
Línea de reciclaje de bolsas tejidas de PP y rafia
Este sistema procesa sacos tejidos de PP postconsumo, cinta/hilo de rafia y desechos de FIBC con arena pesada, tinta y residuos orgánicos. Integra alimentación controlada, trituración a baja velocidad, granulación húmeda, lavado intensivo y secado por etapas para obtener escamas de PP acondicionadas para la extrusión. Opcional. peletización completa el ciclo de reciclaje.
- Materia prima: sacos tejidos de PP, rafia (cinta/hilo) y desechos de FIBC
- Etapas de limpieza: lavado por fricción + enjuague/separación (lavado en caliente opcional)
- Humedad residual: típicamente < 3% con secado térmico (dependiendo de la materia prima)
- Rendimiento típico: 300–1500 kg/h (dependiendo de la configuración)
Factores que impulsan la decisión
Los factores de selección primarios determinan la elección del módulo, el tamaño de las utilidades y la consistencia de la salida.
Tolerancia a la contaminación
Diseñado para sacos tejidos, rafia y desechos de FIBC (contenedores flexibles flexibles) polvorientos, impresos y cargados de arena, donde el nivel de contaminación determina la intensidad del lavado y la elección del módulo.
Control del tamaño de las escamas
La trituración y la granulación húmeda se combinan para crear un rango de tamaño de salida estable que mejora la eficiencia del lavado y la alimentación posterior.
Objetivos de Humedad
La deshidratación, el secado térmico y la densificación opcional se seleccionan en función del nivel de humedad residual necesario para la estabilidad de la extrusión o la peletización directa.
Acceso para desgaste y servicio
La disposición de las cuchillas, la selección de la malla y la protección de los cojinetes se adaptan a los contaminantes abrasivos para que el mantenimiento sea predecible incluso en condiciones de funcionamiento exigentes.
Bucle de agua y carga de energía
La planificación de los servicios públicos está vinculada al perfil de contaminación, la temperatura de lavado seleccionada y el diseño del circuito, de modo que el rendimiento de la limpieza se mantenga alineado con los objetivos de costes operativos de la planta.
Enclavamientos de automatización y seguridad
Los controles a nivel de línea coordinan la alimentación, el corte, el lavado y el secado, de modo que el rendimiento se mantiene estable, al tiempo que se gestionan automáticamente las sobrecargas y las condiciones de seguridad.
Formas de materia prima admitidas
Procesa los materiales entrantes típicos que se enumeran a continuación (comparte fotos/muestras y detalles de contaminación para la selección de la configuración).

Bolsas Tejidas de PP
Bolsas de cemento, sacos de fertilizantes, bolsas de arroz y otros sacos tejidos impresos.

PP no tejido
Retales y bolsas de tejido no tejido (PP), con opción de lavado más profundo.

Rafia PP (Cinta/Hilo)
Tiras de rafia, cintas y residuos de hilo procedentes de operaciones de tejido y embalaje.

Bolsas tejidas laminadas BOPP
Bolsas tejidas laminadas y capas impresas, configuradas en función del nivel de contaminación.
.webp?auto=format,compress)
Bolsas gigantes (FIBC)
Sacos a granel y bolsas grandes, incluyendo material contaminado con polvo o arena.

Recortes tejidos de PP
Recortes y restos de tejido, con una intensidad de limpieza seleccionada en función del polvo, la carga de arena y la laminación.
Flujo del proceso
Sigue una secuencia que va desde la reducción de tamaño hasta el lavado y el secado por etapas. La configuración final depende del perfil de contaminación, el tamaño de escama deseado y los requisitos de extrusión posteriores.
Alimentación y preclasificación
Los medidores inspeccionan los sacos tejidos y la rafia entrantes, eliminando la contaminación por impurezas antes del corte.
Trituración
La reducción de par a baja velocidad y alto torque abre la estructura tejida y estabiliza el corte aguas abajo.
Granulación húmeda
El corte asistido por agua crea un rango de tamaño de lascas definido y comienza el proceso de lavado de forma temprana.
Lavado por fricción
El cepillado de alta cizalladura elimina la arena, el polvo, la tinta suelta y las fibras adheridas a la superficie de las escamas.
Enjuague y separación
El enjuague y la separación basada en la densidad mejoran la pureza del PP al tiempo que eliminan la contaminación pesada restante.
Deshidratación y secado
La deshidratación mecánica combinada con el secado térmico, con la opción de prensado, proporciona el nivel de humedad residual deseado.
Peletización (opcional)
Las escamas acondicionadas se convierten en gránulos uniformes cuando el almacenamiento, la dosificación o la reventa requieren que se utilicen en forma de gránulos.
Alimentación y preclasificación
Los medidores inspeccionan los sacos tejidos y la rafia entrantes, eliminando la contaminación por impurezas antes del corte.
Trituración
La reducción de par a baja velocidad y alto torque abre la estructura tejida y estabiliza el corte aguas abajo.
Granulación húmeda
El corte asistido por agua crea un rango de tamaño de lascas definido y comienza el proceso de lavado de forma temprana.
Lavado por fricción
El cepillado de alta cizalladura elimina la arena, el polvo, la tinta suelta y las fibras adheridas a la superficie de las escamas.
Enjuague y separación
El enjuague y la separación basada en la densidad mejoran la pureza del PP al tiempo que eliminan la contaminación pesada restante.
Deshidratación y secado
La deshidratación mecánica combinada con el secado térmico, con la opción de prensado, proporciona el nivel de humedad residual deseado.
Peletización (opcional)
Las escamas acondicionadas se convierten en gránulos uniformes cuando el almacenamiento, la dosificación o la reventa requieren que se utilicen en forma de gránulos.
Servicios públicos y huella ambiental
Utilidades de referencia y diseño de envolvente por nivel de capacidad (el tamaño final depende del nivel de contaminación y de los módulos seleccionados).
| Capacidad (kg/h) | Potencia de instalación (kW) | Área de diseño típica (m²) | Operadores / Turno | Aire comprimido (MPa) | Agua de proceso (m³/h) |
|---|---|---|---|---|---|
| 300 | 150 | 350 | 4 | 0.6-0.8 | 3 |
| 500 | 230 | 460 | 6 | 0.6-0.8 | 4 |
| 1000 | 430 | 500 | 6 | 0.6-0.8 | 5 |
Nota: Los valores son indicativos. Las utilidades finales dependen del perfil de contaminación, la selección del lavado/calentamiento en caliente y la configuración del secado.
Orientación sobre servicios públicos: el suministro eléctrico se especifica por voltaje/Hz y método de inicio; la demanda de agua depende del diseño de circuito abierto o cerrado y de la selección de lavado/calefacción en caliente.
Módulos clave
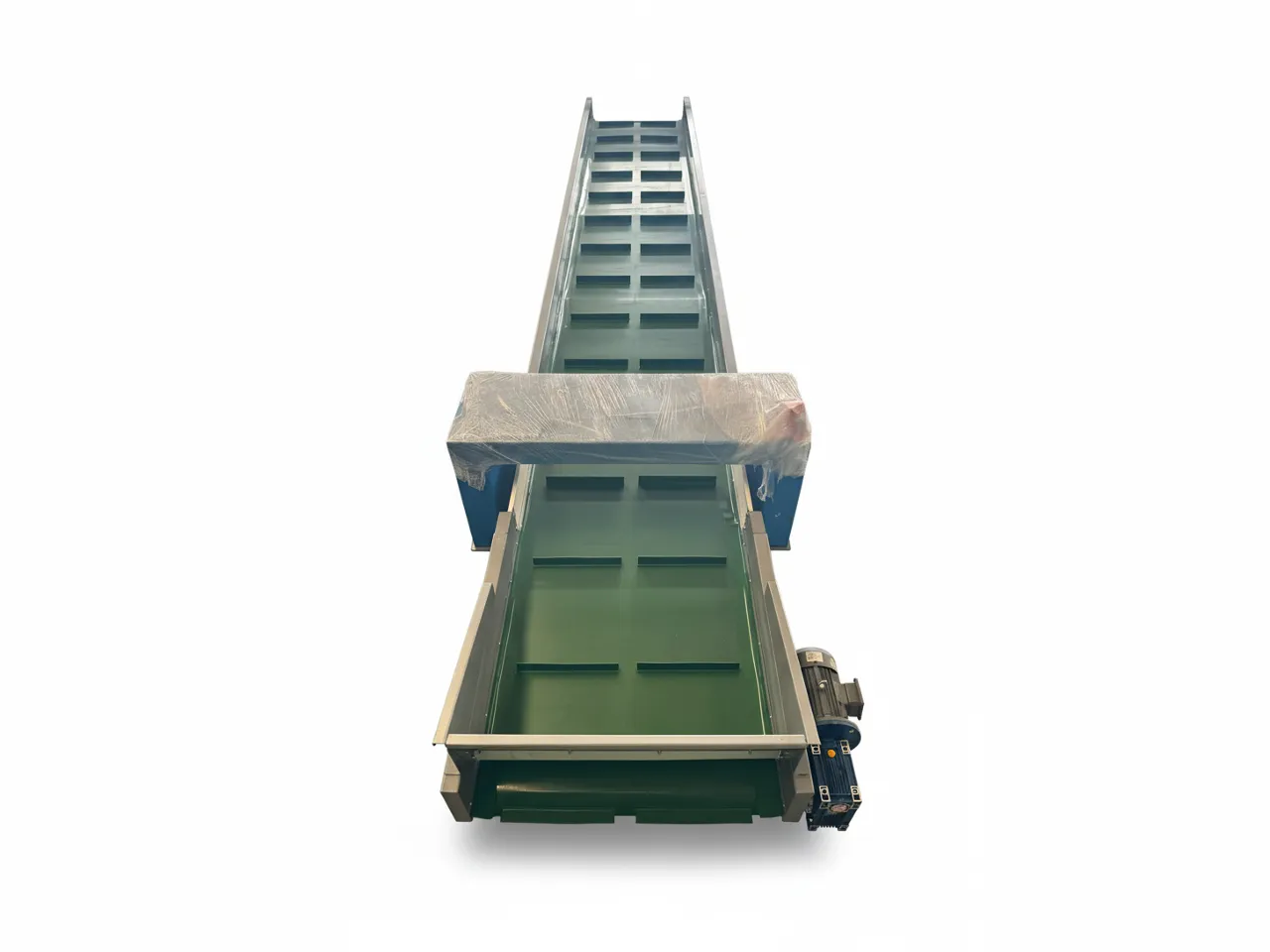
Transportador de banda
- Marco: Acero al carbono o SS304 (opciones)
- Tipo de cinturón: PVC/PU (depende de la aplicación)
- Con dispositivo tensor de correa y tolva receptora
- Ancho y longitud de la cinta: Dimensionado según rendimiento y diseño
- Transportando materiales primarios al sistema.
Trituradora de un solo eje
- Velocidad del rotor: 60–100 RPM (típico)
- Material del cuchillo: Acero para herramientas D2 o de aleación (según la aplicación)
- Tamaño de pantalla: 40–100 mm (establecido mediante corte y lavado posteriores)
- Empujador hidráulico: Sí (para una alimentación estable bajo carga)
- Potencia del motor: Dimensionado por capacidad y materia prima (típicamente 30–200 kW)
- Abre estructuras tejidas y reduce el volumen.
- Estabiliza la consistencia del corte y lavado aguas abajo.
- Reduce la formación de puentes y mejora el control de la alimentación.

Granulador de plástico húmedo
- Velocidad del rotor: 400–600 RPM (típico)
- Material de la hoja: Acero para herramientas D2 (común)
- Disposición de los cuchillos: Corte en V o corte en tijera (según el comportamiento del material)
- Tamaño del filtro de pantalla: 20–60 mm (típico para líneas de tejido/rafia de PP)
- Produce copos dimensionados para una limpieza y enjuague eficientes.
- Reduce la acumulación de polvo mediante corte húmedo y enjuague inmediato.
- Mejora la estabilidad de la alimentación para las etapas de deshidratación y secado.

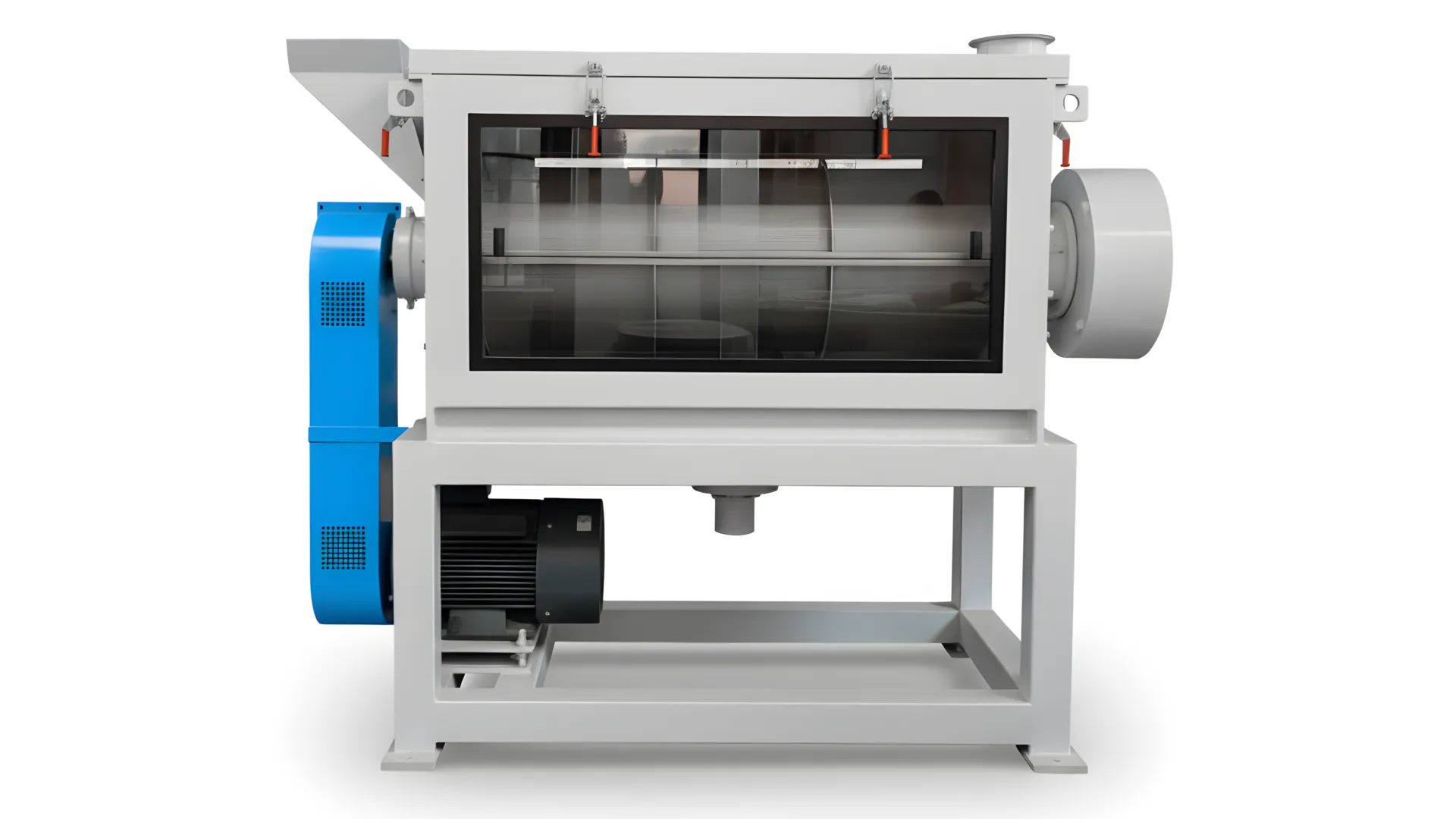
Arandela de fricción
- Velocidad del rotor: 500-600 RPM
- Sistema de agua: Entrada superior, salida inferior
- Operación: Continuo
- Método de limpieza: Fricción a alta velocidad
- Elimina arena, polvo y contaminación de tinta y fibras sueltas.
- Transfiere material entre etapas con tiempo de residencia controlado.
- Reduce el arrastre abrasivo durante el deshidratado y el secado.

Tanque de separación flotante
- Ancho interior: 1000mm - 1800mm
- Longitud total: 4 - 7 metros
- Material interior: Acero inoxidable tipo 304
- Marco exterior: Acero carbono
- Motores de paletas: 1.5KW × 2 (control de frecuencia)
- Geometría configurada para separación y enjuague estables.
- El diseño seccionado admite el enjuague por etapas y la gestión de la contaminación.
- El circuito de agua se puede configurar para funcionamiento abierto o cerrado.

Lavadora caliente
- Modo de operación: Continuo o por lotes (por contaminación)
- Opciones de calefacción: Integración eléctrica, de vapor o de caldera (según el sitio)
- Método de lavado: Lavado con calefacción y dosificación de productos químicos opcional
- Caso de uso: Tinta, aceites, pegamento y materiales orgánicos pesados (cuando sea necesario)
- Mejora la eliminación de aceites, pegamentos y compuestos orgánicos persistentes cuando se especifica.
- La calefacción y la química se configuran en función del objetivo de limpieza y los servicios públicos.
- Integrado en el circuito de lavado con temperatura y tiempo de residencia controlados.

Secador centrífugo
- Velocidad de rotación: ~1.000 RPM (típico)
- Reducción de humedad: A menudo ~20–30% (dependiendo de la materia prima)
- Componentes principales: Rotor con palas, túnel de malla
- Configuración: Dimensionado por rendimiento y carga de agua de entrada
- Reduce la carga de secado térmico al eliminar el agua libre mecánicamente.
- Funcionamiento continuo para un rendimiento de línea estable.
- Configurado con protección contra el desgaste por partículas abrasivas finas.
Secador de Tubo Térmico
- Método de secado: Transporte de aire caliente con separación ciclónica
- Entrada de calor: Integración eléctrica o térmica (dependiendo del sitio)
- Material de la tubería: SS304 (común) con opciones de abrasión
- Configuración: De una o varias etapas (según capacidad y humedad objetivo)
- Controles: Control de temperatura y flujo de aire para un secado estable.
- Secado continuo para una preparación de extrusión estable.
- La separación ciclónica ayuda a gestionar las partículas finas y la contaminación ligera.
- Configurado para cumplir con un objetivo de humedad residual definido.
- Escalable con múltiples etapas para un mayor rendimiento.

Exprimidor de película
- Reducción de humedad: Generalmente reduce la humedad de ~10–35% a ~1–8% (dependiendo de la entrada)
- Mecanismo: Compresión tipo tornillo y densificación por calentamiento/fricción
- Capacidad de salida: 300–1500 kg/h (adaptado al rendimiento de la línea)
- Consumo de energía: Dimensionado por capacidad y requerimiento de densificación
- Reduce la humedad y aumenta la densidad aparente para estabilizar la alimentación.
- Mejora la consistencia de la dosificación para la extrusión/peletización.
- Etapa opcional seleccionada cuando el secado térmico por sí solo no es óptimo.

Sistema de peletización de anillo de agua (Opcional)
- Tipo de pellet: Corte en anillo de agua, gránulos uniformes
- Entradas típicas: Limpie las escamas de PP de bolsas tejidas, rafia y desechos de FIBC
- Personalización: Opciones de cara de matriz, filtración y automatización
- Peletiza escamas de PP acondicionadas con corte de matriz estable.
- Mejora el manejo y la dosificación frente a copos sueltos.
- Las opciones de filtración y automatización se seleccionan según el objetivo de calidad del pellet.

Notas de rendimiento de campo
Observaciones operativas representativas (anonimizadas). Los resultados dependen de la materia prima y la configuración.
Sacos de cemento impresos con gran carga de arena: el lavado en caliente y la mayor intensidad del lavado por fricción redujeron el arrastre abrasivo al secado y mejoraron la limpieza de las escamas.
Desechos de cinta/hilo de rafia con materia orgánica ligera: la granulación controlada mejoró la eficiencia del enjuague y estabilizó la alimentación posterior para la preparación de la extrusión.
Desechos de tejido mixto + FIBC: etapas seleccionadas de deshidratación + secado térmico lograron el objetivo de humedad en función de la carga de agua de entrada (exprimidor opcional).
Preguntas técnicas frecuentes
Respuestas orientadas a la toma de decisiones para seleccionar módulos, utilidades y objetivos de salida.
Procesa sacos tejidos de PP, rafia (cinta/hilo), desechos de FIBC y tela no tejida de PP. Especifique la intensidad del lavado y el lavado en caliente (si es necesario) para bolsas tejidas laminadas con BOPP, de acuerdo con la contaminación por tinta/adhesivo.
El rendimiento varía entre 300 y 1500 kg/h, dependiendo de la selección del módulo y la carga de contaminación. La humedad residual depende de las etapas de deshidratación y secado; el secado térmico suele alcanzar < 3% cuando se requiere para una extrusión estable (dependiendo de la materia prima).
Se recomienda el lavado en caliente cuando sea necesario reducir la presencia de tinta, aceites, pegamento o compuestos orgánicos pesados para alcanzar un nivel de limpieza óptimo. El lavado por fricción y el enjuague son suficientes para cargas ligeras de polvo y arena. El método de calentamiento y la composición química dependen de las instalaciones y del perfil de contaminación.
Sí, añada extrusión/peletización. Seleccione una prensa para reducir la humedad y aumentar la densidad aparente antes de la extrusión si la carga de agua de entrada es alta o si la estabilidad de la peletización es crítica. La filtración depende de la calidad deseada del pellet.
Sí. Configuramos la disposición, la selección de módulos y la lógica de control en función de la capacidad, la contaminación, los servicios disponibles y el espacio físico. La automatización típica incluye enclavamientos, protección contra sobrecargas y permisos módulo por módulo; especifique niveles de automatización más altos en la solicitud de cotización.
Requisitos de la solicitud de cotización
Proporcione las entradas mínimas a continuación para que podamos dimensionar los módulos, las utilidades y el diseño para su flujo de rafia/tejido de PP.
- Tipo(s) de materia prima: sacos tejidos, rafia (cinta/hilo), FIBC, laminado BOPP (sí/no)
- Contaminación: arena/polvo %, tinta/adhesivo, aceites/compuestos orgánicos, humedad en la entrada
- Rendimiento objetivo (kg/h) y horas de funcionamiento por día
- Salida objetivo: rango de tamaño de escamas y requisito de limpieza/humedad para la extrusión
- Servicios disponibles: voltaje/Hz, fuente de calefacción, preferencia de circuito de agua (abierto/cerrado)
- Restricciones de espacio: longitud/ancho disponibles, límites de elevación, restricciones de manejo de materiales
- Nivel de automatización y preferencia de puesta en servicio (remota/in situ)