
Nel mondo in rapida evoluzione del riciclaggio della plastica, attrezzature efficienti per la movimentazione dei materiali costituiscono la spina dorsale di operazioni di successo. Tra i componenti critici che garantiscono un flusso di lavoro fluido e una produttività ottimale, il cassone con scarico a coclea si distingue come un macchinario indispensabile. Questa guida completa esplora tutto ciò che i professionisti del riciclaggio industriale devono sapere sui cassoni con scarico a coclea, dal loro funzionamento di base ai criteri di selezione più avanzati.
Che cosa è un Contenitore di scarico a coclea?
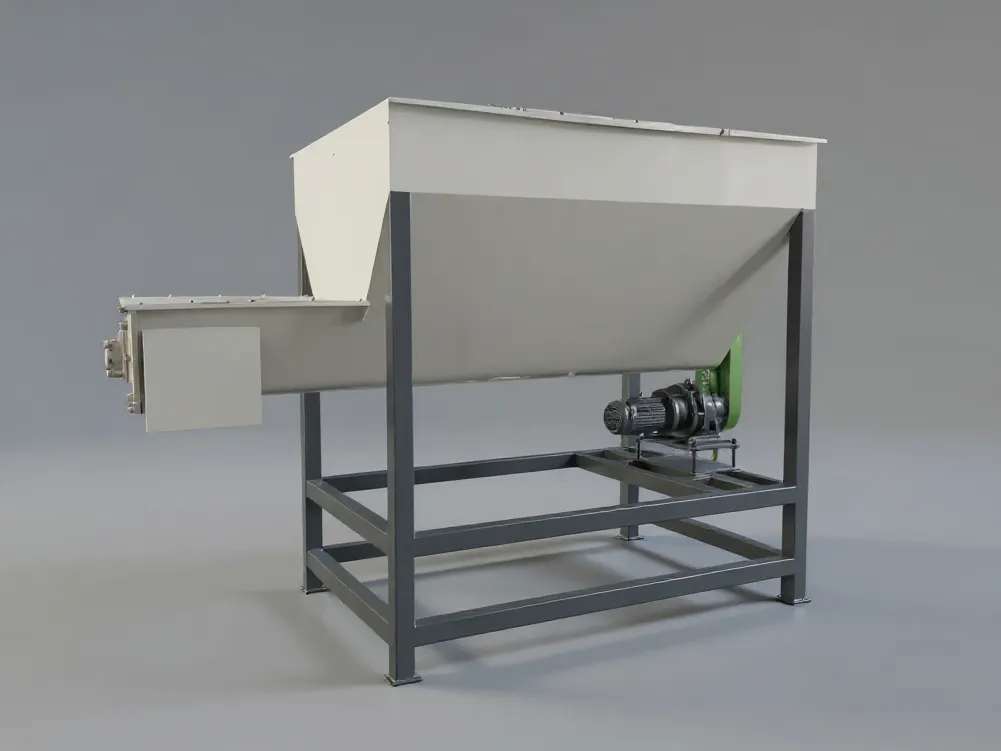
Un contenitore con scarico a coclea è un sistema specializzato di stoccaggio e movimentazione dei materiali, progettato per ricevere, immagazzinare e scaricare sistematicamente i materiali plastici lavorati negli impianti di riciclaggio. A differenza dei tradizionali contenitori a gravità, queste unità incorporano un meccanismo di trasporto a coclea interna che garantisce un flusso di materiale controllato e continuo, prevenendo al contempo la formazione di ponti, la formazione di fori di topo e altri comuni problemi di scarico associati ai materiali plastici sfusi.
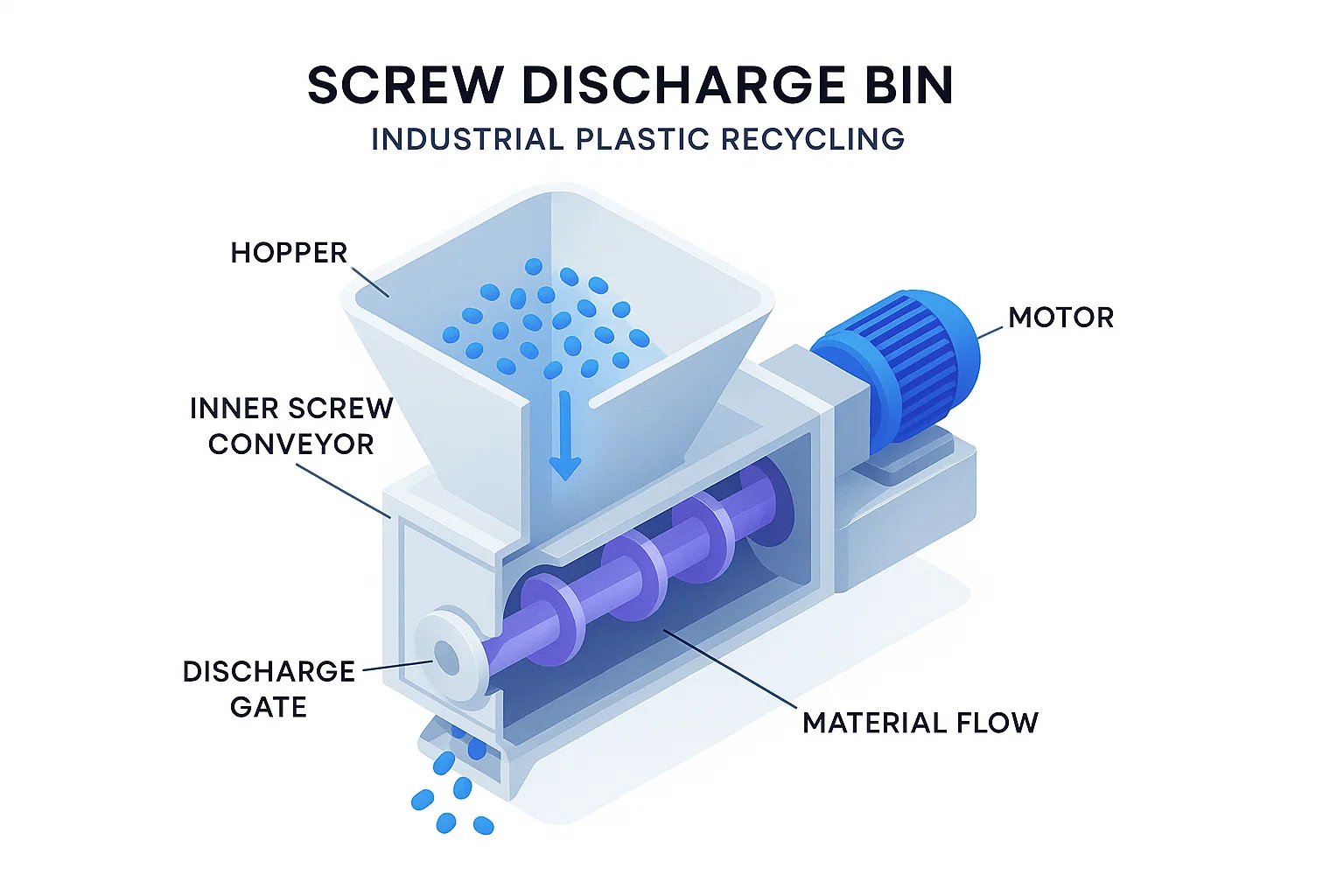
Il design di base consiste in una robusta tramoggia o contenitore dotato di un trasportatore a coclea o a coclea interna posizionato nel punto di scarico. Questa configurazione garantisce portate di materiale costanti ed elimina i pattern di scarico irregolari che possono interferire con le apparecchiature di lavorazione a valle.
Componenti chiave e caratteristiche di progettazione
Elementi strutturali primari
Struttura del contenitoreSolitamente realizzato in acciaio resistente o acciaio inossidabile, il contenitore presenta pareti inclinate ottimizzate per il flusso del materiale. Le superfici interne sono spesso lucidate o rivestite per ridurre l'attrito e impedire l'adesione del materiale.
Gruppo trasportatore a coclea:Il cuore del sistema è costituito da una vite elicoidale montata su un albero centrale, progettata con specifici rapporti di passo e diametro per gestire efficacemente vari tipi di materiali plastici.
Sistema di azionamento:La combinazione di motore e riduttore a velocità variabile garantisce un controllo preciso della velocità di scarico, consentendo agli operatori di adattare la portata ai requisiti delle apparecchiature a valle.
Porta di scarico: Un meccanismo di gate regolabile all'uscita del binario permette di regolare finemente le caratteristiche del flusso del materiale e di chiudere completamente quando necessario.
Funzionalità avanzate
Le moderne tramogge a vite incorporano caratteristiche sofisticate come sensori di livello, sistemi di vibrazione per materiali difficili e sistemi di controllo automatizzati che si integrano perfettamente con le reti di controllo di processo dell'intero impianto.
Come funzionano i contenitori di scarico a coclea
Il principio di funzionamento si basa sulla rotazione controllata della coclea interna. Quando i materiali plastici entrano nel contenitore dall'alto, si depositano attorno al meccanismo a coclea. Quando è necessario lo scarico, la coclea ruota a velocità predeterminate, creando un movimento di spinta che convoglia il materiale verso l'uscita di scarico.
Questa azione meccanica supera la naturale tendenza dei fiocchi, dei granuli o delle polveri di plastica a formare ponti o a creare flussi irregolari. L'agitazione continua e delicata fornita dalla vite garantisce che i materiali mantengano le loro proprietà di scorrimento per tutto il periodo di stoccaggio.
Dinamica del flusso dei materiali
Il design elicoidale della vite crea un modello di flusso primo-in-primo-uscito, prevenendo la segregazione del materiale e garantendo una qualità costante nel prodotto scaricato. La natura controllata dello scarico elimina i pulsazioni o le onde comuni nei sistemi a gravità, fornendo un flusso materiale costante verso l'attrezzatura a valle.
Applicazioni nel riciclaggio della plastica
Applicazioni di elaborazione primaria
Conservazione post-lavaggio: Dopo le operazioni di lavaggio, i fiocchi di plastica bagnati richiedono uno scarico controllato per evitare la compattazione e garantire un drenaggio adeguato. I contenitori con scarico a coclea sono eccellenti in questa applicazione, poiché mantengono il materiale in movimento senza danneggiare i fiocchi delicati.
Manipolazione dei pellet: Dopo le operazioni di pellettizzazione, i pellet di plastica caldi necessitano di un raffreddamento e uno scarico controllati. Il delicato funzionamento dei contenitori di scarico a coclea previene la deformazione dei pellet, mantenendo al contempo una portata costante verso le apparecchiature di confezionamento o di ulteriore lavorazione.
Integrazione dell'elaborazione secondaria
Operazioni di fusione:Quando è necessario miscelare più flussi di plastica, è possibile configurare in parallelo i contenitori di scarico a coclea per fornire un controllo preciso del flusso e ottenere rapporti di miscelazione accurati.
Punti di controllo qualità:Il posizionamento strategico dei contenitori di scarico a coclea crea punti di campionamento naturali in cui il personale addetto al controllo qualità può monitorare le caratteristiche del materiale senza interrompere il flusso di produzione.
Tipi e configurazioni
Configurazioni standard
Sistemi a vite singola: La configurazione più comune, caratterizzata da un trasportatore a coclea ottimizzato per applicazioni generiche di movimentazione della plastica.
Disposizioni a doppia vite:Per operazioni ad alta capacità o materiali difficili, i sistemi a doppia vite garantiscono una maggiore produttività e migliori caratteristiche di movimentazione dei materiali.
Progetti specializzati
Contenitori riscaldati:Per i materiali che richiedono il mantenimento della temperatura, i contenitori di scarico a coclea riscaldati incorporano sistemi di riscaldamento a vapore o elettrici per impedire la solidificazione del materiale.
Modelli a tenuta di polvere: Quando si maneggiano polveri di plastica fini o materiali polverosi, i modelli sigillati con porte di raccolta della polvere mantengono puliti gli ambienti di lavoro.
Versioni sanitarie: Per il riciclaggio della plastica destinata agli alimenti, finiture superficiali speciali e capacità di lavaggio garantiscono il rispetto delle norme igieniche.
Vantaggi per le operazioni industriali
Vantaggi operativi
Portate costanti:A differenza dei sistemi alimentati a gravità che possono avere velocità di scarico variabili, i contenitori di scarico a coclea mantengono una portata costante indipendentemente dal livello o dalle caratteristiche del materiale.
Riduzione dei requisiti di manodopera:Il funzionamento automatizzato elimina la necessità di intervento manuale per rimuovere gli intasamenti o riavviare il flusso del materiale.
Sicurezza migliorataIl design chiuso e i sistemi di scarico meccanico riducono l'esposizione dei lavoratori ai materiali ed eliminano la necessità di agitare manualmente il contenitore.
Benefici economici
Aumento della produttività: Un flusso costante di materiale impedisce che le apparecchiature a valle rimangano senza alimentazione, massimizzando l'efficienza complessiva della linea e la capacità produttiva.
Manutenzione ridottaL'eliminazione di ponti e accumuli di materiale riduce l'usura delle apparecchiature a valle e diminuisce le esigenze di manutenzione non programmata.
Coerenza della qualitàLo scarico controllato preserva l'integrità del materiale e riduce i rischi di contaminazione.
Criteri di selezione e specifiche
Considerazioni sulla capacità
Un dimensionamento corretto richiede un'attenta analisi dei tassi di produzione a monte, dei requisiti delle attrezzature a valle e della capacità di stoccaggio desiderata. Le migliori prassi del settore suggeriscono di dimensionare i silos in modo da garantire 15-30 minuti di stoccaggio ai massimi tassi di produzione.
Compatibilità dei materiali
Diversi materiali plastici presentano caratteristiche di flusso variabili. I fiocchi di PET si comportano in modo diverso dai pellet di HDPE, richiedendo specifiche configurazioni di viti e parametri operativi. Tra le considerazioni chiave figurano:
- Densità apparente del materiale
- Distribuzione dimensionale delle particelle
- Contenuto di umidità
- Requisiti di temperatura
- Caratteristiche di abrasività
Requisiti di integrazione
Gli impianti di riciclaggio moderni operano come sistemi integrati in cui le interfacce tra le apparecchiature sono fondamentali. I fattori essenziali per l'integrazione includono:
- Compatibilità del sistema di controllo
- Vincoli di spazio fisico
- Requisiti di accesso per la manutenzione
- Integrazione del sistema di sicurezza
Installazione e manutenzione
Migliori pratiche di installazione
Un'installazione corretta inizia con una progettazione adeguata delle fondamenta, in grado di supportare il peso del contenitore a pieno carico e i carichi dinamici del meccanismo a vite. I collegamenti strutturali devono essere in grado di sopportare la dilatazione termica e le vibrazioni, mantenendo al contempo un allineamento preciso dei componenti di azionamento.
L'installazione elettrica richiede attenzione alla protezione del motore, alla compatibilità con gli azionamenti a frequenza variabile e all'integrazione con i sistemi di controllo dell'impianto. I sistemi di sicurezza, inclusi gli arresti di emergenza, i blocchi di accesso e gli allarmi di livello, devono essere configurati e testati correttamente.
Programmi di manutenzione preventiva
Il buon funzionamento dipende da programmi di manutenzione regolari che tengano conto dei principali punti soggetti a usura e dei componenti del sistema.
Ispezioni giornaliere: Controlli visivi della velocità di scarica, rumori insoliti o vibrazioni che potrebbero indicare problemi in via di sviluppo.
Manutenzione settimanale: Lubrificazione dei punti di supporto, controllo della tensione della cinghia di trasmissione e verifica del funzionamento del sistema di controllo.
Servizi mensiliIspezione dettagliata dell'usura delle viti, verifica dell'allineamento dell'albero e calibrazione dei sensori di livello e dei regolatori di flusso.
Revisioni annuali: Ispezione completa del sistema di trasmissione, sostituzione dei cuscinetti secondo necessità e test completo del sistema di sicurezza.
Risoluzione dei problemi comuni
Problemi di portata
Velocità di scarico incoerenti spesso indicano usura delle spire della vite o cambiamenti nelle caratteristiche del materiale. La risoluzione sistematica dei problemi prevede il controllo dei modelli di usura della vite, la verifica del funzionamento del sistema di azionamento e l'analisi delle proprietà del materiale.
Ponte di materiale
Nonostante l'agitazione meccanica, alcuni materiali possono comunque formare ponti in determinate condizioni. Le soluzioni includono la regolazione della velocità della vite, la modifica delle impostazioni della valvola di scarico o l'installazione di dispositivi di supporto al flusso.
Problemi del sistema di azionamento
Le condizioni di sovraccarico del motore derivano in genere dalla compattazione del materiale, dalla contaminazione da corpi estranei o da inceppamenti meccanici. Una diagnosi corretta richiede un controllo sistematico dei sistemi elettrici, dei componenti meccanici e delle condizioni dei materiali.
Sviluppi futuri e innovazioni
L'industria del riciclo della plastica continua a evolversi, stimolando l'innovazione nelle attrezzature per la movimentazione dei materiali. Tra le tendenze emergenti si annoverano sensori intelligenti per la manutenzione predittiva, materiali avanzati per una maggiore resistenza all'usura e sistemi integrati che ottimizzano il consumo energetico massimizzando al contempo la produttività.
Le applicazioni di intelligenza artificiale e apprendimento automatico stanno iniziando ad apparire nei sistemi di controllo dei processi, consentendo aggiustamenti predittivi basati sulle caratteristiche dei materiali e sui requisiti di produzione.
Conclusione
Contenitori di scarico a coclea Rappresentano un investimento fondamentale nelle moderne attività di riciclo della plastica, garantendo la movimentazione controllata dei materiali necessaria per una produzione efficiente e costante. La loro capacità di gestire diversi materiali plastici mantenendo portate costanti li rende indispensabili per gli impianti che mirano a massimizzare la produttività e la qualità del prodotto.
Per gli acquirenti di attrezzature per il riciclaggio industriale, comprendere le capacità e i requisiti dei contenitori a coclea garantisce decisioni consapevoli che supportano il successo operativo a lungo termine. Mentre il settore del riciclaggio continua a progredire verso una maggiore efficienza e automazione, questi sistemi robusti e affidabili rimarranno fondamentali per il successo delle operazioni.
Quando si valutano i cassonetti a scarico a vite per il proprio impianto, è importante considerare non solo le esigenze immediate, ma anche i piani di espansione futuri e le mutevoli necessità di movimentazione dei materiali. Una corretta selezione e installazione di questi sistemi costituisce la base per anni di funzionamento affidabile ed efficiente nel vostro impianto di riciclaggio della plastica.
Risorse correlate
- Contenitore di scarico a coclea
- Trasportatore a coclea
- Sistemi di pellettizzazione della plastica
- Macchine per il riciclo della plastica

Come le macchine per il riciclo dei nastri di irrigazione contribuiscono all'agricoltura sostenibile
Selezionare il giusto linea di lavaggio per bottiglie PET È fondamentale per garantire una produzione efficiente, una qualità costante dell'output e un successo operativo a lungo termine. Che tu stia entrando nel settore del riciclaggio o stia espandendo le tue attuali operazioni, è essenziale considerare diversi fattori chiave per prendere una decisione informata.
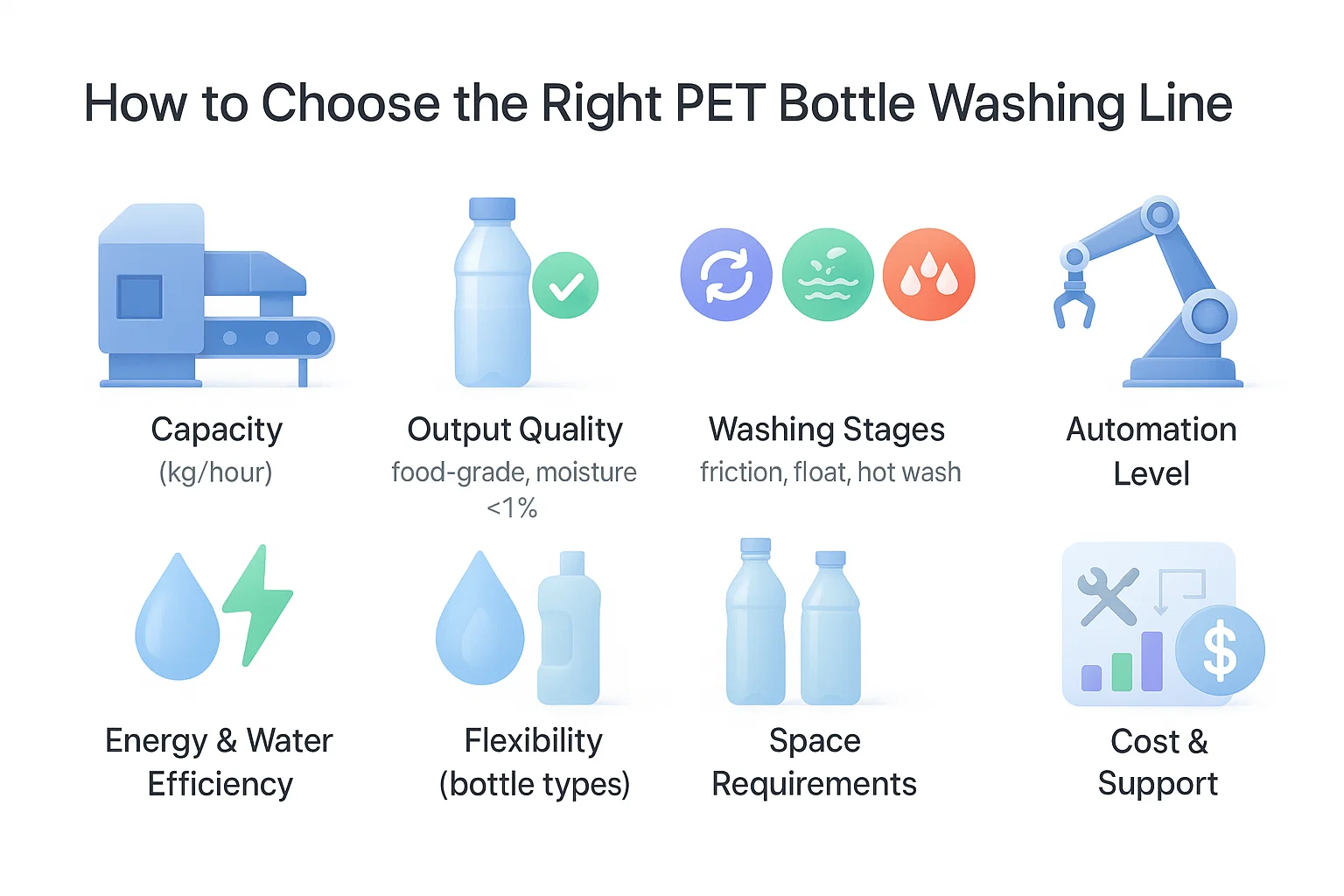
1. Valuta la tua capacità di elaborazione
Inizia determinando la quantità di materiale PET (bottiglie o fiocchi) che intendi lavorare all'ora o al giorno. Le linee di lavaggio in genere variano da da 500 kg/h a oltre 5000 kg/h, con soluzioni personalizzate che raggiungono 6000 kg/h o più.
Scegliere un sistema che si adatti alle tue reali esigenze produttive ti aiuterà a evitare le insidie del sottoutilizzo o del sovrainvestimento.
2. Definire la qualità di output richiesta
Considera se il tuo prodotto finale deve soddisfare standard di qualità alimentare, che richiedono elevata purezza e fasi di lavorazione aggiuntive come lavaggio a caldo E ordinamento avanzato.
Assicurare che il sistema fornisca costantemente fiocchi con basso contenuto di umidità (inferiore a 1%) e contaminazione minima, in particolare PVC, etichette o metalli.
3. Esaminare l'efficienza e la tecnologia di lavaggio
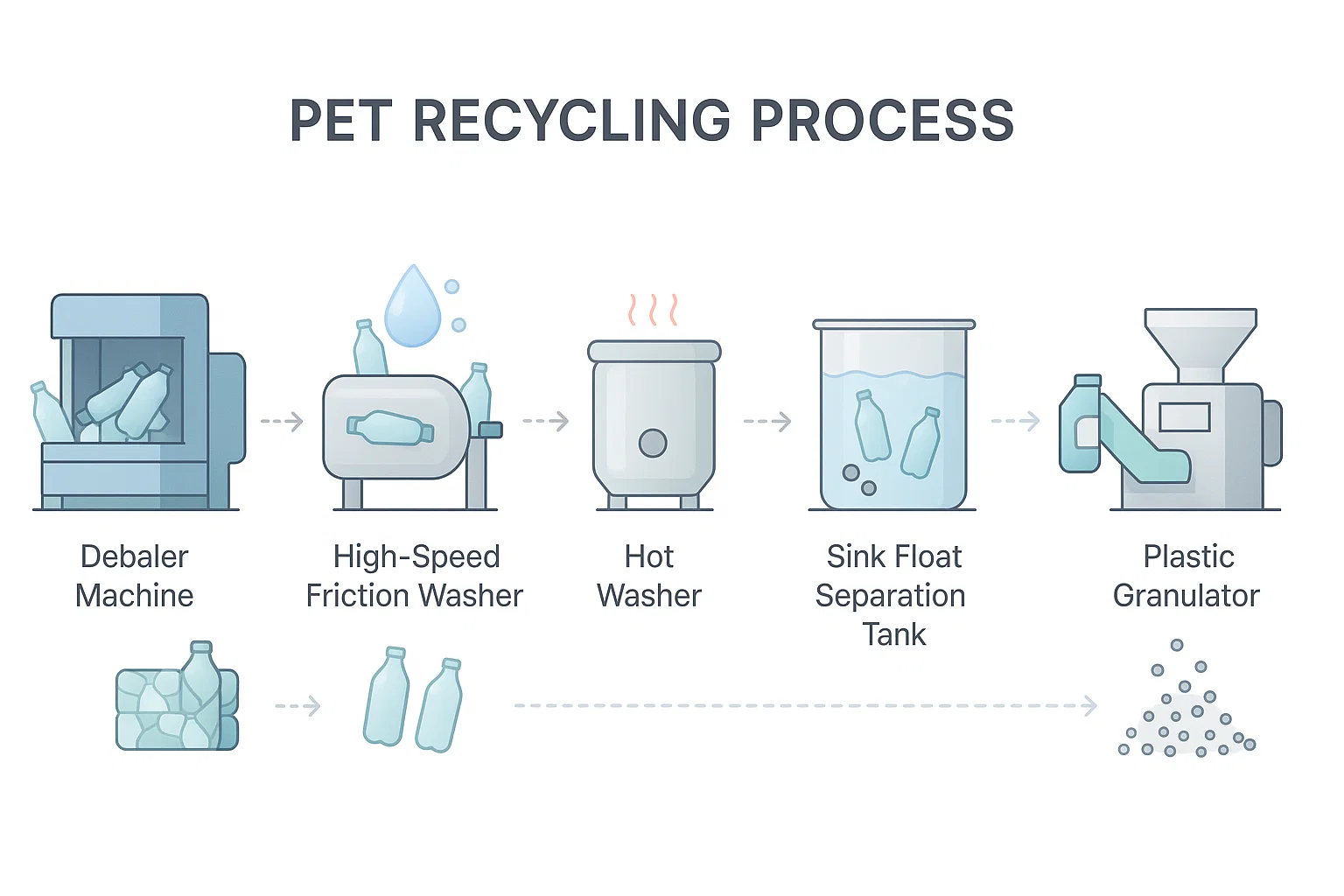
Le linee di lavaggio efficienti utilizzano un processo multi-fase Per massimizzare la pulizia e la qualità. Cerca sistemi che includano:
- Lavaggio a frizione
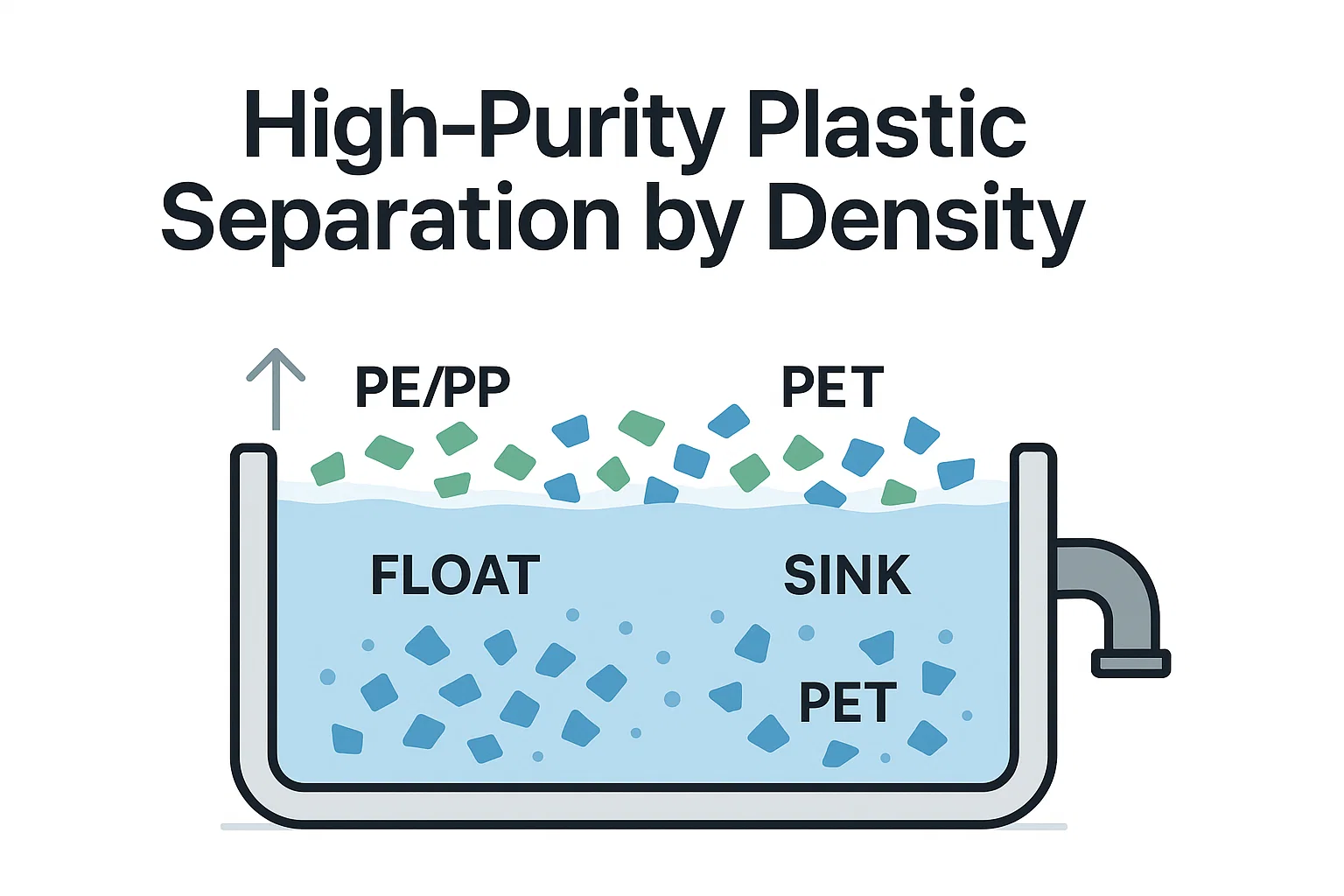
- Separazione galleggiante-affondante
- Lavaggio a caldo
- Separazione per densita
Queste tecnologie riducono la necessità di rielaborazione e aiutano a mantenere un output di alta qualità.
4. Considerare l'automazione e la facilità d'uso
L'automazione può migliorare significativamente la coerenza operativa e ridurre i costi del lavoro. Tuttavia, livelli di automazione più elevati potrebbero comportare maggiori investimenti iniziali.
Seleziona un sistema che bilanci l'automazione con il tuo team competenze tecniche E capacità di manutenzione.
5. Valutare l'efficienza energetica e idrica
Scegli attrezzature progettate per ridurre al minimo il consumo di energia e acqua, che incidono direttamente sui costi operativi a lungo termine.
Gli stendibiancheria moderni spesso includono sistemi idrici a circuito chiuso E motori a risparmio energetico per migliorare la sostenibilità e ridurre gli sprechi.
6. Garantire flessibilità e adattabilità
Se i materiali di input variano (diverse dimensioni delle bottiglie, colori o livelli di contaminazione), scegli un sistema che possa adattarsi a materie prime diverse.
Le linee versatili migliorano il ROI e ti aiutano a rispondere prontamente alle mutevoli esigenze del mercato.
7. Considerare i requisiti di spazio e di installazione
Valuta attentamente la disposizione della tua struttura e seleziona le attrezzature adatte allo spazio disponibile. Molti produttori offrono layout personalizzati per ottimizzare lo spazio a terra e il flusso di lavoro senza compromettere le prestazioni.
8. Confronta i costi e l'assistenza post-vendita
Sebbene il costo iniziale dell'attrezzatura sia importante, è necessario considerare anche:
- Misure di prestazione
- Termini di garanzia
- Manutenzione e disponibilità dei ricambi
- Qualità del servizio post-vendita
La scelta di un fornitore affidabile garantisce continuità operativa a lungo termine e riduce i tempi di inattività.
✔ Lista di controllo riassuntiva: scelta della linea di lavaggio per bottiglie in PET giusta
- Capacità: Allinearsi al volume di elaborazione previsto (ad esempio, 500–5000+ kg/h).
- Qualità di output: Garantire il rispetto degli standard di purezza (di qualità alimentare, se necessario).
- Efficienza di lavaggio: Cercate sistemi di pulizia completi e multifase.
- Automazione: Scegli l'automazione in base al budget e alle capacità della forza lavoro.
- Consumo di risorse: Optare per sistemi a basso consumo energetico e idrico, preferibilmente dotati di funzioni di riciclo.
- Flessibilità: Assicurarsi che la linea possa gestire materiali di input diversi.
- Requisiti di spazio: Verifica che il sistema si adatti alla tua struttura senza creare interruzioni.
- Costo totale di proprietà: Bilanciare costi di acquisto, efficienza, manutenzione e assistenza.
Valutando attentamente questi aspetti alla luce dei tuoi obiettivi aziendali, puoi investire in un linea di lavaggio per bottiglie PET che migliora efficienza produttiva, qualità del prodotto, E rapporto costo-efficacia, garantendo il successo immediato e a lungo termine.
Risorse correlate
- Sistema di riciclo bottiglie PET
- Sistemi di lavaggio per plastica
- Guida linea PET 500 kg/h
- Linea di lavaggio per bottiglie PET: guida a processo, scelta e ROI
Correlati: Per una comparazione a confronto delle fasce di capacità, del costo totale di proprietà in 3 anni e della compatibilità regionale, consulta la nostra Guida dell'acquirente per macchine di riciclaggio PET.

Stai guardando le specifiche dell'attrezzatura? Vai alla pagina del prodotto completa per vedere i livelli di capacità (500–3,000 kg/h), il costo totale di proprietà in 3 anni e le specifiche di densità di bulk — il nostro linea di shredding e densificazione di film PP/PE.
La denaturazione del film è una decisione economica, non una decisione tecnologica. La matematica è semplice: il film post-consumatore sbriciolato con una densità di bulk di 35–55 kg/m³ spreca 80–90% di ogni metro cubo di camion, container e magazzino. La denaturazione aumenta la densità di bulk a 350–450 kg/m³ — una riduzione di volume di 7–10× che trasforma ogni voce di costo logistico in una voce di risparmio.
Questo articolo quantifica tre effetti economici della denaturazione del film: carico di trasporto, impronta di magazzino, E energia dell'estrusore a valle. Usa i dati di seguito per dimensionare il caso finanziario per l'attrezzatura di denaturazione nel tuo impianto di riciclaggio.
La Matematica della Densità di Bulk
La densità di bulk è il kg di materiale che si adatta in un metro cubo di spazio. Il film post-consumatore sbriciolato è tra i materiali industriali con la densità più bassa ovunque — inferiore a scarti di legno, balzi di cotone o carta sbriciolata. La tabella di seguito mostra come evolve la densità di bulk attraverso la linea di riciclaggio.
| Stato del materiale | Densità di bulk (kg/m³) | Volume per tonnellata (m³) |
|---|---|---|
| Film post-consumatore sbriciolato (intatto) | 35–55 | 18–28 |
| Film baleggiato (balzi con cinghie, 200 kg) | 180–240 | 4.2–5.6 |
| Film sbriciolato (secco) | 80–120 | 8.3–12.5 |
| Scaglie lavate umide | 200–280 | 3.6–5.0 |
| Film denaturato (uscita del denaturatore a compressione) | 350–450 | 2.2–2.9 |
| Pelletizzato rPE/rPP | 520–650 | 1.5–1.9 |
The 7–10× jump from loose film to densified output is the largest single density step in the entire chain. Every cost downstream of densification compresses by the same factor.
Transport Payload: 4-6x More Tons Per Truck
Trucks and sea containers fill on volume long before they fill on weight when carrying low-density film. A 40 m³ trailer holds 26 t at the legal weight limit but barely 1.5–2.2 t of loose film. Densification flips this: the same trailer carries 14–18 t of densified flake.
| Transport mode | Volume capacity | Loose film payload (t) | Densified film payload (t) | Payload gain |
|---|---|---|---|---|
| Standard trailer | 40 m³ | 1.5–2.2 | 14–18 | 7–10× |
| 40-ft container | 67 m³ | 2.5–3.7 | 23–28 | 7–10× |
| 20-ft container | 33 m³ | 1.2–1.8 | 11–14 | 7–10× |
| Roll-on/roll-off rail wagon | 120 m³ | 4.5–6.6 | 42–52 | 7–10× |
For a recycling plant shipping 4,000 t/year of output, the transport-cost difference between loose and densified material at USD 0.08/t·km over a 1,200 km haul is approximately USD 380.000 all'anno. In tre anni, i risparmi di trasporto superano da soli il CapEx di una linea densificatrice di fascia entry.
Riduzione della superficie di stoccaggio: 80% riduzione del magazzino
Il canone di locazione del magazzino nelle zone industriali costa tra USD 4–9/m²/mese in molti mercati emergenti. Una fabbrica che mantiene un inventario di scorta di 30 giorni a una capacità di produzione annua di 4.000 t necessita di circa 330 t sul pavimento in qualsiasi momento. La superficie necessaria:
- Pellicola spessa: Volume 6.500–9.300 m³ → superficie di pavimento del magazzino 1.300–1.900 m² a una altezza di stoccaggio di 5 m
- Pellicola densificata: Volume 730–940 m³ → superficie di pavimento del magazzino 145–190 m² a una altezza di stoccaggio di 5 m
- Riduzione della superficie: 88–90%
- Risparmi annuali di affitto (media USD 6.50/m²/mese): USD 90.000–130.000/anno
I risparmi di stoccaggio si sommano ai risparmi di trasporto su impianti che distribuiscono la produzione a più acquirenti al dettaglio. La superficie del magazzino e il carico del camion ottimizzano insieme — un sacco densificato passa dal raccolto all'alimentazione dell'estrusore senza dover essere maneggiato di nuovo.
Energia dell'Estrusore: 18-28% kWh per Ton
La pellicola granulata densificata alimenta gli estrusori in modo più costante rispetto alla pellicola lavata spessa. Tre fattori guidano il risparmio energetico:
- Umidità: La densificazione attraverso un densificatore a compressione riduce l'umidità residua da 30–40% (post-lavaggio) a 2–5%. Ogni punto percentuale di umidità rimosso prima dell'estrusione salva circa 30–45 kWh/t di calore latente.
- Coerenza dell'alimentazione: Pellet di 30–50 mm uniformi eliminano gli eventi di bloccaggio che la pellicola lavata spessa causa nei condotti di alimentazione dell'estrusore. Gli eventi di bloccaggio costano 4–9 minuti di stop ogni volta più l'energia di avvio.
- Densità volumetrica alla bocca: Una maggiore densità volumetrica dell'alimentazione si traduce direttamente in una maggiore capacità di riempimento del cilindro e in una minore consumo energetico specifico.
Risparmi misurati in campo sull'estrazione di pellicola PP/PE dopo una linea di densificazione vanno da 0.18 a 0.28 kWh risparmiati per kg di output. A una capacità di produzione tipica di 4.000 t/anno e un costo dell'energia di USD 0.10/kWh, questo significa USD 72.000–112.000/anno solo per l'energia dell'estrusore.
Quando la Densificazione Non È la Risposta
La densificazione aggiunge valore in casi di riciclaggio di pellicola post-consumatore di 90%+, ma tre scenari spingono l'economia nell'altra direzione:
- L'acquirente finale paga un sovrapprezzo per granuli non densificati. Alcuni spinner di fibra speciale richiedono una densità volumetrica della pellicola lavata al di sotto di 280 kg/m³ per preservare le caratteristiche di flusso del fusore. Il sovrapprezzo può oscillare tra USD 80–150/t rispetto al prezzo standard del granulo.
- Capacità di produzione inferiore a 250 kg/h. Il CapEx del densificatore (USD 35.000–75.000 solo per la fase di compressione) richiede più di quattro anni per essere ammortizzato a questa scala a meno che la distanza di trasporto non superi i 800 km.
- La granulazione interna immediatamente dopo il lavaggio. Se la linea di lavaggio e il granulatore si trovano entro 50 m l'uno dall'altro, i benefici di densificazione in termini di densità e uniformità di alimentazione sono parzialmente captati attraverso il trasporto diretto nel granulatore.
Economia per tonnellata combinata
Accumulare le tre categorie di risparmi su una impianto tipico di riciclaggio di pellicole PP/PE da 4.000 t/anno:
| Categoria di risparmio | Risparmio annuale (USD) | Per tonnellata (USD) |
|---|---|---|
| Trasporto (carico di 1.200 km) | 380,000 | 95 |
| Magazzinaggio | 110,000 | 28 |
| Energia dell'estrusore | 92,000 | 23 |
| Totale | 582,000 | 146 |
USD 146/t in risparmi accumulati rispetto a un CapEx di attrezzature che si attesta tra USD 380.000–460.000 per una linea da 1.000 kg/h significa che l'attrezzatura di densificazione si ripaga in 14–26 mesi per impianti con fornitura di materia prima confermata superiore ai 3.500 t/anno. Al di sotto di quella scala, la densificazione aiuta ancora ma la matematica del rimborso diventa più lunga e la variabilità della materia prima è più importante.
Risorse correlate
- Macchina per la pellettizzazione di pellicole PP/PE — granulatore a valle che beneficia di più dal cibo densificato
- Linea di lavaggio per pellicole PP/PE — circuito di lavaggio a monte che alimenta il densificatore
- Agglomeratore di film plastico — tecnologia di densificazione alternativa con profilo di costo diverso
- Asciugatrice per spremitura di pellicole — modulo stand-alone di essiccatore a pressione
- Che cos'è un densificante per film plastico? — panoramica dell'attrezzatura e guida alla selezione
- Densificazione di pellicole LDPE: Specifiche di Densità — dati più profondi sulla materia prima LDPE
Pronto a specificare una linea? Confronta le opzioni di capacità, le specifiche di uscita e il TCO triennale sulla nostra linea di shredding e densificazione di film PP/PE pagina, o contatta il nostro team di ingegneria per una proposta di configurazione.