
Linea di riciclaggio di sacchetti in tessuto PP e rafia
This system processes post-consumer PP woven sacks, raffia tape/yarn, and FIBC scrap with heavy sand, ink, and residual organics. It integrates controlled feeding, low-speed shredding, wet granulation, intensive washing, and staged drying to deliver PP flakes conditioned for extrusion. Optional pellettizzazione completa il ciclo del riciclo.
- Materie prime: sacchi intrecciati in PP, rafia (nastro/filato) e scarti di FIBC
- Fasi di pulizia: lavaggio a frizione + risciacquo/separazione (lavaggio a caldo opzionale)
- Residual moisture: typically < 3% with thermal drying (feedstock dependent)
- Portata tipica: 300–1500 kg/h (dipendente dalla configurazione)
Fattori decisionali
Primary selection factors determine module choice, utilities sizing, and output consistency.
Tolleranza alla contaminazione
Built for dusty, printed, and sand-laden woven sacks, raffia, and FIBC scrap where contamination level drives wash intensity and module choice.
Controllo delle dimensioni dei fiocchi
Shredding and wet granulation are configured together to create a stable output size window that improves washing efficiency and downstream feeding.
Obiettivi di umidità
Dewatering, thermal drying, and optional densifying are selected around the residual moisture target needed for extrusion stability or direct pelletizing.
Accesso per usura e manutenzione
La disposizione delle lame, la selezione dello schermo e la protezione dei cuscinetti sono studiate in base ai contaminanti abrasivi, in modo che la manutenzione rimanga prevedibile anche in condizioni operative impegnative.
Water Loop and Energy Load
La pianificazione delle utenze è legata al profilo di contaminazione, alla temperatura di lavaggio selezionata e alla configurazione del circuito, in modo che le prestazioni di pulizia rimangano allineate agli obiettivi di costo operativo del sito.
Interblocchi di automazione e sicurezza
Line-level controls coordinate feeding, cutting, washing, and drying so throughput stays stable while overload and safety conditions are managed automatically.
Forme di materie prime supportate
Elabora i materiali in entrata tipici elencati di seguito (condividere foto/campioni e dettagli sulla contaminazione per la selezione della configurazione).

Sacchi Wovene in PP
Sacchi di cemento, sacchi di fertilizzante, sacchi di riso e altri sacchi intrecciati stampati.

PP non tessuto
Ritagli e sacchetti di tessuto non tessuto (PP), con possibilità di lavaggio più profondo.

Rafia PP (nastro/filato)
Strisce di rafia, nastri e scarti di filato provenienti dalle operazioni di tessitura e confezionamento.

Borse tessute laminate BOPP
Sacchi tessuti laminati e strati stampati, configurati in base al livello di contaminazione.
.webp?auto=format,compress)
Sacchi Jumbo (FIBC)
Big bag e sacchi sfusi, contenenti anche materiale contaminato da polvere o sabbia.

Ritagli di tessuto PP
Tessitura di ritagli e scarti, con intensità di pulizia selezionabile in base a polvere, carico di sabbia e laminazione.
Flusso di processo
Follows a sequence from size reduction through washing and staged drying. Final configuration depends on contamination profile, target flake size, and downstream extrusion requirements.
Alimentazione e pre-selezione
Misura i sacchi tessuti e la rafia in entrata, filtrandoli per eliminare eventuali contaminazioni prima del taglio.
Triturazione
La riduzione a bassa velocità e coppia elevata apre la struttura intrecciata e stabilizza il taglio a valle.
Granulazione a umido
Water-assisted cutting creates a defined flake size range and starts the wash process early.
Lavaggio a frizione
La levigatura ad alta velocità rimuove sabbia, polvere, inchiostro disciolto e fibre attaccate dalla superficie del fiocco.
Risciacquo e separazione
Il risciacquo e la separazione in base alla densità migliorano la purezza del PP, rimuovendo al contempo le impurità pesanti residue.
Disidratazione e asciugatura
Mechanical dewatering plus thermal drying, with optional squeezing, delivers the target residual moisture.
Pellettizzazione (facoltativa)
I fiocchi condizionati vengono trasformati in pellet uniformi quando lo stoccaggio, il dosaggio o la rivendita richiedono tale forma.
Alimentazione e pre-selezione
Misura i sacchi tessuti e la rafia in entrata, filtrandoli per eliminare eventuali contaminazioni prima del taglio.
Triturazione
La riduzione a bassa velocità e coppia elevata apre la struttura intrecciata e stabilizza il taglio a valle.
Granulazione a umido
Water-assisted cutting creates a defined flake size range and starts the wash process early.
Lavaggio a frizione
La levigatura ad alta velocità rimuove sabbia, polvere, inchiostro disciolto e fibre attaccate dalla superficie del fiocco.
Risciacquo e separazione
Il risciacquo e la separazione in base alla densità migliorano la purezza del PP, rimuovendo al contempo le impurità pesanti residue.
Disidratazione e asciugatura
Mechanical dewatering plus thermal drying, with optional squeezing, delivers the target residual moisture.
Pellettizzazione (facoltativa)
I fiocchi condizionati vengono trasformati in pellet uniformi quando lo stoccaggio, il dosaggio o la rivendita richiedono tale forma.
Servizi e impronta ecologica
Reference utilities and layout envelope by capacity tier (final sizing depends on contamination level and selected modules).
| Capacità (kg/h) | Potenza installata (kW) | Area di layout tipica (m²) | Operatori / Turno | Aria compressa (MPa) | Acqua di processo (m³/h) |
|---|---|---|---|---|---|
| 300 | 150 | 350 | 4 | 0.6-0.8 | 3 |
| 500 | 230 | 460 | 6 | 0.6-0.8 | 4 |
| 1000 | 430 | 500 | 6 | 0.6-0.8 | 5 |
Nota: i valori sono indicativi. Le utenze finali dipendono dal profilo di contaminazione, dalla scelta del lavaggio/riscaldamento a caldo e dalla configurazione di asciugatura.
Utilities guidance: electrical supply is specified by voltage/Hz and start method; water demand depends on open vs closed loop design and hot washing/heating selection.
Moduli chiave
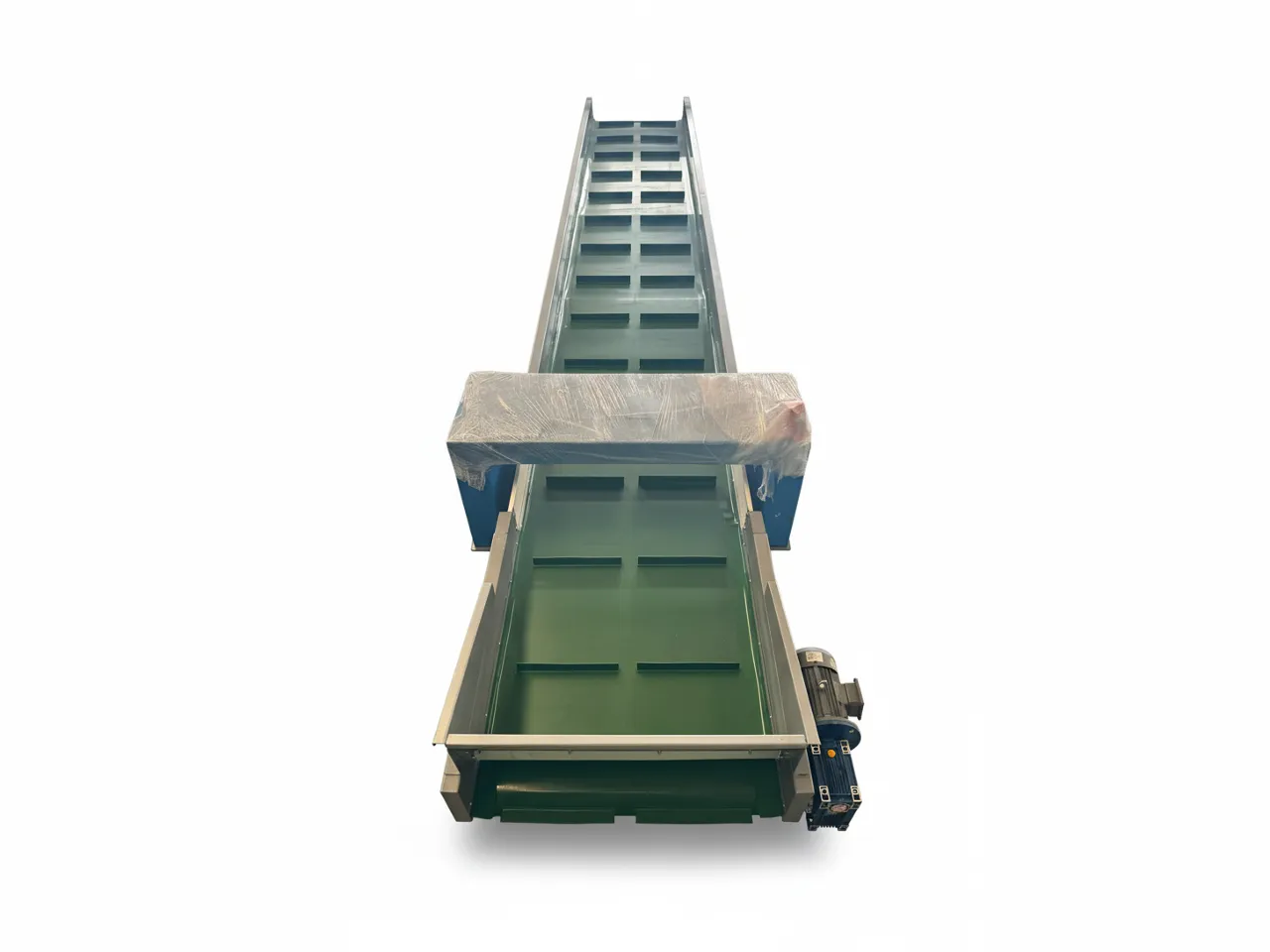
Nastro trasportatore
- Telaio: Acciaio al carbonio o SS304 (opzioni)
- Tipo di cintura: PVC/PU (application dependent)
- Con dispositivo di tensionamento della cinghia e tramoggia di ricezione
- Larghezza e Lunghezza della Cinghia: Dimensionato in base alla produttività e al layout
- Trasporto dei materiali grezzi nel sistema.
Trituratore monoalbero
- Velocità del rotore: 60–100 giri/min (tipico)
- Materiale del coltello: D2 or alloy tool steel (application dependent)
- Dimensioni dello schermo: 40–100 mm (impostato tramite taglio e lavaggio a valle)
- Spintore idraulico: Yes (for stable feeding under load)
- Potenza del motore: Dimensionato in base alla capacità e alla materia prima (tipicamente 30–200 kW)
- Apre le strutture intrecciate e riduce il volume di ingombro.
- Stabilizza la consistenza del taglio e del lavaggio a valle.
- Reduces bridging and improves feeding control.

Granulatore di plastica bagnato
- Velocità del rotore: 400–600 giri/min (tipico)
- Materiale della lama: Acciaio per utensili D2 (comune)
- Disposizione dei coltelli: Taglio a V o taglio a forbice (in base al comportamento del materiale)
- Dimensioni del filtro dello schermo: 20–60 mm (tipico per linee in PP intrecciato/rafia)
- Produces flakes sized for washing and rinsing efficiency.
- Riduce il trasporto di polvere grazie al taglio a umido e al risciacquo immediato.
- Improves feeding stability for dewatering and drying stages.

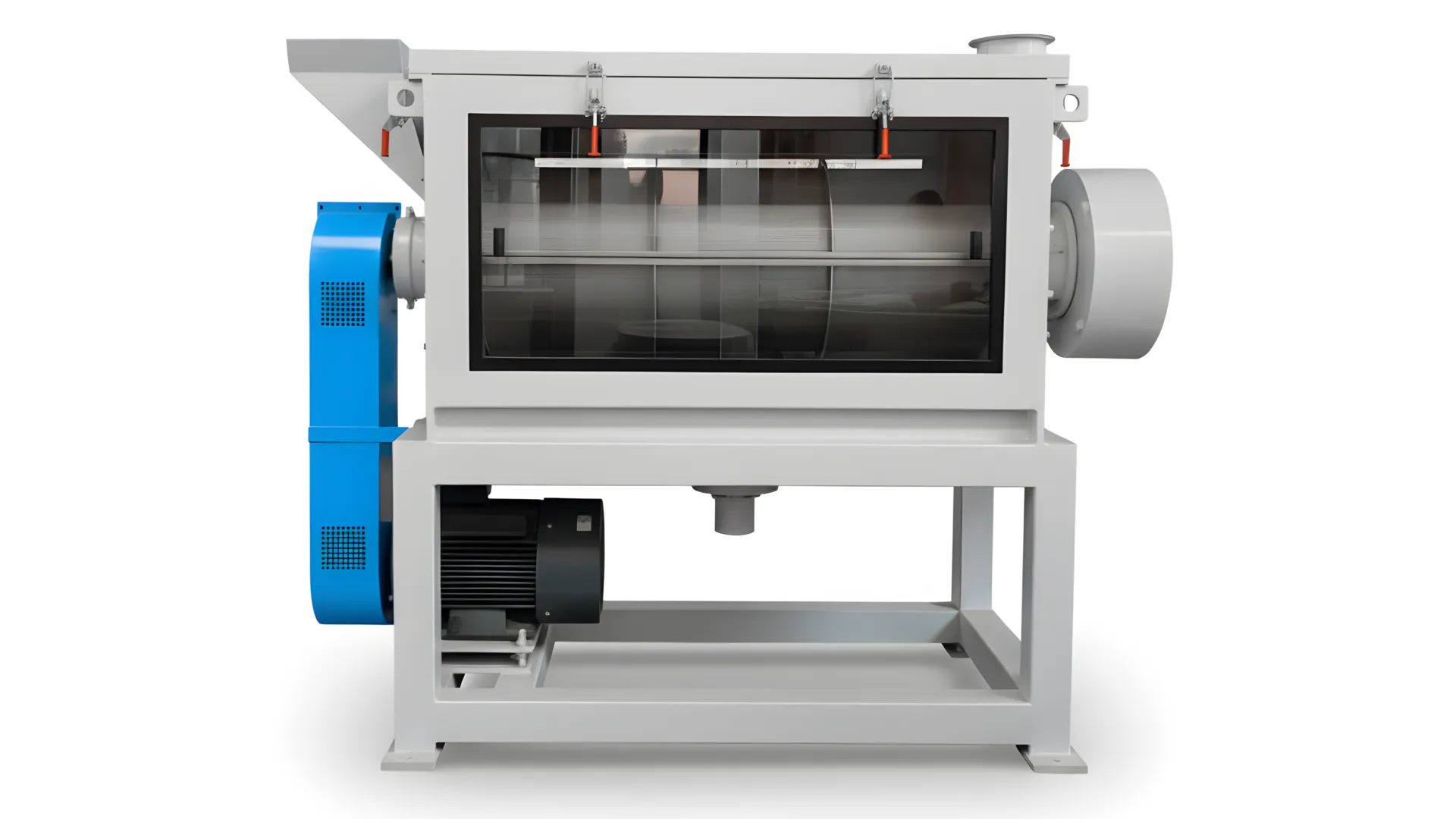
Rondella di attrito
- Velocità del rotore: 500-600 giri/min
- Sistema idrico: Ingresso superiore, uscita inferiore
- Operazione: Continuo
- Metodo di pulizia: Frizione ad alta velocità
- Rimuove sabbia/polvere e contaminazioni di inchiostro/fibre allentate.
- Trasferisce il materiale tra le fasi con tempo di residenza controllato.
- Reduces abrasive carryover into dewatering and drying.

Vasca di separazione galleggiante
- Larghezza interna: 1000mm - 1800mm
- Lunghezza totale: 4 - 7 metri
- Materiale interno: Acciaio inossidabile tipo 304
- Telaio esterno: Acciaio al carbonio
- Motori a pale: 1.5KW × 2 (controllo della frequenza)
- Geometria configurata per separazione e risciacquo stabili.
- Il design sezionato supporta il risciacquo graduale e la gestione della contaminazione.
- Water loop can be configured for open or closed operation.

Lavatrice a caldo
- Modalità operativa: Continuo o batch (per contaminazione)
- Opzioni di riscaldamento: Integrazione elettrica, a vapore o con caldaia (dipendente dal sito)
- Metodo di lavaggio: Lavaggio riscaldato con dosaggio chimico opzionale
- Use Case: Inchiostro, oli, colla e sostanze organiche pesanti (quando necessario)
- Se specificato, migliora la rimozione di oli, colla e sostanze organiche ostinate.
- Heating and chemistry are configured by cleanliness target and utilities.
- Integrato nel circuito di lavaggio con temperatura e tempo di permanenza controllati.

Essiccatore centrifugo
- Velocità di rotazione: ~1.000 giri/min (tipico)
- Moisture Reduction: Spesso ~20–30% (dipendente dalla materia prima)
- Componenti principali: Rottore con pale, tunnel a rete
- Configurazione: Sized by throughput and inlet water load
- Reduces thermal drying load by removing free water mechanically.
- Funzionamento continuo per una produttività stabile della linea.
- Configurato con protezione antiusura per particelle abrasive fini.
Dessiccatore a Tubo Termico
- Metodo di essiccazione: Trasporto di aria calda con separazione a ciclone
- Apporto termico: Integrazione elettrica o termica (dipendente dal sito)
- Materiale del tubo: SS304 (comune) con opzioni di abrasione
- Configurazione: Single or multi-stage (by capacity and target moisture)
- Controlli: Temperature and airflow control for stable drying
- Continuous drying for stable extrusion preparation.
- La separazione a ciclone aiuta a gestire le particelle fini e la contaminazione leggera.
- Configurato per soddisfare un obiettivo definito di umidità residua.
- Scalabile con più fasi per una maggiore produttività.

Spremitore di pellicole
- Moisture Reduction: Typically reduces moisture from ~10–35% down to ~1–8% (inlet dependent)
- Meccanismo: Compressione a vite e densificazione tramite riscaldamento/attrito
- Capacità di uscita: 300–1500 kg/h (a seconda della portata della linea)
- Consumo energetico: Dimensionato in base alla capacità e al requisito di densificazione
- Reduces moisture and increases bulk density for feeding stability.
- Improves dosing consistency to extrusion/pelletizing.
- Fase facoltativa selezionata quando la sola essiccazione termica non è ottimale.

Water Ring Pelletizing System (Opzionale)
- Tipo di pellet: Water-ring cut, uniform granules
- Input tipici: Pulisci i fiocchi di PP da sacchi intrecciati, rafia e scarti di FIBC
- Personalizzazione: Opzioni di faccia dello stampo, filtrazione e automazione
- Pellettizza scaglie di PP condizionate con taglio stabile della superficie della filiera.
- Migliora la maneggevolezza e il dosaggio rispetto ai fiocchi sfusi.
- Le opzioni di filtrazione e automazione vengono selezionate in base alla qualità del pellet desiderata.

Note sulle prestazioni sul campo
Osservazioni operative rappresentative (rese anonime). I risultati dipendono dalla materia prima e dalla configurazione.
Printed cement sacks with heavy sand load: hot wash and higher friction-wash intensity reduced abrasive carryover into drying and improved flake cleanliness.
Raffia tape/yarn scrap with light organics: controlled granulation improved rinse efficiency and stabilized downstream feeding for extrusion preparation.
Mixed woven + FIBC scrap: selected dewatering + thermal drying stages achieved moisture target based on the inlet water load (squeezer optional).
FAQ tecniche
Risposte orientate alle decisioni per la selezione di moduli, utilità e obiettivi di output.
Processes PP woven sacks, raffia (tape/yarn), FIBC scrap, and PP non-woven. Specify washing intensity and hot washing (if required) for BOPP-laminated woven bags to match ink/adhesive contamination.
Throughput ranges from 300–1500 kg/h depending on module selection and contamination load. Residual moisture relies on dewatering and drying stages; thermal drying commonly achieves < 3% when required for stable extrusion (feedstock dependent).
Specificare il lavaggio a caldo quando è necessario ridurre la presenza di inchiostro, oli, colla o sostanze organiche pesanti per raggiungere un determinato obiettivo di pulizia. Il lavaggio per attrito seguito dal risciacquo è sufficiente per carichi leggeri di polvere/sabbia. Il metodo di riscaldamento e i prodotti chimici utilizzati dipendono dalle utenze del sito e dal profilo di contaminazione.
Yes—add extrusion/pelletizing. Select a squeezer to reduce moisture and increase bulk density before extrusion if inlet water load is high or pelletizing stability is critical. Filtration depends on the pellet quality target.
Yes. We configure layout, module selection, and control logic around capacity, contamination, available utilities, and footprint. Typical automation includes interlocks, overload protection, and module-by-module permissives; specify higher automation levels in the RFQ.
Requisiti RFQ
Fornisci i dati minimi di seguito per consentirci di dimensionare i moduli, le utenze e il layout del tuo flusso di PP intrecciato/rafia.
- Tipo/i di materia prima: sacchi intrecciati, rafia (nastro/filato), FIBC, laminato BOPP (sì/no)
- Contamination: sand/dust %, ink/adhesive, oils/organics, moisture at inlet
- Portata target (kg/h) e ore di funzionamento al giorno
- Target output: flake size range and cleanliness/moisture requirement for extrusion
- Utilities available: voltage/Hz, heating source, water loop preference (open/closed)
- Vincoli di spazio: lunghezza/larghezza disponibile, limiti di elevazione, vincoli di movimentazione dei materiali
- Livello di automazione e preferenza di messa in servizio (remoto/in loco)