
Productie van pellets voor recycling van non-woven PP-afval
PP meltblown nonwoven pelletiseerlijn
Een PP-meltblown-granuleerlijn, ontworpen voor post-industriële meltblown-stof, spunbond-reststukken, filtermateriaalresten en ander lichtgewicht PP-nonwovenafval. Geïntegreerde verdichting, zachte extrusie, vacuümontgassing, smeltfiltratie en granulering helpen om pluizig productieafval om te zetten in herbruikbare PP-granulaten met een stabielere verwerking en opslag.
Waarom deze pelletiseerlijn geschikt is voor smeltgeblazen en non-woven PP-afval
Meltblown en non-woven PP zijn lastig consistent te verwerken omdat ze pluizig en licht zijn en vaak restanten van afwerkingsolie of vocht bevatten. Deze lay-out is ontworpen om die problemen met de verwerking en stabiliteit op te lossen vóór het pelletsnijden.
Deze smeltlijn voor recycling behoort tot onze serie kunststof pelletiseermachines, met beschikbare configuraties voor folie, harde en speciale materialen.
Ontwikkeld voor non-woven materiaal met een lage bulkdichtheid.
De verdichtingsfase aan de voorkant helpt om pluizig PP-afval te verdichten, waardoor de extruder een stabielere en beter beheersbare aanvoer krijgt dan met alleen los textiel.
Interne schrootrecycling
Afval en reststukken uit de productie kunnen direct tot korrels worden verwerkt voor intern hergebruik, waardoor de afvalverwerkingskosten worden verlaagd en fabrieken de kringloop van PP-nonwovenafval kunnen sluiten.
Zachtere plasticering
Het proces is ontworpen om het smeltproces te stabiliseren en onnodige thermische spanning te verminderen, zodat gerecycled PP beter bruikbaar blijft voor verdere meng- en verwerkingsprocessen.
Ontgassing en filtratie verbeteren de pelletkwaliteit.
Vacuümontgassing helpt bij het verwijderen van vocht en vluchtige stoffen, terwijl het vervangen van de zeven resterende verontreiniging verwijdert vóór de pelletiseerstap.
Uniforme pellets zijn gemakkelijker op te slaan, te doseren en te mengen.
Door middel van pelleteren wordt omvangrijk non-woven afval omgezet in een dichtere eindproductvorm die gemakkelijker op te slaan, te transporteren en te doseren is voor latere extrusie- of vormprocessen.
Geconfigureerd op basis van doorvoer en fabrictype.
De capaciteit, verdichtingsgraad, filteropstelling en pelletiseerinstallatie kunnen worden afgestemd op de dichtheid, reinheid en gewenste hoeveelheid (kg/u) van uw PP-schroot.
Typische materialen en toepassingsgebied
Deze lijn is bedoeld voor relatief schoon PP-vliesafval, waarbij het doel korrelwinning is in plaats van alleen verkleining.
Meltblown filtermedia trim
Verwerkt restmateriaal van smeltgeblazen textiel dat overblijft na de productie van filters, maskers en technische textielproducten.
Spunbond en SMS-nonwovenafval
Geschikt voor spunbond-, SMS- en aanverwante PP-nonwoven-reststukken die verdicht moeten worden vóór stabiele extrusie.
Productieresten en roleinden
Verwerkt snijresten van rolwisselingen, zijsnijresten en stofafval van doorlopende non-woven productielijnen.
Beschermend stofrestje
Geschikt voor het reinigen van gerecyclede PP-stoffen uit industriële toepassingen zoals hygiëne, medische toepassingen, filtratie en beschermende textielproducten.
Interne hergebruikprogramma's van de fabriek
Geschikt voor bedrijven die intern geproduceerd non-woven afval willen herverwerken tot korrels voor gecontroleerd hergebruik of compounding.
Bereiding van PP-pellets als veevoer
Zet pluizig afval om in een beter hanteerbare korrelvorm voor opslag in silo's, doseersystemen en verdere menging.
Hoe het granuleerproces van PP-nonwoven werkt
Het proces is erop gericht om eerst de instabiliteit van de grondstof op te lossen en vervolgens de smeltkwaliteit te beschermen door middel van gecontroleerde extrusie, filtratie en pelletering.
Voer het textielafval in en verdicht het.
Los smeltgeblazen of niet-geweven PP komt in de snijverdichter terecht, waar het materiaal wordt gesneden, gemengd en verdicht voordat het geëxtrudeerd wordt.
Extrudeer en plasticeer voorzichtig
Het verdichte materiaal wordt in de extruder onder gecontroleerde thermische omstandigheden gesmolten om de processtabiliteit te waarborgen.
Vocht en vluchtige stoffen verwijderen
Vacuümontgassing helpt bij het verminderen van restvocht, ingesloten gas en vluchtige stoffen in de oppervlakteafwerking die anders de kwaliteit van de pellets zouden beïnvloeden.
Filter het smeltmateriaal continu.
Zeefwisselaars verwijderen resterende verontreiniging voordat het smeltmateriaal naar de pelletiseerkop gaat.
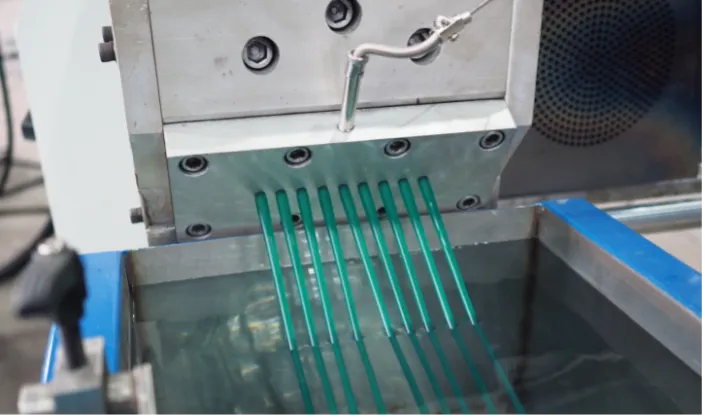
Korrelen, afkoelen en drogen
Het gesmolten materiaal wordt in korrels gesneden, vervolgens afgekoeld en gedroogd, zodat het uiteindelijke PP-product gemakkelijker te hanteren en te hergebruiken is.
Voer het textielafval in en verdicht het.
Los smeltgeblazen of niet-geweven PP komt in de snijverdichter terecht, waar het materiaal wordt gesneden, gemengd en verdicht voordat het geëxtrudeerd wordt.
Extrudeer en plasticeer voorzichtig
Het verdichte materiaal wordt in de extruder onder gecontroleerde thermische omstandigheden gesmolten om de processtabiliteit te waarborgen.
Vocht en vluchtige stoffen verwijderen
Vacuümontgassing helpt bij het verminderen van restvocht, ingesloten gas en vluchtige stoffen in de oppervlakteafwerking die anders de kwaliteit van de pellets zouden beïnvloeden.
Filter het smeltmateriaal continu.
Zeefwisselaars verwijderen resterende verontreiniging voordat het smeltmateriaal naar de pelletiseerkop gaat.
Korrelen, afkoelen en drogen
Het gesmolten materiaal wordt in korrels gesneden, vervolgens afgekoeld en gedroogd, zodat het uiteindelijke PP-product gemakkelijker te hanteren en te hergebruiken is.
PP-meltblown-pelletiseerlijn versus andere flexibele schrootverwerkingsroutes
De juiste oplossing hangt af van uw prioriteit: het direct terugwinnen van korrels uit niet-geweven PP, bredere verwerking van folie of eenvoudigere verdichting.
| Beslissingsfactor | PP-smeltblaaspelletiseerlijn | PP PE-folie pelletiseermachine | Plasticfolie-agglomerator |
|---|---|---|---|
| Beste voersoort | Meltblown, spunbond en fluffy PP-nonwoven restmateriaal | Gewassen PE- of PP-folievlokken en flexibel gerecycled materiaal | Droge, losse folie of zakken die eenvoudigweg verdicht moeten worden. |
| Uitvoerformaat | Herbruikbare PP-korrels | Gelijkmatige korrels | Verdicht agglomeraat in plaats van volledige pelletproductie |
| Ontgassing en filtratie | Uitstekende pasvorm voor afwerkingsolie en vochtregulatie. | Geschikt voor het invoeren van gewassen film. | Geen volledige smeltfiltratiestap |
| Prioriteit van gebruiksscenario's | Interne recycling van afval uit de productie van non-woven PP-materialen. | Recycling van flexibele folie en wederverkoop van pellets | Stroomopwaartse verdichting vóór latere extrusie |
| Systeemcomplexiteit | Gematigde geïntegreerde pelletiseerworkflow | Gematigde geïntegreerde pelletiseerworkflow | Eenvoudigste route |
Machine specificaties
Deze capaciteiten zijn typische referentiewaarden voor schoon of relatief schoon, postindustrieel PP-nonwovenafval. De uiteindelijke output is afhankelijk van de bulkdichtheid, de mate van verontreiniging en de gewenste korrelkwaliteit.
| Model | Schroefdiameter (mm) | Verdichtervermogen | Extrudervermogen | Capaciteit |
|---|---|---|---|---|
| SJ85 | 85 | 37 kW | 45 kW | 160 – 220 kg/h |
| SJ100 | 100 | 55 kW | 90 kW | 300 – 380 kg/h |
| SJ120 | 120 | 90 kW | 132 kW | 450 – 550 kg/h |
| SJ160 | 160 | 132 kW | 250 kW | 800 – 1000 kg/h |
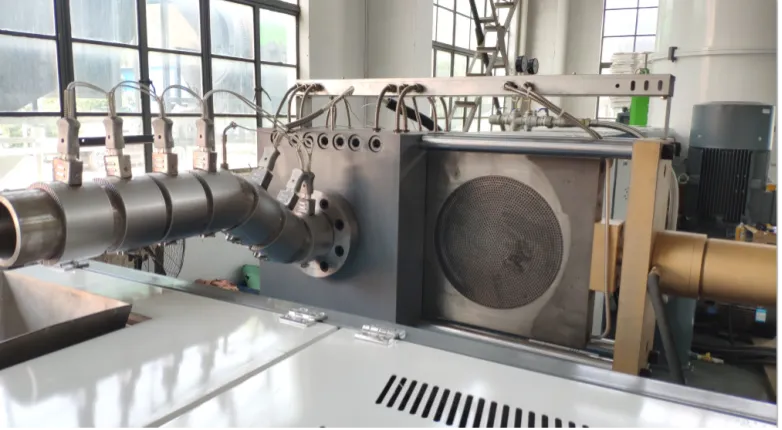
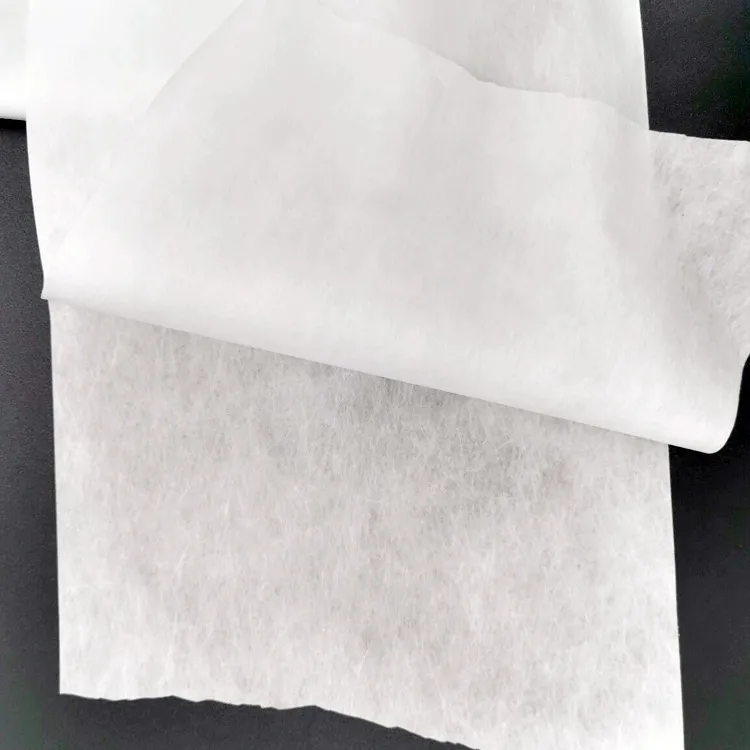
Machinegalerij
Referentieaanzichten van de pelletiseerlijn voor non-woven materialen, het filtratiegedeelte, de matrijskop en het binnenkomende meltblown-materiaal.

Veelgestelde vragen
Veelgestelde vragen van fabrieken die van plan zijn om PP-vliesweefsel en meltblown intern te recyclen.
Meltblown en soortgelijke non-woven PP hebben een zeer lage bulkdichtheid. De snijverdichter verdicht het materiaal en stabiliseert de toevoer, zodat de extruder continu kan draaien in plaats van te haperen of te weinig toevoer te krijgen.
Dat hangt af van het producttype, de kwaliteitsdoelstelling en de mengverhouding. Veel fabrieken hergebruiken een deel van de gerecyclede korrelstroom in niet-kritische lagen of gecontroleerde formuleringen na testen.
Vocht, afwerkingsolie, stof en verontreiniging door gemengde polymeren hebben de grootste invloed op de extrusiestabiliteit en de pelletkwaliteit. Schoner en uniformer PP-schroot leidt altijd tot betere resultaten.
De hier getoonde modellen bestrijken een bereik van ongeveer 160 tot 1000 kg/u. De uiteindelijke korrelgrootte is afhankelijk van de dichtheid van het schroot, de reinheid en de gewenste pelletkwaliteit.
Gelieve foto's van het materiaal, het type stof, de mate van vervuiling, de vochtigheidsgraad, de beoogde capaciteit in kg/u en of de korrels intern hergebruikt of verkocht zullen worden, te delen.
Heeft u een pelletiseerlijn nodig voor PP-nonwovenafval?
Stuur ons uw materiaalgegevens, de gewenste doorvoer en het hergebruikdoel. Wij helpen u de lay-out voor verdichting, extrusie, filtratie en pelletering af te stemmen op uw afvalstroom.