
Recyclinglinie für PP-Gewebesäcke und Raffia
Dieses System verarbeitet gebrauchte PP-Gewebesäcke, Raffiabänder/-garne und FIBC-Abfälle mit hohem Sandanteil, Druckfarbe und organischen Reststoffen. Es integriert kontrollierte Zuführung, langsames Zerkleinern, Nassgranulierung, intensives Waschen und stufenweises Trocknen, um für die Extrusion aufbereitete PP-Flocken zu liefern. Optional Pelletieren schließt den Recyclingkreislauf.
- Ausgangsmaterialien: PP-Gewebesäcke, Bast (Band/Garn) und FIBC-Abfälle
- Reinigungsstufen: Reibungswäsche + Spülen/Trennung (Heißwäsche optional)
- Restfeuchte: typischerweise < 3% bei thermischer Trocknung (abhängig vom Ausgangsmaterial)
- Typischer Durchsatz: 300–1500 kg/h (konfigurationsabhängig)
Entscheidungsfaktoren
Die primären Auswahlfaktoren bestimmen die Modulwahl, die Dimensionierung der Anlagen und die Konsistenz der Ausgabeleistung.
Kontaminationstoleranz
Konzipiert für staubige, bedruckte und sandbeladene Gewebesäcke, Bast und FIBC-Abfälle, bei denen der Verschmutzungsgrad die Waschintensität und die Modulwahl bestimmt.
Flockengrößenkontrolle
Zerkleinerung und Nassgranulierung werden so kombiniert, dass ein stabiles Ausgabegrößenfenster entsteht, das die Wascheffizienz und die nachfolgende Zuführung verbessert.
Feuchtigkeitsziele
Entwässerung, thermische Trocknung und optionale Verdichtung werden anhand des für die Extrusionsstabilität oder die direkte Pelletierung erforderlichen Restfeuchteziels ausgewählt.
Verschleiß- und Servicezugang
Messeranordnung, Siebauswahl und Lagerschutz sind auf abrasive Verunreinigungen abgestimmt, sodass die Wartung auch unter anspruchsvollen Betriebsbedingungen vorhersehbar bleibt.
Wasserkreislauf und Energielast
Die Planung der Versorgungseinrichtungen ist an das Verschmutzungsprofil, die gewählte Waschtemperatur und die Kreislaufkonstruktion gekoppelt, damit die Reinigungsleistung mit den Betriebskostenzielen des Standorts im Einklang steht.
Automatisierung und Sicherheitsverriegelungen
Die Steuerung auf Linienebene koordiniert Zuführung, Schneiden, Waschen und Trocknen, sodass der Durchsatz stabil bleibt, während Überlastung und Sicherheitsbedingungen automatisch geregelt werden.
Unterstützte Rohstoffformen
Die Verarbeitung typischer eingehender Materialien ist unten aufgeführt (Fotos/Muster und Details zur Kontamination für die Konfigurationsauswahl bitte beifügen).

PP-Webtaschen
Zementsäcke, Düngemittelsäcke, Reissäcke und andere bedruckte Gewebesäcke.

PP-Vliesstoff
Vliesstoffreste und -beutel (PP), optional mit Tiefenwäsche.

PP Raffia (Band/Garn)
Raffiastreifen, -bänder und Garnabfälle aus Weberei- und Verpackungsbetrieben.

BOPP-laminierte Gewebetaschen
Laminierte Gewebesäcke und bedruckte Schichten, konfiguriert je nach Verschmutzungsgrad.
.webp?auto=format,compress)
Jumbo-Säcke (FIBC)
Schüttgutsäcke und große Säcke, einschließlich staubiger oder sandverunreinigter Materialien.

PP Webreste
Verarbeiten von Webresten und Verschnitten, wobei die Reinigungsintensität je nach Staub-, Sandbelastung und Laminierung ausgewählt wird.
Ablauf
Der Prozess umfasst die Zerkleinerung, das Waschen und die stufenweise Trocknung. Die endgültige Konfiguration hängt vom Verschmutzungsprofil, der angestrebten Flockengröße und den Anforderungen der nachfolgenden Extrusion ab.
Fütterung & Vorsortierung
Meters verarbeitet eingehende gewebte Säcke und Bast und filtert Fremdkörper vor dem Zuschneiden heraus.
Zerkleinern
Die Untersetzung bei niedriger Drehzahl und hohem Drehmoment öffnet die Gewebestruktur und stabilisiert den nachgelagerten Schnitt.
Nassgranulierung
Durch das wasserunterstützte Schneiden wird ein definierter Spänegrößenbereich geschaffen und der Waschprozess frühzeitig eingeleitet.
Reibungswäsche
Durch hochscherendes Schrubben werden Sand, Staub, gelöste Tinte und anhaftende Fasern von der Flockenoberfläche entfernt.
Spülen & Trennen
Spülen und dichteabhängige Trennung verbessern die PP-Reinheit und entfernen gleichzeitig verbleibende schwere Verunreinigungen.
Entwässerung und Trocknung
Mechanische Entwässerung plus thermische Trocknung, optional mit Auspressen, liefert die angestrebte Restfeuchte.
Pelletierung (optional)
Konditionierte Flocken werden zu einheitlichen Pellets verarbeitet, wenn die Lagerung, Dosierung oder der Weiterverkauf die Pelletform erfordert.
Fütterung & Vorsortierung
Meters verarbeitet eingehende gewebte Säcke und Bast und filtert Fremdkörper vor dem Zuschneiden heraus.
Zerkleinern
Die Untersetzung bei niedriger Drehzahl und hohem Drehmoment öffnet die Gewebestruktur und stabilisiert den nachgelagerten Schnitt.
Nassgranulierung
Durch das wasserunterstützte Schneiden wird ein definierter Spänegrößenbereich geschaffen und der Waschprozess frühzeitig eingeleitet.
Reibungswäsche
Durch hochscherendes Schrubben werden Sand, Staub, gelöste Tinte und anhaftende Fasern von der Flockenoberfläche entfernt.
Spülen & Trennen
Spülen und dichteabhängige Trennung verbessern die PP-Reinheit und entfernen gleichzeitig verbleibende schwere Verunreinigungen.
Entwässerung und Trocknung
Mechanische Entwässerung plus thermische Trocknung, optional mit Auspressen, liefert die angestrebte Restfeuchte.
Pelletierung (optional)
Konditionierte Flocken werden zu einheitlichen Pellets verarbeitet, wenn die Lagerung, Dosierung oder der Weiterverkauf die Pelletform erfordert.
Versorgungseinrichtungen und Fußabdruck
Referenz-Versorgungseinrichtungen und Layout-Umfang nach Kapazitätsstufe (die endgültige Dimensionierung hängt vom Kontaminationsgrad und den ausgewählten Modulen ab).
| Kapazität (kg/h) | Installierte Leistung (kW) | Typische Layoutfläche (m²) | Bediener / Schicht | Druckluft (MPa) | Prozesswasser (m³/h) |
|---|---|---|---|---|---|
| 300 | 150 | 350 | 4 | 0.6-0.8 | 3 |
| 500 | 230 | 460 | 6 | 0.6-0.8 | 4 |
| 1000 | 430 | 500 | 6 | 0.6-0.8 | 5 |
Hinweis: Die Werte sind Richtwerte. Die endgültigen Verbrauchswerte hängen vom Verschmutzungsprofil, der Wahl des Heißwasch-/Heizverfahrens und der Trocknungskonfiguration ab.
Hinweise für die Versorgungsunternehmen: Die Stromversorgung wird durch Spannung/Hz und Startmethode spezifiziert; der Wasserbedarf hängt von der Auslegung des offenen oder geschlossenen Kreislaufs und der Wahl der Warmwasserbereitung (Waschen/Heizen) ab.
Schlüsselmodule
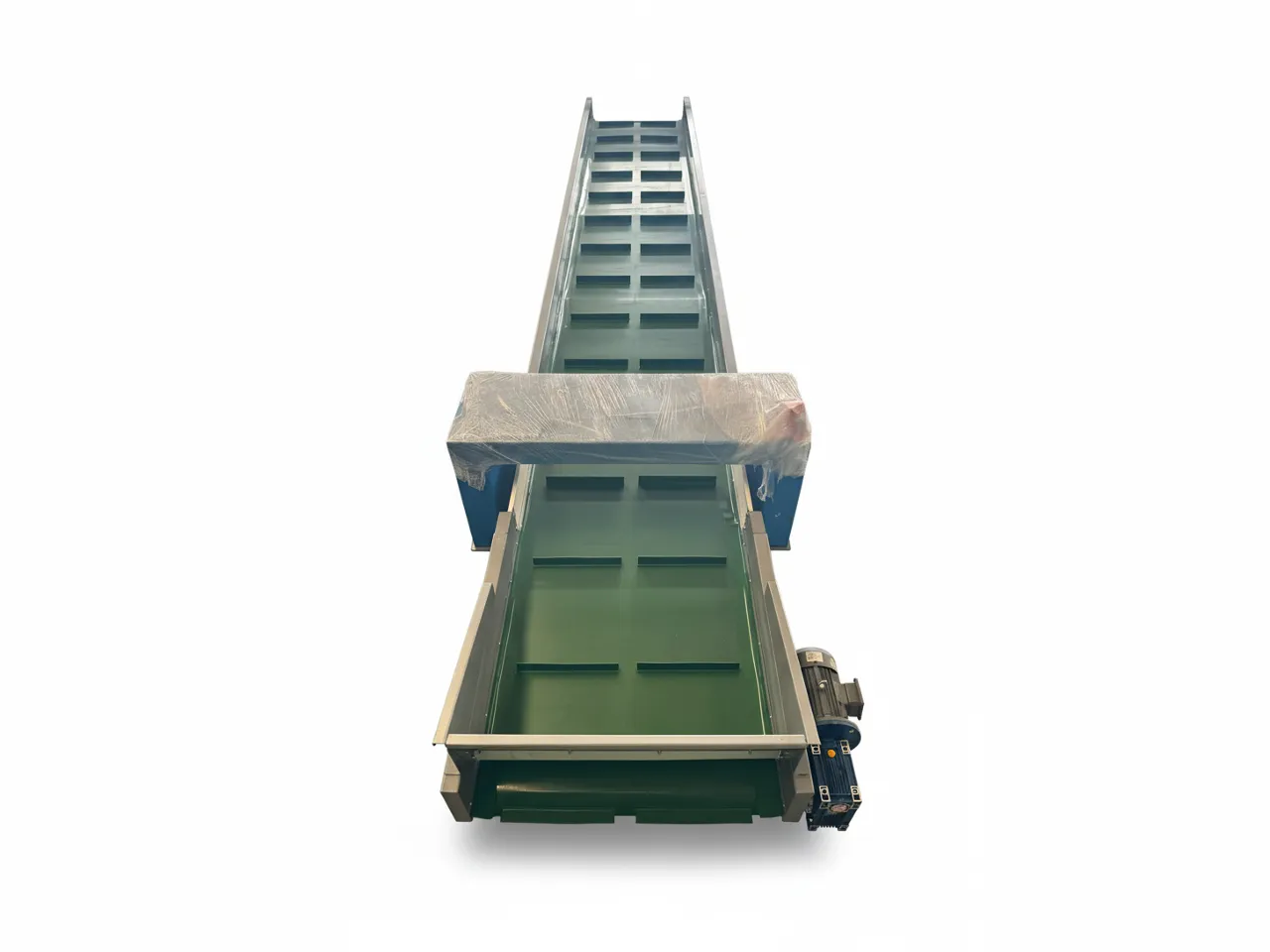
Bandförderer
- Rahmen: Kohlenstoffstahl oder Edelstahl 304 (optional)
- Riemenart: PVC/PU (anwendungsabhängig)
- Mit Bandspannvorrichtung und Auffangtrichter
- Brettbreite & -länge: Dimensioniert auf Durchsatz und Layout
- Transport von Rohmaterialien in das System.
Einwellen-Häcksler
- Rotordrehzahl: 60–100 U/min (typisch)
- Messermaterial: D2- oder legierter Werkzeugstahl (anwendungsabhängig)
- Bildschirmgröße: 40–100 mm (eingestellt durch stromabwärts gerichtetes Schneiden und Waschen)
- Hydraulischer Schieber: Ja (für eine stabile Fütterung unter Last)
- Motorleistung: Dimensionierung nach Kapazität und Brennstoff (typ. 30–200 kW)
- Öffnet gewebte Strukturen und reduziert das Volumen.
- Stabilisiert die Konsistenz beim nachfolgenden Schneid- und Waschvorgang.
- Verringert Brückenbildung und verbessert die Fütterungskontrolle.

Nasser Kunststoffgranulator
- Rotordrehzahl: 400–600 U/min (typisch)
- Klingenmaterial: D2-Werkzeugstahl (gängig)
- Messeranordnung: V-Schnitt oder Scherenschnitt (nach Materialverhalten)
- Bildschirmfiltergröße: 20–60 mm (typisch für PP-Gewebe/Raffialeinen)
- Produziert Flocken in einer Größe, die für effizientes Waschen und Spülen optimiert ist.
- Verringert die Staubentwicklung durch Nassschneiden und sofortiges Abspülen.
- Verbessert die Zufuhrstabilität bei Entwässerungs- und Trocknungsphasen.

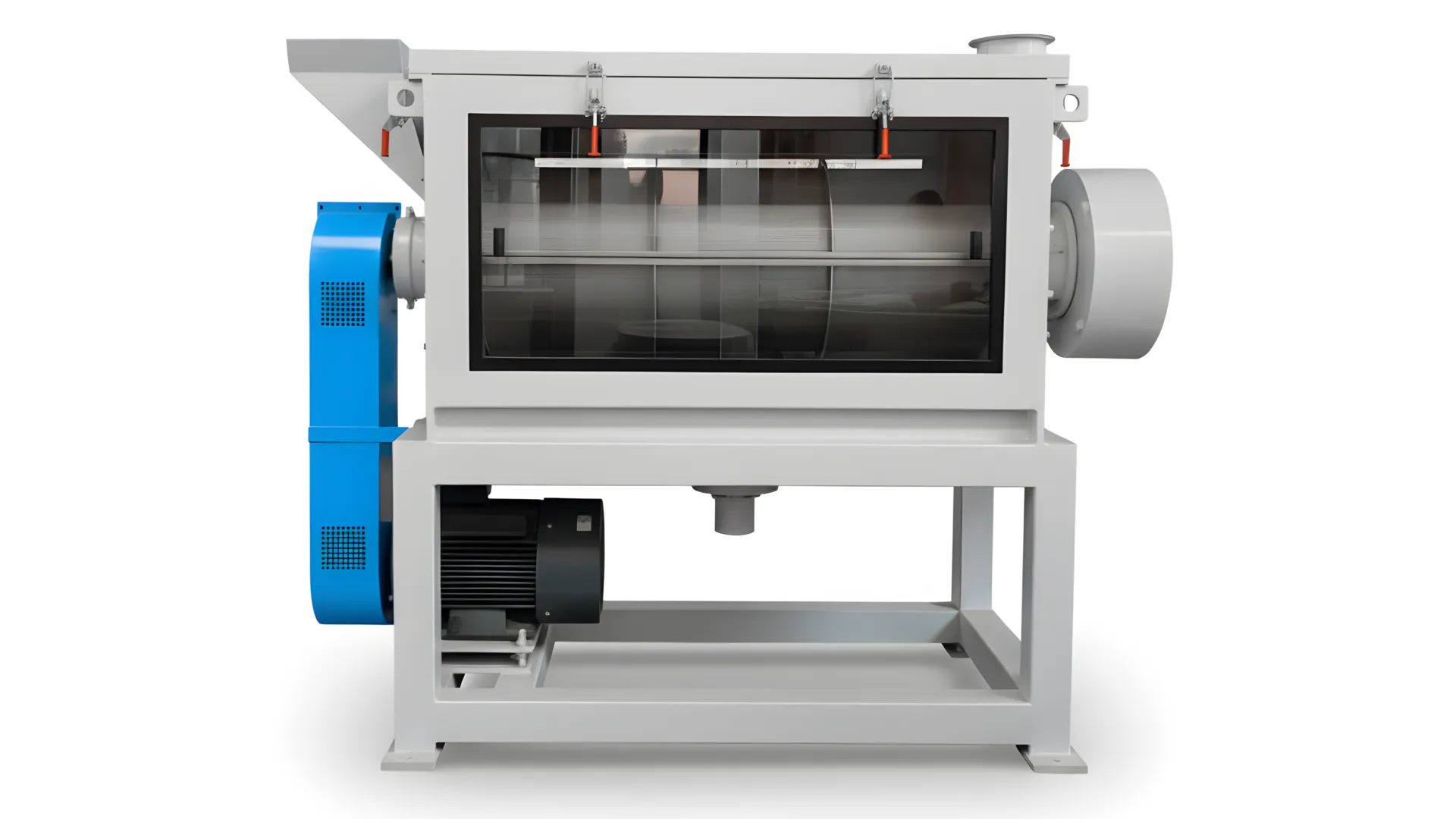
Reibscheibe
- Rotordrehzahl: 500-600 U/min
- Wassersystem: Einlass oben, Auslass unten
- Betrieb: Kontinuierlich
- Reinigungsmethode: Hochgeschwindigkeitsreibung
- Entfernt Sand/Staub und gelöste Tinten-/Faserverunreinigungen.
- Überträgt Material zwischen den einzelnen Stufen mit kontrollierter Verweilzeit.
- Verringert den Eintrag von Schleifmitteln in die Entwässerung und Trocknung.

Schwimmender Trenntank
- Innenbreite: 1000mm - 1800mm
- Gesamtlänge: 4 - 7 Meter
- Innenmaterial: Edelstahl Typ 304
- Außenrahmen: Kohlenstoffstahl
- Paddelmotoren: 1,5 kW × 2 (Frequenzsteuerung)
- Geometrie konfiguriert für stabile Trennung und Spülung.
- Die segmentierte Bauweise unterstützt stufenweises Spülen und die Vermeidung von Verunreinigungen.
- Der Wasserkreislauf kann für offenen oder geschlossenen Betrieb konfiguriert werden.

Heißwasser-Waschmaschine
- Betriebsmodus: Kontinuierlich oder chargenweise (durch Kontamination)
- Heizoptionen: Integration von Strom, Dampf oder Kessel (standortabhängig)
- Waschmethode: Beheizte Wäsche mit optionaler Chemikaliendosierung
- Anwendungsfall: Tinte, Öle, Klebstoffe und schwere organische Stoffe (falls erforderlich)
- Verbessert die Entfernung von Ölen, Klebstoffen und hartnäckigen organischen Stoffen, sofern angegeben.
- Heizung und Chemie werden anhand des Reinheitsziels und der benötigten Hilfsstoffe konfiguriert.
- Integriert in den Waschkreislauf mit kontrollierter Temperatur und Verweilzeit.

Zentrifugaltrockner
- Rotationsgeschwindigkeit: ~1.000 U/min (typisch)
- Feuchtigkeitsreduzierung: Häufig ~20–30% (abhängig vom Rohstoff)
- Hauptkomponenten: Rotor mit Schaufeln, Maschen-Sichttunnel
- Konfiguration: Die Dimensionierung erfolgt anhand des Durchsatzes und der Zulaufwasserbelastung.
- Verringert die thermische Trocknungsbelastung durch mechanisches Entfernen von freiem Wasser.
- Kontinuierlicher Betrieb für einen stabilen Durchsatz.
- Ausgestattet mit Verschleißschutz gegen abrasive Feinteile.
Thermischer Rohrtrockner
- Trocknungsverfahren: Heißluftförderung mit Zyklonabscheidung
- Wärmeeintrag: Elektrische oder thermische Integration (standortabhängig)
- Rohrmaterial: SS304 (gängig) mit verschiedenen Abrieboptionen
- Konfiguration: Ein- oder mehrstufig (nach Kapazität und Zielfeuchte)
- Steuerung: Temperatur- und Luftstromregelung für stabile Trocknung
- Kontinuierliche Trocknung für eine stabile Extrusionsvorbereitung.
- Die Zyklonabscheidung hilft bei der Beseitigung von Fein- und Leichtverunreinigungen.
- Konfiguriert zur Einhaltung eines definierten Restfeuchteziels.
- Skalierbar mit mehreren Stufen für höheren Durchsatz.

Filmpresse
- Feuchtigkeitsreduzierung: Reduziert typischerweise die Feuchtigkeit von ~10–35% auf ~1–8% (einlassabhängig).
- Mechanismus: Schraubenverdichtung und Verdichtung durch Erhitzen/Reibung
- Ausgabekapazität: 300–1500 kg/h (angepasst an den Durchsatz der Anlage)
- Energieverbrauch: Die Dimensionierung erfolgt nach Kapazität und Verdichtungsbedarf.
- Reduziert die Feuchtigkeit und erhöht die Schüttdichte für eine bessere Futterstabilität.
- Verbessert die Dosiergenauigkeit bei der Extrusion/Pelletierung.
- Optionale Stufe, die gewählt wird, wenn die thermische Trocknung allein nicht optimal ist.

Wasserring-Pelletiersystem (Optional)
- Pelletart: Wasserringgeschnittene, gleichmäßige Granulate
- Typische Eingaben: PP-Flocken aus Gewebesäcken, Bast und FIBC-Abfällen reinigen
- Anpassung: Optionen für Düsenoberfläche, Filtration und Automatisierung
- Pelletiert konditionierte PP-Flakes mit stabilem Düsenschnitt.
- Verbessert die Handhabung und Dosierung im Vergleich zu losen Flocken.
- Die Auswahl der Filtrations- und Automatisierungsoptionen erfolgt anhand der angestrebten Pelletqualität.

Feldleistungsnotizen
Repräsentative Betriebsbeobachtungen (anonymisiert). Die Ergebnisse hängen von Rohstoff und Konfiguration ab.
Bedruckte Zementsäcke mit hohem Sandanteil: Heißwäsche und höhere Reibungswaschintensität reduzierten den Abrieb beim Trocknen und verbesserten die Flockenreinheit.
Raffiaband-/Garnreste mit leichten organischen Bestandteilen: kontrollierte Granulierung verbesserte die Spüleffizienz und stabilisierte die nachfolgende Zuführung für die Extrusionsvorbereitung.
Gemischte Gewebe- und FIBC-Abfälle: Durch ausgewählte Entwässerungs- und thermische Trocknungsstufen wurde der Feuchtigkeitszielwert auf Basis der Eingangswassermenge erreicht (Auspressvorrichtung optional).
Technische FAQs
Entscheidungsorientierte Antworten zur Auswahl von Modulen, Hilfsprogrammen und Ausgabezielen.
Verarbeitet PP-Gewebesäcke, Raffia (Band/Garn), FIBC-Abfälle und PP-Vliesstoffe. Geben Sie die Waschintensität und gegebenenfalls die Heißwäsche für BOPP-laminierte Gewebesäcke an, um die Tinten-/Klebstoffverunreinigung zu berücksichtigen.
Der Durchsatz liegt je nach Modulwahl und Verschmutzungsgrad zwischen 300 und 1500 kg/h. Die Restfeuchte wird durch Entwässerung und Trocknung reduziert; bei Bedarf wird durch thermische Trocknung ein Wert von < 31 TP7T erreicht (abhängig vom Ausgangsmaterial).
Heißwäsche ist erforderlich, wenn Tinte, Öle, Klebstoffe oder stark organische Verunreinigungen reduziert werden müssen, um den Reinheitsgrad des Endprodukts zu erreichen. Bei geringer Staub-/Sandbelastung genügt Reibungswäsche mit anschließendem Spülen. Heizmethode und Reinigungschemikalien hängen von den Gegebenheiten vor Ort und dem Verschmutzungsprofil ab.
Ja – Extrusion/Pelletierung hinzufügen. Bei hoher Wasserbelastung im Zulauf oder wenn die Pelletierstabilität entscheidend ist, sollte vor der Extrusion eine Quetschvorrichtung zur Feuchtigkeitsreduzierung und Erhöhung der Schüttdichte eingesetzt werden. Die Filtration richtet sich nach dem angestrebten Pelletqualitätsziel.
Ja. Wir konfigurieren Layout, Modulauswahl und Steuerungslogik unter Berücksichtigung von Kapazität, Kontamination, verfügbaren Versorgungsleitungen und Platzbedarf. Typische Automatisierungsfunktionen umfassen Verriegelungen, Überlastschutz und modulweise Freigaben; höhere Automatisierungsstufen können in der Angebotsanfrage spezifiziert werden.
Anforderungen an die Angebotsanfrage
Bitte geben Sie unten die Mindestangaben an, damit wir Module, Versorgungsleitungen und das Layout für Ihren PP-Gewebe-/Raffiastrom dimensionieren können.
- Ausgangsmaterialart(en): Gewebesäcke, Raffia (Band/Garn), FIBC, BOPP-laminiert (ja/nein)
- Verunreinigungen: Sand/Staub %, Tinte/Klebstoff, Öle/organische Stoffe, Feuchtigkeit am Einlass
- Zieldurchsatz (kg/h) und Betriebsstunden pro Tag
- Zielvorgabe: Flockengrößenbereich und Anforderungen an Reinheit/Feuchtigkeit für die Extrusion
- Verfügbare Anschlüsse: Spannung/Hz, Heizquelle, Wasserkreislaufpräferenz (offen/geschlossen)
- Platzbeschränkungen: verfügbare Länge/Breite, Höhenbegrenzungen, Einschränkungen beim Materialtransport
- Automatisierungsgrad und bevorzugte Inbetriebnahme (remote/vor Ort)