
Producción de pellets de reciclaje de desechos de PP no tejido
Línea de peletización de no tejidos fundidos por soplado de PP
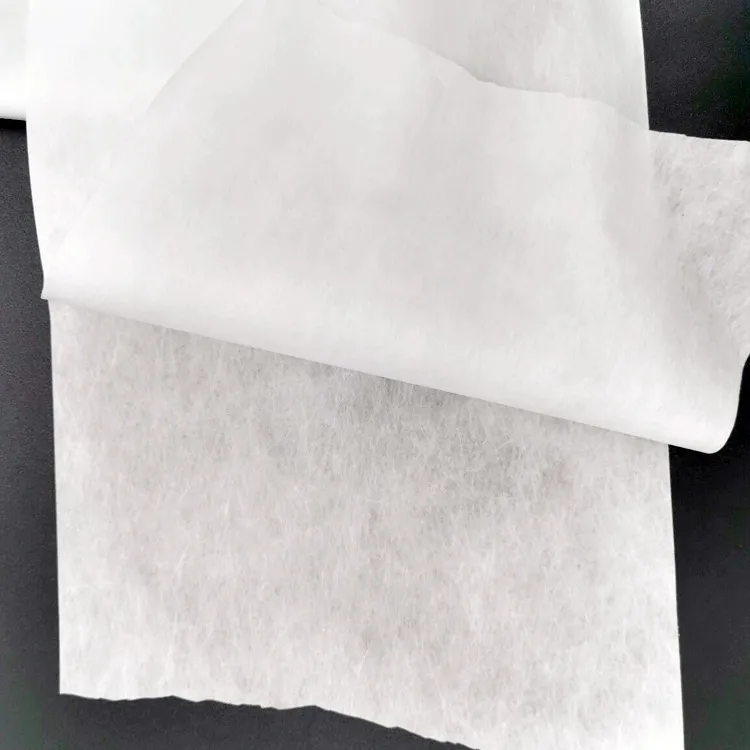
Línea de peletización de polipropileno fundido por soplado diseñada para tejidos fundidos por soplado postindustriales, recortes de spunbond, restos de medios filtrantes y otros desechos ligeros de polipropileno no tejido. La compactación integrada, la extrusión suave, la desgasificación al vacío, la filtración por fusión y la peletización ayudan a convertir los residuos de producción esponjosos en gránulos de polipropileno reutilizables, con una manipulación y almacenamiento más estables.
Por qué esta línea de peletización es adecuada para los desechos de PP fundido soplado y no tejido.
El polipropileno no tejido y el tejido fundido por soplado presentan dificultades para una alimentación uniforme debido a su esponjosidad, ligereza y la frecuente presencia de residuos de aceite o humedad. Este diseño está pensado para solucionar estos problemas de alimentación y estabilidad antes del corte de los pellets.
Esta línea de reciclado por soplado en fusión pertenece a nuestra serie de granuladores de plástico, con configuraciones disponibles para materiales de película, rígidos y especiales.
Diseñado para alimentación de telas no tejidas de baja densidad aparente.
La etapa de compactación inicial ayuda a densificar los restos de PP esponjosos, de modo que la extrusora recibe un aporte más constante y controlable que si solo se utilizara tejido suelto.
Recuperación interna de desechos
Los recortes y restos de producción se pueden peletizar directamente para su reutilización interna, lo que reduce los costos de eliminación y ayuda a las fábricas a cerrar el ciclo de los residuos de telas no tejidas de PP.
Plastificación más suave
El proceso está diseñado para estabilizar la fusión y reducir el estrés térmico innecesario, de modo que el PP reciclado siga siendo más útil para la mezcla y la transformación posteriores.
La desgasificación y la filtración mejoran la calidad de los pellets.
La desgasificación al vacío ayuda a eliminar la humedad y los compuestos volátiles, mientras que el cambio de filtros elimina la contaminación residual antes de la etapa de peletización.
Los gránulos uniformes son más fáciles de almacenar, dosificar y mezclar.
El proceso de peletización convierte los residuos voluminosos de tela no tejida en un formato de salida más denso que resulta más fácil de almacenar, transportar y dosificar para su posterior uso en procesos de extrusión o moldeo.
Configurado en función del rendimiento y el tipo de tejido.
La capacidad, el nivel de compactación, la configuración de filtración y el sistema de peletización se pueden adaptar a la densidad, la limpieza y el rendimiento objetivo (kg/h) de sus residuos de PP.
Materiales típicos y ámbito de aplicación
Esta línea está destinada a los desechos de producción de telas no tejidas de PP relativamente limpias, donde el objetivo es la recuperación de gránulos en lugar de solo la reducción de tamaño.
Recorte de material filtrante de tejido soplado en fusión
Procesa los residuos de recortes y bordes de tejido fundido soplado que se generan durante la producción de filtros, mascarillas y tejidos técnicos en la fase postindustrial.
Residuos de telas no tejidas spunbond y SMS
Adecuado para recortes de tejidos no tejidos de PP spunbond, SMS y similares que necesitan densificarse antes de una extrusión estable.
Recortes de producción y extremos de rollos
Gestiona los recortes de cambio de rollo, los recortes laterales y los recortes de tela procedentes de líneas de producción continua de telas no tejidas.
Retazos de tela protectora
Trabaja con tejidos de PP postindustriales limpios procedentes de aplicaciones de higiene, medicina, filtración y textiles de protección.
Programas de reutilización interna de fábrica
Adecuado para plantas que desean reprocesar los residuos de telas no tejidas generados internamente para convertirlos en gránulos que puedan reutilizarse de forma controlada o utilizarse en la elaboración de compuestos.
Preparación de piensos en pellets de PP
Convierte los residuos esponjosos en un formato de pellets más manejable para su almacenamiento en silos, sistemas de dosificación y mezcla posterior.
Cómo funciona el proceso de peletización de telas no tejidas de PP
El proceso está diseñado para solucionar primero la inestabilidad de la materia prima y, a continuación, proteger la calidad del material fundido mediante una extrusión, filtración y peletización controladas.
Alimenta y densifica los retazos de tela.
El polipropileno no tejido o fundido por soplado, en forma suelta, entra en la cortadora-compactadora, donde el material se corta, se mezcla y se densifica antes de la extrusión.
Extruir y plastificar suavemente.
El material densificado se funde en la extrusora bajo condiciones térmicas controladas para preservar la estabilidad del proceso.
Eliminar la humedad y los compuestos volátiles.
La desgasificación al vacío ayuda a reducir la humedad residual, el gas atrapado y los compuestos volátiles del acabado superficial que, de otro modo, afectarían la calidad de los pellets.
Filtrar el fundido continuamente
Los cambiadores de filtros eliminan la contaminación residual antes de que el material fundido pase al cabezal de peletización.
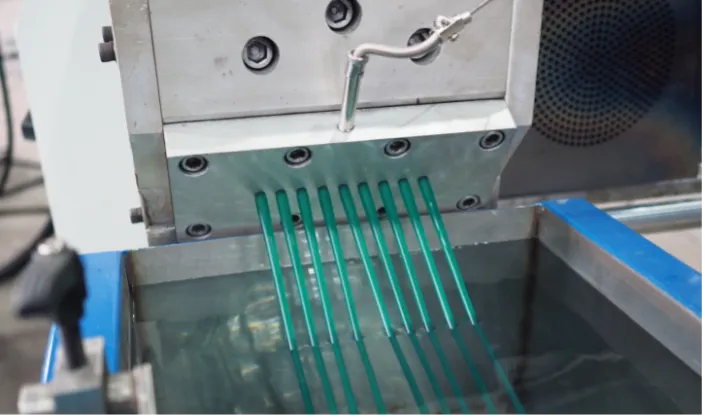
Pelletizar, enfriar y secar.
El material fundido se corta en gránulos, luego se enfría y se seca para que el PP final sea más fácil de manipular y reutilizar.
Alimenta y densifica los retazos de tela.
El polipropileno no tejido o fundido por soplado, en forma suelta, entra en la cortadora-compactadora, donde el material se corta, se mezcla y se densifica antes de la extrusión.
Extruir y plastificar suavemente.
El material densificado se funde en la extrusora bajo condiciones térmicas controladas para preservar la estabilidad del proceso.
Eliminar la humedad y los compuestos volátiles.
La desgasificación al vacío ayuda a reducir la humedad residual, el gas atrapado y los compuestos volátiles del acabado superficial que, de otro modo, afectarían la calidad de los pellets.
Filtrar el fundido continuamente
Los cambiadores de filtros eliminan la contaminación residual antes de que el material fundido pase al cabezal de peletización.
Pelletizar, enfriar y secar.
El material fundido se corta en gránulos, luego se enfría y se seca para que el PP final sea más fácil de manipular y reutilizar.
Línea de peletización de PP meltblown frente a otras rutas de reciclaje de residuos flexibles
La solución adecuada depende de si su prioridad es la recuperación directa de gránulos a partir de PP no tejido, un manejo más amplio de la película o una densificación más sencilla.
| Factor de decisión | Línea de peletización de polipropileno meltblown | Máquina de peletización de película de PP y PE | Aglomerador de película plástica |
|---|---|---|---|
| Mejor tipo de alimento | Residuos de tela no tejida de PP meltblown, spunbond y esponjosa | Escamas de película de PE o PP lavadas y material reciclado flexible | Películas sueltas secas o bolsas que necesitan una simple densificación. |
| Formato de salida | gránulos de PP reutilizables | gránulos uniformes | Aglomerado densificado en lugar de pellet completo |
| Desgasificación y filtración | Excelente ajuste para el control de aceite y humedad en el acabado. | Ideal para alimentación de película lavada | Sin etapa de filtración de fusión completa |
| Prioridad del caso de uso | Recuperación interna de residuos de producción de PP no tejido | Reciclaje de películas flexibles y reventa de pellets | Densificación aguas arriba antes de la extrusión posterior. |
| Complejidad del sistema | Flujo de trabajo de peletización integrado moderado | Flujo de trabajo de peletización integrado moderado | Ruta más sencilla |
Especificaciones de la máquina
Estas capacidades son referencias típicas para desechos de polipropileno no tejido postindustriales limpios o relativamente limpios. El resultado final depende de la densidad aparente, la contaminación y la calidad deseada de los gránulos.
| Modelo | Diámetro del tornillo (mm) | Potencia del compactador | Potencia de la extrusora | Capacidad |
|---|---|---|---|---|
| SJ85 | 85 | 37 kW | 45 kW | 160 – 220 kg/h |
| SJ100 | 100 | 55 kW | 90 kW | 300 – 380 kg/h |
| SJ120 | 120 | 90 kW | 132 kW | 450 – 550 kg/h |
| SJ160 | 160 | 132 kW | 250 kW | 800 – 1000 kg/h |
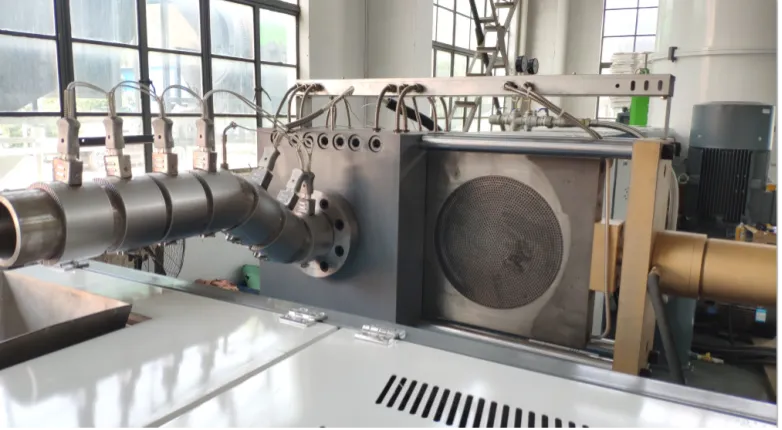
Galería de Máquinas
Vistas de referencia de la línea de peletización de telas no tejidas, la sección de filtración, el cabezal de extrusión y el material meltblown entrante.

Preguntas frecuentes
Preguntas frecuentes de las fábricas que planifican el reciclaje interno de telas no tejidas de PP y de polipropileno fundido por soplado.
El polipropileno no tejido meltblown y otros similares tienen una densidad aparente muy baja. El compactador de corte densifica el material y estabiliza la alimentación para que la extrusora pueda funcionar de forma continua en lugar de sufrir fluctuaciones o interrupciones en el suministro.
Eso depende del tipo de producto, el objetivo de calidad y la proporción de la mezcla. Muchas fábricas reutilizan parte del flujo de gránulos reciclados en capas no críticas o formulaciones controladas después de realizar pruebas.
La humedad, el aceite de acabado, el polvo y la contaminación por polímeros mixtos son los factores que más afectan la estabilidad de la extrusión y la calidad de los gránulos. Unos residuos de PP más limpios y uniformes siempre mejoran los resultados.
Los modelos que se muestran aquí abarcan aproximadamente de 160 a 1000 kg/h. El tamaño final depende de la densidad de la chatarra, la limpieza y la calidad deseada del pellet.
Por favor, comparta fotos del material, tipo de tejido, nivel de contaminación, condiciones de humedad, consumo objetivo en kg/h y si los pellets se reutilizarán internamente o se venderán.
¿Necesita una línea de peletización para desechos de telas no tejidas de PP?
Envíenos los detalles de su material, el rendimiento previsto y su objetivo de reutilización. Le ayudaremos a adaptar la configuración de compactación, extrusión, filtración y peletización a su flujo de residuos de producción.