
Produzione di pellet da scarti di PP non tessuto riciclato
Linea di pellettizzazione di tessuti non tessuti meltblown in PP
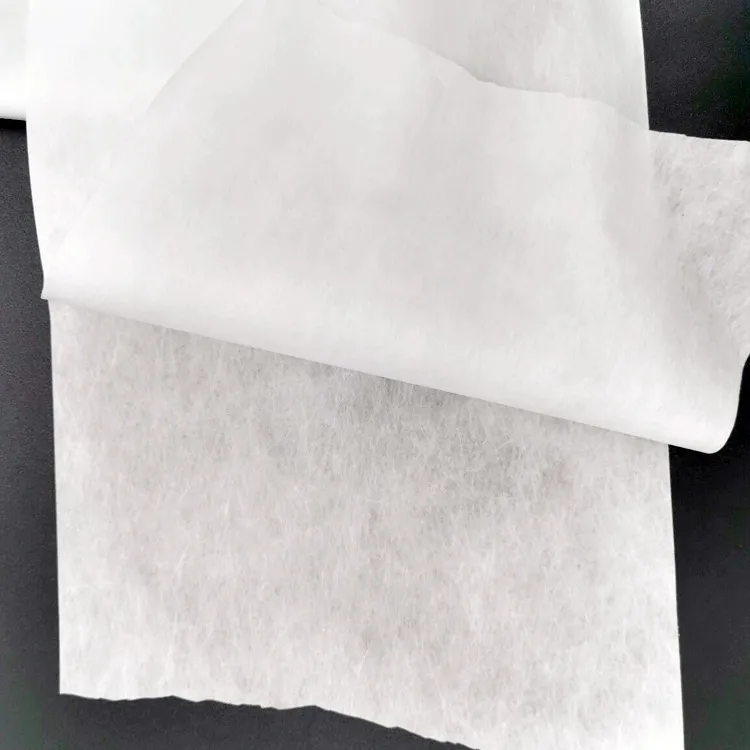
Una linea di pellettizzazione per tessuto non tessuto meltblown in PP, progettata per scarti di tessuto non tessuto meltblown post-industriale, ritagli di spunbond, scarti di materiale filtrante e altri scarti leggeri di tessuto non tessuto in PP. La compattazione integrata, l'estrusione delicata, la degassificazione sottovuoto, la filtrazione a caldo e la pellettizzazione contribuiscono a convertire gli scarti di produzione soffici in pellet di PP riutilizzabili, più stabili da maneggiare e immagazzinare.
Perché questa linea di pellettizzazione è adatta agli scarti di PP meltblown e non tessuto
Il PP meltblown e il PP non tessuto sono difficili da alimentare in modo uniforme perché sono soffici, leggeri e spesso contengono residui di olio di finitura o umidità. Questo schema è progettato per risolvere questi problemi di alimentazione e stabilità prima del taglio dei pellet.
This meltblown recycling line belongs to our plastic pelletizer series, with configurations available for film, rigid, and specialty materials.
Progettato per mangimi in tessuto non tessuto a bassa densità apparente
La fase di compattazione iniziale contribuisce a densificare gli scarti di PP soffici, consentendo all'estrusore di ricevere un flusso di materiale più costante e controllabile rispetto a quanto avverrebbe con il solo tessuto sfuso.
Recupero interno degli scarti
Gli scarti e i ritagli di produzione possono essere pellettizzati direttamente per il riutilizzo interno, riducendo i costi di smaltimento e aiutando le fabbriche a chiudere il ciclo dei rifiuti di tessuto non tessuto in PP.
Plastificazione più delicata
Il processo è progettato per stabilizzare la fusione e ridurre le sollecitazioni termiche non necessarie, in modo che il PP riciclato rimanga più utilizzabile per le successive fasi di miscelazione e trasformazione.
La degassificazione e la filtrazione migliorano la qualità dei pellet.
La degassificazione sottovuoto contribuisce a rimuovere l'umidità e le sostanze volatili, mentre la sostituzione dei setacci elimina i contaminanti residui prima della fase di pellettizzazione.
I pellet uniformi sono più facili da conservare, dosare e miscelare.
La pellettizzazione trasforma gli scarti voluminosi di tessuto non tessuto in un formato di output più denso, più facile da immagazzinare, trasportare e dosare per i successivi processi di estrusione o stampaggio.
Configurazione basata su throughput e tipo di struttura
Capacità, livello di compattazione, configurazione del sistema di filtrazione e disposizione della pellettizzazione possono essere adattati alla densità, alla pulizia e alla produttività target in kg/h dei vostri scarti di PP.
Materiali tipici e ambito di applicazione
Questa linea è pensata per gli scarti di produzione di tessuto non tessuto in PP relativamente puliti, dove l'obiettivo è il recupero dei granuli piuttosto che la sola riduzione delle dimensioni.
Rifinitura del materiale filtrante meltblown
Tratta gli scarti post-industriali di tessuto non tessuto meltblown, ovvero rifiniture e bordi, generati durante la produzione di filtri, maschere e tessuti tecnici.
Scarti di tessuto non tessuto spunbond e SMS
Adatto per scarti di tessuto non tessuto spunbond, SMS e simili in PP che necessitano di densificazione prima dell'estrusione stabile.
Scarti di produzione e fine rotoli
Gestisce i ritagli di cambio rotolo, i bordi laterali e gli scarti di tessuto provenienti dalle linee di produzione continue di tessuto non tessuto.
Ritagli di tessuto protettivo
Lavora su tessuti in PP post-industriali puliti provenienti da applicazioni tessili per l'igiene, il settore medicale, la filtrazione e la protezione.
Programmi di riutilizzo interno degli stabilimenti
Ideale per impianti che desiderano riprocessare gli scarti di tessuto non tessuto generati internamente, trasformandoli in pellet per un riutilizzo controllato o per la produzione di composti.
Preparazione del mangime in pellet di PP
Trasforma gli scarti soffici in un formato di pellet più gestibile per silos di stoccaggio, sistemi di dosaggio e miscelazione a valle.
Come funziona il flusso di lavoro di pellettizzazione del tessuto non tessuto in PP
Il processo è concepito per risolvere innanzitutto l'instabilità del materiale di alimentazione, quindi per proteggere la qualità della massa fusa attraverso un'estrusione, una filtrazione e una pellettizzazione controllate.
Alimentare e densificare gli scarti di tessuto
Il PP sfuso, sia esso tessuto non tessuto o soffiato a fusione, entra nel compattatore-tagliatore, dove il materiale viene tagliato, miscelato e densificato prima dell'estrusione.
Estrudere e plastificare delicatamente
Il materiale densificato viene fuso nell'estrusore in condizioni termiche controllate per preservare la stabilità del processo.
Rimuovere umidità e sostanze volatili
La degassificazione sottovuoto contribuisce a ridurre l'umidità residua, i gas intrappolati e le sostanze volatili presenti nella finitura superficiale che altrimenti comprometterebbero la qualità dei pellet.
Filtrare continuamente il fuso
I cambiafiltri rimuovono le impurità residue prima che il fuso raggiunga la testa di pellettizzazione.
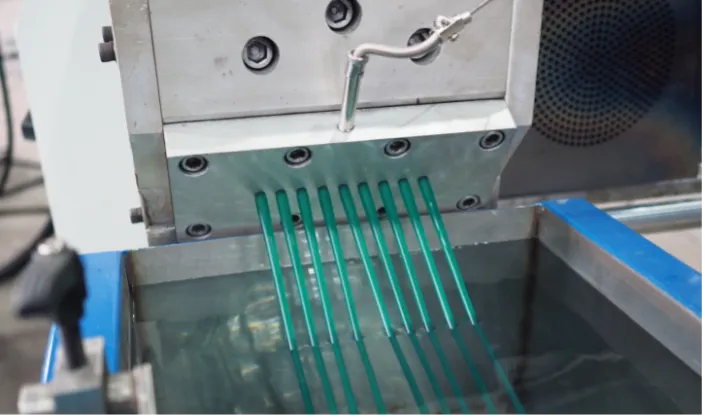
Pellettizzare, raffreddare e asciugare
Il materiale fuso viene tagliato in pellet, quindi raffreddato ed essiccato in modo che il PP finale risulti più facile da maneggiare e riutilizzare.
Alimentare e densificare gli scarti di tessuto
Il PP sfuso, sia esso tessuto non tessuto o soffiato a fusione, entra nel compattatore-tagliatore, dove il materiale viene tagliato, miscelato e densificato prima dell'estrusione.
Estrudere e plastificare delicatamente
Il materiale densificato viene fuso nell'estrusore in condizioni termiche controllate per preservare la stabilità del processo.
Rimuovere umidità e sostanze volatili
La degassificazione sottovuoto contribuisce a ridurre l'umidità residua, i gas intrappolati e le sostanze volatili presenti nella finitura superficiale che altrimenti comprometterebbero la qualità dei pellet.
Filtrare continuamente il fuso
I cambiafiltri rimuovono le impurità residue prima che il fuso raggiunga la testa di pellettizzazione.
Pellettizzare, raffreddare e asciugare
Il materiale fuso viene tagliato in pellet, quindi raffreddato ed essiccato in modo che il PP finale risulti più facile da maneggiare e riutilizzare.
Linea di pellettizzazione in PP meltblown a confronto con altre linee di lavorazione flessibili per rottami.
La soluzione ideale dipende dal fatto che la priorità sia il recupero diretto dei pellet dal tessuto non tessuto in PP, la gestione di film più ampi o una più semplice densificazione.
| Fattore decisionale | Linea di pellettizzazione meltblown in PP | Macchina per la pellettizzazione di film PP PE | Agglomeratore di film plastico |
|---|---|---|---|
| Miglior tipo di alimentazione | Scarti di tessuto non tessuto in PP meltblown, spunbond e soffice | Fiocchi di film in PE o PP lavati e materiale riciclato flessibile | Pellicole o sacchetti asciutti e sfusi che necessitano di una semplice densificazione |
| Formato di output | Granuli di PP riutilizzabili | Pellet uniformi | Agglomerato densificato anziché produzione di pellet completi |
| Degassamento e filtrazione | Ideale per il controllo dell'olio di finitura e dell'umidità | Adatto per l'alimentazione con pellicola lavata | Nessuna fase di filtrazione a fusione completa |
| Priorità del caso d'uso | Recupero interno degli scarti di produzione di tessuto non tessuto in PP | Riciclo di pellicole flessibili e rivendita di pellet. | Densificazione a monte prima della successiva estrusione |
| Complessità del sistema | Flusso di lavoro di pellettizzazione integrato di livello moderato | Flusso di lavoro di pellettizzazione integrato di livello moderato | Il percorso più semplice |
Specifiche della macchina
Queste capacità sono valori di riferimento tipici per scarti di tessuto non tessuto in PP post-industriale puliti o relativamente puliti. La produzione finale dipende dalla densità apparente, dalla contaminazione e dalla qualità desiderata dei pellet.
| Modello | Diametro vite (mm) | Potenza compatta | Potenza dell'estrusore | Capacità |
|---|---|---|---|---|
| SJ85 | 85 | 37 kW | 45 kW | 160 – 220 kg/h |
| SJ100 | 100 | 55 kW | 90 kW | 300 – 380 kg/h |
| SJ120 | 120 | 90 kW | 132 kW | 450 – 550 kg/h |
| SJ160 | 160 | 132 kW | 250 kW | 800 – 1000 kg/h |
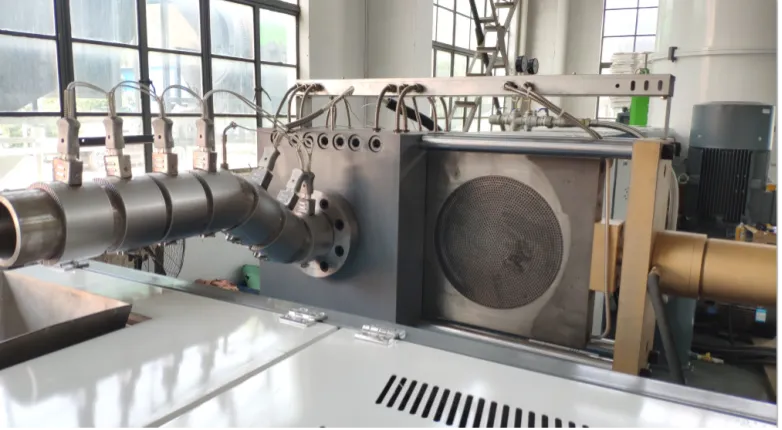
Galleria delle macchine
Viste di riferimento della linea di pellettizzazione del tessuto non tessuto, della sezione di filtrazione, della testa di estrusione e del materiale meltblown in ingresso.

Domande frequenti
Domande frequenti poste dalle aziende che pianificano il riciclo interno di tessuti non tessuti e meltblown in polipropilene.
Il polipropilene non tessuto meltblown e materiali simili hanno una densità apparente molto bassa. Il compattatore a taglierina densifica il materiale e stabilizza l'alimentazione, consentendo all'estrusore di funzionare in modo continuo anziché subire interruzioni o picchi di flusso.
Dipende dal tipo di prodotto, dagli obiettivi di qualità e dal rapporto di miscelazione. Molte fabbriche riutilizzano parte del flusso di pellet riciclati in strati non critici o formulazioni controllate dopo averli testati.
Umidità, olio di finitura, polvere e contaminazione da polimeri misti hanno l'impatto maggiore sulla stabilità dell'estrusione e sulla qualità dei pellet. Scarti di PP più puliti e uniformi migliorano sempre i risultati.
I modelli qui presentati coprono approssimativamente portate da 160 a 1000 kg/h. Il dimensionamento finale dipende dalla densità del materiale di scarto, dalla sua pulizia e dalla qualità del pellet desiderata.
Vi preghiamo di condividere foto del materiale, tipo di tessuto, livello di contaminazione, condizioni di umidità, portata target in kg/h e se i pellet saranno riutilizzati internamente o venduti.
Hai bisogno di una linea di pellettizzazione per scarti di tessuto non tessuto in PP?
Inviaci i dettagli del materiale, la produttività prevista e l'obiettivo di riutilizzo. Ti aiuteremo a scegliere la configurazione di compattazione, estrusione, filtrazione e pellettizzazione più adatta al flusso di scarti della tua produzione.