
Linia do recyklingu toreb tkanych PP i rafii
Ten system przetwarza tkane worki PP, taśmy/przędze rafii oraz odpady FIBC z dużą ilością piasku, farby i resztek organicznych. Łączy on kontrolowane podawanie, rozdrabnianie na niskich obrotach, granulację na mokro, intensywne mycie i stopniowe suszenie, aby dostarczyć płatki PP przygotowane do wytłaczania. Opcjonalnie peletyzacja zamyka pętlę recyklingu.
- Surowce: worki tkane PP, rafia (taśma/przędza) i resztki FIBC
- Etapy czyszczenia: mycie tarciowe + płukanie/separacja (opcjonalnie mycie na gorąco)
- Wilgotność resztkowa: typowo < 3% przy suszeniu termicznym (w zależności od surowca)
- Typowa wydajność: 300–1500 kg/h (w zależności od konfiguracji)
Czynniki decyzyjne
Podstawowe czynniki wyboru decydują o wyborze modułu, wielkości sieci i spójności wyników.
Tolerancja zanieczyszczeń
Stworzone do zakurzonych, zadrukowanych i zapiaszczonych worków tkanych, rafii i odpadów FIBC, w których intensywność prania i wybór modułu zależą od poziomu zanieczyszczenia.
Kontrola wielkości płatków
Rozdrabnianie i granulacja na mokro są ze sobą połączone, aby stworzyć stabilny rozmiar wyjściowy, który zwiększa wydajność mycia i dalszego podawania.
Cel wilgotności
Odwadnianie, suszenie termiczne i opcjonalne zagęszczanie są dobierane w oparciu o docelową wilgotność resztkową potrzebną do zapewnienia stabilności ekstruzji lub bezpośredniego peletyzowania.
Zużycie i dostęp serwisowy
Układ noży, dobór sita i zabezpieczenie łożysk są dostosowane do zanieczyszczeń ściernych, dzięki czemu konserwacja pozostaje przewidywalna nawet w wymagających warunkach pracy.
Pętla wodna i obciążenie energetyczne
Planowanie mediów jest powiązane z profilem zanieczyszczeń, wybraną temperaturą mycia i projektem pętli, tak aby wydajność czyszczenia była zgodna z docelowymi kosztami operacyjnymi obiektu.
Automatyka i blokady bezpieczeństwa
Sterowanie na poziomie linii koordynuje podawanie, cięcie, mycie i suszenie, dzięki czemu przepustowość pozostaje stabilna, a warunki przeciążenia i bezpieczeństwa są kontrolowane automatycznie.
Obsługiwane formy surowców
Przetwarza typowe materiały przychodzące wymienione poniżej (udostępnij zdjęcia/próbki i szczegóły dotyczące zanieczyszczeń w celu wyboru konfiguracji).

Torby tkane z PP
Worki na cement, nawozy, ryż i inne drukowane tkane worki.

Włóknina PP
Resztki tkanin włókninowych i worki (PP) z możliwością głębszego prania.

Rafia PP (taśma/przędza)
Paski, taśmy i odpady przędzy z rafii pochodzące z procesów tkackich i pakowania.

Torby tkane laminowane BOPP
Laminowane tkane torby i zadrukowane warstwy, konfigurowane w zależności od zanieczyszczenia.
.webp?auto=format,compress)
Torby Jumbo (FIBC)
Duże worki i duże torby zawierające materiały zanieczyszczone pyłem lub piaskiem.

Odpadki tkane PP
Obróbka tkacka i ścinków, intensywność czyszczenia dobierana w zależności od ilości pyłu, piasku i laminowania.
Przepływ procesu
Proces obejmuje etapy od redukcji wielkości, przez mycie, aż po etapowe suszenie. Ostateczna konfiguracja zależy od profilu zanieczyszczeń, docelowej wielkości płatków oraz dalszych wymagań dotyczących wytłaczania.
Karmienie i wstępne sortowanie
Mierniki przychodzących worków tkanych i rafii, jednocześnie oddzielając zanieczyszczenia od śmieci przed cięciem.
Niszczenie
Niska prędkość i wysoki moment obrotowy redukują strukturę splotu i stabilizują cięcie w dół.
Granulacja mokra
Cięcie wspomagane wodą tworzy płatki o określonej wielkości i rozpoczyna proces mycia na wczesnym etapie.
Mycie tarciowe
Szorowanie z dużą siłą ścinającą usuwa piasek, kurz, odklejony tusz i przytwierdzone włókna z powierzchni płatka.
Płukanie i separacja
Płukanie i separacja oparta na gęstości poprawiają czystość PP, jednocześnie usuwając pozostałe, ciężkie zanieczyszczenia.
Odwadnianie i suszenie
Mechaniczne odwadnianie połączone z suszeniem termicznym, z opcjonalnym wyciskaniem, pozwala uzyskać docelową wilgotność resztkową.
Pelletyzacja (opcjonalnie)
Płatki kondycjonowane są przetwarzane na jednolite peletki, gdy przechowywanie, dozowanie lub odsprzedaż wymaga formy peletek.
Karmienie i wstępne sortowanie
Mierniki przychodzących worków tkanych i rafii, jednocześnie oddzielając zanieczyszczenia od śmieci przed cięciem.
Niszczenie
Niska prędkość i wysoki moment obrotowy redukują strukturę splotu i stabilizują cięcie w dół.
Granulacja mokra
Cięcie wspomagane wodą tworzy płatki o określonej wielkości i rozpoczyna proces mycia na wczesnym etapie.
Mycie tarciowe
Szorowanie z dużą siłą ścinającą usuwa piasek, kurz, odklejony tusz i przytwierdzone włókna z powierzchni płatka.
Płukanie i separacja
Płukanie i separacja oparta na gęstości poprawiają czystość PP, jednocześnie usuwając pozostałe, ciężkie zanieczyszczenia.
Odwadnianie i suszenie
Mechaniczne odwadnianie połączone z suszeniem termicznym, z opcjonalnym wyciskaniem, pozwala uzyskać docelową wilgotność resztkową.
Pelletyzacja (opcjonalnie)
Płatki kondycjonowane są przetwarzane na jednolite peletki, gdy przechowywanie, dozowanie lub odsprzedaż wymaga formy peletek.
Media i ślad
Narzędzia referencyjne i obudowa układu według poziomu pojemności (ostateczny rozmiar zależy od poziomu zanieczyszczenia i wybranych modułów).
| Wydajność (kg/godz.) | Moc instalacji (kW) | Typowy układ powierzchni (m²) | Operatorzy / Zmiana | Sprężone powietrze (MPa) | Woda procesowa (m³/h) |
|---|---|---|---|---|---|
| 300 | 150 | 350 | 4 | 0.6-0.8 | 3 |
| 500 | 230 | 460 | 6 | 0.6-0.8 | 4 |
| 1000 | 430 | 500 | 6 | 0.6-0.8 | 5 |
Uwaga: Wartości mają charakter orientacyjny. Ostateczna wartość zależy od profilu zanieczyszczeń, wyboru metody mycia/ogrzewania na gorąco oraz konfiguracji suszenia.
Wskazówki dostawców usług komunalnych: zasilanie elektryczne jest określone za pomocą napięcia/Hz i metody rozruchu; zapotrzebowanie na wodę zależy od konstrukcji pętli otwartej lub zamkniętej oraz od wyboru metody prania/ogrzewania na gorąco.
Kluczowe moduły
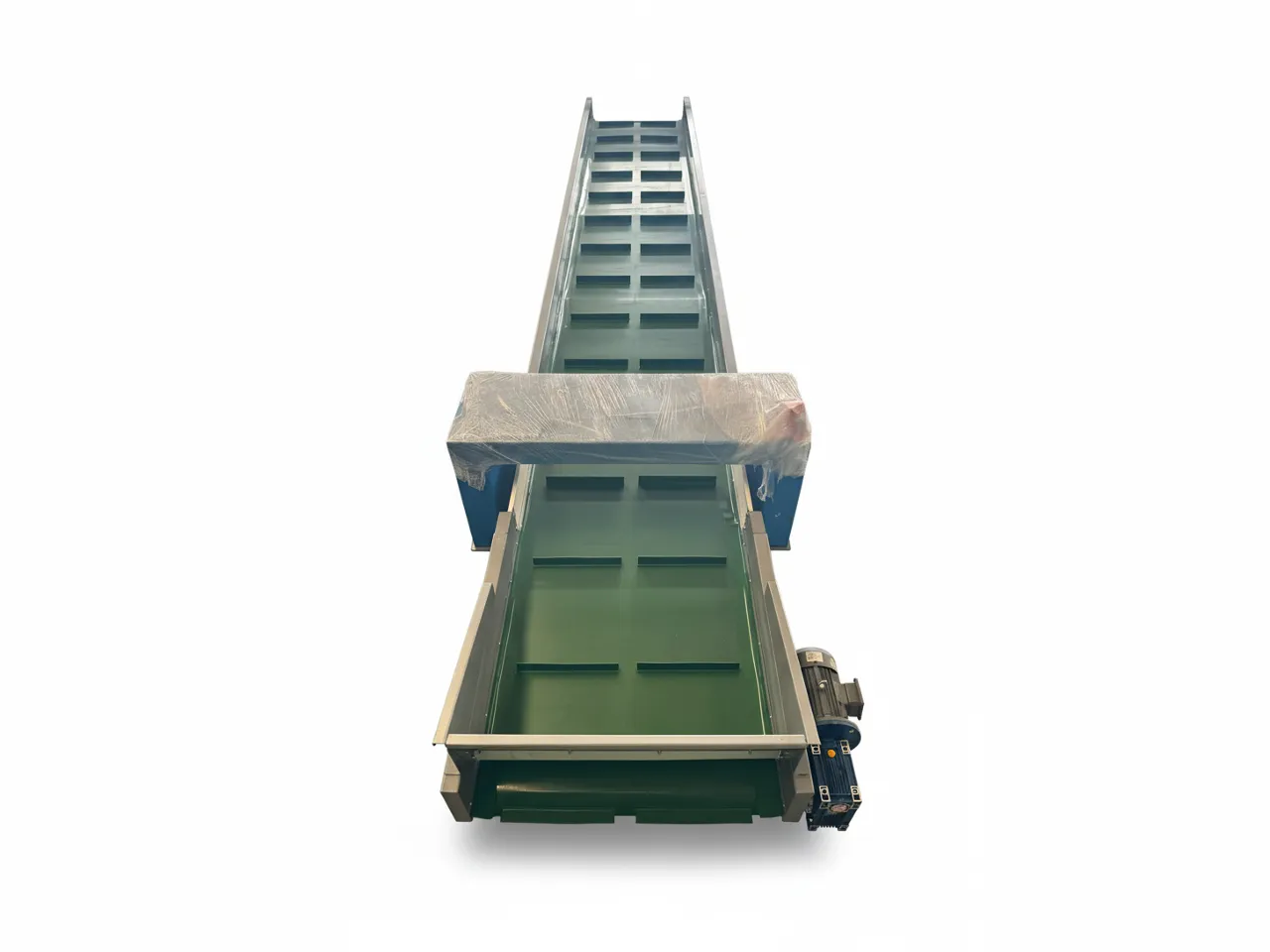
Taśmociąg
- Rama: Stal węglowa lub SS304 (opcje)
- Typ paska: PVC/PU (w zależności od zastosowania)
- Z urządzeniem napinającym pas i zasobnikiem odbiorczym
- Szerokość i długość taśmy: Dostosowane do przepustowości i układu
- Transportowanie surowców do systemu.
Rozdrabniacz jednowałowy
- Prędkość wirnika: 60–100 obr./min (typowo)
- Materiał noża: Stal narzędziowa D2 lub stopowa (w zależności od zastosowania)
- Rozmiar ekranu: 40–100 mm (ustalane poprzez cięcie i mycie w dół)
- Popychacz hydrauliczny: Tak (dla stabilnego karmienia pod obciążeniem)
- Moc silnika: Wielkość według wydajności i surowca (typ. 30–200 kW)
- Otwiera struktury tkane i zmniejsza objętość.
- Stabilizuje spójność cięcia i mycia w dół.
- Zmniejsza powstawanie mostków i poprawia kontrolę karmienia.

Granulator mokrego plastiku
- Prędkość wirnika: 400–600 obr./min (typowo)
- Materiał ostrza: Stal narzędziowa D2 (zwykła)
- Układ noży: Cięcie w kształcie litery V lub nożycowe (w zależności od zachowania materiału)
- Rozmiar filtra ekranu: 20–60 mm (typowe dla linii tkanych/rafii PP)
- Tworzy płatki o wielkości zapewniającej efektywne mycie i płukanie.
- Zmniejsza unoszenie się pyłu dzięki cięciu na mokro i natychmiastowemu płukaniu.
- Poprawia stabilność podawania na etapach odwadniania i suszenia.

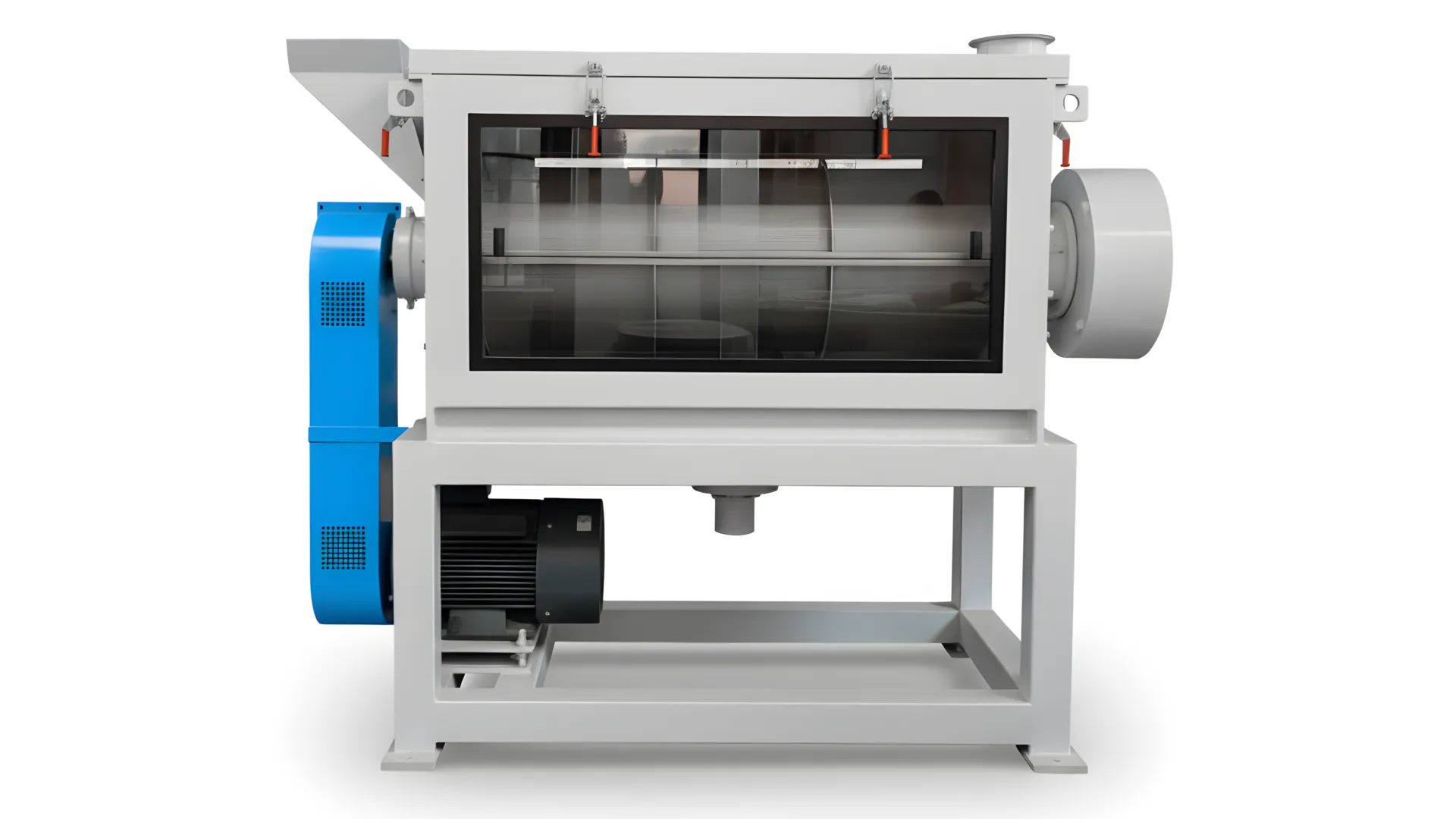
Podkładka cierna
- Prędkość wirnika: 500-600 obr./min.
- System wodny: Wlot górny, wylot dolny
- Działanie: Ciągły
- Metoda czyszczenia: Wysoka prędkość tarcia
- Usuwa piasek/kurz i luźne zanieczyszczenia z tuszu/włókien.
- Przenosi materiał pomiędzy etapami z kontrolowanym czasem przebywania.
- Zmniejsza przenoszenie ścierniwa podczas odwadniania i suszenia.

Pływający zbiornik separacyjny
- Szerokość wewnętrzna: 1000mm - 1800mm
- Długość całkowita: 4 - 7 metrów
- Materiał wnętrza: Stal nierdzewna typu 304
- Rama zewnętrzna: Stal węglowa
- Silniki łopatkowe: 1,5 kW × 2 (sterowanie częstotliwością)
- Geometria skonfigurowana tak, aby zapewnić stabilną separację i płukanie.
- Konstrukcja sekcyjna wspomaga etapowe płukanie i zarządzanie zanieczyszczeniami.
- Pętlę wodną można skonfigurować do pracy w trybie otwartym lub zamkniętym.

Gorąca pralka
- Tryb działania: Ciągły lub wsadowy (według zanieczyszczenia)
- Opcje ogrzewania: Integracja energii elektrycznej, pary lub kotła (w zależności od lokalizacji)
- Metoda prania: Mycie na gorąco z opcjonalnym dozowaniem środków chemicznych
- Przypadek użycia: Tusz, oleje, klej i ciężkie substancje organiczne (w razie potrzeby)
- Poprawia usuwanie olejów, klejów i uporczywych zanieczyszczeń organicznych, jeśli jest to wskazane.
- Ogrzewanie i chemia są konfigurowane na podstawie docelowych poziomów czystości i mediów.
- Zintegrowany z pętlą mycia, z kontrolowaną temperaturą i czasem przebywania.

Suszarka odśrodkowa
- Prędkość obrotowa: ~1000 obr./min (typowo)
- Redukcja wilgoci: Często ~20–30% (w zależności od surowca)
- Główne komponenty: Rurka z wałkami, siatkowy tunel
- Konfiguracja: Rozmiar ustalany na podstawie przepustowości i obciążenia wodą wlotową
- Zmniejsza obciążenie cieplne suszenia poprzez mechaniczne usuwanie wolnej wody.
- Ciągła praca zapewniająca stabilną przepustowość linii.
- Z zabezpieczeniem przed zużyciem w przypadku drobnych materiałów ściernych.
Thermal Pipe Dryer
- Metoda suszenia: Transport gorącego powietrza z separacją cyklonową
- Dopływ ciepła: Integracja elektryczna lub cieplna (w zależności od lokalizacji)
- Materiał rury: SS304 (zwykły) z opcjami ścieralności
- Konfiguracja: Jedno- lub wieloetapowe (w zależności od pojemności i docelowej wilgotności)
- Sterowanie: Kontrola temperatury i przepływu powietrza dla stabilnego suszenia
- Ciągłe suszenie w celu uzyskania stabilnego przygotowania do wytłaczania.
- Separacja cyklonowa pomaga w usuwaniu drobnych i lekkich zanieczyszczeń.
- Skonfigurowane tak, aby spełnić określony cel dotyczący wilgotności resztkowej.
- Możliwość skalowania z wykorzystaniem wielu etapów w celu uzyskania większej przepustowości.

Wyciskarka do filmów
- Redukcja wilgoci: Zwykle obniża wilgotność z ~10–35% do ~1–8% (w zależności od wlotu)
- Mechanizm: Kompresja śrubowa i zagęszczanie przez ogrzewanie/tarcie
- Wydajność wyjściowa: 300–1500 kg/h (dopasowane do przepustowości linii)
- Zużycie energii: Rozmiar dostosowany do pojemności i wymagań zagęszczania
- Zmniejsza wilgotność i zwiększa gęstość objętościową, co zapewnia stabilność karmienia.
- Poprawia spójność dozowania podczas ekstruzji/peletyzacji.
- Etap opcjonalny wybierany w przypadku, gdy samo suszenie termiczne nie jest optymalne.

System granulacji pierścieniem wodnym (Fakultatywny)
- Rodzaj peletu: Granulat cięty na kształt pierścienia wodnego, jednorodny
- Typowe dane wejściowe: Wyczyść płatki PP z worków tkanych, rafii i złomu FIBC
- Personalizacja: Opcje powierzchni matrycy, filtracji i automatyzacji
- Granuluje kondycjonowane płatki PP z zastosowaniem stabilnego cięcia czołowego.
- Poprawia obsługę i dozowanie w porównaniu do luźnych płatków.
- Opcje filtracji i automatyzacji dobierane są w zależności od docelowej jakości peletu.

Notatki dotyczące wydajności w terenie
Reprezentatywne obserwacje operacyjne (anonimizowane). Wyniki zależą od surowca i konfiguracji.
Drukowane worki na cement z dużą zawartością piasku: mycie na gorąco i mycie z większą intensywnością tarcia zmniejszyło przenoszenie ścierniwa do suszenia i poprawiło czystość płatków.
Resztki taśmy/przędzy rafii z lekkimi związkami organicznymi: kontrolowana granulacja poprawiła wydajność płukania i ustabilizowała dalsze podawanie w celu przygotowania do wytłaczania.
Mieszana tkanina + resztki FIBC: wybrane etapy odwadniania + suszenia termicznego pozwoliły uzyskać docelową wilgotność na podstawie obciążenia wodą wlotową (wyciskarka opcjonalnie).
Często zadawane pytania techniczne
Odpowiedzi zorientowane na decyzje dotyczące wyboru modułów, narzędzi i celów wyjściowych.
Przetwarza worki tkane PP, rafię (taśmę/przędzę), resztki FIBC i włókninę PP. W przypadku worków tkanych laminowanych BOPP należy określić intensywność prania i pranie na gorąco (jeśli jest wymagane), aby dopasować je do stopnia zanieczyszczenia tuszem/klejem.
Wydajność waha się od 300 do 1500 kg/h, w zależności od wyboru modułu i stopnia zanieczyszczenia. Wilgotność resztkowa zależy od etapów odwadniania i suszenia; suszenie termiczne zazwyczaj osiąga < 3%, gdy jest to wymagane dla stabilnego wytłaczania (w zależności od surowca).
Należy określić mycie na gorąco, gdy konieczne jest zredukowanie tuszu, olejów, kleju lub ciężkich substancji organicznych, aby osiągnąć cel czystości wyjściowej. Mycie tarciowe + płukanie wystarcza w przypadku lekkiego zapylenia/piasku. Metoda podgrzewania i chemia zależą od mediów na miejscu i profilu zanieczyszczenia.
Tak — dodaj ekstruzję/peletyzację. Wybierz wyciskarkę, aby zmniejszyć wilgotność i zwiększyć gęstość nasypową przed ekstruzją, jeśli obciążenie wodą wlotową jest wysokie lub stabilność peletyzacji jest krytyczna. Filtracja zależy od docelowej jakości peletu.
Tak. Konfigurujemy układ, dobór modułów i logikę sterowania uwzględniającą pojemność, zanieczyszczenie, dostępne media i zajmowaną powierzchnię. Typowa automatyzacja obejmuje blokady, zabezpieczenia przeciążeniowe i zezwolenia dla poszczególnych modułów; wyższe poziomy automatyzacji należy określić w zapytaniu ofertowym.
Wymagania dotyczące RFQ
Podaj poniżej minimalne dane wejściowe, abyśmy mogli określić rozmiar modułów, narzędzi i układu dla Twojego strumienia tkanin PP/rafii.
- Rodzaj(e) surowca: worki tkane, rafia (taśma/przędza), FIBC, laminowane folią BOPP (tak/nie)
- Zanieczyszczenia: piasek/kurz %, tusz/klej, oleje/substancje organiczne, wilgoć na wlocie
- Docelowa wydajność (kg/h) i liczba godzin pracy dziennie
- Wynik docelowy: zakres wielkości płatków i wymagania dotyczące czystości/wilgotności w procesie wytłaczania
- Dostępne media: napięcie/Hz, źródło ogrzewania, preferencje dotyczące pętli wodnej (otwarta/zamknięta)
- Ograniczenia przestrzenne: dostępna długość/szerokość, ograniczenia wysokości, ograniczenia dotyczące transportu materiałów
- Poziom automatyzacji i preferencje dotyczące uruchomienia (zdalne/na miejscu)