- Utilities available: voltage/Hz, heating source, water loop preference (open/closed)
- Space constraints: available length/width, elevation limits, material handling constraints
- Automation level and commissioning preference (remote/on-site)