
Línea de reciclaje de bolsas tejidas de PP y rafia
Este sistema procesa sacos tejidos de PP postconsumo, cinta/hilo de rafia y desechos de FIBC con arena pesada, tinta y residuos orgánicos. Integra alimentación controlada, trituración a baja velocidad, granulación húmeda, lavado intensivo y secado por etapas para obtener escamas de PP acondicionadas para la extrusión. Opcional. peletización completa el ciclo de reciclaje.
- Materia prima: sacos tejidos de PP, rafia (cinta/hilo) y desechos de FIBC
- Etapas de limpieza: lavado por fricción + enjuague/separación (lavado en caliente opcional)
- Humedad residual: típicamente < 3% con secado térmico (dependiendo de la materia prima)
- Rendimiento típico: 300–1500 kg/h (dependiendo de la configuración)
Factores que impulsan la decisión
Los factores de selección primarios determinan la elección del módulo, el tamaño de las utilidades y la consistencia de la salida.
Tolerancia a la contaminación
Manipula arena, fibras de papel, tinta, aceites ligeros y residuos orgánicos típicos de los sacos y la rafia posconsumo.
Control del tamaño de las escamas
La trituración primaria y la granulación húmeda establecen una ventana de tamaño de copos estable para la eficiencia del lavado y la alimentación de extrusión posterior.
Objetivos de Humedad
La deshidratación y el secado térmico logran un objetivo de humedad residual definido para la estabilidad de la extrusión y la peletización opcional.
Acceso para desgaste y servicio
El diseño del rotor/cuchilla, la estrategia de pantalla y la protección del cojinete resisten la contaminación abrasiva y garantizan intervalos de mantenimiento predecibles.
Bucle de agua y carga de energía
El circuito de lavado y la configuración de calefacción equilibran el rendimiento de la limpieza con la demanda de servicios públicos en función del perfil de contaminación.
Enclavamientos de automatización y seguridad
La lógica de control a nivel de línea admite un rendimiento constante con protección contra sobrecargas, enclavamientos y permisos módulo por módulo.
Formas de materia prima admitidas
Procesa los materiales entrantes típicos que se enumeran a continuación (comparte fotos/muestras y detalles de contaminación para la selección de la configuración).

Bolsas Tejidas de PP
Bolsas de cemento, sacos de fertilizantes, bolsas de arroz y otros sacos tejidos impresos.

PP no tejido
Retales y bolsas de tejido no tejido (PP), con opción de lavado más profundo.

Rafia PP (Cinta/Hilo)
Tiras de rafia, cintas y residuos de hilo procedentes de operaciones de tejido y embalaje.

Tela blanca meltblown
Retales de tejido no tejido meltblown de color blanco procedentes de la producción de filtración e higiene.
.webp?auto=format,compress)
Bolsas gigantes (FIBC)
Sacos a granel y bolsas grandes, incluyendo material contaminado con polvo o arena.

Recortes de PP y soporte de césped
Recortes de tejido y restos de soporte de césped artificial.
Flujo del proceso
Sigue una secuencia que va desde la reducción de tamaño hasta el lavado y el secado por etapas. La configuración final depende del perfil de contaminación, el tamaño de escama deseado y los requisitos de extrusión posteriores.
Alimentación y preclasificación
Medidores de alimentación con detección de metales opcional o preclasificación manual para reducir los contaminantes atrapados.
Trituración
Abre estructuras tejidas y estabiliza el corte posterior mediante una reducción de tamaño de baja velocidad y alto torque.
Granulación húmeda
Se corta en un rango de tamaño de copos definido mediante granulación asistida por agua para mejorar la eficiencia de lavado y enjuague.
Lavado por fricción
Elimina arena, polvo, tinta suelta y fibras adheridas de las escamas de PP mediante un fregado de alto cizallamiento.
Enjuague y separación
Separa contaminantes pesados y mejora la pureza del PP mediante enjuague y separación basada en la densidad.
Deshidratación y secado
Se deshidrata mecánicamente y luego se seca térmicamente (y se exprime opcionalmente) para alcanzar un objetivo de humedad para la extrusión.
Peletización (opcional)
Convierte copos acondicionados en pellets cuando el almacenamiento, la dosificación o la alimentación posterior lo requieren.
Servicios públicos y huella ambiental
Utilidades de referencia y diseño de envolvente por nivel de capacidad (el tamaño final depende del nivel de contaminación y de los módulos seleccionados).
| Capacidad (kg/h) | Potencia de instalación (kW) | Área de diseño típica (m²) | Operadores / Turno | Aire comprimido (MPa) | Agua de proceso (m³/h) |
|---|---|---|---|---|---|
| 300 | 150 | 350 | 4 | 0.6-0.8 | 3 |
| 500 | 230 | 460 | 6 | 0.6-0.8 | 4 |
| 1000 | 430 | 500 | 6 | 0.6-0.8 | 5 |
Nota: Los valores son indicativos. Las utilidades finales dependen del perfil de contaminación, la selección del lavado/calentamiento en caliente y la configuración del secado.
Orientación sobre servicios públicos: el suministro eléctrico se especifica por voltaje/Hz y método de inicio; la demanda de agua depende del diseño de circuito abierto o cerrado y de la selección de lavado/calefacción en caliente.
Módulos clave
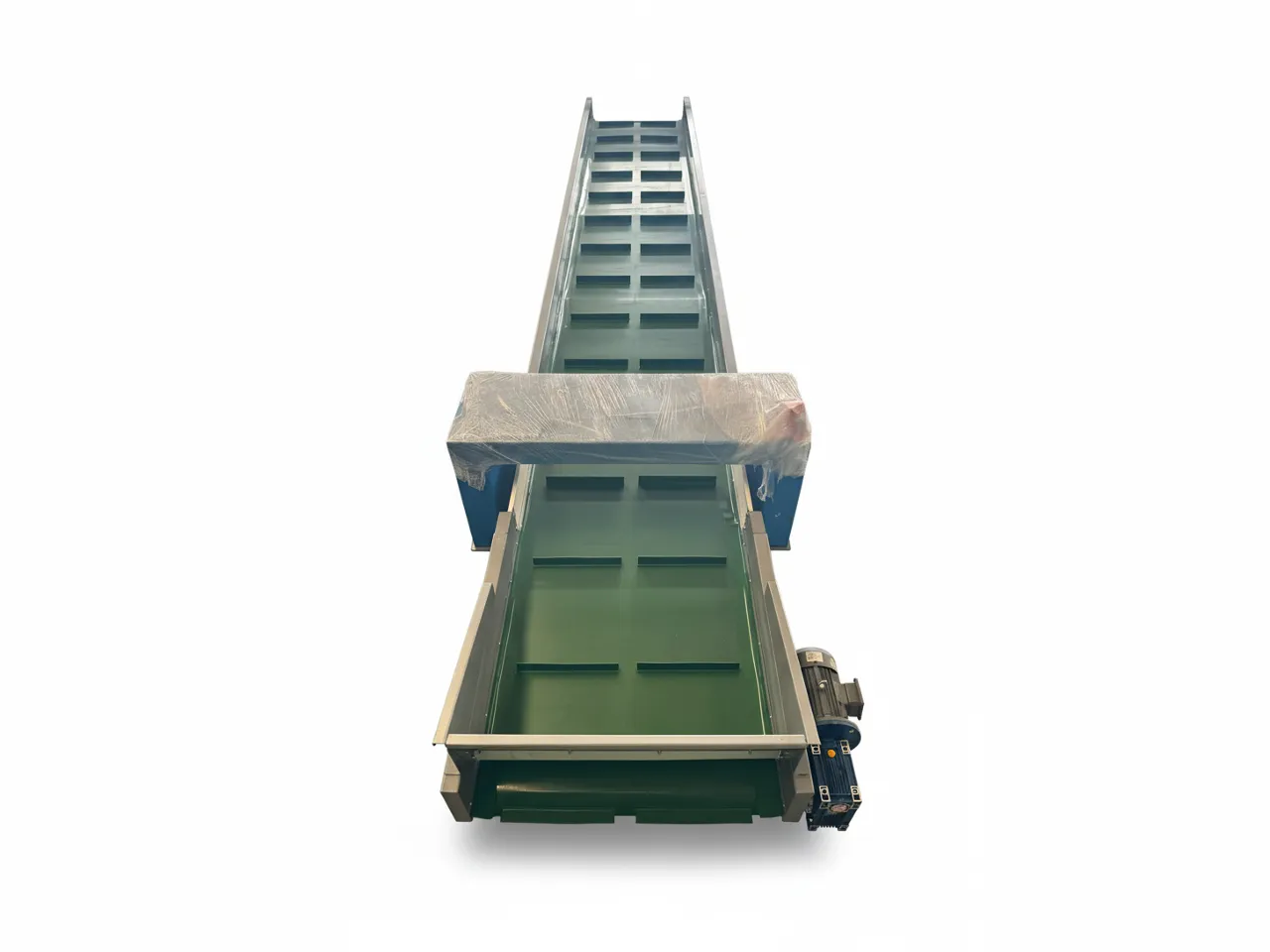
Transportador de banda Presupuesto
- Marco: Acero al carbono o SS304 (opciones)
- Tipo de cinturón: PVC/PU (depende de la aplicación)
- Con dispositivo tensor de correa y tolva receptora
- Ancho y longitud de la cinta: Dimensionado según rendimiento y diseño
- Transportando materiales primarios al sistema.
Trituradora de un solo eje Presupuesto
- Velocidad del rotor: 60–100 RPM (típico)
- Material del cuchillo: Acero para herramientas D2 o de aleación (según la aplicación)
- Tamaño de pantalla: 40–100 mm (establecido mediante corte y lavado posteriores)
- Empujador hidráulico: Sí (para una alimentación estable bajo carga)
- Potencia del motor: Dimensionado por capacidad y materia prima (típicamente 30–200 kW)
- Abre estructuras tejidas y reduce el volumen.
- Estabiliza la consistencia del corte y lavado aguas abajo.
- Reduce la formación de puentes y mejora el control de la alimentación.

Granulador de plástico húmedo Presupuesto
- Velocidad del rotor: 400–600 RPM (típico)
- Material de la hoja: Acero para herramientas D2 (común)
- Disposición de los cuchillos: Corte en V o corte en tijera (según el comportamiento del material)
- Tamaño del filtro de pantalla: 20–60 mm (típico para líneas de tejido/rafia de PP)
- Produce copos dimensionados para una limpieza y enjuague eficientes.
- Reduce la acumulación de polvo mediante corte húmedo y enjuague inmediato.
- Mejora la estabilidad de la alimentación para las etapas de deshidratación y secado.

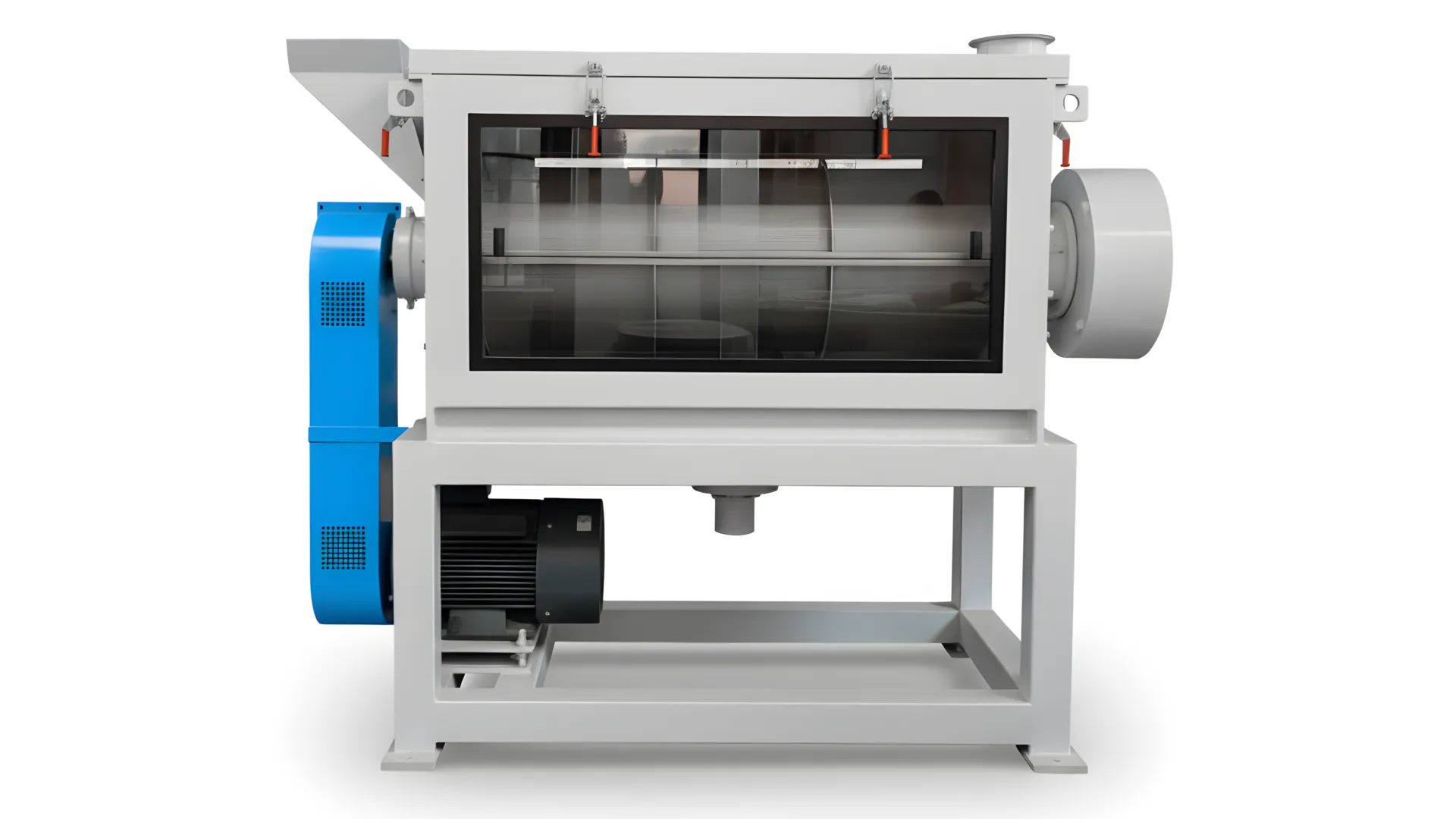
Arandela de fricción Presupuesto
- Velocidad del rotor: 500-600 RPM
- Sistema de agua: Entrada superior, salida inferior
- Operación: Continuo
- Método de limpieza: Fricción a alta velocidad
- Elimina arena, polvo y contaminación de tinta y fibras sueltas.
- Transfiere material entre etapas con tiempo de residencia controlado.
- Reduce el arrastre abrasivo durante el deshidratado y el secado.

Tanque de separación flotante Presupuesto
- Ancho interior: 1000mm - 1800mm
- Longitud total: 4 - 7 metros
- Material interior: Acero inoxidable tipo 304
- Marco exterior: Acero carbono
- Motores de paletas: 1.5KW × 2 (control de frecuencia)
- Geometría configurada para separación y enjuague estables.
- El diseño seccionado admite el enjuague por etapas y la gestión de la contaminación.
- El circuito de agua se puede configurar para funcionamiento abierto o cerrado.

Lavadora caliente Presupuesto
- Modo de operación: Continuo o por lotes (por contaminación)
- Opciones de calefacción: Integración eléctrica, de vapor o de caldera (según el sitio)
- Método de lavado: Lavado con calefacción y dosificación de productos químicos opcional
- Caso de uso: Tinta, aceites, pegamento y materiales orgánicos pesados (cuando sea necesario)
- Mejora la eliminación de aceites, pegamentos y compuestos orgánicos persistentes cuando se especifica.
- La calefacción y la química se configuran en función del objetivo de limpieza y los servicios públicos.
- Integrado en el circuito de lavado con temperatura y tiempo de residencia controlados.

Secador centrífugo Presupuesto
- Velocidad de rotación: ~1.000 RPM (típico)
- Reducción de humedad: A menudo ~20–30% (dependiendo de la materia prima)
- Componentes principales: Rotor con palas, túnel de malla
- Configuración: Dimensionado por rendimiento y carga de agua de entrada
- Reduce la carga de secado térmico al eliminar el agua libre mecánicamente.
- Funcionamiento continuo para un rendimiento de línea estable.
- Configurado con protección contra el desgaste por partículas abrasivas finas.
Secador de Tubo Térmico Presupuesto
- Método de secado: Transporte de aire caliente con separación ciclónica
- Entrada de calor: Integración eléctrica o térmica (dependiendo del sitio)
- Material de la tubería: SS304 (común) con opciones de abrasión
- Configuración: De una o varias etapas (según capacidad y humedad objetivo)
- Controles: Control de temperatura y flujo de aire para un secado estable.
- Secado continuo para una preparación de extrusión estable.
- La separación ciclónica ayuda a gestionar las partículas finas y la contaminación ligera.
- Configurado para cumplir con un objetivo de humedad residual definido.
- Escalable con múltiples etapas para un mayor rendimiento.

Exprimidor de película Presupuesto
- Reducción de humedad: Generalmente reduce la humedad de ~10–35% a ~1–8% (dependiendo de la entrada)
- Mecanismo: Compresión tipo tornillo y densificación por calentamiento/fricción
- Capacidad de salida: 300–1500 kg/h (adaptado al rendimiento de la línea)
- Consumo de energía: Dimensionado por capacidad y requerimiento de densificación
- Reduce la humedad y aumenta la densidad aparente para estabilizar la alimentación.
- Mejora la consistencia de la dosificación para la extrusión/peletización.
- Etapa opcional seleccionada cuando el secado térmico por sí solo no es óptimo.

Sistema de peletización de anillo de agua (Opcional)
- Tipo de pellet: Corte en anillo de agua, gránulos uniformes
- Entradas típicas: Limpie las escamas de PP de bolsas tejidas, rafia y desechos de FIBC
- Personalización: Opciones de cara de matriz, filtración y automatización
- Peletiza escamas de PP acondicionadas con corte de matriz estable.
- Mejora el manejo y la dosificación frente a copos sueltos.
- Las opciones de filtración y automatización se seleccionan según el objetivo de calidad del pellet.

Notas de rendimiento de campo
Observaciones operativas representativas (anonimizadas). Los resultados dependen de la materia prima y la configuración.
Sacos de cemento impresos con gran carga de arena: el lavado en caliente y la mayor intensidad del lavado por fricción redujeron el arrastre abrasivo al secado y mejoraron la limpieza de las escamas.
Desechos de cinta/hilo de rafia con materia orgánica ligera: la granulación controlada mejoró la eficiencia del enjuague y estabilizó la alimentación posterior para la preparación de la extrusión.
Desechos de tejido mixto + FIBC: etapas seleccionadas de deshidratación + secado térmico lograron el objetivo de humedad en función de la carga de agua de entrada (exprimidor opcional).
Preguntas técnicas frecuentes
Respuestas orientadas a la toma de decisiones para seleccionar módulos, utilidades y objetivos de salida.
¿Qué materiales PP puede procesar esta línea?
Procesa sacos de tejido de PP, rafia (cinta/hilo), retales de FIBC y tela no tejida de PP. Especifique la intensidad del lavado y el lavado en caliente (si es necesario) para los sacos de tejido laminado de BOPP para minimizar la contaminación por tinta/adhesivo.
¿Qué rendimiento y nivel de humedad puedo esperar?
El rendimiento oscila entre 300 y 1500 kg/h, dependiendo de la selección del módulo y la carga de contaminación. La humedad residual depende de las etapas de deshidratación y secado; el secado térmico suele alcanzar < 3% cuando se requiere una extrusión estable (dependiendo de la materia prima).
¿Necesito lavado en caliente para bolsas de cemento impresas o contaminación aceitosa?
Especifique el lavado en caliente cuando sea necesario reducir la tinta, los aceites, el pegamento o los compuestos orgánicos pesados para alcanzar el objetivo de limpieza de salida. El lavado por fricción y el enjuague son suficientes para cargas ligeras de polvo o arena. El método de calentamiento y la composición química dependen de los servicios públicos del sitio y del perfil de contaminación.
¿Puede esta línea producir pellets de PP directamente?
Sí, añadir extrusión/peletización. Seleccione un exprimidor para reducir la humedad y aumentar la densidad aparente antes de la extrusión si la carga de agua de entrada es alta o la estabilidad de la peletización es crítica. La filtración depende del objetivo de calidad del pellet.
¿Puedes personalizar el diseño y el nivel de automatización?
Sí. Configuramos el diseño, la selección de módulos y la lógica de control en función de la capacidad, la contaminación, los servicios públicos disponibles y el espacio ocupado. La automatización típica incluye enclavamientos, protección contra sobrecargas y permisos módulo por módulo; especifique niveles de automatización más altos en la solicitud de presupuesto.
Requisitos de la solicitud de cotización
Proporcione las entradas mínimas a continuación para que podamos dimensionar los módulos, las utilidades y el diseño para su flujo de rafia/tejido de PP.
- Tipo(s) de materia prima: sacos tejidos, rafia (cinta/hilo), FIBC, laminado BOPP (sí/no)
- Contaminación: arena/polvo %, tinta/adhesivo, aceites/compuestos orgánicos, humedad en la entrada
- Rendimiento objetivo (kg/h) y horas de funcionamiento por día
- Salida objetivo: rango de tamaño de escamas y requisito de limpieza/humedad para la extrusión
- Servicios disponibles: voltaje/Hz, fuente de calefacción, preferencia de circuito de agua (abierto/cerrado)
- Restricciones de espacio: longitud/ancho disponibles, límites de elevación, restricciones de manejo de materiales
- Nivel de automatización y preferencia de puesta en servicio (remota/in situ)